Легка будівельна плита
Формула / Реферат
1. Спосіб виготовлення легкої будівельної плити (10), яка складається з щонайменше двох зовнішніх шарів (12а, 12с) та середнього шару (12b), згідно з яким:
- виготовляють середній шар (12b) зі стільникового матеріалу,
- подають середній шар (12b) до блока обробки (4; 5),
- стільниковий матеріал зовнішнього шару (12b) обробляють у блоці обробки (4; 5),
- на середній шар (12b) та/або зовнішні шари (12а, 12с) наносять клей,
- середній шар (12b) розміщують між обома зовнішніми шарами (12а, 12с) і подають до прес-блока (9.1, 9.2), та
- середній шар (12b) з'єднують зі щонайменше двома зовнішніми шарами (12а, 12с), який відрізняється тим, що
- додатково і перед стадією, в якій на середній шар (12b) і/або зовнішній шар (12а, 12с) наносять клей, здійснюють стадію, у якій стільниковий матеріал середнього шару (12b) піддають обробці, і
- у стадії, в якій стільниковий матеріал середнього шару (12b) піддають обробці, досягають спеціальних властивостей стільникового матеріалу, які зі свого боку знову ведуть до різних властивостей легкої будівельної плити.
2. Спосіб за пунктом 1, який відрізняється тим, що шляхом обробки змінюють вологість та/або температуру середнього шару (12b).
3. Спосіб за пунктом 1 або 2, який відрізняється тим, що обробку середнього шару (12b) здійснюють шляхом нанесення рідини на середній шар (12b), зокрема, способом занурення або розпилення.
4. Спосіб за одним із попередніх пунктів, який відрізняється тим, що обробку середнього шару (12b) здійснюють шляхом контакту з газом та/або парою та/або шляхом застосування випромінювання, зокрема випромінювання високої енергії, такого як ультрафіолетове випромінювання або опромінювання електронами.
5. Спосіб за одним із попередніх пунктів, який відрізняється тим, що
- як середній шар використовують попередньо оброблений середній шар (12b), a також тим, що
- шляхом обробки попередньо обробленого середнього шару здійснюють активізацію певних властивостей середнього шару (12b).
6. Спосіб за одним із попередніх пунктів, який відрізняється тим, що обробку середнього шару (12b) здійснюють у кілька стадій.
7. Спосіб за одним із попередніх пунктів, який відрізняється тим, що
- на першій стадії обробки середній шар (12b) обробляють активною речовиною, зокрема в формі розчину активної речовини, а також тим, що
- на наступній стадії активну речовину фіксують на середньому шарі (12b), зокрема, під дією підвищеної температури або випромінювання.
8. Спосіб за одним із попередніх пунктів, який відрізняється тим, що шляхом обробки середнього шару (12b) впливають на механічні параметри середнього шару (12b) та/або виготовленої з його застосуванням легкої будівельної плити (10), зокрема їх міцність на згин, міцність на стиск та/або пружність.
9. Спосіб за одним із попередніх пунктів, який відрізняється тим, що шляхом обробки середнього шару (12b) впливають на вологостійкість та/або вогнестійкість, та/або теплостійкість середнього шару (12b) та/або виготовленої з його застосуванням легкої будівельної плити (10).
10. Спосіб за одним із попередніх пунктів, який відрізняється тим, що шляхом обробки середнього шару (12b) впливають на стійкість до ураження грибами, бактеріями та/або комахами середнього шару (12b) та/або на стійкість до ураження грибами, бактеріями та/або комахами виготовленої з його застосуванням легкої будівельної плити (10).
11. Спосіб за одним із попередніх пунктів, який відрізняється тим, що середньому шару (12b) шляхом обробки надають певного забарвлення.
12. Спосіб за одним із попередніх пунктів, який відрізняється тим, що шляхом обробки середнього шару (12b) виготовленій із його застосуванням легкій будівельній плиті (10) надають особливих властивостей стосовно запаху та/або спроможності зв'язувати шкідливі речовини, які забруднюють повітря.
13. Спосіб за одним із попередніх пунктів, який відрізняється тим, що обробку середнього шару (12b) здійснюють із застосуванням праймеру.
14. Легка будівельна плита (10), виготовлена способом за одним із попередніх пунктів.
15. Установка для виготовлення легкої будівельної плити (10), що складається зі щонайменше двох зовнішніх шарів (12а, 12с) та середнього шару (12b), яка включає:
- щонайменше один блок (1) для подачі середнього шару зі стільникового матеріалу, виготовленого з паперу, тонкого або цупкого картону,
- блок обробки (4; 5), у якому може бути оброблений стільниковий матеріал середнього шару (12b),
- станцію для нанесення клею (7.1, 8.1), в якій на середній шар (12b) та/або на зовнішні шари (12а, 12с) може бути нанесений клей, та
- щонайменше один прес-блок (9.1, 9.2),
яка відрізняється тим, що
- додатково і перед станцією нанесення клею (7.1, 8.1) містить блок обробки (4; 5), причому
- блок обробки (4; 5) виконаний таким чином, що при обробці досягаються певні властивості стільникового матеріалу, які у свою чергу ведуть до різних властивостей легкої будівельної плити.
16. Установка за пунктом 15, яка відрізняється тим, що блок (4, 5) для обробки середнього шару (12b) має пристрій для зміни вологості та/або температури середнього шару (12b) та/або пристрій для нанесення рідини, зокрема ванну для занурення або розпилювальний пристрій.
17. Установка за пунктом 15 або 16, яка відрізняється тим, що блок (4, 5) для обробки середнього шару (12b) розташований перед прес-блоком (9.1, 9.2) і переважно після блока (1) для подачі середнього шару (12b).
18. Установка за одним із пунктів 15-17, яка відрізняється тим, що
- блок (4, 5) для обробки середнього шару (12b) розташований після пристрою для розтягнення стільникового матеріалу, та тим, що
- після блока (4, 5) для обробки середнього шару (12b) розташований складальний пристрій для з'єднання середнього шару (12b) з щонайменше одним із зовнішніх шарів (12а, 12с).
19. Установка за одним із пунктів 15-18, яка відрізняється тим, що
- блок (4, 5) для обробки середнього шару (12b) розташований після пристрою для розтягнення стільникового матеріалу, та тим, що
- після блока (4, 5) для обробки середнього шару (12b) розташований сушильний пристрій (5).
Текст
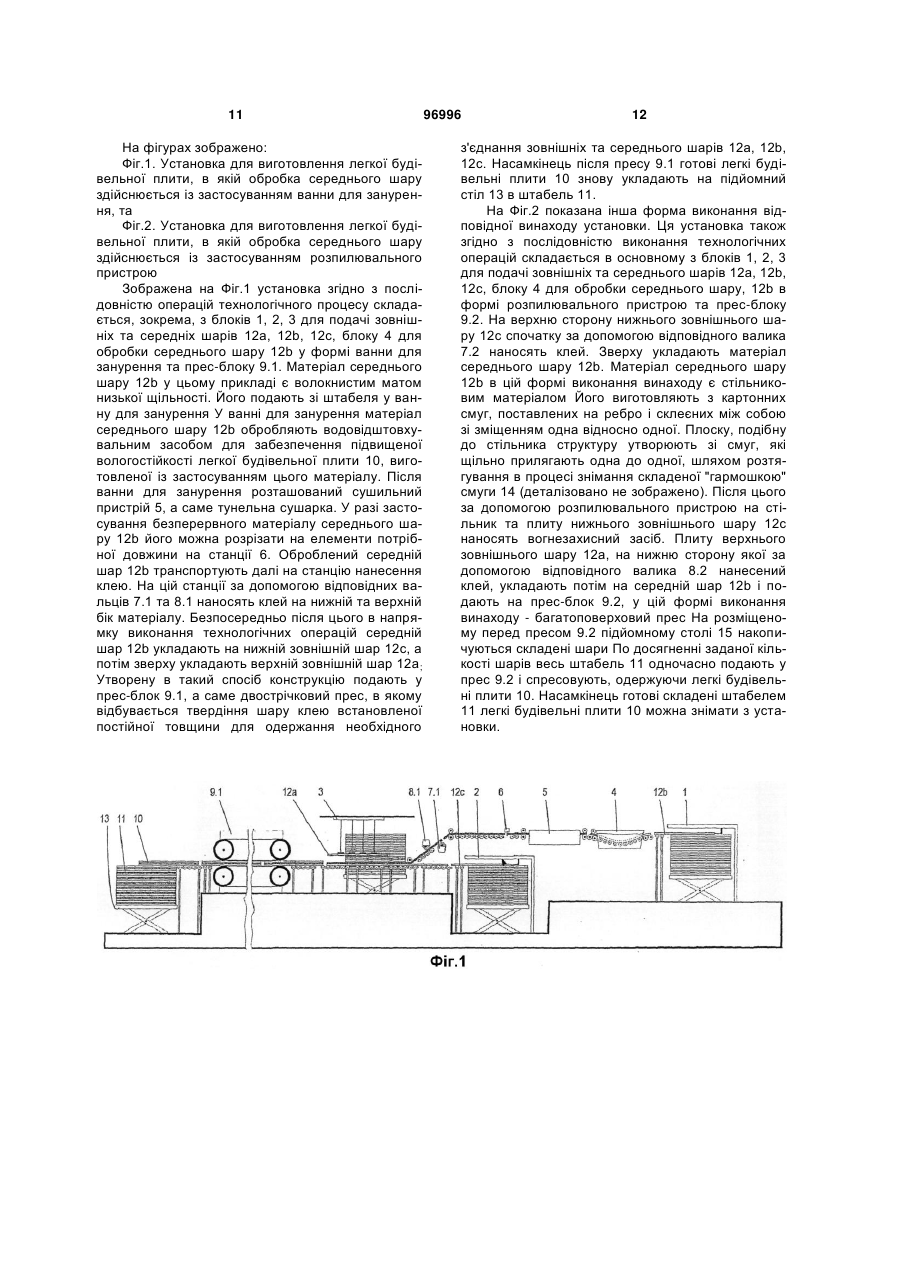
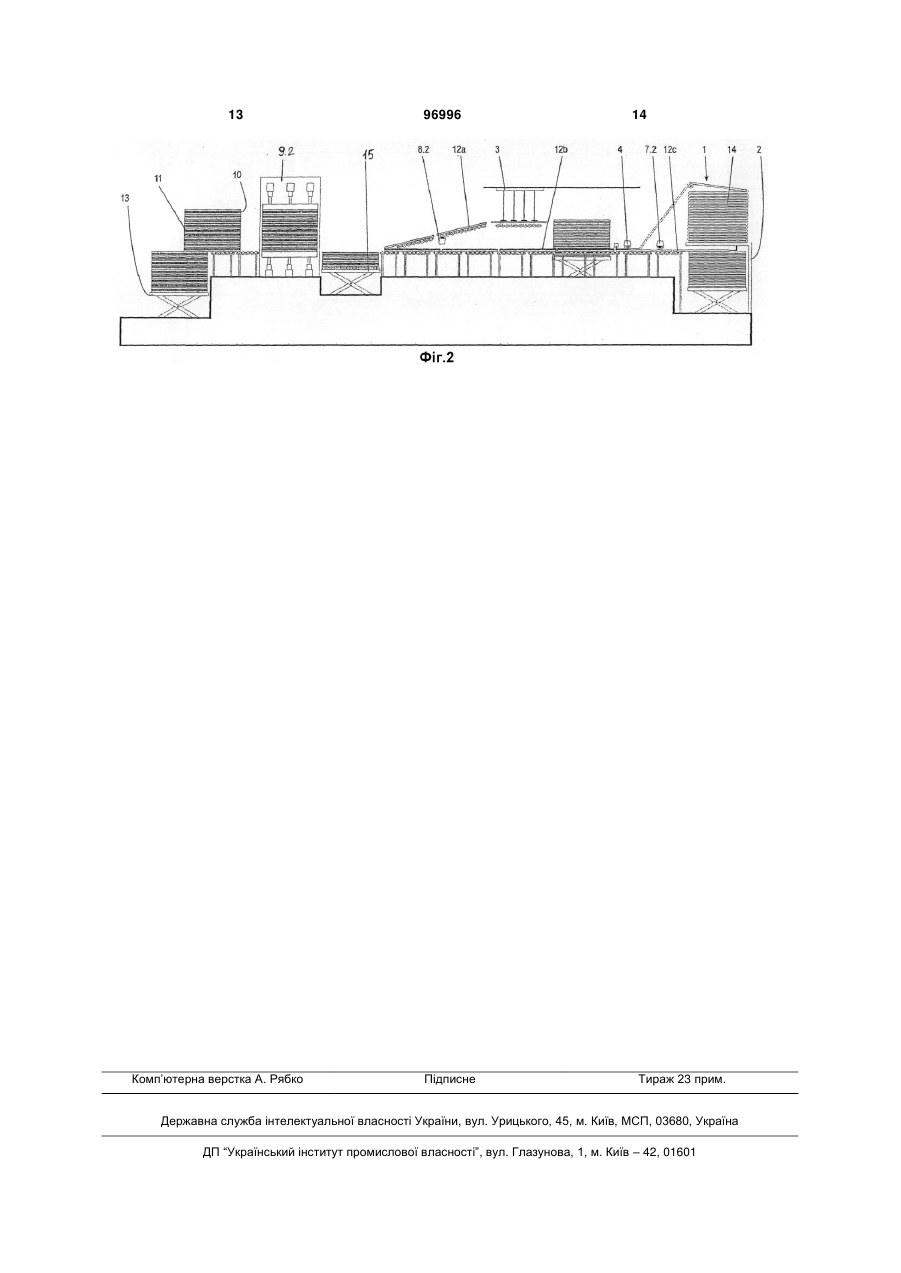
1. Спосіб виготовлення легкої будівельної плити (10), яка складається з щонайменше двох зовнішніх шарів (12а, 12с) та середнього шару (12b), згідно з яким: - виготовляють середній шар (12b) зі стільникового матеріалу, - подають середній шар (12b) до блока обробки (4; 5), - стільниковий матеріал зовнішнього шару (12b) обробляють у блоці обробки (4; 5), - на середній шар (12b) та/або зовнішні шари (12а, 12с) наносять клей, - середній шар (12b) розміщують між обома зовнішніми шарами (12а, 12с) і подають до прес-блока (9.1, 9.2), та - середній шар (12b) з'єднують зі щонайменше двома зовнішніми шарами (12а, 12с), який відрізняється тим, що - додатково і перед стадією, в якій на середній шар (12b) і/або зовнішній шар (12а, 12с) наносять клей, здійснюють стадію, у якій стільниковий матеріал середнього шару (12b) піддають обробці, і - у стадії, в якій стільниковий матеріал середнього шару (12b) піддають обробці, досягають спеціальних властивостей стільникового матеріалу, які зі свого боку знову ведуть до різних властивостей легкої будівельної плити. 2. Спосіб за пунктом 1, який відрізняється тим, що шляхом обробки змінюють вологість та/або температуру середнього шару (12b). 2 (19) 1 3 96996 4 грибами, бактеріями та/або комахами середнього шару (12b) та/або на стійкість до ураження грибами, бактеріями та/або комахами виготовленої з його застосуванням легкої будівельної плити (10). 11. Спосіб за одним із попередніх пунктів, який відрізняється тим, що середньому шару (12b) шляхом обробки надають певного забарвлення. 12. Спосіб за одним із попередніх пунктів, який відрізняється тим, що шляхом обробки середнього шару (12b) виготовленій із його застосуванням легкій будівельній плиті (10) надають особливих властивостей стосовно запаху та/або спроможності зв'язувати шкідливі речовини, які забруднюють повітря. 13. Спосіб за одним із попередніх пунктів, який відрізняється тим, що обробку середнього шару (12b) здійснюють із застосуванням праймеру. 14. Легка будівельна плита (10), виготовлена способом за одним із попередніх пунктів. 15. Установка для виготовлення легкої будівельної плити (10), що складається зі щонайменше двох зовнішніх шарів (12а, 12с) та середнього шару (12b), яка включає: - щонайменше один блок (1) для подачі середнього шару зі стільникового матеріалу, виготовленого з паперу, тонкого або цупкого картону, - блок обробки (4; 5), у якому може бути оброблений стільниковий матеріал середнього шару (12b), - станцію для нанесення клею (7.1, 8.1), в якій на середній шар (12b) та/або на зовнішні шари (12а, 12с) може бути нанесений клей, та - щонайменше один прес-блок (9.1, 9.2), яка відрізняється тим, що - додатково і перед станцією нанесення клею (7.1, 8.1) містить блок обробки (4; 5), причому - блок обробки (4; 5) виконаний таким чином, що при обробці досягаються певні властивості стільникового матеріалу, які у свою чергу ведуть до різних властивостей легкої будівельної плити. 16. Установка за пунктом 15, яка відрізняється тим, що блок (4, 5) для обробки середнього шару (12b) має пристрій для зміни вологості та/або температури середнього шару (12b) та/або пристрій для нанесення рідини, зокрема ванну для занурення або розпилювальний пристрій. 17. Установка за пунктом 15 або 16, яка відрізняється тим, що блок (4, 5) для обробки середнього шару (12b) розташований перед прес-блоком (9.1, 9.2) і переважно після блока (1) для подачі середнього шару (12b). 18. Установка за одним із пунктів 15-17, яка відрізняється тим, що - блок (4, 5) для обробки середнього шару (12b) розташований після пристрою для розтягнення стільникового матеріалу, та тим, що - після блока (4, 5) для обробки середнього шару (12b) розташований складальний пристрій для з'єднання середнього шару (12b) з щонайменше одним із зовнішніх шарів (12а, 12с). 19. Установка за одним із пунктів 15-18, яка відрізняється тим, що - блок (4, 5) для обробки середнього шару (12b) розташований після пристрою для розтягнення стільникового матеріалу, та тим, що - після блока (4, 5) для обробки середнього шару (12b) розташований сушильний пристрій (5). Винахід стосується способу та установки для виготовлення легкої будівельної плити, яка має щонайменше два зовнішніх шари та середній шар. Крім цього, винахід стосується легкої будівельної плити, виготовленої цим способом. Легкі будівельні плити (LBPL) вже давно застосовують у внутрішньому опорядженні для виготовлення дверей. Проте, останнім часом легкі будівельні плити набувають поширення також у виробництві меблів. Це пояснюється, по-перше, різноманітними можливостями формоутворення завдяки великій товщині цих будівельних елементів, по-друге - їх невеликою масою, що суттєво полегшує процес транспортування і монтажу виготовлюваних із них меблів. Виробники меблів вже не мусять виготовляти легкі будівельні плити самостійно, як раніше. Це потребувало виконання численних технологічних операцій. Спочатку виготовляли каркас, іноді з кількома поперечками, до якого потім кріпили зовнішні шари, що мав нести на собі різну фурнітуру. Між зовнішніми шарами вкладали легкі волокнисті плити, мінеральну ізоляційну вату, картонні стільники або аналогічні матеріали. Це дозволяло зробити елемент більш компактним і, залежно від конкретних обставин, збільшити його стабільність. Часто доводилося виконувати окремі технологічні операції для обробки поверхні зовнішніх шарів, що потребувало значних витрат. Наприклад, для ви готовлення зовнішніх шарів зазвичай застосовували тверді деревинноволокнисті плити, фанеровані або з іншим покриттям, причому поверхня готового елемента набувала завершеного вигляду лише після лакування. Сьогодні легкі будівельні плити для меблевого виробництва все частіше виготовляють у промисловому обсягу. Для цього легкий середній шар вкладають між зовнішніми шарами, які фіксують переважно шляхом наклеювання, в результаті чого утворюється великоформатний безкаркасний комбінований елемент. Залежно від потрібної стабільності плити використовують зовнішні шари різної товщини, які виготовляють переважно з деревного композиційного матеріалу, такого як стружкові чи волокнисті плити. Можна застосовувати плити, які вже мають покриття, таке як ламінат, фарба, принти із захисним шаром, меламінова плівка, фанера тощо. Як матеріал для середніх шарів використовують переважно картонні стільники або пінопластові плити. Для певних варіантів застосування доцільним є також використання матеріалів стільникової структури, виготовлених із інших матеріалів на відміну від паперу або картону. Наприклад, для цього можна використовувати якнайтонші плитні матеріали або тонкостінні металеві профілі, наприклад з алюмінію. Проте, як середні шари можна використовувати також легкі деревні 5 композиційні матеріали, такі як відповідні стружкові чи волокнисті плити, або масивну деревину низької густини, наприклад бальсового дерева. За деякими винятками, в принципі всі матеріали можна застосовувати для виготовлення легкого середнього шару. Наприклад, для цього використовують також не дуже легкі, але розповсюджені породи дерев, які добре піддаються обробці різальними інструментами. Відомі також легкі середні шари, виготовлені зі з'єднаних між собою пучків стебел, нарізаних по довжині на ділянки таким чином, що довжина цих ділянок стебел відповідає товщині плоского середнього шару, утворюваного з'єднаними між собою пучками. Окрім виготовлення меблів та внутрішнього опорядження легкі будівельні плити застосовують у багатьох інших галузях техніки, наприклад у домо-, судно-, автомобіле- та суднобудуванні, а також у будівництві засобів рейкового транспорту. Оскільки легка будівельна плита складається з різних шарів, параметри такої плити можна змінювати різними способами. Крім вибору зовнішніх шарів та з'єднання між зовнішніми та середнім шаром, особливе значення має тип і, залежно від конкретних обставин, спеціальна конструкція середнього шару. Крім механічних параметрів, таких як міцність при згинанні, міцність на стиск або пружність, шляхом відповідного вибору середнього шару можна варіювати численні інші параметри. Волого-, вогне- та теплостійкість, стійкість до ураження грибами, бактеріями та комахами або просто лише колір середнього шару є прикладами тих параметрів, на які можна щонайменше суттєво впливати шляхом вибору різних варіантів середнього шару. Для того, щоб виготовляти різні варіанти конструкцій легких будівельних плит, згідно з рівнем техніки для відповідної товщини плит і заданого параметра готової легкої будівельної плити заготовляють велику кількість різних варіантів середніх шарів. Потім відповідні варіанти поперемінно подають у технологічну лінію для виготовлення плит із певними параметрами. Крім обумовлених такою технологією витрат, пов'язаних з необхідністю складування запасів, і спричиненої цим іммобілізації інвестованих коштів збільшуються також витрати на переоснащення технологічних ліній при переході з однієї партії продукції на іншу. Тому задачею винаходу було створення способу та установки для забезпечення можливості простого виготовлення легких будівельних плит із різними параметрами. Сформульована і описана вище задача згідно з першим аспектом винаходу вирішена стосовно способу виготовлення легкої будівельної плити зазначеного вище типу шляхом включення таких стадій: - виготовлення середнього шару (12b) зі стільникового матеріалу, - подача середнього шару (12b) в блок обробки (4; 5), - обробка стільникового матеріалу середнього шару (12b) в блоці обробки (4; 5), - нанесення клею на середній шар (12b) та/або зовнішній шар (12а, 12с), 96996 6 - розміщення середнього шару (12b) між обома зовнішніми шарами (12а, 12с) і подача на пресблок (9.1, 9.2), та - з'єднання середнього шару (12b) з принаймні двома зовнішніми шарами (12а, 12с). Таким чином, середнім шарам можна надавати спеціальні властивості лише безпосередньо перед обробкою або в процесі обробки, внаслідок чого немає потреби у створенні запасів великої кількості середніх шарів з метою їх подальшого використання для виготовлення легких будівельних плит із різними параметрами. Це дозволяє зменшити витрати на складування і капітальні витрати, а також підвищити ефективність організації виробництва, оскільки в разі переведення технологічної лінії на виготовлення нової партії продукції вже не потрібно заміняти матеріал для середнього шару, а достатньо лише варіювати вид обробки матеріалу середнього шару. Проте, обробку середнього шару, яку здійснюють незалежно від нанесення клею. можна застосовувати також для покращання його властивостей для наступної стадії технологічного процесу, причому може мати місце перекриття результатів обробки, тобто обробки, завдяки якій, з одного боку, готовій легкій будівельній плиті були надані певні властивості, а з іншого боку - властивості, які проявлятимуться на наступній стадії технологічного процесу. Згідно з формою виконання відповідного винаходу способу передбачено, що обробка призводить до зміни вологості та/або температури середнього шару. При відповідній абсорбуючій здатності матеріалу середнього шару особливо придатною є обробка із застосуванням рідини шляхом занурення або нанесення розпиленням. У разі обробки зануренням чи розпиленням можна просто ι швидко, замінюючи рідину, змінювати властивості матеріалу середнього шару. Особливо переважним є застосування різних пристроїв для розпилення або резервуарів для занурення, які в такому разі можна оперативно активізувати один за одним. Припустимим є також комбінація способів занурення і розпилення для забезпечення можливості швидкої зміни рідин для обробки матеріалу середнього шару. Окрім застосування рідких засобів для обробки середнього шару, можна також обробляти його газом, парою або їх сумішами. Інша можливість полягає також у застосуванні випромінювання, наприклад ультрафіолетового випромінювання, або опромінення електронами. Останній спосіб є особливо придатним у тому разі, якщо середній шар вже був підданий попередній обробці засобом, наприклад, на підприємстві-виробнику матеріалу середнього шару, який має бути активізований безпосередньо перед застосуванням. Наприклад, це може бути твердіючий під впливом ультрафіолетового випромінювання полімер, нанесений при попередній обробці на картонний стільниковий матеріал, процес твердіння якого активізують після розтягнення стільника до технологічного розміру для надання матеріалу середнього шару підвищеної механічної міцності. 7 Для більшості варіантів обробки середнього шару, насамперед тих, які передбачають застосування рідких речовин, переважною умовою є відповідна пористість чи абсорбуюча здатність матеріалу середнього шару. З одного боку, необхідно, щоб нанесені засоби могли абсорбуватися чи прилипати достатньою мірою, проте, з іншого боку, абсорбування засобу не має призводити до того, що втрата стабільності матеріалом середнього шару в результаті обробки унеможливлювала б наступну технологічну операцію. Стільникові матеріали з паперу, легкого або цупкого картону, які зазвичай застосовують при виготовленні легких будівельних плит для меблевої промисловості та внутрішнього опорядження, виявилися якнайкраще придатними для різних видів попередньої обробки. Завдяки численним різноманітним варіантам обробки шляхом нанесення звичайним розпиленням розчинів різних активних речовин у різних концентраціях та з різною інтенсивністю можна отримати легкі будівельні плити з різними параметрами. Саме при обробці рідкими засобами зазвичай доцільно застосовувати розчини активних речовин для фіксації на матеріалі середнього шару шляхом висушування на наступній стадії обробки. Зрозуміло, крім описаного вище способу обробки середнього шару для покращання механічних параметрів легкої будівельної плити можна застосовувати інші численні способи обробки для надання таким плитам різних властивостей. Шляхом обробки стільникового матеріалу рідким засобом, наприклад нанесення розчину активної речовини розпиленням, можна в простий спосіб надавати йому різноманітні властивості. У разі обробки середнього шару, наприклад, водовідштовхувальним засобом, можна одержати легку будівельну плиту підвищеної вологостійкості. Це є насамперед важливим параметром плит, призначених для виготовлення меблів для ванних кімнат чи кухонь. Ефективним способом застосування вогнезахисних засобів для одержання середнього шару, який можна застосовувати для виготовлення легких будівельних плит підвищеної вогнестійкості, є також їх нанесення на матеріал середнього шару шляхом розпилення. Наприклад, для цього застосовують здатні до спучування речовини, які потім при підвищенні температури всередині легкої будівельної плити утворюють теплоізоляційний спінений шар. Придатними для обробки середнього шару шляхом нанесення розпиленням є також гербіциди, фунгіциди та бактерициди в формі розчину, завдяки яким плити набувають підвищеної стійкості до ураження комахами, бактеріями та грибами. Також простою є обробка способом розпилення із застосуванням ароматичних речовин або засобів, здатних зв'язувати шкідливі речовини, що забруднюють повітря. Таким чином, завдяки застосуванню легких будівельних плит відповідної конструкції та виготовлених із них меблів можна ароматизувати оточуюче повітря в приміщенні та/або зв'язувати наявні шкідливі речовини, що забруднюють повітря. 96996 8 Іншим важливим параметром легких будівельних плит є їх теплостійкість. Насамперед при обробці зовнішніх поверхонь шляхом фіксації на них шпону чи ламінату в пресі для гарячого пресування температура всередині плит часто перевищує 60 °C. Якщо процес обробки в пресі триває довше, легка будівельна плита може перебувати під дією такої підвищеної температури протягом кількох хвилин. Завдяки нанесенню на середній шар матеріалу, який гальмує теплопередачу в матеріал середнього шару та водночас може екранувати утворювану при високій температурі водяну пару, можна надовго збільшити теплостійкість виготовленої в такий спосіб легкої будівельної плити. Дослідження підтверджують, що певні плівкоутворюючі лаки мають дуже сприятливі характеристики, до того ж завдяки своїй герметизуючій дії, з одного боку, набагато уповільнюють вплив коливань температури, а з іншого боку можуть ефективно зменшувати кількість прониклої вологи. У дослідженнях виготовлений з картону матеріал середнього шару обробляли шляхом короткочасного занурення в лак. Після висихання лаку придатність легкої будівельної плити, виготовленої з обробленого в такий спосіб стільникового матеріалу, до обробки в пресі для гарячого пресування виявилася набагато вищою. В іншій формі виконання винаходу середній шар легкої будівельної плити згідно з відповідним винаходу способом може бути забарвлений. Це є переважним насамперед у тому разі, коли забарвлення можна застосовувати як засіб інформування користувача про певний параметр плити. Зокрема, користувач отримує інформацію про те, що плити, наприклад, забарвлені в червоний колір, мають підвищену вогнестійкість, а в зелений колір - більшу вологостійкість. У результаті фарбування валиком чи нанесення забарвлення принаймні на одну поверхню середнього шару в зоні біля клейового шва між цією поверхнею та відповідним зовнішнім шаром утворюється помітне кольорове маркірування, колірний тон якого можна вибирати довільно залежно від інформації, якій він має відповідати. Якщо середній шар виготовлений зі стільникового матеріалу, фарбу можна наносити також розпиленням, причому переважним є варіант, в якому середній шар вже з'єднаний з одним із зовнішніх шарів, причому лише після завершення обробки середній шар з'єднують щонайменше з другим зовнішнім шаром. При простукуванні легких будівельних плит у більшості випадків здається, що вони мають порожнисту структуру. Оскільки такий звук зазвичай розцінюють як ознаку "дешевизни" або низької якості, постійно пред'являють вимогу щодо покращання звуку, утворюваного при простукуванні легких будівельних плит. Відповідний винаходу спосіб пропонує також і таку можливість. Наприклад, до матеріалу середнього шару можна додавати полімер на основі ізоціанату, який потім із затримкою в часі спінюється, заповнюючи наявні порожнини, завдяки чому звук при простукуванні готової легкої будівельної плити відповідає звуку при простукуванні елемента зі щільною структурою. Крім пев 9 ного складу полімерної композиції, завдяки якому процес спінювання відбувається із затримкою в часі, цей процес можна також ініціювати шляхом підвищення температури, а також, наприклад, за допомогою електромагнітних чи мікрохвиль. Цей приклад наведений для пояснення того, що обробка згідно з винаходом не обов'язково має призводити до надання певної властивості середньому шару та/або виготовленій з його застосуванням легкій будівельній плиті. Винахід охоплює також таку обробку середнього шару, внаслідок якої потім лише в поєднанні з технологічною операцією на наступній стадії активізується певна властивість оброблюваного матеріалу середнього шару та/або виготовленої із застосуванням цього матеріалу легкої будівельної плити. Легкій будівельній плиті можна надавати інші різноманітні властивості способом, який відповідає винаходу, не застосовуючи для цього спеціально передбачений середній шар. На підтвердження цього можна навести як приклад можливість обробки праймером, якій покращує якість склеювання при з'єднанні зовнішніх шарів із середніми шарами, або обробку середнього шару антистатиком. Останній варіант обробки застосовують, наприклад, для того, щоб покращити відведення накопиченого електростатичного заряду через виготовлену відповідним винаходу способом плиту. Згідно з другим аспектом винаходу задача вирішена шляхом розробки легкої будівельної плити, виготовленої описаним вище способом. Згідно з третім аспектом винаходу задача вирішена шляхом розробки установки для виготовлення легкої будівельної плити з щонайменше двох зовнішніх шарів та середнього шару, яка включає принаймні один блок для подачі середнього шару зі стільникового матеріалу, блок обробки, в якому можна піддавати обробці стільниковий матеріал середнього шару, блок нанесення клею, в якому на середній та/або зовнішній шар можна наносити клей, і принаймні один прес-блок. Різноманітні установки для виготовлення легких будівельних плит відомі з опису рівня техніки. Наприклад, така установка описана в публікації ЕР 1792723 Α1. Узагалі ці установки завжди включають блок для подачі нижньої зовнішньої плити, блок для подачі середнього шару та блок для подачі верхнього зовнішнього шару. Крім цього, на вибір може бути передбачений блок для подачі каркасних рейок, які потім кріплять із заданим інтервалом та/або по краю готової плити для утворення так званого ригеля, або каркасної рами, які потім є компонентом готової плити. Крім того, послідовно підключають пресувальний механізм для з'єднання складених штабелем і намащених клеєм шарів. Для цього можна застосовувати преси безперервної та періодичної дії, які на вибір можна оснащувати системою підігріву. Залежно від форми виконання клей для з'єднання зовнішніх шарів із середнім шаром наносять на зовнішні шари та/або середній шар різними способами та в різних місцях. Зазвичай клей наносять шляхом накатування або розпилення. 96996 10 Якщо передбачено використання середнього шару зі стільникового матеріалу, для спрощення процесу транспортування його постачають переважно у вигляді напівфабрикату. Він складається з поставлених на ребро і склеєних між собою зі зміщенням смуг, і лише у користувача його розтягують до досягнення потрібної довжини. Для дотримання заданої довжини елемента може виявитися необхідною його фіксація за допомогою механічних засобів, або для надання стійкості напівфабрикату з метою одержання відповідного стільникового матеріалу застосовують короткотермінове нагрівання, наприклад у так званій тунельній сушарці. У переважній формі виконання винаходу передбачений пристрій для зміни вологості та/або температури, переважно пристрій для обробки середнього шару із застосуванням рідини. Для цього. можна застосовувати, наприклад, розпилювальний пристрій, налаштований на використання призначеного для обробки засобу. Переважно сприятливим варіантом застосування розпилювального пристрою є стадія технологічного процесу, на якій середній шар вже укладений на нижній зовнішній шар, але ще не вкритий верхнім зовнішнім шаром. Завдяки цьому можна уникнути забруднення устаткування, а разом із цим - додаткових витрат на його очищення. В іншій формі виконання винаходу блок для обробки середнього шару розташований після пристрою для розтягування стільникового матеріалу, а після блоку для обробки середнього шару розташований складальний блок для з'єднання середнього шару принаймні з одним із зовнішніх шарів. Можливим є варіант, в якому блок для обробки середнього шару розташований після пристрою для розтягування, а після блоку для обробки середнього шару розташований сушильний пристрій. Насамперед у разі обробки стільникового матеріалу, основою якого є тонкий чи цупкий картон або папір, але також у разі застосування інших форм обробки може виявитися особливо переважним розташування блоку для обробки середнього шару рідиною безпосередньо перед тунельною сушаркою. Завдяки цьому можна наносити більшу кількість розчину активної речовини, причому розчинник, переважно вода, може випаровуватися дуже швидко, тому можна уникнути неприпустимого розм'якшення зазвичай вологочутливого стільникового матеріалу. Перевага варіанту розташування блоку для обробки, насамперед із застосуванням рідини, безпосередньо після пристрою для розтягування, полягає також у тому, що засіб для обробки, наприклад вода, потрапляє на вже розтягнуту стільникову структуру, тобто на більшу площу. Тому обробляються не лише кромки смуг, а вся їх поверхня. Існують численні можливі варіанти розробки та вдосконалення відповідного винаходу способу, відповідної винаходу легкої будівельної плити та відповідної винаходу установки. Стосовно цього, наприклад, дається посилання з одного боку на пункти формули винаходу, підпорядковані пункту 1, а з іншого боку - на приклади виконання винаходу, зображені на відповідних фігурах. 11 На фігурах зображено: Фіг.1. Установка для виготовлення легкої будівельної плити, в якій обробка середнього шару здійснюється із застосуванням ванни для занурення, та Фіг.2. Установка для виготовлення легкої будівельної плити, в якій обробка середнього шару здійснюється із застосуванням розпилювального пристрою Зображена на Фіг.1 установка згідно з послідовністю операцій технологічного процесу складається, зокрема, з блоків 1, 2, 3 для подачі зовнішніх та середніх шарів 12а, 12b, 12с, блоку 4 для обробки середнього шару 12b у формі ванни для занурення та прес-блоку 9.1. Матеріал середнього шару 12b у цьому прикладі є волокнистим матом низької щільності. Його подають зі штабеля у ванну для занурення У ванні для занурення матеріал середнього шару 12b обробляють водовідштовхувальним засобом для забезпечення підвищеної вологостійкості легкої будівельної плити 10, виготовленої із застосуванням цього матеріалу. Після ванни для занурення розташований сушильний пристрій 5, а саме тунельна сушарка. У разі застосування безперервного матеріалу середнього шару 12b його можна розрізати на елементи потрібної довжини на станції 6. Оброблений середній шар 12b транспортують далі на станцію нанесення клею. На цій станції за допомогою відповідних вальців 7.1 та 8.1 наносять клей на нижній та верхній бік матеріалу. Безпосередньо після цього в напрямку виконання технологічних операцій середній шар 12b укладають на нижній зовнішній шар 12с, а потім зверху укладають верхній зовнішній шар 12а; Утворену в такий спосіб конструкцію подають у прес-блок 9.1, а саме двострічковий прес, в якому відбувається твердіння шару клею встановленої постійної товщини для одержання необхідного 96996 12 з'єднання зовнішніх та середнього шарів 12а, 12b, 12с. Насамкінець після пресу 9.1 готові легкі будівельні плити 10 знову укладають на підйомний стіл 13 в штабель 11. На Фіг.2 показана інша форма виконання відповідної винаходу установки. Ця установка також згідно з послідовністю виконання технологічних операцій складається в основному з блоків 1, 2, 3 для подачі зовнішніх та середнього шарів 12а, 12b, 12с, блоку 4 для обробки середнього шару, 12b в формі розпилювального пристрою та прес-блоку 9.2. На верхню сторону нижнього зовнішнього шару 12с спочатку за допомогою відповідного валика 7.2 наносять клей. Зверху укладають матеріал середнього шару 12b. Матеріал середнього шару 12b в цій формі виконання винаходу є стільниковим матеріалом Його виготовляють з картонних смуг, поставлених на ребро і склеєних між собою зі зміщенням одна відносно одної. Плоску, подібну до стільника структуру утворюють зі смуг, які щільно прилягають одна до одної, шляхом розтягування в процесі знімання складеної "гармошкою" смуги 14 (деталізовано не зображено). Після цього за допомогою розпилювального пристрою на стільник та плиту нижнього зовнішнього шару 12с наносять вогнезахисний засіб. Плиту верхнього зовнішнього шару 12а, на нижню сторону якої за допомогою відповідного валика 8.2 нанесений клей, укладають потім на середній шар 12b і подають на прес-блок 9.2, у цій формі виконання винаходу - багатоповерховий прес На розміщеному перед пресом 9.2 підйомному столі 15 накопичуються складені шари По досягненні заданої кількості шарів весь штабель 11 одночасно подають у прес 9.2 і спресовують, одержуючи легкі будівельні плити 10. Насамкінець готові складені штабелем 11 легкі будівельні плити 10 можна знімати з установки. 13 Комп’ютерна верстка А. Рябко 96996 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLightweight building panel
Автори англійськоюRiepertinger, Manfred, Weiss, Alexander
Назва патенту російськоюЛегкая строительная плита
Автори російськоюРипертингер Манфред, Вайсс Александер
МПК / Мітки
МПК: B32B 37/14, E04C 2/36, B32B 3/12
Мітки: плита, будівельна, легка
Код посилання
<a href="https://ua.patents.su/7-96996-legka-budivelna-plita.html" target="_blank" rel="follow" title="База патентів України">Легка будівельна плита</a>
Легка будівельна плита

Номер патенту: 95704
Опубліковано: 25.08.2011
Автор: Хайдбауер Манфред Курт
МПК: E04C 2/36, B32B 3/12, B32B 21/00
Мітки: будівельна, легка, плита
Формула / Реферат:
1. Легка будівельна плита (1), яка має- щонайменше два зовнішніх шари (2), що містять деревний композиційний матеріал, та- середній шар (3) зі стільникового матеріалу, яка відрізняється тим,- що середній шар (3) має засіб індикації для відображення інформації про принаймні один параметр легкої будівельної плити (1), та- що засобом індикації є щонайменше часткове забарвлення (6) середнього шару (3).2. Легка...
Будівельна плита
Номер патенту: 34548
Опубліковано: 11.08.2008
Автор: Науменко Юрій Миколайович
Мітки: плита, будівельна
Формула / Реферат:
1. Будівельна плита із просторовим каркасом, яка відрізняється тим, що каркас являє собою об'ємну конструкцію, складену із взаємно притулених однойменними сторонами каркасних елементів з порожнинами, при цьому каркас і порожнина одного елемента контактують із відповідно каркасом і порожниною наступного, а всі порожнини монолітно заповнені легким будівельним матеріалом, який після заповнення перейшов у затверділий стан.2. Будівельна...
Будівельна плита
Номер патенту: 95623
Опубліковано: 25.08.2011
Автор: Козловскі Томас
МПК: E04C 2/26, C04B 14/18
Мітки: плита, будівельна
Формула / Реферат:
1. Будівельна плита, що містить матрицю (13) із затверділого, неорганічного в'яжучого засобу у вигляді портландцементу, в яку введено частинки спученого перліту (15), причому на частинки спученого перліту (15) попередньо нанесено гідрофобізатор (16), а у матрицю (13) із в'яжучого засобу введено інертний наповнювач (17), який має суху об'ємну густину, вищу за суху об'ємну густину гідрофобізованого спученого перліту (15), причому частинки...
Гіпсовмісна суспензія (варіанти), легка, міцна гіпсова облицювальна плита, що мало пилить, та спосіб її виготовлення
Номер патенту: 95074
Опубліковано: 11.07.2011
Автори: Сун Вейсінь Д., Юй Цян, Лінн Майкл Р.
МПК: C04B 11/28, C04B 28/14
Мітки: спосіб, гіпсова, виготовлення, пилить, плита, суспензія, легка, облицювальна, міцна, малої, варіанти, гіпсовмісна
Формула / Реферат:
1. Гіпсовмісна суспензія, що містить воду, штукатурний гіпс, попередньо желатинований крохмаль, триметафосфат натрію і нафталінсульфонатний диспергатор, в якій попередньо желатинований крохмаль присутній у кількості від близько 0,5 до близько 10 мас. % від маси штукатурного гіпсу, триметафосфат натрію присутній у кількості принаймні 0,30 мас. % від маси штукатурного гіпсу і в якій нафталінсульфонатний диспергатор присутній у кількості від...
Плита тришарова для стінових перегородок
Номер патенту: 8193
Опубліковано: 15.07.2005
Автори: Бараненко Станіслав Григорович, Бараненко Михайло Станіславович
МПК: E04B 2/00
Мітки: перегородок, тришарова, стінових, плита
Формула / Реферат:
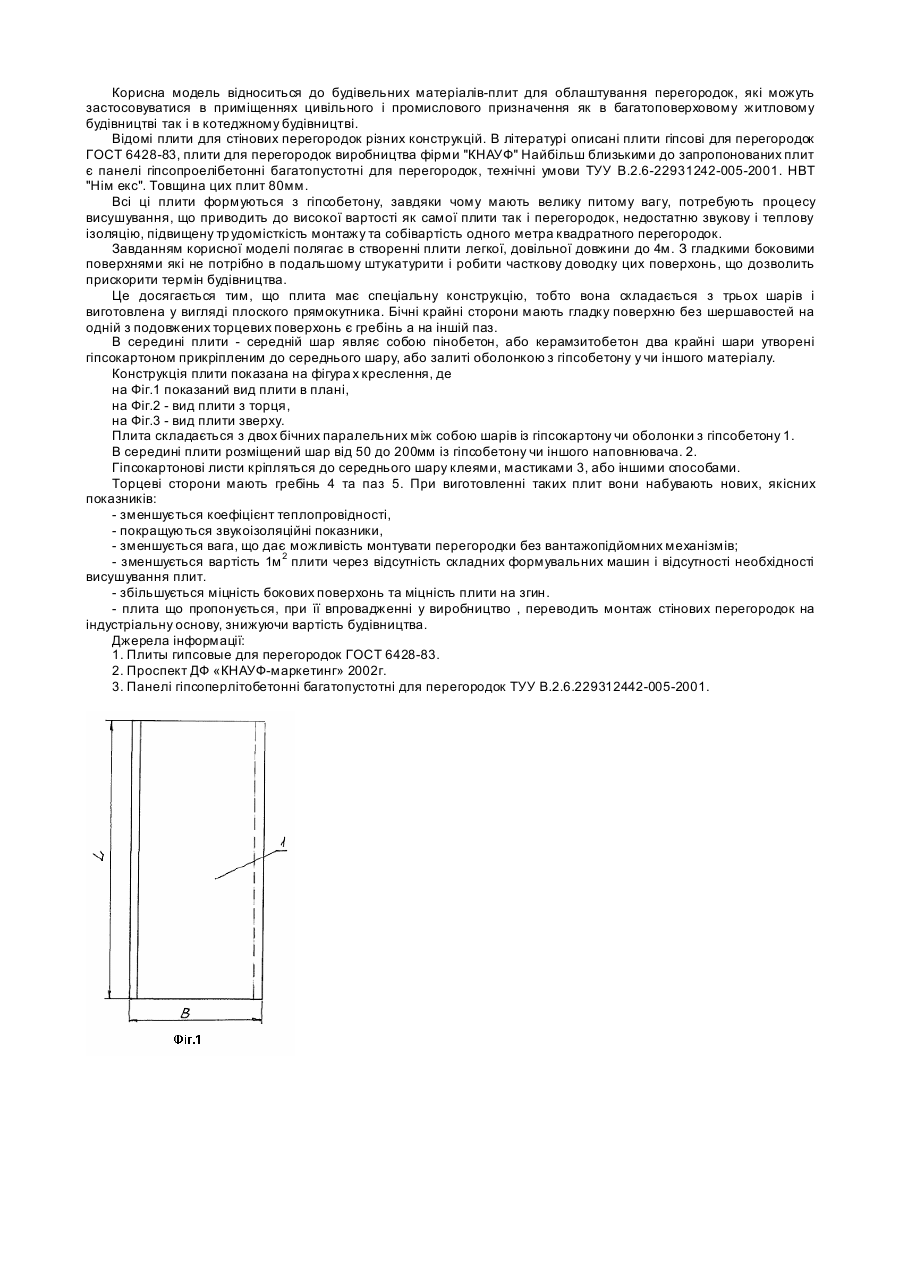
1. Плита тришарова для стінових перегородок, яка відрізняється тим, що вона виконана у вигляді плоского прямокутника, який утворений трьома шарами матеріалів, скріплених спеціальними клеями, середній шар являє собою плиту з пінобетону, керамзитобетону або іншого матеріалу малої густини, крайні шари виконані з гіпсокартону або іншого матеріалу і мають гладку поверхню без шорсткостей, на одній торцевій поверхні плити є шип, а на другій - паз,...
Попередній патент: Доставка команди передачі обслуговування
Наступний патент: Спосіб виробництва структурованих ліпідів
Випадковий патент: Спосіб одержання амонізованого гранульованого суперфосфату