Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Осокін Анатолій Андрійович, Тіщенко Андрій Миколайович, Єршов Валентин Олександрович, Білобров Юрій Миколайович
Формула / Реферат
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Текст
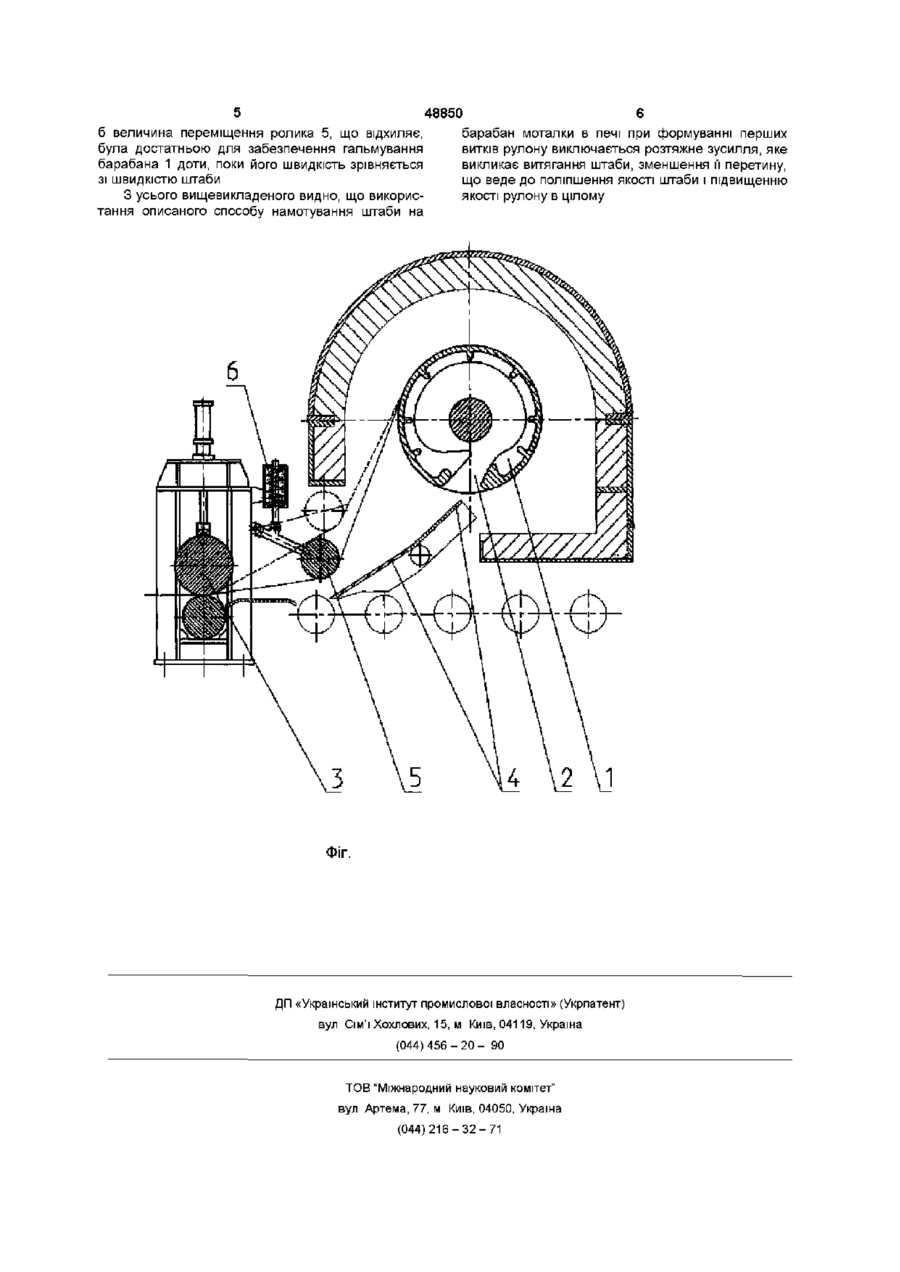
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до и контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ДІЛЯНЦІ МІЖ задавальними роликами і барабаном моталки, переміщаючи ролик, що відхиляє неспинно зі швидкістю прокатки, то для запобігання забурювання штаби бічні ЛІНІЙКИ розсовують, а простір, що утворився між ними, заповнює штаба у формі петлі, що сформувалася Далі барабан розганяють до повного вибору петель штаби, при цьому швидкість барабана перевищує швидкість прокатки, тобто швидкість штаби Після вибору петель штабового матеріалу і виникнення натягу штаби між задавальними роликами і барабаном, гальмують барабан моталки до вирівнювання його швидкості зі швидкістю штаби Слід зазначити, що від початку гальмування барабана і до зменшення його швидкості до швидкості прокатки ділянка штаби, що змотується, від натягу між роликами і барабаном моталки стає тоншою через різницю швидкостей барабана і швидкості прокатки Це знижує якість ділянки штаби, змотаного під час гальмування барабана і рулону штабового матеріалу в цілому Використовуючи такий спосіб намотування при формуванні рулонів зі штаби необхідно перед задачею в проріз барабана моталки повернути штабу на 90 градусів Для здійснення повороту штаби необхідно передбачити додаткове устаткування в стані з моталками в печах, що приведе до ускладнення конструкції стану Таким чином, недоліком описаного способу змотування штаби є незадовільна якість рулону штабового матеріалу і складність конструкції стану з моталками в печах Відомий так само інший спосіб намотування штаби на барабан моталки в печі, описаний у книзі А А Корольова «Механічне устаткування прокат О ю 00 00 48850 них і трубних цехів», М , Металургія, 1987,с 303 305, найбільш близький до способу намотування, що заявляється, і прийнятий у якості прототипу Для реалізації цього способу намотування штаби на барабан моталки в печі стан обладнаний реверсивною кліттю 3 кожного боку КЛІТІ встановлені ролики, що відхиляють штабу, які вони мають привод обертання, і виконані аналогічно конструкції, приведеній у авторському посвідченні № 421394 В21С 47/26, і проводки, а також моталки в печах, обладнані барабаном із прорізом для заходу штаби У порівнянні з описаним станом у прототипі відсутнє устаткування для повороту штаби, що робить стан у цілому більш простим Після обтиснення штаби у валках реверсивної КЛІТІ вона направляється зі швидкістю прокатки задавальними роликами, проходячи між проводками і роликом, що відхиляє, у проріз нерухомого барабана моталки в печі Після чого барабан приводиться в обертання Тому що неможливо миттєво збільшити швидкість барабана моталки, штаба, подавана зі швидкістю прокатки, буде складатися петлями Після перевищення швидкості барабана над швидкістю штаби петлі вибираються, виникає натяг штаби між задавальними роликами і барабаном, при цьому штаба торкається ролика, що відхиляє Потім гальмують барабан, зменшуючи його швидкість до швидкості штаби Весь період гальмування на штабу з боку барабана діє більше зусилля, ніж з боку задавальних роликів, що приводить до витягання штаби, тобто зменшенню товщини і погіршенню якості рулону штабового матеріалу в цілому Недоліком прототипу є низька якість рулону штабового матеріалу До основи винаходу поставлена задача підвищення якості рулону штабового матеріалу Задача підвищення якості рулонів штабового матеріалу вирішується за рахунок технічного результату, який полягає в зменшенні розтягуючого зусилля, що впливає на смугу з боку барабана моталки під час його гальмування в початковий період змотування штаби Для досягнення вищевказаного технічного результату в способі намотування штаби на барабан моталки, який складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до и контакту з роликом, що відхиляє, ВІДПОВІДНО З винаходом після згаданого контакту здійснюють підйом штаби на ДІЛЯНЦІ МІЖ задавальними роликами і барабаном моталки в печі, переміщаючи ролик, що відхиляє У результаті порівняльного аналізу пропонованого способу намотування штаби на барабан моталки в печі, встановлено, що вони мають загальні ознаки (операції} - подача штаби задавальними роликами у проріз барабана моталки, - розгін барабана з наступним натягом штаби до м контакту з роликом, що відхиляє, і ВІДМІННІ ознаки - після контакту штаби з роликом, що відхиляє, здійснюють підйом штаби на ДІЛЯНЦІ МІЖ задавальними роликами і барабаном моталки, перемі щаючи ролик, що відхиляє Таким чином, спосіб намотування штаби на барабан моталки, що заявляється, має нову операцію і нову ПОСЛІДОВНІСТЬ операцій Між сукупністю ВІДМІННИХ ознак і технічним результатом, що досягається, існує причиннонаслідковий зв'язок Завдяки підйому штаби за рахунок переміщення ролика, що відхиляє, стало можливим зменшити стрілу прогину штаби на ДІЛЯНЦІ МІЖ задавальними роликами і барабаном моталки, зменшивши тим самим розтяжне зусилля, прикладене до штаби, яке викликає витягання штаби, що поліпшує якість штаби і рулону штабового матеріалу в цілому Виключення з вищевикладеної сукупності істотних ознак хоча б одного не забезпечує досягнення технічного результату Технічне рішення, що заявляється, промислове застосовано і його технологічне і конструктивне виконання не викликає труднощів З використанням рішення, що заявляється, розроблений технічний проект для стану 1500 гарячої прокатки Новоліпецького металургійного комбінату Винахід пояснюється кресленням, на якому зображено пристрій для намотування штаби на барабан моталки в печі Запропонований спосіб намотування штаби на барабан моталки в печі реалізується в пристрої, що складається з барабана 1 із прорізом 2, задавальних роликів 3, проводок 4, розташованих за роликами 3, а також ролика 5, що відхиляє Ролик 5 оснащений приводом обертання і зчленований з рухливим елементом перемінної довжини 6, який може бути виконаний, наприклад, у вигляді пружної пружини стиску, або гідроциліндра, поршень якого зчленований з роликом, і таке інше У даному випадку віддана перевага пружиш стиску, як більш простому варіанту в порівнянні з гідроциліндром Реалізується спосіб намотування штаби на барабан моталки в печі наступним чином Штаба (зображена тонко) після прокатки в КЛІТІ направляється через задавальні ролики 3 до моталки в печі При цьому барабан 1 зупинений так, що його проріз 2 розташований назустріч штабі Штаба входить у проріз 2 і барабан 1 приводять в обертання, і одночасно з вигином переднього кінця штаби відбувається м намотування на барабан 1 Через те, що штаба подається на швидкості в нерухомий барабан, що починає обертання тільки після розміщення переднього кінця штаби в його прорізу 2, штаба набігає на барабан 1, утворює петлі, розташовані між барабаном 1 і роликом 5, що відхиляє Для вибору петель, що утворилися, розганяють барабан 1 до швидкості, яка перевищує швидкість задачі штаби Після вибору петлі і появи натягу штаби, остання піднімається над проводками 4 до контакту з поверхнею ролика 5, що відхиляє Після ЧОГО подається команда датчиком блоку керування на гальмування барабана 1 У процесі гальмування барабана 1 складова натягу, яка впливає на ролик, що відхиляє, переміщує його, стискує при цьому зчленовану з ним пружину 6 Хід пружини 6 розраховується таким чином, що 48850 б величина переміщення ролика 5, що відхиляє, була достатньою для забезпечення гальмування барабана 1 доти, поки його швидкість зрівняється зі швидкістю штаби З усього вищевикладеного видно, що використання описаного способу намотування штаби на барабан моталки в печі при формуванні перших витків рулону виключається розтяжне зусилля, яке викликає витягання штаби, зменшення її перетину, що веде до поліпшення якості штаби і підвищенню якості рулону в цілому Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strip winding on coiling block in furnace
Автори англійськоюOsokin Anatolii Andriiovych, Bilobrov Yurii Mykolaiovych, Yershov Valentyn Oleksandrovych, Tischenko Andrii Mykolaiovych
Назва патенту російськоюСпособ наматывания полосы на барабан моталки в печи
Автори російськоюОсокин Анатолий Андреевич, Билобров Юрий Николаевич, Ершов Валентин Александрович, Тищенко Андрей Николаевич
МПК / Мітки
МПК: B21C 47/02
Мітки: моталки, спосіб, печі, барабан, штаби, намотування
Код посилання
<a href="https://ua.patents.su/3-48850-sposib-namotuvannya-shtabi-na-baraban-motalki-v-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб намотування штаби на барабан моталки в печі</a>
Барабан моталки гарячої штаби
Номер патенту: 31282
Опубліковано: 15.12.2000
Автори: Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/28
Мітки: гарячої, штаби, моталки, барабан
Текст:
...виступами, входячими у кільцеві ви точки втулок, - підпори виконані з похилими поверхнями і виступами , - вставки виконані з двох частин:штовхача та захвата,взаємодіючих по площені, перпендикулярній осі барабана, - поверхня штовхача, контактуюча з підпором приводної штанги, ви конана суцільною, а довжина штовхача - не менше половини довжини під пору. Таким чином запропоноване рішення має нові форми виконання елементів. Між сукупністю...
Барабан моталки гарячої штаби
Номер патенту: 27942
Опубліковано: 16.10.2000
Автори: Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/28
Мітки: моталки, гарячої, барабан, штаби
Текст:
...Т-образными пазами, полый крестообразный вал с Т-образными выступами, расположенную в полости крестообразного вала приводную штангу, соединительные звенья, расположенные между секторами и приводной штангой, и отличительные признаки соединительные звенья выполнены в виде вставок трапецеидальной формы, вставки оснащены Т-образными выступами, располагающимися в Т-образных пазах секторов, вставки выполнены с противоположной стороны с наклонными...
Барабан моталки

Номер патенту: 16178
Опубліковано: 29.08.1997
Автори: Калашніков Анатолій Олександрович, Булгаков Євген Григорович
МПК: B21C 47/28
Формула / Реферат:
1. Барабан моталки, содержащий полую гильзу, размещенный в последней вал, охватывающие вал сегменты с продольными ребрами, узел связи сегментов с гильзой, а также узлы связи сегментов с валом, включающие каждый установленные на валу и сегментах скалки и шарнирно сочлененные с ними пары серег, размещенных в пазах вала, отличающийся тем, что, с целью повышения надежности, узел связи сегментов с полой гильзой выполнен в виде смонтированных на...
Тягнучі ролики моталки гарячої штаби
Номер патенту: 40444
Опубліковано: 16.07.2001
Автори: Єршов Валентин Олександрович, Філь Андрій Васильович, Осокін Анатолій Андрійович
МПК: B21C 47/34
Мітки: штаби, моталки, тягнучі, гарячої, ролики
Формула / Реферат:
1. Тягнучі ролики моталки гарячої штаби, до складу яких входять ролики, що встановлені у станині, розміщеній на фундаментній плиті, які відрізняються тим, що обладнані шарнірно сполученим зі станиною механізмом її переміщення та схемою його керування, а також вертикальною віссю, один торець якої жорстко прикріплено до фундаментної плити, а у станині виконано відповідний отвір, при цьому станину і фундаментну плиту відповідно оснащено...
Захльостувач полоси на барабан моталки

Номер патенту: 16174
Опубліковано: 29.08.1997
Автори: Шевченко Валентин Михайлович, Володін Олександр Валентинович, Донченко Анатолій Григорович, Роговець Дмитро Порфірійович
МПК: B21C 47/34
Мітки: полоси, моталки, барабан, захльостувач
Формула / Реферат:
Захлестыватель полосы на барабан моталки, содержащий корпус, подвижную относительно корпуса проводку с направляющей поверхностью для полосы, а также двуплечие коромысла с пальцами и формирующими роликами на последних, отличающийся тем, что, с целью повышения надежности, он снабжен улавливателем полосы, выполненным в виде закрепленного на корпусе копира, шарнирно сочлененной с проводкой гильзы, размещенного внутри последней и...
Попередній патент: Спосіб виділення днк/рнк із біологічного матеріалу
Випадковий патент: Спосіб формування анастомозу кінець в кінець