Лінія роздачі труб
Номер патенту: 99470
Опубліковано: 27.08.2012
Автори: Фельдман Юрій Олександрович, Фельдман Олександр Ісаакович, Бобух Олександр Анатолійович, Юрковський Володимир Васильович, Клименко Олексій Анатолійович, Клименко Микола Олексійович
Формула / Реферат
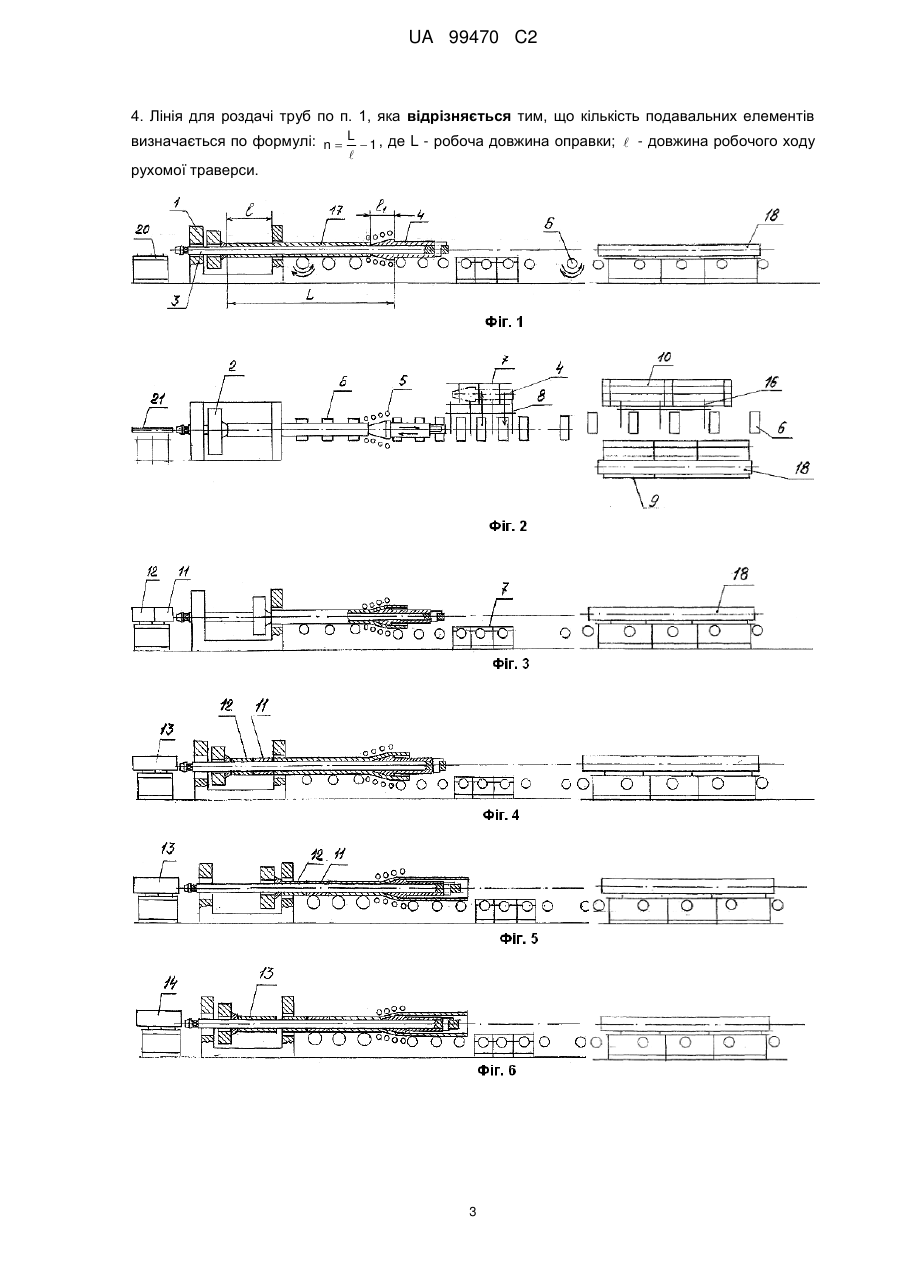
1. Лінія для роздачі труб, що містить гідравлічний протяжний прес, оправку, розміщену у нагрівальній камері у вигляді індуктора, механізм транспортування, яка відрізняється тим, що механізм транспортування виконаний у вигляді привідного рольганга з можливістю реверсу, стелаж очікування, механізм зміщення кінцевої роздавальної ділянки оправки, стіл завантаження труби-заготовки, карман готової труби, причому оправка додатково містить подавальні елементи з можливістю переміщення вздовж неї, кількість і розміри яких кореспондуються з величиною робочого ходу рухомої траверси і довжиною оправки, де перший подавальний елемент складається із двох секцій.
2. Лінія для роздачі труб по п. 1, яка відрізняється тим, що довжина першої по ходу роздачі секції кореспондується з коефіцієнтом роздачі та довжиною роздавальної частини оправки.
3. Лінія для роздачі труб по п. 1, яка відрізняється тим, що оправка виконана складовою з швидкоз’ємною кінцевою роздавальною ділянкою із теплостійкої сталі.
4. Лінія для роздачі труб по п. 1, яка відрізняється тим, що кількість подавальних елементів визначається по формулі: ![]() , де L - робоча довжина оправки; l - довжина робочого ходу рухомої траверси.
, де L - робоча довжина оправки; l - довжина робочого ходу рухомої траверси.
Текст
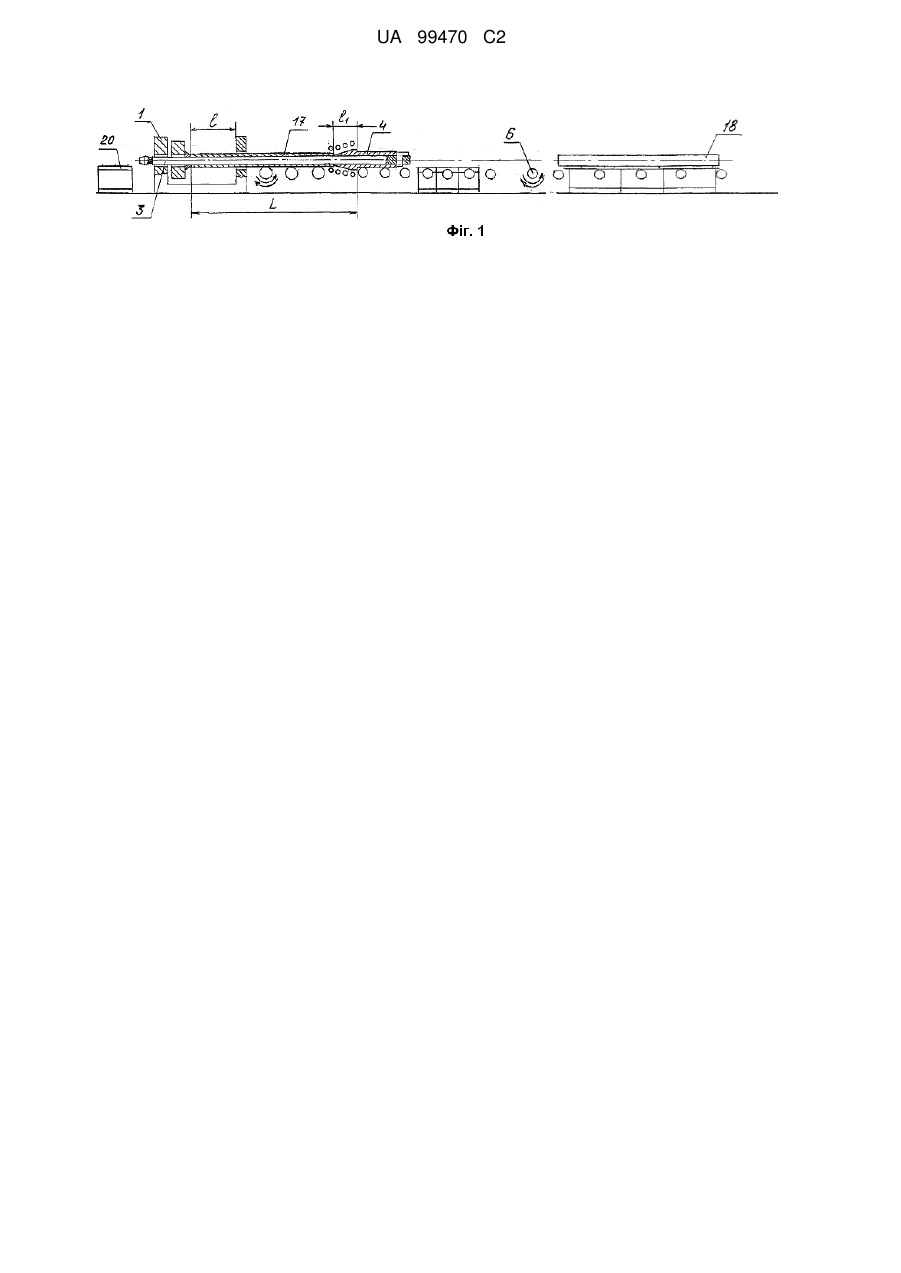
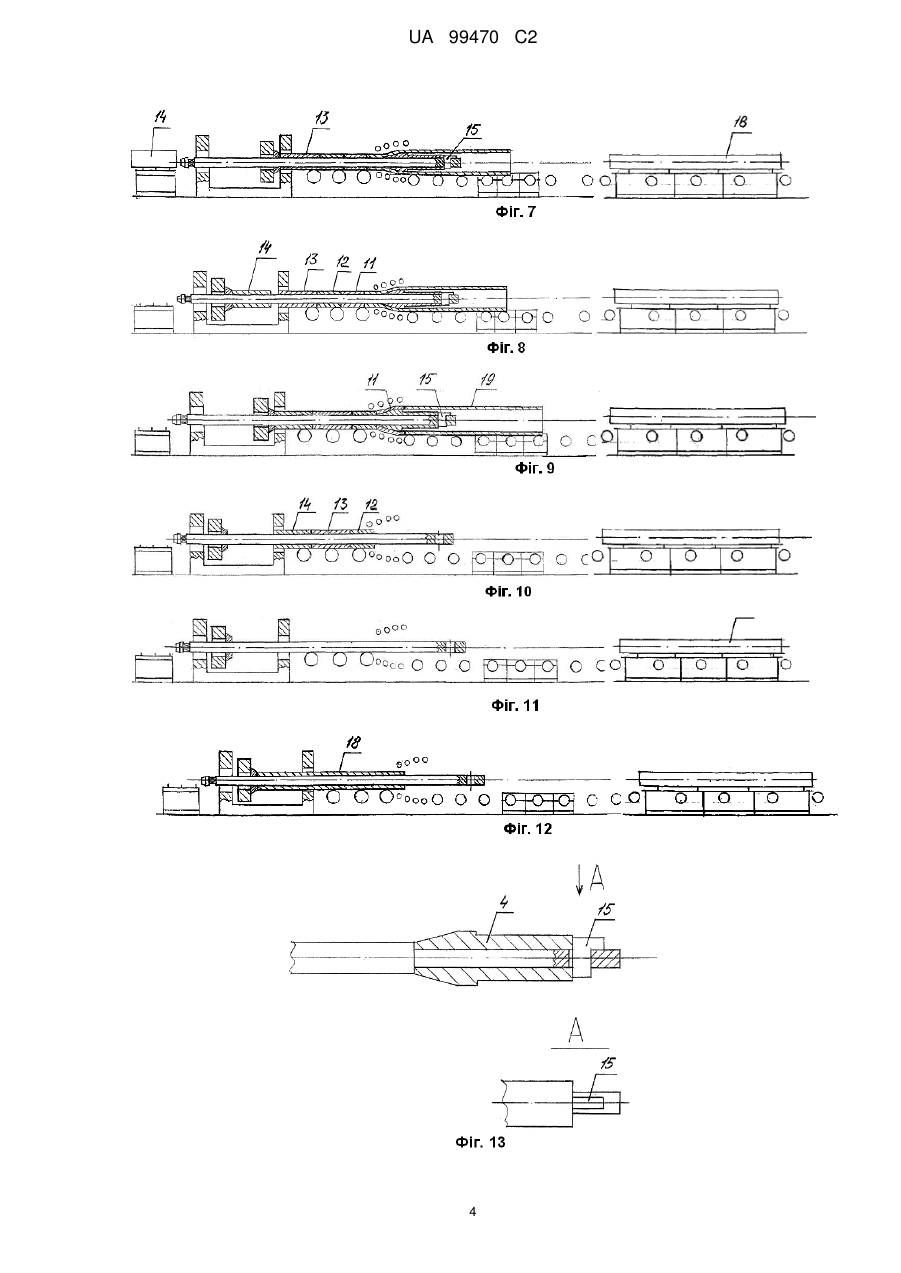
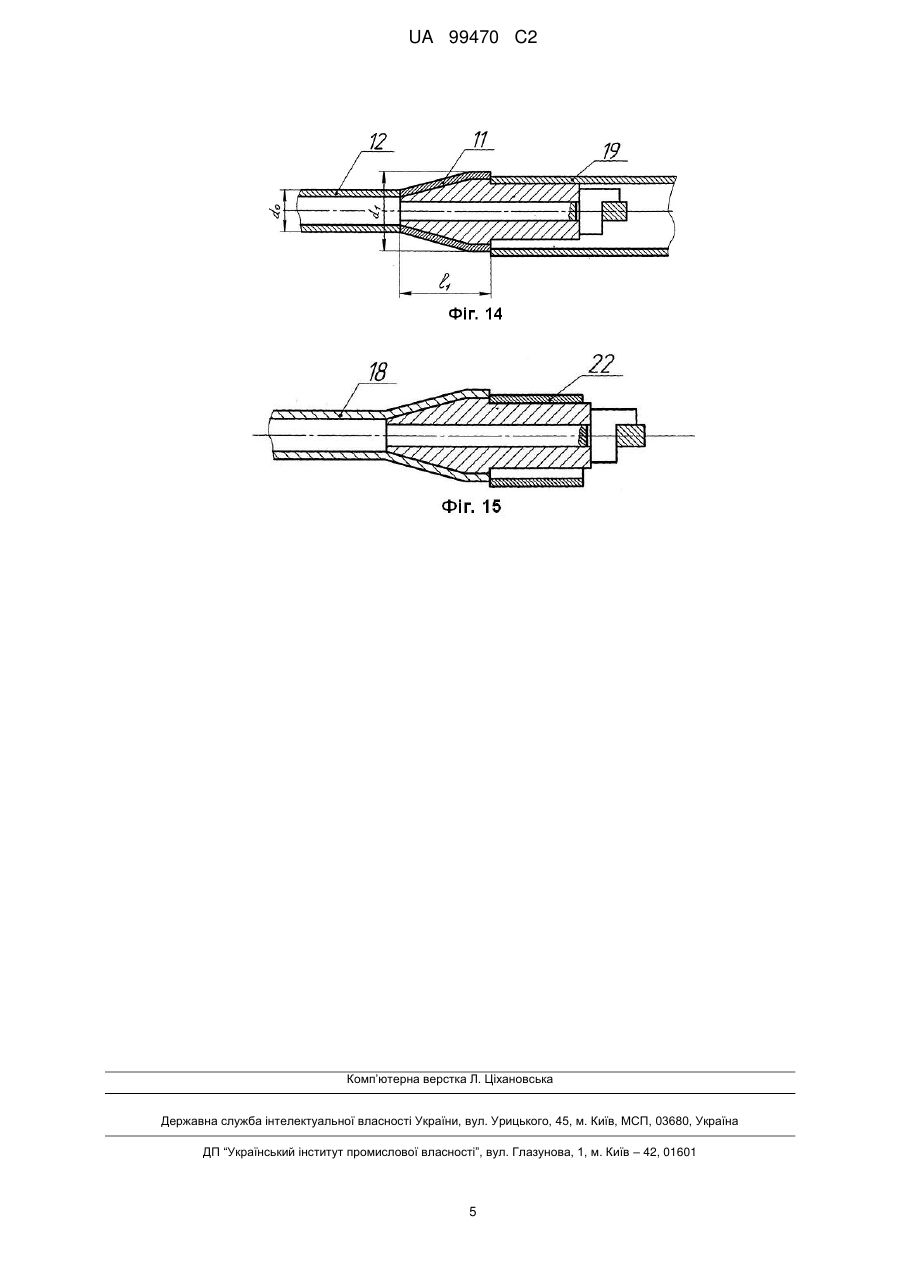
Реферат: Винахід належить до металургії і може бути використаний при обробці металів тиском, зокрема, при виготовленні сталевих труб різноманітних типорозмірів. Лінія для роздачі труб містить гідропрес для протяжки відводів, оправку, нагрівальну камеру та механізм транспортування. Механізм транспортування містить приводний рольганг з можливістю реверсу, стелаж очікування, механізм зміщення кінцевої ділянки оправки, стіл завантаження труби-заготовки, карман готової труби. Оправка додатково містить подавальні елементи з можливістю переміщення вздовж неї. Перший подавальний елемент складається з двох секцій. Довжина першої по ходу роздачі секції кореспондується з коефіцієнтом роздачі та довжиною роздавальної частини оправки. Оправка виконана складеною із швидкоз'ємною кінцевою роздавальною ділянкою із теплостійкої сталі. Кількість подавальних елементів визначається за формулою: n L 1 , де n - кількість подавальних елементів; L- робоча довжина оправки; - довжина робочого ходу рухомої траверси, що дорівнює довжині подавального елемента. UA 99470 C2 (12) UA 99470 C2 UA 99470 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до металургії і може бути використаний при обробці металів тиском, зокрема при виготовленні сталевих труб різноманітних типорозмірів. Відомою є лінія протяжки відводів [а. с. 940891], що забезпечує вироблення круто зігнутих відводів. Дана лінія прийнята за прототип. Недоліком відомого технічного вирішення є те, що на цій лінії можна роздавати труби, довжина яких дорівнює, або є меншою за довжину ходу рухомої траверси протяжного преса. Технічною задачею винаходу є уможливлення роздачі сталевих труб-заготовок, довжина яких у декілька разів перевищує довжину ходу рухомої траверси протяжного преса. Поставлена задача вирішується тим, що, згідно із винаходом, механізм транспортування виконаний у вигляді привідного рольганга з можливістю реверсу, стелаж очікування, механізм зміщення кінцевої ділянки оправки, стіл завантаження труби-заготовки, карман готової труби, причому, оправка додатково містить подавальні елементи, кількість яких кореспондується з величиною робочого ходу рухомої траверси і довжиною оправки, причому перший подавальний елемент складається і з двох секцій. Ознаки, що характеризують винахід, в сукупності є достатніми для здійснення операції роздачі труб-заготовок і досягнення позитивного результату у вирішенні поставленої задачі, а кожний окремо є необхідним для ідентифікації і відмінності лінії, що заявляється, від відомих у техніці, що свідчить про суттєвість наведених ознак. Тому наведені ознаки є достатніми в усіх випадках, на які розповсюджується обсяг правової охорони. Окрім того лінія має й інші ознаки, які характеризують винахід в окремих випадках його використання і створюють інші види технічного результату. Лінія, згідно з винаходом, містить першу по ходу роздачі секцію, довжина якої кореспондується з коефіцієнтом роздачі і довжиною роздавальної частини оправки. Таке вирішення сприяє скороченню часу перезарядки лінії черговою трубою-заготовкою. У лінії, згідно із винаходом, оправка виконана складеною із швидкоз'ємною кінцевою роздавальною ділянкою із теплостійкої сталі. Така конструкція забезпечує економію дорогого теплостійкого матеріалу. Окрім цього, конструкція лінії, згідно із винаходом, дозволяє розрахувати кількість подавальних елементів за формулою: n L 1 , де n - кількість подавальних елементів; L - робоча довжина оправки; - довжина робочого ходу рухомої траверси, що дорівнює довжині подавального елемента. Докладний розрахунок кількості подавальних елементів забезпечує стабільність процесу роздачі. Таке просте, надійне і високоефективне технічне рішення забезпечує безпроблемну роздачу труб необхідного типорозміру у широких межах: Лінія, що заявляється, представлена на фіг. 1-13. На фіг. 1 показана лінія у висхідному стані, труба-заготовка - заряджена. На фіг. 2 - вихід лінії в плані. На фіг. 3 - закінчення першого робочого ходу рухомої траверси. На фіг. 4 - здійснена зарядка першим подавальним елементом. На фіг. 5 - закінчення другого робочого ходу рухомої траверси. На фіг. 6 - здійснення зарядки другим подавальним елементом. На фіг. 7 - закінчення третього робочого ходу рухомої траверси. На фіг. 8 - здійснена зарядка третім подавальним елементом. На фіг. 9 - закінчення четвертого робочого ходу рухомої траверси. На фіг. 10 - транспортувальний пристрій прибрав готову трубу і роздавальну частину оправки. На фіг. 11 - транспортувальний пристрій зняв подавальні елементи з оправки. На фіг. 12 - транспортувальний пристрій здійснив зарядку труби-заготовки. На фіг. 13 - кріплення роздавальної частини оправки. На фіг. 14 - зафіксовано момент отримання готової труби 19. На фіг. 15 - зафіксовано момент перетворення першої секції першого подавального елемента в кільце 22. Лінія роздачі труб містить гідравлічний протяжний прес 1 з рухомою траверсою 2, оправку 3 з кінцевою роздавальною ділянкою 4, нагрівальну камеру у вигляді індуктора 5, привідний рольганг 6, стелаж очікування 7, механізм зміщення кінцевої роздавальної ділянки оправки 8, стіл завантаження 9 труби-заготовки, карман готової труби 10, першу секцію першого 1 UA 99470 C2 5 10 15 подавального елемента 11, другу секцію першого подавального елемента 12, подальші подавальні елементи 13, 14. Кінцева роздавальна ділянка оправки 4 фіксується за допомогою упору-прапорця 15. Поміж столом завантаження 9 труби-заготовки і карманом готової труби 10 змонтовано скидач 16. Перша труба-заготовка показана позицією 17, подальші - позицією 18. Готова труба показана позицією 19, готове кільце - позицією 22. Протяжний прес 1 містить також завантажувальний стіл 20 і завантажувальний жолоб 21. Лінія працює таким чином: На фіг. 1 показане висхідне положення лінії, коли перша труба-заготовка 17 знаходиться на оправці, силовий замок (умовно не показаний) протяжного преса фіксує оправку і рухома траверса починає перший робочий хід. Одночасно іде інтенсивне нагрівання осередку деформації у нагрівальній камері виконаній у вигляді індуктора 5. По досягненні переднього крайнього положення рухомою траверсою 2 іде підзарядка протяжного преса 1 першим подавальним елементом 11, 12, традиційним способом (використовується стіл завантаження 20, завантажувальний жолоб 21 та механізм завантаження преса. Який умовно не показано). Проштовхнувши перший подавальний елемент, рухома траверса 2 "отримує у своє розпорядження" другий подавальний елемент також традиційним способом. На час перезаряджень індуктор 5, щоб уникнути перегрівання труби-заготовки, тимчасово вимикається. Проштовхнувши L 1 - подавальний елемент (у нашому випадку третій) аналогічним 20 25 30 35 способом ми отримуємо готову трубу 19, яка підхоплюється роликами рольганга 6 і відправляється до карману готових труб 10. Услід за трубою прямує роздавальна ділянка оправки до рівня стелажу очікування, для чого необхідно завчасно витягти упор-прапорець 15. Досягнувши згаданого положення, кінцева роздавальна ділянка оправки за допомогою механізму зміщення 8 прямує на стелаж очікування 7. Тим самим вивільняється шлях для подавальних елементів, що накопичились на оправці, які зразу ж забираються за допомогою рольганга і відправляються краном на завантажувальний стіл 20 протяжного преса. Після чого вивільнюється шлях для завантаження на оправку 3 чергової труби-заготовки 18, що й здійснюється за допомогою рольганга 6. Щойно труба-заготовка 18 доторкнеться рухомої траверси 2, кінцева роздавальна ділянка оправки 4 повертається на своє місце на оправці 3 і фіксується упором-прапорцем 15 - лінія є готовою до роздачі чергової труби-заготовки і цикл повторюється. При цьому необхідно відмітити, що на кінцевій роздавальній оправці (відрізок 1 на фіг. 1) залишається перша секція 11 першого подавального елементу. У наслідок цього на стелаж очікування 7 відправляється перша секція 11, що набула конічноциліндричну форму (фіг. 14), об'єм металу якої повинен залишатися таким, яким він був у недеформованому стані. А об'єм металу конічноциліндричної форми першої секції (фіг. 14) визначається фактично довжиною осередку деформації 1, а також перепадом діаметрів d 0 та d1. А відношення діаметрів - d1 і є d0 40 коефіцієнт роздачі, Крозд. [Довідник конструктора штампів, під заг. редакцією Л.І. Рудмана. - М.: Машинобудування, 1988. - С. 340]. Як наслідок, якщо при першому циклі обробки за заданим маршрутом отримуємо лише трубу 19, то за наступними циклами, будемо отримувати окрім труби ще і кільце 22 (Фіг. 15). ФОРМУЛА ВИНАХОДУ 45 50 55 1. Лінія для роздачі труб, що містить гідравлічний протяжний прес, оправку, розміщену у нагрівальній камері у вигляді індуктора, механізм транспортування, яка відрізняється тим, що механізм транспортування виконаний у вигляді привідного рольганга з можливістю реверсу, стелаж очікування, механізм зміщення кінцевої роздавальної ділянки оправки, стіл завантаження труби-заготовки, карман готової труби, причому оправка додатково містить подавальні елементи з можливістю переміщення вздовж неї, кількість і розміри яких кореспондуються з величиною робочого ходу рухомої траверси і довжиною оправки, де перший подавальний елемент складається із двох секцій. 2. Лінія для роздачі труб по п. 1, яка відрізняється тим, що довжина першої по ходу роздачі секції кореспондується з коефіцієнтом роздачі та довжиною роздавальної частини оправки. 3. Лінія для роздачі труб по п. 1, яка відрізняється тим, що оправка виконана складовою з швидкоз’ємною кінцевою роздавальною ділянкою із теплостійкої сталі. 2 UA 99470 C2 4. Лінія для роздачі труб по п. 1, яка відрізняється тим, що кількість подавальних елементів визначається по формулі: n L 1 , де L - робоча довжина оправки; - довжина робочого ходу рухомої траверси. 3 UA 99470 C2 4 UA 99470 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for pipe expansion
Автори англійськоюFeldman Oleksandr Isaakovych, Feldman Yurii Oleksandrovych, Bobukh Oleksandr Anatoliiovych, Klimenko Mykola Oleksiiovych, Klimenko Oleksii Anatoliiovych, Yurkovskyi Volodymyr Vasyliovych
Назва патенту російськоюЛиния для раздачи труб
Автори російськоюФельдман Александр Исаакович, Фельдман Юрий Александрович, Бобух Александр Анатольевич, Клименко Николай Алексеевич, Клименко Алексей Анатольевич, Юрковский Владимир Васильевич
МПК / Мітки
МПК: B21C 37/06
Код посилання
<a href="https://ua.patents.su/7-99470-liniya-rozdachi-trub.html" target="_blank" rel="follow" title="База патентів України">Лінія роздачі труб</a>
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Лінія ізоляції труб
Номер патенту: 669
Опубліковано: 16.10.2000
Автори: Рєзніченко Віктор Петрович, Данилов Віктор Григорович, Савєлов Володимир Володимирович, Галаздра Володимир Миколайович, Ольгард Ігор Шиманович, Бездєнєжних Володимир Васильович, Менделєєв Анатолій Ісаакович, Пономарьов Володимир Миколайович
МПК: F16L 58/02, F16L 58/00
Формула / Реферат:
Лінія ізоляції труб, яка містить встановлені по ходу технологічного процесу камеру сушіння, камеру очистки, камеру ґрунтовки, камеру сушіння фунту і камеру ізоляції, зв'язані транспортним засобом, що включає привідний і ведений візки, які з'єднані один з одним жорстким зв'язком з можливістю зміни відстані між ними і мають пристрої обертання труби, один з яких зв'язаний з приводом, яка відрізняється тим, що кожний пристрій обертання труби...
Інструмент для роздачі труб
Номер патенту: 8410
Опубліковано: 29.03.1996
Автор: Тир Сергій Валентинович
МПК: B21D 41/00
Мітки: труб, роздачі, інструмент
Формула / Реферат:
Инструмент для раздачи труб, содержащий ступенчатую оправку с напрессованными на нее кольцами, на наружной поверхности которых выполнены наклонные и параллельные оси оправки участки, отличающийся тем, что, с целью повышения качества изделий, на оси оправки выполнены полость и канал, подводящий в полость жидкость под давлением, в стенках оправки - радиальные отверстия, на торцах колец - радиальные пазы, сообщающиеся с отверстиями оправки,...
Лінія для роздачі концентрованих кормів
Номер патенту: 30650
Опубліковано: 15.12.2000
Автори: Абрамов Іван Володимирович, Кузьміч Ярослав Анатолійович, Ткач Віктор Васильович, Коцар Михайло Володимирович
МПК: A01K 5/02
Мітки: концентрованих, роздачі, лінія, кормів
Формула / Реферат:
1. Лінія для роздачі концентрованих кормів, що включає приймально-накопичувальну місткість для концентрованого корму з завантажувальною горловиною і вивантажувальним пристроєм, монорейку, підвішений на монорейці за допомогою каретки роздавач концентрованих кормів, що складається з бункера, в нижній частині якого розташований дозувально-роздавальний пристрій, годівниці корівника, датчики і приймач кодів годівниць, блок управління,...
Пристрій для роздачі рідини під тиском, вузол роздачі, спосіб підтримки рідини під тиском і її роздачі, напірний патрон та роздавальний пристрій газованого напою
Номер патенту: 72455
Опубліковано: 15.03.2005
Автор: Влосвейк Йоханнес Якобус Томас
МПК: B67D 5/06, B65D 83/14, B67D 1/04
Мітки: газованого, вузол, рідини, підтримки, напірний, спосіб, роздачі, напою, тиском, пристрій, роздавальний, патрон
Формула / Реферат:
1. Пристрій для роздачі рідини, який містить резервуар, що має першу камеру і другу камеру, причому перша камера розташована для приймання рідини, призначеної для роздачі, а друга камера розташована для приймання рушійної речовини, принаймні отвір між першою і другою камерами, засіб управління тиском, розташований для управління тиском рушійної речовини в процесі використання, що проходить з другої камери в першу камеру, який відрізняється...
Попередній патент: Конденсовані похідні тіазолу як інгібітори кінази
Наступний патент: Рослина brassica, яка містить мутантні алелі з комплексом жирний ацил-білок, що переносить ацил (ацил-acp), тіоестерази
Випадковий патент: Лікарський засіб для профілактики та лікування захворювань передміхурової залози у формі супозиторію "простекс"