Градієнтне покриття з високою припрацьовуваністю і зносостійкістю
Номер патенту: 98227
Опубліковано: 27.04.2015
Автори: Загребельний Володимир Вікторович, Кіндрачук Мирослав Васильович, Корбут Євген Валентинович, Данілов Андрій Павлович, Радько Олег Віталійович, Лабунець Василь Федорович
Формула / Реферат
Градієнтне покриття з високою припрацьовуваністю і зносостійкістю, що виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,3-0,7 мкм із титану, і верхнього шару покриття товщиною 5,0-5,4 мкм із нанокристалічних нітридів титану, гафнію та кремнію, яке відрізняється тим, що зовнішня частина верхнього шару виконана у вигляді прошарку товщиною 0,1-0,5 мкм з нітридів титану, гафнію та кремнію у такому співвідношенні компонентів, мас. %:
титан
57,5-60,3
гафній
32,4-33,0
кремній
7,8-9,5,
а нижній підшар має товщину 5,0-5,4 мкм при співвідношеннях компонентів (прототипу) мас. %:
титан
50,5-55,0
гафній
35,0-38,1
кремній
10,0-11,4.
Текст
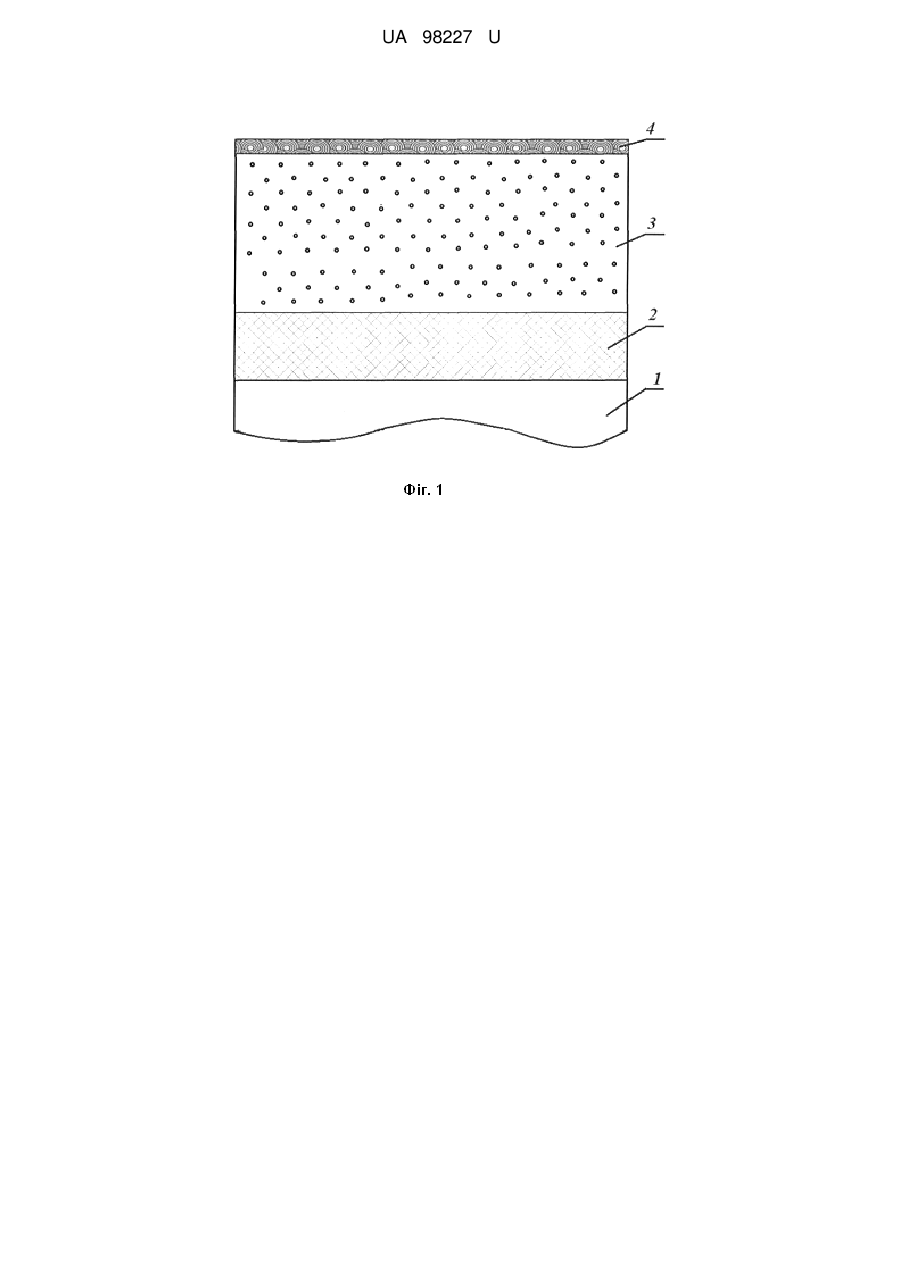
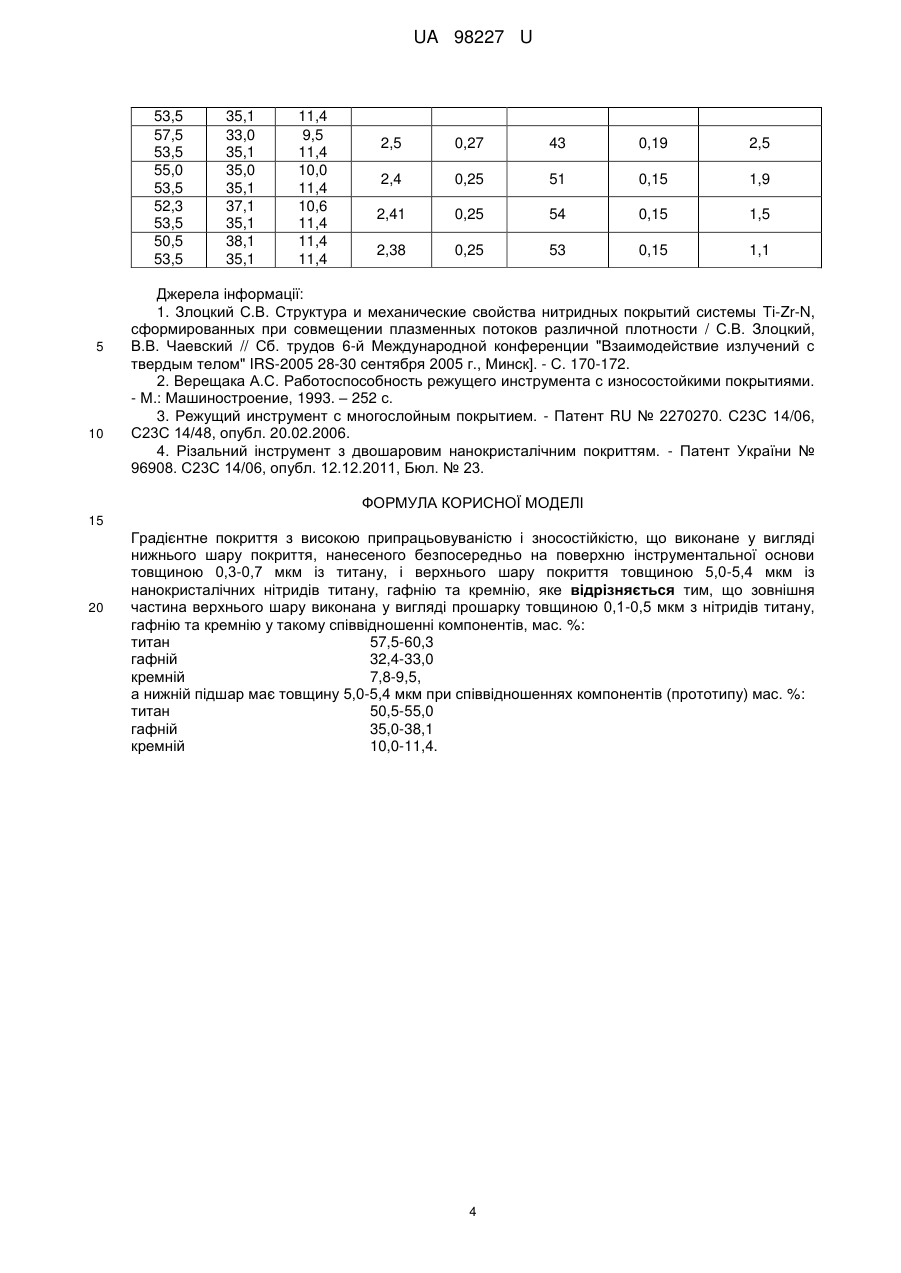
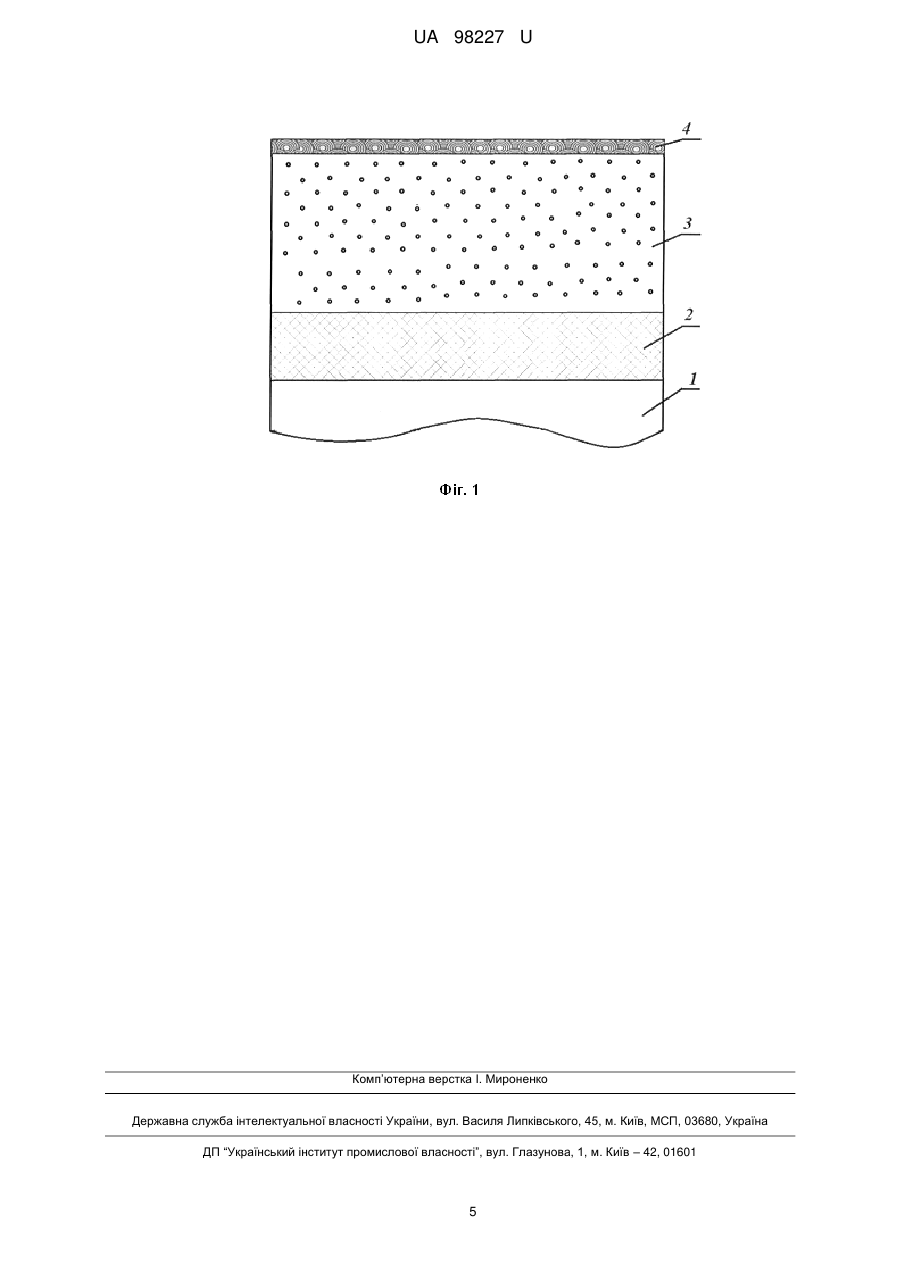
Реферат: Градієнтне покриття з високою припрацьовуваністю і зносостійкістю виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,3-0,7 мкм із титану, і верхнього шару покриття товщиною 5,0-5,4 мкм із нанокристалічних нітридів титану, гафнію та кремнію. Крім цього, зовнішня частина верхнього шару виконана у вигляді прошарку товщиною 0,1-0,5 мкм з нітридів титану, гафнію та кремнію у такому співвідношенні компонентів, мас. %: титан 57,5-60,3 гафній 32,4-33,0 кремній 7,8-9,5, а нижній підшар має товщину 5,0-5,4 мкм при співвідношеннях компонентів (прототипу) мас. %: титан 50,5-55,0 гафній 35,0-38,1 кремній 10,0-11,4. UA 98227 U (54) ГРАДІЄНТНЕ ПОКРИТТЯ З ВИСОКОЮ ПРИПРАЦЬОВУВАНІСТЮ І ЗНОСОСТІЙКІСТЮ UA 98227 U UA 98227 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до нанесення зносостійких покриттів на робочі поверхні різального інструменту, зокрема, оснащеного пластинами твердого сплаву марок ВК і ТК і може бути застосований в металообробній промисловості при інструментальному виробництві. Склад покриття вибирають з урахуванням параметрів режиму роботи різального інструмента для оптимізації умов хімічної взаємодії інструментального оброблюваного матеріалу в зоні різання. Відомим є різальний інструмент на основі твердих сплавів ТК з захисним покриттям на основі нітридів титану та цирконію Ti-Zr-N, отриманих методом вакуумно-дугового осадження [1, 2]. Недоліками зазначених аналогів є різке зниження їх зносостійкості при роботі з важкооброблюваними матеріалами завдяки розтріскуванню поверхневого шару інструмента. Відомий також різальний інструмент з тришаровим покриттям, який містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, що складається з нижнього, проміжного і верхнього шарів, причому нижній і верхній шари, завтовшки 2,0 мкм, виконані з нітридів титану і цирконію TiZrN при співвідношенні металевих компонентів, мас. %: титан 47,0-53,0 цирконій 53,0-47,0, а проміжний шар виконаний з нітриду титану TiN, при цьому сумарна товщина покриття становить 6 мкм [3]. Відомий різальний інструмент не дозволяє обробляти сплави нікелю, легованого чавуну, нержавіючої сталі при швидкостях обробки вищих від 0,2 м/с, оскільки температуростійкість покриття TiZrN становить 500-550 °C, тоді як температура обробки феритного, мартенситного і мартенсито-феритного класів сталей, жаростійких сталей аустенітного класу жароміцних сталей і сплавів при швидкостях обробки понад 0,2 м/с є вищою від 1000 °C, що призводить до руйнування різального інструменту [3] має недостатньо високу стійкість до утворення тріщин, а також міцність зчеплення його з твердосплавною інструментальною основою шарів покриття між собою, в результаті чого на етапі припрацювання різальний інструмент руйнується внаслідок процесів утворення тріщин в його поверхневих шарах і втрачає зносостійкість. Найближчим аналогом за сукупністю суттєвих ознак до корисної моделі, що заявляється, вибрано різальний інструмент із зносостійким іонно-плазмовим двошаровим покриттям, виконаним у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,5 мкм із титану (Ті) і верхнього (зовнішнього) шару покриття із нітридів титану, гафнію та кремнію (Ті-Hf-Si-N) [4]. Найкращого результату досягнуто, коли зовнішній шар покриття має товщину 5,5 мкм і структурований з двох фаз нітриду титану та гафнію (Ті-Hf) N та нітриду аморфного кремнію (αSi3N4) при таких співвідношеннях компонентів, мас. %: титан 50,5-55,0 гафній 35,0-38,1 кремній 10,0-11,4. У різальному інструменті з двошаровим покриттям, що заявляється, технічний результат досягається завдяки створенню оптимально структурованого зовнішнього шару покриття з нанокристалічного (Ті, Hf) N та нітриду кремнію, що насамперед, сприяє зниженню окислювання робочих поверхонь інструментального матеріалу при високих температурах. Нанокристалічне покриття зовнішнього шару Ті-Hf-Si-N має розмір зерен порядку 15-20 нм, у яких основну функцію за зносостійкістю виконують зерна (TiHf) N, що є основною нанокристалічною фазою, на межах якої розташована друга нанокристалічна та аморфна фаза α-Si3N4, що стримує коагуляцію зерен основної фази, як при осадженні покриття шляхом вакуум-дугової технології, так і при експлуатації інструмента. Наявність твердого розчину (Ті, Hf) N з розміром зерен 15-20 нм забезпечує надвисоку твердість покриття в 55 – 60 ГПа. Наявність нітриду аморфного кремнію мінімізує окислення основної фази та матеріалу інструмента. Титан, що застосовується як нижній шар покриття, забезпечує якісну адгезію двошарового покриття до інструментальної основи - твердого сплаву. До причини недостатньої зносостійкості зазначеного ріжучого інструменту під час експлуатації, належить недостатня припрацьовуваність запропонованого складу покриття. Це обумовлено, зокрема, поєднанням надвисокої його твердості з низькою пластичністю. Разом з тим, відомо, що ріжучий інструмент як і будь-який об'єкт трибоспряження піддається структурній пристосовуваності. Вторинні структури, що утворюються на етапі припрацювання на робочих поверхнях інструменту значною мірою визначають його подальшу зносостійкість, тобто працездатність інструменту визначається як вихідною структурою матеріалу, так і станом контактних шарів, сформованих на початковому (припрацювання) періоді експлуатації. 1 UA 98227 U 5 10 15 20 25 30 35 40 45 50 В основу корисної моделі поставлено технічну задачу удосконалити різальний інструмент щодо покращення припрацьовуваності і підвищення зносостійкості його покриття. В інструментальному виробництві існує проблема з обробки різанням важкооброблюваних матеріалів феритного, мартенситного і мартенситно-феритного класів сталей, жаростійких сталей аустенітного класу, жароміцних сталей та інших, обробка яких вимагає високих швидкостей різання - вище ніж 0,2 м/с. Механічна обробка таких матеріалів характеризуються підвищеним зносом інструмента, низькою продуктивністю процесу різання, великими втратами енергії, і, як наслідок, труднощами в забезпеченні потрібних за вимогами умов експлуатації готових виробів, параметрів стану оброблюваного поверхневого шару. Під час роботи при високих швидкостях різання в контактній зоні "різальний інструмент важкооброблюваний матеріал" температура досягає значення 1000 °C і вище, що призводить до необхідності використання різального інструмента із матеріалів, які витримують таку температуру. Проте різальний інструмент, виконаний із твердих сплавів марок ВК і ТК, задовольняє необхідним вимогам лише за умов наявності на його контактних поверхнях захисних покриттів, які суттєво впливають на протікання механічних та фізико-хімічних процесів при контактній взаємодії інструмента й оброблюваного матеріалу. Наявність захисного покриття, з одного боку, знижує наслідки контактної взаємодії різального інструмента з поверхнею оброблюваного матеріалу, змінюючи коефіцієнт тертя, перерозподіл напруження на поверхні різального інструменту і, як результат силу і температуру різання. З іншого боку, правильно підібране захисне покриття забезпечує мінімізацію або відсутність ефектів, які негативно впливають на працездатність різального інструмента. Поставлена задача вирішується тим, що градієнтне покриття з високою припрацьовуваністю і зносостійкістю, що виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,3-0,7 мкм із титану, і верхнього шару покриття товщиною 5,0-5,4 мкм із нанокристалічних нітридів титану, гафнію та кремнію, яке відрізняється тим, що зовнішня частина верхнього шару виконана у вигляді прошарку. Найкращі результати досягнуто, коли верхній зовнішній підшар має товщину 0,1-0,5 мкм у новому співвідношенні компонентів, мас. %: титан 57,5-60,3 гафній 32,4-33,0 кремній 7,8-9,5, а нижній підшар має товщину 5,0-5,4 мкм при співвідношеннях компонентів (прототипу) мас. %: титан 50,5-55,0 гафній 35,0-38,1 кремній 10,0-11,4. У різальному інструменті з таким іонно-плазмовим покриттям, що заявляється, технічний результат досягається завдяки градієнтній структурі покриття. Адже відомо, що умовою існування зовнішнього тертя (задовільне припрацювання і зносостійкість) є забезпечення правила градієнта зсувного опору, згідно з яким зсувний опір τ в зоні контакту твердих тіл повинен бути меншим, ніж на деякій глибині, тобто повинна дотримуватися умова δτ/δz>0. Співвідношення компонентів у верхньому (зовнішньому) підшарі забезпечує менший зсувний опір завдяки нижчій твердості і підвищеній пластичності порівняно з нижнім основнм підшаром. Зовнішній прошарок товщиною 0,1-0,5 мкм за час "життя" утворює специфічні вторинні структури з високою стійкістю до температурно-силових виливів контактного фрикційного процесу і створює оптимальні умови для роботи основного матеріалу покриття, виключаючи його тріщиноутворення та крихке руйнування при різанні. Корисну модель, яка заявляється, проілюстровано кресленням, де зображено різальний інструмент з іонно-плазмовим покриттям. Приклад. Різальний інструмент з покриттяммістить інструментальну основу 1 з твердого сплаву на основі ВК та ТК і нанесене на неї зносостійке іонно-плазмове покриття, що складається з нижнього 2 і верхнього шару з двома підшарами: нижнього 3 і верхнього зовнішнього 4 (фіг. 1). Нижній шар покриття 2 завтовшки 0,3-0,7 мкм, виконаний з титану, а верхній з нижнього підшару 3 завтовшки 5,0-5,4 мкм і верхнього 4 завтовшки 0,1-0,5 мкм. Загальна товщина покриття становить 5,5-6,5 мкм. Покриття наносили способом вакуумно-дугового осадження на роботі пластинки токарних різців, виконанні з твердого сплаву марки ВК - 8, у вакуумній камері установки для нанесення покриттів. Установка оснащена трьома вакуумно-дуговими випарниками. Як катоди матеріалів, 2 UA 98227 U 5 10 15 20 25 30 35 40 45 що випаровуються, при нанесенні шару використовували титан марки ВТ 1-00, при нанесенні нанокристалічного шару матеріал Ті-Hf-Si-N. Покриття наносилося після попереднього іонного очищення робочої поверхні різального інструменту. Шар із титану осаджували при імпульсній високочастотній (ВЧ) напрузі 100 В. Шар із Ті-Hf-Si-N осаджували в середовищі реакційного газу - азоту при напрузі на підкладці 200 В. Струм дуги для нанесення покриття із Ті дорівнював 90 А, а для шару Ті-Hf-Si-N-100 A. Нижче наведено приклад нанесення покриття Ті+Ті-Hf-Si-N на робочу поверхню різального інструмента. Різальні пластини токарних різців промивають в ультразвуковій ванні, протирають ацетоном, спиртом і установлюють на поворотному пристрої у вакуумній камері установки для нанесення покриттів способом вакуумно-дугового осадження двома випарниками, що розташовані горизонтально в одній площі. Як катоди металу, що випаровується, використовують титан марки ВТ 1-00 - при нанесенні шару Ті, та цільно-литий матеріал, отриманий методом вакуумно-дугового переплаву, при нанесенні шару Ті-Hf-Si-N. Камеру -3 відкачують до тиску 6,65 × 10 Па, вмикають поворотний пристрій, подаючи на нього імпульсну ВЧ напругу 2 кВ, вмикають один випарник титану і при струмі 90 А здійснюють іонне очищення пластин і нагрівання пластин до температури 500-550 °C. Шар Ті товщиною 0,5 мкм наносять на пластину протягом 1 хвилини. Шари Ті-Hf-Si-N товщиною 5,0-5,4 мкм і 0,1-0,5 мкм наносять протягом 20 хвилин і 1 хвилини відповідно. Вимикають випарник, припиняють подачу реакційного газу до камери. Камеру відкривають через 20-25 хвилин і вилучають пластини різального інструменту з нанесеним покриттям. Для підтвердження високих фізико-механічних характеристик різального інструмента з покриттям, який заявляється, проводили наступні дослідження. Залишкові напруги σ0 в покритті визначали на рентгенівському дифрактометрі ДРОН-3. Міцність зчеплення покриття з інструментальною основою оцінювали методом алмазного індентування на твердомірі ТК-2М. В результаті на зразку з покриттям одержували лунку від індентора з відшаруванням покриття навколо неї. За коефіцієнтом відшарування Квш, що визначається як співвідношення площ відшарування і лунки, робили висновок про міцність зчеплення покриття і основи, тобто чим нижчий коефіцієнт відшарування Квш, тим вищою є міцність зчеплення. Мікротвердвсть покриттів Н вимірювали приладом ПМТЗ. Стійкість покриття щодо утворення тріщин оцінювали шляхом алмазного інтендування на твердомірі ТК2М за коефіцієнтом стійкості до утворення тріщин Ктр, котрий визначали як відношення площі відшарування покриття до площі, яку займають різальні тріщини. Відповідно чим нижчий коефіцієнт Ктр тим вищою є стійкість покриття до утворення тріщин. Випробування стійкості покриття проводилися на токарних різцях, оснащених різальною пластинкою ВК 8 при обробці деталей із сталі марки ХВГ (HRC=55) та станка з ЧПУ 16А204. Режими обробки були наступні: швидкість різання v=2,8 м/c, подача s=0,25 мм/об., глибина різання t=0,5 мм. Ефективність різального інструмента визначали за величиною коефіцієнта підвищення стійкості Кпс, який визначали за відношенням стійкості інструмента згідно патенту, до стійкості інструмента [4] при обробці сталі ХВГ (HRC=55). Результати випробувань різального інструменту зі зносостійким покриттям наведенні у таблиці, де показана залежність механічних характеристик різального інструменту від марки оброблюваного матеріалу. В чисельнику склад верхнього під шару, в знаменнику склад нижнього підшару (прототип). Як випливає з наведеної таблиці, коефіцієнт стійкості Кпс для різальних пластин токарних різців з покриттям згідно корисної моделі, що заявляється, є вищим від коефіцієнта стійкості пластин Кпс для різального інструмента [4] вибраного за найближчий аналог у 2,6 для важкооброблюваної сталі ХВГ (HRC 55). 50 Таблиця Склад покриття, мас. % Ті Hf Si 53,5 35,1 11,4 65,0 30 5,0 53,5 35,1 11,4 63,1 31,3 5,8 53,5 35,1 11,4 60,3 32,4 1,8 σ0 ГПа Квш Н, ГПа Ктр Кпс 2,41 0,25 54 0,15 1,0 (Для [4]) 2,9 0,29 40 0,19 1,3 2,7 0,29 42 0,19 1,8 2,6 0,29 43 0,19 2,6 3 UA 98227 U 53,5 57,5 53,5 55,0 53,5 52,3 53,5 50,5 53,5 5 10 35,1 33,0 35,1 35,0 35,1 37,1 35,1 38,1 35,1 11,4 9,5 11,4 10,0 11,4 10,6 11,4 11,4 11,4 2,5 0,27 43 0,19 2,5 2,4 0,25 51 0,15 1,9 2,41 0,25 54 0,15 1,5 2,38 0,25 53 0,15 1,1 Джерела інформації: 1. Злоцкий С.В. Структура и механические свойства нитридных покрытий системы Ti-Zr-N, сформированных при совмещении плазменных потоков различной плотности / С.В. Злоцкий, В.В. Чаевский // Сб. трудов 6-й Международной конференции "Взаимодействие излучений с твердым телом" IRS-2005 28-30 сентября 2005 г., Минск]. - С. 170-172. 2. Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. - М.: Машиностроение, 1993. – 252 с. 3. Режущий инструмент с многослойным покрытием. - Патент RU № 2270270. С23С 14/06, С23С 14/48, опубл. 20.02.2006. 4. Різальний інструмент з двошаровим нанокристалічним покриттям. - Патент України № 96908. С23С 14/06, опубл. 12.12.2011, Бюл. № 23. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Градієнтне покриття з високою припрацьовуваністю і зносостійкістю, що виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,3-0,7 мкм із титану, і верхнього шару покриття товщиною 5,0-5,4 мкм із нанокристалічних нітридів титану, гафнію та кремнію, яке відрізняється тим, що зовнішня частина верхнього шару виконана у вигляді прошарку товщиною 0,1-0,5 мкм з нітридів титану, гафнію та кремнію у такому співвідношенні компонентів, мас. %: титан 57,5-60,3 гафній 32,4-33,0 кремній 7,8-9,5, а нижній підшар має товщину 5,0-5,4 мкм при співвідношеннях компонентів (прототипу) мас. %: титан 50,5-55,0 гафній 35,0-38,1 кремній 10,0-11,4. 4 UA 98227 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKorbut Yevhen Valentynovych, Labunets Vasyl Fedorovych, Kindrachuk Miroslav Vasyliovych, Danilov Andrii Pavlovych
Автори російськоюКорбут Евгений Валентинович, Лабунец Василий Федорович, Киндрачук Мирослав Васильевич, Данилов Андрей Павлович
МПК / Мітки
МПК: C23C 14/00
Мітки: припрацьовуваністю, високою, градієнтне, зносостійкістю, покриття
Код посилання
<a href="https://ua.patents.su/7-98227-gradiehntne-pokrittya-z-visokoyu-pripracovuvanistyu-i-znosostijjkistyu.html" target="_blank" rel="follow" title="База патентів України">Градієнтне покриття з високою припрацьовуваністю і зносостійкістю</a>
Спосіб отримання покриттів з високою припрацьовуваністю і зносостійкістю
Номер патенту: 75933
Опубліковано: 25.12.2012
Автори: Духота Олександр Іванович, Корбут Євген Валентинович, Кіндрачук Мирослав Васильович, Ляшенко Борис Артемович, Лабунець Василь Федорович, Хлевна Юлія Леонідівна, Мельник Олексій Валерійович
МПК: C23C 8/02
Мітки: отримання, спосіб, покриттів, зносостійкістю, припрацьовуваністю, високою
Формула / Реферат:
Спосіб отримання покриттів з високою припрацьовуваністю і зносостійкістю, що включає лазерну обробку поверхні сталевих виробів з наступним азотуванням в середовищі аміаку при температурі 800-860 К, який відрізняється тим, що лазерну обробку виконують дискретно при оптимальному значенні площі оброблюваної поверхні сталевого виробу із витримкою при азотуванні 0,5-1 год.
Спосіб отримання градієнтних зносостійких плазмових покриттів з високою припрацьовуваністю
Номер патенту: 84998
Опубліковано: 11.11.2013
Автори: Духота Олександр Іванович, Стебелецька Наталія Миронівна, Діденко Олександр Леонідович, Головко Леонід Федорович, Хлевна Юлія Леонідівна, Лобурак Володимир Ярославович, Кіндрачук Мирослав Васильович, Корбут Євген Валентинович, Кіндрачук Віталій Мирославович
МПК: C21D 1/78
Мітки: спосіб, плазмових, зносостійких, високою, градієнтних, припрацьовуваністю, отримання, покриттів
Формула / Реферат:
Спосіб отримання градієнтних зносостійких плазмових покриттів з високою припрацьовуваністю, що включає оплавлення покриття з питомою потужністю лазерного випромінювання 105-108 Вт/см2, який відрізняється тим, що оплавлення виконують двократно: перше оплавлення потужністю 105-108 Вт/см2, діаметром плями фокусування променя - 4-6 мм, швидкістю пересування променя - 0,2-0,5 м/хв, глибиною проплавлення, рівною товщині покриття; друге оплавлення...
Спосіб отримання епоксидного композитного покриття з підвищеною зносостійкістю
Номер патенту: 33123
Опубліковано: 10.06.2008
Автори: Добротвор Ігор Григорович, Букетов Андрій Вікторович, Митник Микола Мирославович, Стухляк Петро Данилович
МПК: C09D 4/00
Мітки: спосіб, отримання, підвищеною, зносостійкістю, епоксидного, покриття, композитного
Формула / Реферат:
Спосіб отримання епоксидного композитного покриття з підвищеною зносостійкістю, що полягає у нанесенні на металеву основу адгезійного шару, з подальшою його полімеризацією, після цього наносять поверхневий шар, з наступним твердненням покриття, який відрізняється тим, що адгезійний шар попередньо опромінюють ультрафіолетом, а на поверхню адгезійного шару наносять поверхневий шар шляхом укладання обробленої ультразвуком у водному середовищі...
Багатошарове, зносостійке покриття

Номер патенту: 108279
Опубліковано: 10.04.2015
Автори: Сагалович Олексій Владиславович, Сагалович Владислав Вікторович, Попов Віктор Васильович, Богославцев Володимир Іванович, Кононихін Олександр Володимирович
МПК: B82Y 30/00, C23C 14/06, B32B 15/00, F16K 3/08, C23C 28/00, B32B 7/02, B82B 3/00
Мітки: багатошарове, покриття, зносостійке
Формула / Реферат:
1. Багатошарове, зносостійке покриття, розташоване на попередньо азотованій поверхні, що містить шари нітриду титану, яке відрізняється тим, що покриття виконане із чотирьох шарів, кожний з яких сформований із наношарів, при цьому перший шар на азотованій поверхні виконаний із наношарів титану, другий шар, що складається із наношарів титану й нітриду титану, що чергуються, третій і четвертий шари, що складаються із наношарів нітриду титану й...
Композиційний порошковий матеріал для газотермічних покриттів з підвищеною зносостійкістю
Номер патенту: 86595
Опубліковано: 10.01.2014
Автори: Стороженко Марина Сергіївна, Полярус Олена Миколаївна, Уманський Олександр Павлович, Терентьєв Олександр Євгенійович
МПК: C22C 32/00, C23C 4/06, C23C 4/10
Мітки: композиційний, порошковий, газотермічних, підвищеною, матеріал, покриттів, зносостійкістю
Формула / Реферат:
Композиційний порошковий матеріал для газотермічних покриттів з підвищеною зносостійкістю на основі евтектичного самофлюсівного сплаву системи Ni-Cr-B-Si-C з дисперсною зміцнюючою добавкою, який відрізняється тим, що складається з часток металевої матриці, в котрій рівномірно розподілені синтезовані зерна з карбідів титану та боридів хрому, що входять в матрицю, а зміцнюючою добавкою є диборид титану ТіВ2, при наступному співвідношенні...
Попередній патент: Вимірювач шорсткості поверхонь конструкцій аеродрому
Наступний патент: Спосіб визначення зон можливого обледеніння літаків і гелікоптерів
Випадковий патент: Спосіб створення індивідуальної імітаційної моделі напружено-деформованого стану нижньої щелепи