Пристрій і спосіб для намотування штаби зі змінюваною товщиною штаби, зокрема металевої штаби
Формула / Реферат
1. Пристрій для намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), який містить пристрій (1) нанесення, призначений для подачі матеріалу, що деформується, на намотувану штабу (3), причому пристрій (1) нанесення включає в себе засоби (11, 22) для отримання піддатливого, зокрема еластичного, матеріалу або само розширюваного, або спінюваного матеріалу і нанесення матеріалу близько до поверхні на металеву штабу (3) під час намотування, який відрізняється тим, що передбачений притискний пристрій для прикладення притискного тиску на рулон (2), щоб стискати рулон, деформуючи введений матеріал.
2. Пристрій за п. 1, який відрізняється тим, що виконаний для намотування штаби зі змінюваною товщиною, а саме штаби рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування, зокрема, зі сталі.
3. Пристрій за п. 1, який відрізняється тим, що виконаний з можливістю нанесення матеріалу ракельним методом або напилюванням або розбризкуванням з сопел (22).
4. Пристрій за п. 1 або п. 2, який відрізняється тим, що пристрій (1) нанесення для подачі матеріалу, що деформується, на намотувану штабу (3) виконаний так, що він придатний для подачі матеріалу, що деформується, по всій ширині рулону (2) металевої штаби (3), або щонайменше по частині ширини рулону (2), в критичних зонах, в яких відбувається посилене утворення нерівномірностей при намотуванні штаби.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що виконаний з можливістю нанесення матеріалу на рулон (2) стрічками.
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що виконаний з можливістю нанесення полімерного матеріалу на рулон (2) з екструдера.
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що згадані засоби (11, 22) виконані для подачі полімерного матеріалу так, що він утворює на рулоні (2) безперервний шар або декілька розташованих в напрямку штаби поряд одна з одною стрічок, які відповідно містять включення повітря.
8. Пристрій за п. 3, який відрізняється тим, що передбачений вимірювальний пристрій, який служить для вимірювання товщини намотуваної штаби (3), і регулювальний пристрій для регулювання видачі матеріалу з сопел відповідно до виміряної товщини штаби (3).
9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що як притискний пристрій передбачений валик (24).
10. Прокатний стан для холодного або гарячого однопрохідного або реверсивного прокатування металевої штаби (3) зі змінюваною товщиною штаби, оснащений прокатною кліттю, яка включає в себе комплект валків і установку, призначену для регулювання зазору між валками, а також оснащений розташованим перед прокатною кліттю пристроєм для розмотування металевої штаби, що підлягає прокатуванню, і розташованим після прокатної кліті пристроєм для намотування, який відрізняється тим, що пристрій для намотування виконаний за будь-яким із пп. 1-9, причому передбачений регулювальний пристрій, призначений для регулювання частоти обертання приводів як пристрою для розмотування, так і пристрою для намотування за допомогою регулювання, за допомогою системи керування вищого рівня для компенсації або регулювання змін масового потоку прокатуваної штаби і швидкості натягнення штаби, що залежить від них, а також для регулювання натягування штаби, зокрема, в ті моменти часу, в які змінюється прискорення штаби при зміні профілю товщини штаби.
11. Прокатний стан за п. 10, який відрізняється тим, що призначений для рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування металевої штаби, зокрема зі сталі.
12. Спосіб намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), при якому під час намотування штаби в рулон на намотувану штабу (3) наносять матеріал, що деформується, причому матеріал, що деформується, наносять на поверхню штаби (3) з сопел або за допомогою щонайменше однієї раклі, який відрізняється тим, що за допомогою щонайменше одного притискного пристрою прикладають притискний тиск на рулон (2) для стискання рулону і деформування введеного матеріалу.
13. Спосіб за п. 12, який відрізняється тим, що призначений для рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування металевої штаби, зокрема зі сталі.
14. Спосіб за п. 12, який відрізняється тим, що матеріал, що деформується, наносять на металеву штабу (3) з товщиною, яка більше, ніж відхилення товщини металевої штаби (3), потім до відповідно крайнього верхнього кінця рулону (2) прикладають зусилля, зокрема, за допомогою валика (24), для стискання матеріалу таким чином, щоб утворився щонайменше по суті циліндричний складений рулон (2) з металевої штаби (3) і матеріалу.
15. Спосіб за п. 12, який відрізняється тим, що матеріал доводять до набухання або спінювання шляхом додавання додаткового матеріалу незадовго до нанесення або під час нанесення.
16. Спосіб за п. 12, який відрізняється тим, що матеріал доводять до набухання і/або спінювання і/або тверднення шляхом опромінювання, зокрема, незадовго до нанесення або під час нанесення.
17. Спосіб за будь-яким із пп. 12-16, який відрізняється тим, що як притискний пристрій використовують валик (24).
Текст
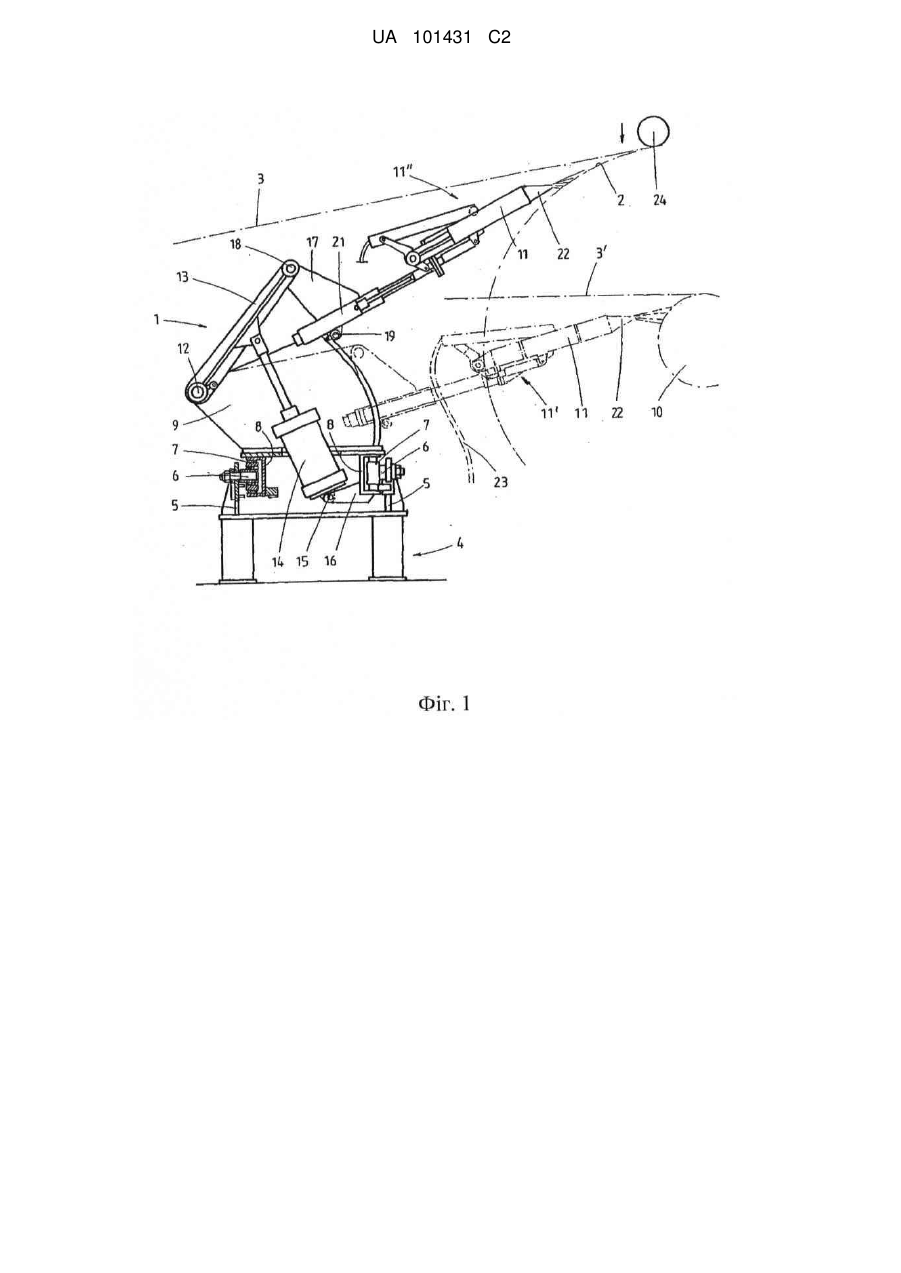
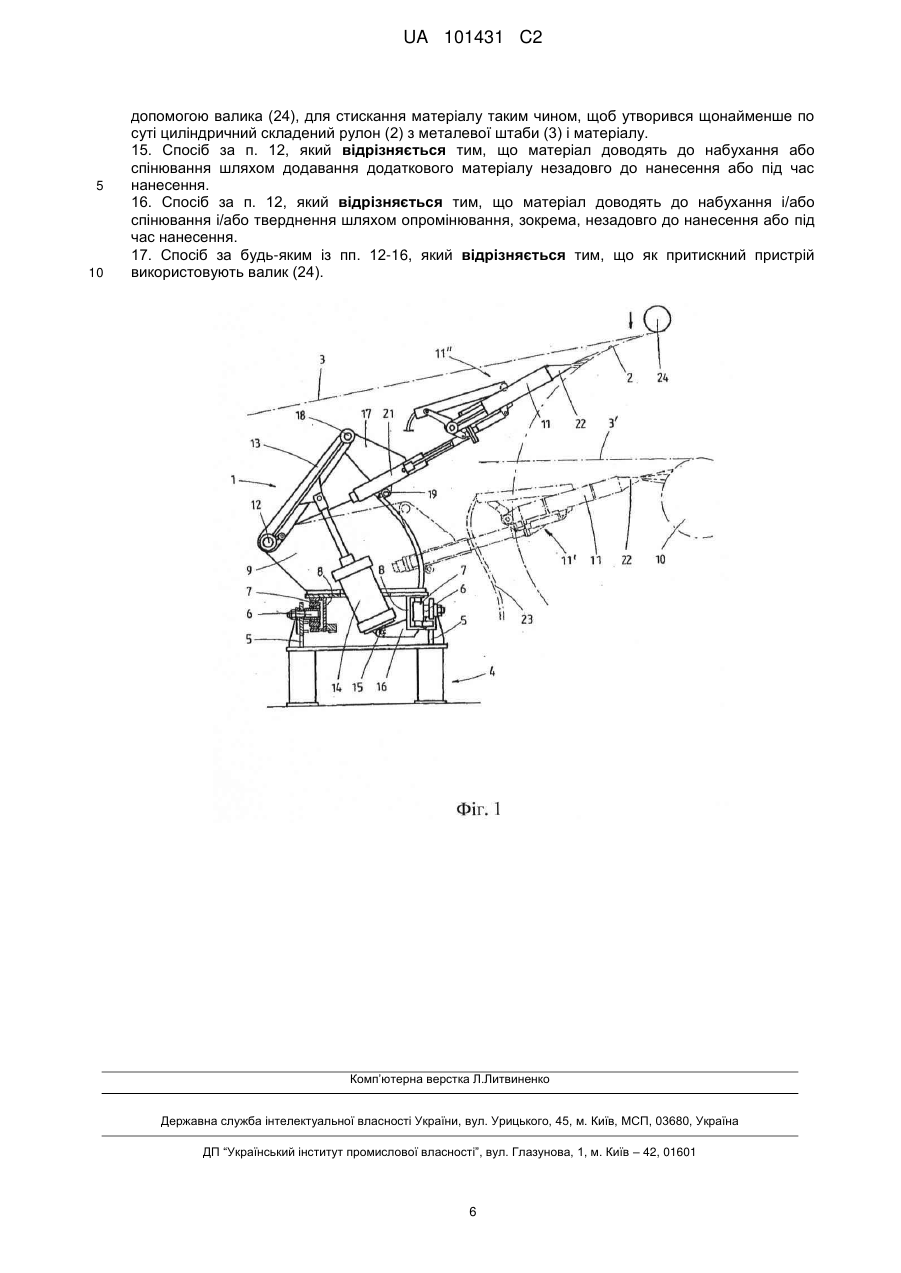
Реферат: Пристрій (1) для намотування штаби (3), зокрема металевої штаби, зі змінюваною товщиною штаби, в рулон (2), забезпечений системою, призначеною для введення деформованого матеріалу на намотувану штабу (3), який характеризується тим, що система включає в себе засоби (11, 22) для одержання піддатливого, зокрема еластичного, матеріалу або саморозширюваного, або спінюваного матеріалу і для введення його в рулон (2). Винахід стосується також відповідного способу. UA 101431 C2 (12) UA 101431 C2 UA 101431 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується пристрою для намотування штаби зі змінюваною товщиною штаби, зокрема, рівної або забезпеченої контурами, одержаної методом змінюваної прокатки ("flexibles Walzen") і/або сортової прокатки металевої штаби, зокрема, зі сталі, в рулон, забезпеченого системою, призначеною для нанесення деформованого матеріалу на намотувану штабу. Передусім, винахід стосується намотування штрипсів. Штрипси утворюються, коли штабовий матеріал, зокрема, металева широка штаба, стягується з рулону і в подовжньому напрямку ділиться по довжині на вузькі штаби, тобто, розпускається. Одержані таким чином вузькі штрипсові стрічки потім намотуються на одну загальну оправку або на окремі оправки. Переважно виготовляються складені рулони з множини розташованих поруч один з одним штрипсів. Для компенсації відхилень товщини по ширині штаби, які при намотуванні штрипсів, зокрема, в крайніх областях штаби, приводять до конічної або опуклої поверхні, необхідно вводити прошарки в рулони штрипсів. Також при намотуванні розпущеного штабового матеріалу на суцільні барабани, забезпечені декількома, відділеними одна від одної круглими заготовками з листової сталі, розташованими співвісно поруч одна з одною намотуючими моталками установок для подовжнього розпуску в результаті різних значень товщини штаб і товщини покриття утворюються більш або менш щільно намотані рулони з відповідно різним провисанням штаби. Нерівномірне намотування рулонів негативно позначається на їх зовнішньому вигляді, упаковці, характері проходження і терті між окремими витками штаби. Щоб уникнути цих недоліків, відомо намотування між витками штрипса паперових або картонних стрічок з належними розмірами по довжині. При цьому часто паперова стрічка вручну укладається в зазор, що утворюється при намотуванні між штабою, яка надходить, і рулоном. З DE 80 06 563 U1 відомий пристрій для введення прокладної стрічки в зазор намотуваного в рулони штабового матеріалу, що утворюється при намотуванні, у якого паперова стрічка за допомогою пари ведучих роликів подається в напрямку зазору, що утворюється при намотуванні. При цьому резервна ємність для паперової стрічки виконана у вигляді барабананакопичувача, що містить прокладну паперову стрічку, за прорізом для виходу стрічки якого передбачена пара ведучих роликів, що приводиться в рух електродвигуном. За парою ведучих роликів передбачений пристрій для розпускання стрічки і перфорації. Завдяки цьому прокладна стрічка може вводитися парою ведучих роликів з великою швидкістю і при одночасній заданій деформації в стійкий заповнений повітрям, профіль, який відривається вниз, вільно проходячи в зазор, що утворюється при намотуванні. Прокладна стрічка повинна деформуватися за допомогою склепінчастого профілю ведучих роликів таким чином, щоб вона набувала достатньо стійкого, підтримуваного повітрям профілю, який дозволяє вводити її в зазор, що утворюється при намотуванні навіть через велику ділянку вільного польоту, причому, крім ефекту підтримки повітрям, одночасно використовується також ефект прискорення. Прокладні стрічки або забираються з резервної ємності, що містить стрічки належної довжини, і окремо вводяться в рулон металевої штаби, або стягуються з резервного рулону стрічки і розділяються на відповідно необхідну для намотування довжину. У ЕР 0 166 795 В1 описаний спосіб намотування декількох штрипсів, утворених подовжнім розпусканням штабового матеріалу, на одну загальну оправку, при якому штабовий матеріал має відхилення товщини по своїй ширині. Цей спосіб відрізняється тим, що штрипси намотуються в складений рулон одночасно зі здатним до деформації штабовим прошарком, що поширюється по ширині всіх штрипсів, які проходять поруч один з одним. При цьому товщина прошарку вибирається більшою, ніж відхилення товщини по ширині штабового матеріалу. При намотуванні штрипсів шляхом прикладення зусилля на відповідно крайній верхній шар рулону штрипсів і/або на прошарок в радіальному напрямку складеного рулону товстіші штрипси вдавлюються в прошарок сильніше, ніж тонші, і штрипси при відповідній деформації прошарку намотуються в складений рулон з циліндричною обвідною поверхнею. Згідно з цим способом як штабовий матеріал може намотуватися металева штаба без покриття або з покриттям. Як деформований прошарок застосовуються переважно папір, картон, полімерний матеріал, зокрема, спінений матеріал, або папір, що просочився антикорозійним засобом. Крім того, відоме виготовлення не тільки рівних металевих штаб, але і таких, які мають контури в подовжньому і/або поперечному напрямку. У DE 198 31 882 A1 описуються спосіб і прокатний агрегат для виготовлення профілю довільної товщини по ширині штабового прокату. При цьому вихідний матеріал деформується декількома валками, розташованими послідовно зі зміщенням в напрямку прокатки, практично тільки в напрямку ширини. Валки дозволяють одержувати місцеву цілеспрямовану деформацію, відповідно до бажаного профілювання, при цьому глибина проникнення залежить від відповідного регулювання окремих вузьких валків або 1 UA 101431 C2 5 10 15 20 25 30 35 40 45 50 55 роликів. Вихідний матеріал є або чорним, або кольоровим металом; застосовується холодна або гаряча деформація. З DE 199 62 754 A1 відомий спосіб змінюваної прокатки металевої штаби. Цей спосіб служить для виготовлення плоских металевих штаб, які мають задані різні значення товщини штаби по своїй довжині. При цьому під час процесу прокатки зазор між валками цілеспрямовано змінюється, щоб досягти різних значень товщини штаби по довжині металевої штаби. Це може, з одного боку, відбуватися опосередковано, шляхом зміни опору деформації матеріалу за рахунок нагрівання або охолоджування металевої штаби і згідно зі змінюваним підпружинюванням прокатної кліті під час процесу прокатки. ЕР 1 074 317 А2 також стосується способу змінюваної прокатки металевої штаби, при цьому металева штаба під час процесу прокатки спрямовується через зазор, що утворився між двома робочими валками, і зазор між валками під час процесу прокатки цілеспрямовано змінюється, щоб досягти різних значень товщини штаби по довжині металевої штаби. При цьому під час кожного регулювання зазору між валками або безпосередньо після нього відбувається керування лініями вигину робочих валків залежно від встановленого зазору між валками з метою забезпечення площинності металевої штаби. Задачею винаходу є удосконалити спосіб намотування штаби, зокрема, рівної або забезпеченої контурами, одержаної методом змінюваної прокатки і/або сортової прокатки металевої штаби, таким чином, щоб простим способом виходив рулон правильної форми щонайменше по суті циліндричний рулон. Відповідно до винаходу ця задача в способі вирішується за рахунок того, що система включає в себе засоби для одержання піддатливого, зокрема еластичного, матеріалу або саморозширюваного або спінюваного матеріалу і для введення в рулон. Відповідно до винаходу безпосередньо на місці відповідно до вимог до намотуваної штаби, тобто, з урахуванням властивостей її поверхні, а також очікуваного відхилення від круглої форми намотуваного рулону, застосовуються належні матеріали для одержання еластичної субстанції, зокрема тверднучої піни, яка вводиться в рулон в такій кількості, щоб виходив абсолютно або майже круглий рулон. Тому запропонована винаходом система особливо підходить для намотування металевих штрипсів, зокрема, з сталі, але також для інших штабових матеріалів, наприклад, з полімерного матеріалу, наприклад, дуропластів або термопластів. Відповідно до винаходу матеріали, що служать прошарком, захищають поверхні штаби і поліпшують здатність до намотування. Переваги рівномірно намотаного рулону полягають також в кращій придатності до транспортування і в полегшенні подальшої переробки. Також зміни товщини штаби, будь то в подовжньому або в поперечному напрямку, можуть в будь-який час компенсуватися за рахунок зміни нанесення матеріалу. Переважні удосконалення винаходу містяться в залежних пунктах формули винаходу. Відповідно до винаходу переважно передбачається, що матеріал, який служить прошарком, наноситься на відповідно крайній верхній шар рулону ракельним методом, або напилюється або наприскується на поверхню рулону з розташованих поруч один з одним в ряд сопел. При цьому можливе напилення цього матеріалу, тобто, наприклад, полімерного спінюваного матеріалу, також з різною товщиною по ширині відповідно до бажаної товщини нанесення, і індивідуально по певних зонах по ширині рулону. Також у випадку нанесення ракельним методом ракля встановлюється або на однаковій відстані по всій ширині рулону, або вона встановлюється похило відносно осі обертання рулону, щоб компенсувати одержуване конічне намотування рулону. Переважно пристрій нанесення охоплює всю ширину рулону, або щонайменше по більшій частині ширини рулону. В останньому випадку покриваються тільки критичні зони, в яких, як показує досвід, відбувається посилене утворення нерівномірності. В іншому переважному варіанті здійснення винаходу передбачено, що матеріал наноситься на рулон стрічками. Цей метод служить, з одного боку, для того, щоб обійтися найменшою можливою кількістю матеріалу прошарку, з іншого боку, при прикладанні радіально діючого на рулон зусилля матеріал може зміщуватися в області між стрічками, утворюючи, таким чином, оптимально круглий рулон. В іншому варіанті здійснення винаходу полімерний матеріал переважно наноситься на рулон з екструдера. Для підвищення еластичності передбачається, що полімерний матеріал утворює на рулоні безперервний шар або декілька розташованих в напрямку штаби поруч одна з одною стрічок, які відповідно містять включення повітря. При спіненні повітря або інший газ відповідно до бажаної еластичності вводиться в тверднучий полімерний матеріал, щоб пізніше стискати шар 2 UA 101431 C2 5 10 15 20 25 30 35 40 45 50 55 прошарку або під власною вагою намотуваного матеріалу або під впливом радіально діючого притискного зусилля. Щоб ще більше удосконалити ефект введення шару матеріалу, можна інтегрувати вимірювальний пристрій, що служить для вимірювання товщини штаби намотуваного матеріалу, який передає виміряні ним значення товщини штаби регулюючому пристрою. Потім цей пристрій одержує з сигналів, що відтворюють товщину штаби, регульовану величину, щоб регулювати видачу матеріалу з сопел, додавання спінюючого засобу, повітря, і т. п. відповідно до виміряної товщини металевої штаби, або у випадку раклі адаптувати її встановлення відносно бічної поверхні рулону. Винахід стосується також прокатного стану для холодної або гарячої однопрохідної або реверсивної прокатки металевої штаби з товщиною штаби, що змінюється, зокрема, рівної або забезпеченої контурами, одержаної методом гнучкої прокатки і/або сортової прокатки металевої штаби, зокрема, зі сталі, забезпеченої прокатною кліттю, яка включає в себе комплект валків і регулюючу систему, призначену для регулювання зазору між валками, забезпеченого розташованим перед прокатною кліттю пристроєм розмотування металевої штаби, що підлягає прокатці, і розташованим після прокатної кліті пристроєм для намотування, як він був описаний вище. При цьому металева штаба може мати всі форми профілів в подовжньому або поперечному напрямку. Товщина штаби може змінюватися по довжині і/або ширині. Прокатний стан відрізняється відповідно до винаходу тим, що є регулюючий пристрій, призначений для регулювання частоти обертання приводів обох мотаючих пристроїв за допомогою регулювання за допомогою вищої системи керування з метою компенсації або регулювання змін масового потоку прокатуваної штаби і швидкості натягнення штаби, що залежить від них, а також для регулювання натягнення штаби, зокрема, в ті моменти часу, в які змінюється прискорення штаби при зміні профілю товщини штаби. Прокатка штаби може також здійснюватися в загальній технологічній лінії ливарно-прокатної установки, в кінці якої розташований пристрій для намотування прокатної штаби. Винахід стосується також способу намотування штаби зі змінюваною товщиною штаби, зокрема, рівної або забезпеченої контурами, одержаної методом гнучкої прокатки і/або сортової прокатки металевої штаби, зокрема, зі сталі, в рулон, при якому під час намотування деформований матеріал наноситься на рулон. Спосіб відрізняється тим, що деформований матеріал з сопел або за допомогою щонайменше однієї раклі наноситься на поверхню штаби, зокрема, металевої штаби. Відповідно до винаходу можливе намотування штаб, які в подовжньому і/або поперечному напрямку мають змінювану товщину штаби. Зокрема, в штаби можуть вводитися особливі профілі. Переважним чином спосіб також відрізняється тим, що на металеву штабу наноситься матеріал з товщиною, яка більша, ніж відхилення товщини металевої штаби, і що потім до відповідно крайнього верхнього кінця рулону прикладається зусилля, зокрема за допомогою валка, що стискає матеріал таким чином, щоб утворився щонайменше по суті циліндричний складений рулон з металевої штаби і матеріалу. Особливо переважним чином спосіб здійснюється, коли матеріал доводиться до набухання або спінення шляхом додавання добавки незадовго до нанесення або під час нанесення. Можливе застосування, зокрема, незадовго до нанесення або під час нанесення, різних форм опромінення, що сприяє набуханню і/або спіненню і/або стверджуванню. Нижче винахід пояснюється більш детально на одному з прикладів здійснення. На єдиній фігурі показаний пристрій, що переміщується упоперек рулону намотаної штаби, призначений для напилення піни на крайній верхній шар рулону в зазор між намотуваною штабою і рулоном. Пристрій 1 нанесення (фігура 1), що служить для нанесення або напилення полімерного спінюваного матеріалу на рулон 2 металевої штаби 3, включає в себе нерухому основу 4. На ньому встановлені дві пари опорних кронштейнів 5 для осей 6 робочих коліс, на яких встановлені з можливістю обертання дві пари ходових роликів 7. По одній парі розташованих послідовно ходових роликів 7 служить для спрямування u-подібних напрямних 8, які з'єднані з опорною частиною 9 для пристрою 1 нанесення. Вони мають таку довжину, що виступають уперед відносно опорної частини 9. Основа 4 розташована поза областю штаби, що задається довжиною оправки 10 моталки, так що пристрій 1 може почергово переміщуватися перед оправкою 10 моталки за межі області штаби або в область штаби. При закінченні процесу намотування рулон 2 досягає максимального зовнішнього об'єму. На початок процесу намотування консоль 11 пристрою 1, що служить для напилення або нанесення полімерного матеріалу, знаходиться в позначеному штрих пунктирною лінією положенні 11', щоб наносити 3 UA 101431 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріал близько до поверхні на металеву штабу 3, в той час як до кінця процесу намотування вона приймає положення 11". Пристрій 1 встановлений з можливістю повороту відносно опорної частини 9, в той час як опорна частина 9 забезпечена поворотною віссю 12 для двох поворотних важелів 13, які разом можуть повертатися за допомогою гідравлічного серводвигуна 14, встановленого з можливістю гойдання за допомогою підшипника 15 на опорних сережках 16 напрямних 8. Пристрій 1 за допомогою пари 17 серег і шарнірного болта 18 шарнірно з'єднаний з вільним кінцем поворотного важеля 13 і спирається за допомогою пари 19 роликів на кулісну напрямну 20 опорної частини 9. Пристрій 1 нанесення включає в себе телескопічний виконавчий пристрій, що спирається на пару 17 серег 21 для позиціонування консолі 11 на належній відстані відносно поверхні штаби 3 або для її тимчасового видалення з рулону 2 штаби, наприклад, з метою чищення. Консоль 11 містить переважно змінюваний картридж, що служить для вміщення матеріалу, що наноситься, який переважно напилюється з сопла 22 або декількох сопел 22, розташованого в напрямку осі оправки 10 моталки поруч один з одним. За допомогою щонайменше одного живильного шланга 23 подаються різні субстанції, які необхідні для одержання середовища, що наноситься, зокрема, також в комбінації з газом, який знаходиться під тиском, що служить для видавлювання субстанції, що наноситься, з картриджа. Додатково поблизу сопел 22 може бути передбачений (не зображений) випромінювач, який сприяє стверджуванню нанесеного матеріалу. Замість рідкого, пінистого або в'язкого матеріалу, зокрема, полімерного матеріалу, можливе також введення в рулон 2 грануляту, зокрема, в комбінації з полімерним матеріалом або клеєм, або матеріалу у вигляді стьобаного покриття, наприклад, з оптимізованими об'ємами окремих подушечок, з метою досягнення рівномірної структури рулону. Залежно від потреби подушечки залишаються закритими, при цьому вони щонайменше в певних областях наповнюються належними матеріалами або середовищами. Потім при певних умовах тиску або температури, зокрема, по закінченні процесу намотування, ці матеріали або середовища можуть випускатися з подушечок. Відповідно до винаходу можливе також застосування (зображеного тут тільки схематично) притискного ролика 24, який встановлений в ободовому напрямку після введення пінистого матеріалу, або матеріалу подушечок, або грануляту в рулон 2, і вирівнює зовнішній периметр шляхом стиснення введеного матеріалу. Перелік позицій 1 Пристрій нанесення 2 Рулон 3 Штаба 3' Положення штаби 3 4 Основа 5 Опорні кронштейни 6 Осі робочих коліс 7 Ходові ролики 8 Напрямні 9 Опорна частина 10 Оправка моталки 11 Консоль 11' Положення консолі 11 11" Положення консолі 11 12 Поворотна вісь 13 Поворотний важіль 14 Серводвигун 15 Підшипник 16 Опорні сереги 17 Пара серег 18 Шарнірний болт 19 Пара роликів 20 Кулісна напрямна 21 Виконавчий пристрій 22 Сопло 23 Живильний шланг 24 Притискний ролик 4 UA 101431 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Пристрій для намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), який містить пристрій (1) нанесення, призначений для подачі матеріалу, що деформується, на намотувану штабу (3), причому пристрій (1) нанесення включає в себе засоби (11, 22) для отримання піддатливого, зокрема еластичного, матеріалу або саморозширюваного, або спінюваного матеріалу і нанесення матеріалу близько до поверхні на металеву штабу (3) під час намотування, який відрізняється тим, що передбачений притискний пристрій для прикладення притискного тиску на рулон (2), щоб стискати рулон, деформуючи введений матеріал. 2. Пристрій за п. 1, який відрізняється тим, що виконаний для намотування штаби зі змінюваною товщиною, а саме штаби рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування, зокрема зі сталі. 3. Пристрій за п. 1, який відрізняється тим, що виконаний з можливістю нанесення матеріалу ракельним методом або напилюванням або розбризкуванням з сопел (22). 4. Пристрій за п. 1 або п. 2, який відрізняється тим, що пристрій (1) нанесення для подачі матеріалу, що деформується, на намотувану штабу (3) виконаний так, що він придатний для подачі матеріалу, що деформується, по всій ширині рулону (2) металевої штаби (3), або щонайменше по частині ширини рулону (2), в критичних зонах, в яких відбувається посилене утворення нерівномірностей при намотуванні штаби. 5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що виконаний з можливістю нанесення матеріалу на рулон (2) стрічками. 6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що виконаний з можливістю нанесення полімерного матеріалу на рулон (2) з екструдера. 7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що згадані засоби (11, 22) виконані для подачі полімерного матеріалу так, що він утворює на рулоні (2) безперервний шар або декілька розташованих в напрямку штаби поряд одна з одною стрічок, які відповідно містять включення повітря. 8. Пристрій за п. 3, який відрізняється тим, що передбачений вимірювальний пристрій, який служить для вимірювання товщини намотуваної штаби (3), і регулювальний пристрій для регулювання видачі матеріалу з сопел відповідно до виміряної товщини штаби (3). 9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що як притискний пристрій передбачений валик (24). 10. Прокатний стан для холодного або гарячого однопрохідного або реверсивного прокатування металевої штаби (3) зі змінюваною товщиною штаби, оснащений прокатною кліттю, яка включає в себе комплект валків і установку, призначену для регулювання зазору між валками, а також оснащений розташованим перед прокатною кліттю пристроєм для розмотування металевої штаби, що підлягає прокатуванню, і розташованим після прокатної кліті пристроєм для намотування, який відрізняється тим, що пристрій для намотування виконаний за будь-яким із пп. 1-9, причому передбачений регулювальний пристрій, призначений для регулювання частоти обертання приводів як пристрою для розмотування, так і пристрою для намотування за допомогою регулювання, за допомогою системи керування вищого рівня для компенсації або регулювання змін масового потоку прокатуваної штаби і швидкості натягнення штаби, що залежить від них, а також для регулювання натягування штаби, зокрема, в ті моменти часу, в які змінюється прискорення штаби при зміні профілю товщини штаби. 11. Прокатний стан за п. 10, який відрізняється тим, що призначений для рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування металевої штаби, зокрема зі сталі. 12. Спосіб намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), при якому під час намотування штаби в рулон на намотувану штабу (3) наносять матеріал, що деформується, причому матеріал, що деформується, наносять на поверхню штаби (3) з сопел або за допомогою щонайменше однієї раклі, який відрізняється тим, що за допомогою щонайменше одного притискного пристрою прикладають притискний тиск на рулон (2) для стискання рулону і деформування введеного матеріалу. 13. Спосіб за п. 12, який відрізняється тим, що призначений для рівної або забезпеченої контурами, отриманої методом змінюваного прокатування і/або сортового прокатування металевої штаби, зокрема зі сталі. 14. Спосіб за п. 12, який відрізняється тим, що матеріал, що деформується, наносять на металеву штабу (3) з товщиною, яка більше, ніж відхилення товщини металевої штаби (3), потім до відповідно крайнього верхнього кінця рулону (2) прикладають зусилля, зокрема, за 5 UA 101431 C2 5 10 допомогою валика (24), для стискання матеріалу таким чином, щоб утворився щонайменше по суті циліндричний складений рулон (2) з металевої штаби (3) і матеріалу. 15. Спосіб за п. 12, який відрізняється тим, що матеріал доводять до набухання або спінювання шляхом додавання додаткового матеріалу незадовго до нанесення або під час нанесення. 16. Спосіб за п. 12, який відрізняється тим, що матеріал доводять до набухання і/або спінювання і/або тверднення шляхом опромінювання, зокрема, незадовго до нанесення або під час нанесення. 17. Спосіб за будь-яким із пп. 12-16, який відрізняється тим, що як притискний пристрій використовують валик (24). Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for winding band having variable band thickness, particularly metal band
Автори англійськоюRose, Heinrich, Zielenbach, Michael
Назва патенту російськоюУстройство и способ для намотки полосы с изменяемой толщиной полосы, в частности, металлической полосы
Автори російськоюРезе Хайнрих, Циленбах Михаэль
МПК / Мітки
МПК: B21C 47/00, B21C 47/04, B65H 39/00, B21C 47/26, B65H 35/00
Мітки: товщиною, зокрема, намотування, змінюваною, пристрій, металевої, штаби, спосіб
Код посилання
<a href="https://ua.patents.su/8-101431-pristrijj-i-sposib-dlya-namotuvannya-shtabi-zi-zminyuvanoyu-tovshhinoyu-shtabi-zokrema-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для намотування штаби зі змінюваною товщиною штаби, зокрема металевої штаби</a>
Спосіб і пристрій для намотування металевої штаби
Номер патенту: 99535
Опубліковано: 27.08.2012
Автори: Кіппінг Маттіас, Франц Рольф
МПК: B65H 75/00, B21C 47/30
Мітки: металевої, пристрій, намотування, штаби, спосіб
Формула / Реферат:
1. Спосіб намотування металевої штаби (110) на намотувальний барабан (100), що містить тіло (119) барабана, множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана, і множину гідравлічних циліндрів (116), за допомогою яких сегменти (115) переміщуються в радіальному напрямку, який відрізняється тим, що кожен циліндр (116) з множини циліндрів регулюють...
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Боймер Клаус, Гінсберг Клаус, Тушхофф Маттіас
МПК: B21C 47/28, B21C 47/00, B21C 47/24
Мітки: гаряче, стрічки, спосіб, стальної, холоднокатаної, пристрій, металевої, зокрема, намотування, варіанти, тонкої
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Осокін Анатолій Андрійович, Тіщенко Андрій Миколайович, Білобров Юрій Миколайович, Єршов Валентин Олександрович
МПК: B21C 47/02
Мітки: намотування, спосіб, моталки, штаби, печі, барабан
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Пристрій для розмотування рулонів металевої штаби
Номер патенту: 75088
Опубліковано: 26.11.2012
Автори: Алдохін Деніс Володимирович, Євгиненко Ігор Олександрович, Гриценко Сергій Анатолійович, Россомаха Валерій Володимирович
МПК: B21C 47/18, B21C 47/32
Мітки: пристрій, штаби, розмотування, металевої, рулонів
Формула / Реферат:
1. Пристрій для розмотування рулонів металевої штаби, що містить установлену в підшипникових опорах станини порожнисту приводну гільзу, у якій, з можливістю зворотно-поступального переміщення, встановлений вал, на консольній частині якого розміщений розтискний барабан у вигляді радіально рухливих сегментів і механізм утримання витків у рулоні від сповзання, який відрізняється тим, що механізм утримання витків у рулоні від сповзання виконаний...
Пристрій для намотування і розмотування катаних штаб
Номер патенту: 93075
Опубліковано: 10.01.2011
Автори: Бойтер Маттіас, Ельс Бернхард
МПК: B21C 47/02, B21C 47/24
Мітки: пристрій, намотування, штаб, розмотування, катаних
Формула / Реферат:
Пристрій для намотування і розмотування катаних штаб (WB), що виходять з прокатного стана (WS), виконаний з можливістю введення катаної штаби (WB), що виходить з прокатного стана (WS), за допомогою блока згинальних валків (BR) в камеру (WK) намотування, що містить роликову пару (RP), яка приводиться в обертальний рух, намотування в рулон (B) з подальшим встановленням рулону на рольганг (GR), його розмотування при зміні напрямку обертання...
Попередній патент: Спосіб очищення води та апарат для його здійснення
Наступний патент: Верстат для різання функціонально орієнтованих матеріалів методами струминної обробки
Випадковий патент: Спосіб прогнозування зрощення перелому