Металеве волокно з фаскою на кромці, яка проходить в поздовжньому напрямку волокна
Формула / Реферат
1. Металеве волокно із зовнішніми поверхнями волокна, спрямованими по суті під прямим кутом одне до одного, а також із зігнутими під кутом кінцями у вигляді скоби, для стабілізації, зміцнення або закріплення матеріалів, таких як, наприклад, бетон, деревина і т. п., яке відрізняється тим, що кромки (2) волокна, що утворені зовнішніми поверхнями (1) металевого волокна і проходять в поздовжньому напрямку волокна, виконані по типу фаски у вигляді граней (4), нахилених до зовнішніх поверхонь (1) волокна, причому ці грані (4) мають виступи, які утворюють анкерні головки (3) відносно стабілізованих, зміцнюваних або закріплюваних матеріалів.
2. Металеве волокно за п. 1, яке відрізняється тим, що анкерні головки (3) в області граней (4) утворюють анкерні похилі поверхні (3.1, 3.2), які збільшують поперечний переріз волокна, причому поперечний переріз волокна в області вершини анкерних головок (3) має по суті прямокутну форму.
3. Металеве волокно за п. 2, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) спрямовані під кутом 10-60° відносно поздовжнього напрямку волокна.
4. Металеве волокно за п. 2, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) спрямовані під кутом 15-30° відносно поздовжнього напрямку волокна.
5. Металеве волокно за одним з пп. 1-4, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) анкерної головки (3) встановлені осесиметрично і симетрично відносно вершини анкерної головки (3), тобто під однаковим кутом.
6. Металеве волокно за одним з пп. 1-4, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) анкерної головки (3) встановлені асиметрично, тобто під різними кутами, причому анкерна похила поверхня (3.1) переважно повернута у бік розташованого ближче до неї кінця металевого волокна під меншим кутом.
7. Металеве волокно за одним з пп. 1-6, яке відрізняється тим, що грані (4) прилягають до зовнішньої поверхні (1) волокна під кутом 30-60°.
8. Металеве волокно за одним з пп. 1-6, яке відрізняється тим, що грані (4) прилягають до зовнішньої поверхні волокна під кутом 45°.
9. Металеве волокно за одним з пп. 1-8, яке відрізняється тим, що ширина зовнішньої поверхні (1) волокна в області між анкерними головками (3) становить приблизно 33 % від товщини або ширини волокна.
10. Металеве волокно за одним з пп. 1-9, яке відрізняється тим, що воно залежно від мети застосування виготовлене з вихідного матеріалу від пластичного до високоміцного.
11. Металеве волокно за одним з пп. 1-10, яке відрізняється тим, що воно виготовлене з штабового матеріалу за допомогою процесу з використанням формуючого валка з жолобками і роздільного процесу з правильним процесом, що передує при необхідності останньому.
12. Металеве волокно за одним з пп. 1-11, яке відрізняється тим, що анкерні головки (3) виконані тільки попарно, не на всіх гранях (4).
13. Металеве волокно за одним з пп. 1-11, яке відрізняється тим, що у варіанті виконання у вигляді скоби анкерні головки (3) виконані тільки на двох гранях (4), прилеглих до зовнішньої поверхні (1) волокна, причому кінці зігнуті в скобу таким чином, що анкерні головки (3) протистоять одна одній з внутрішньої сторони скоби.
Текст
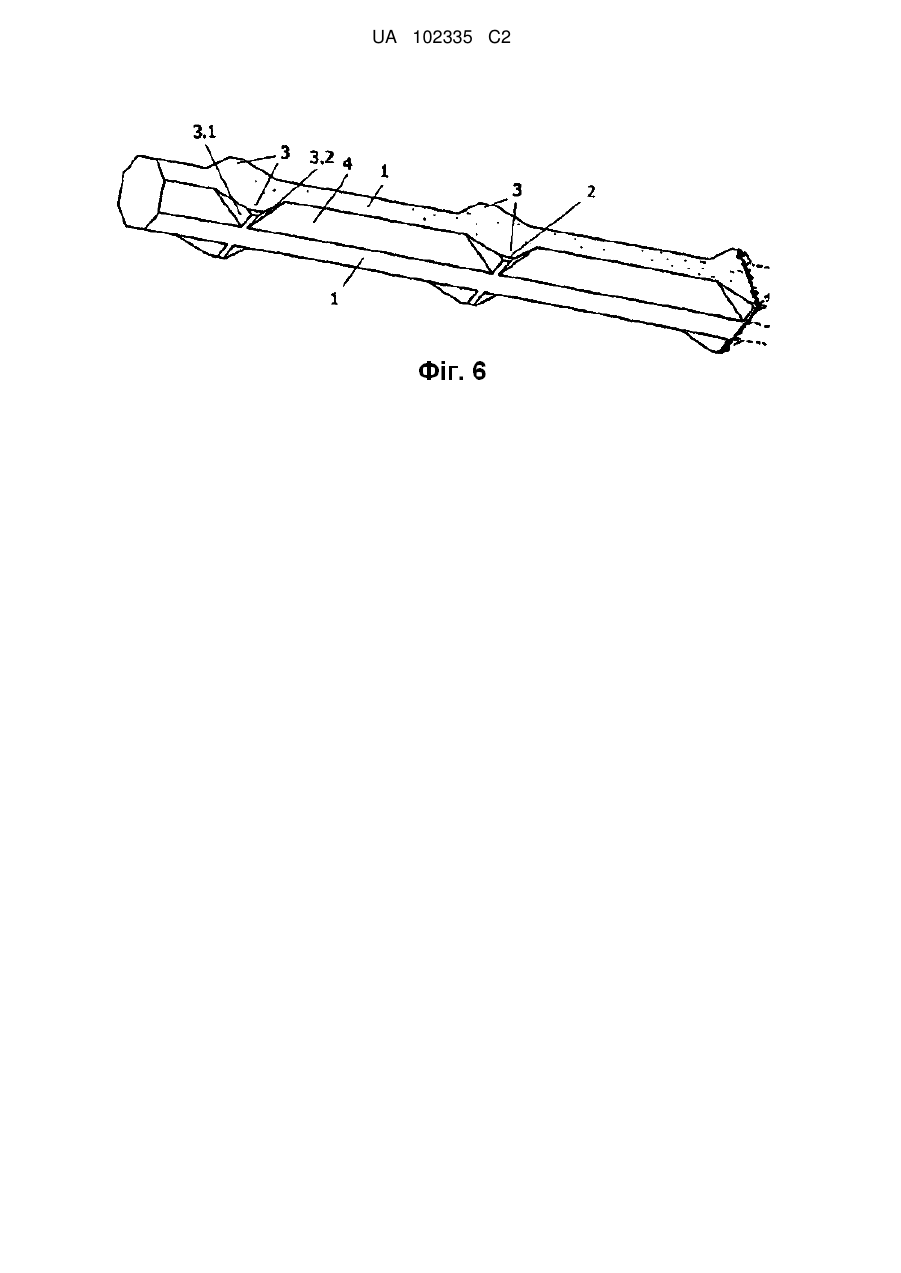
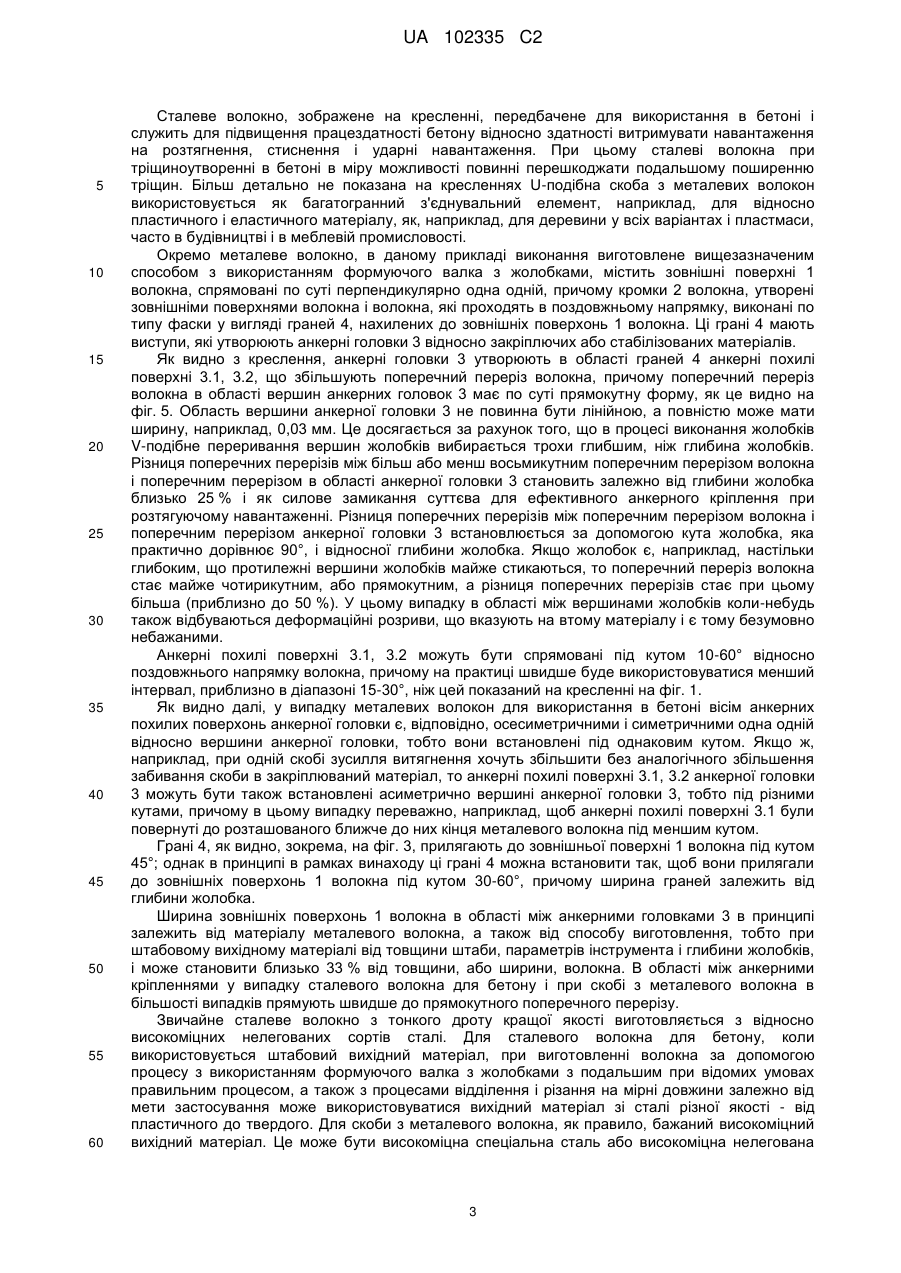
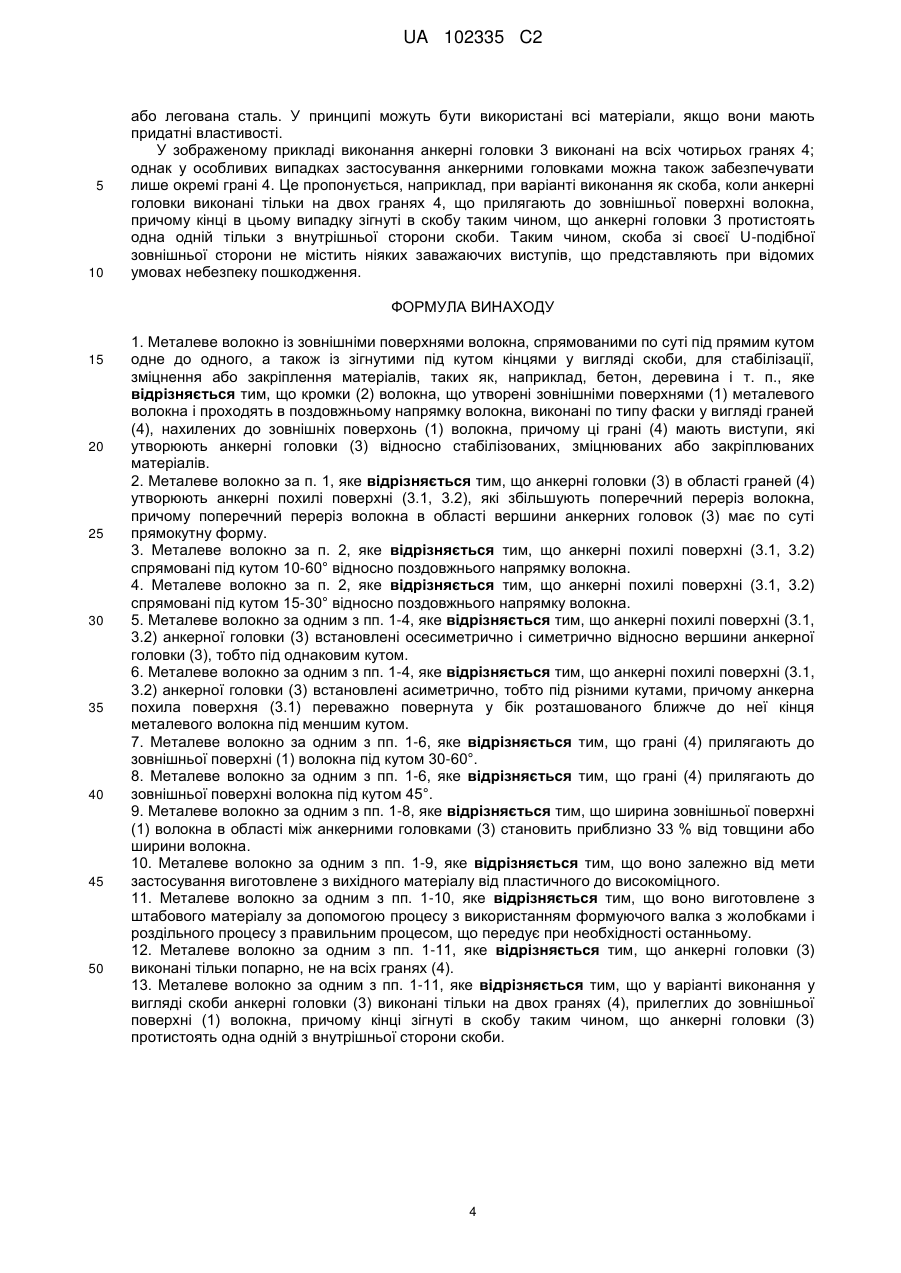
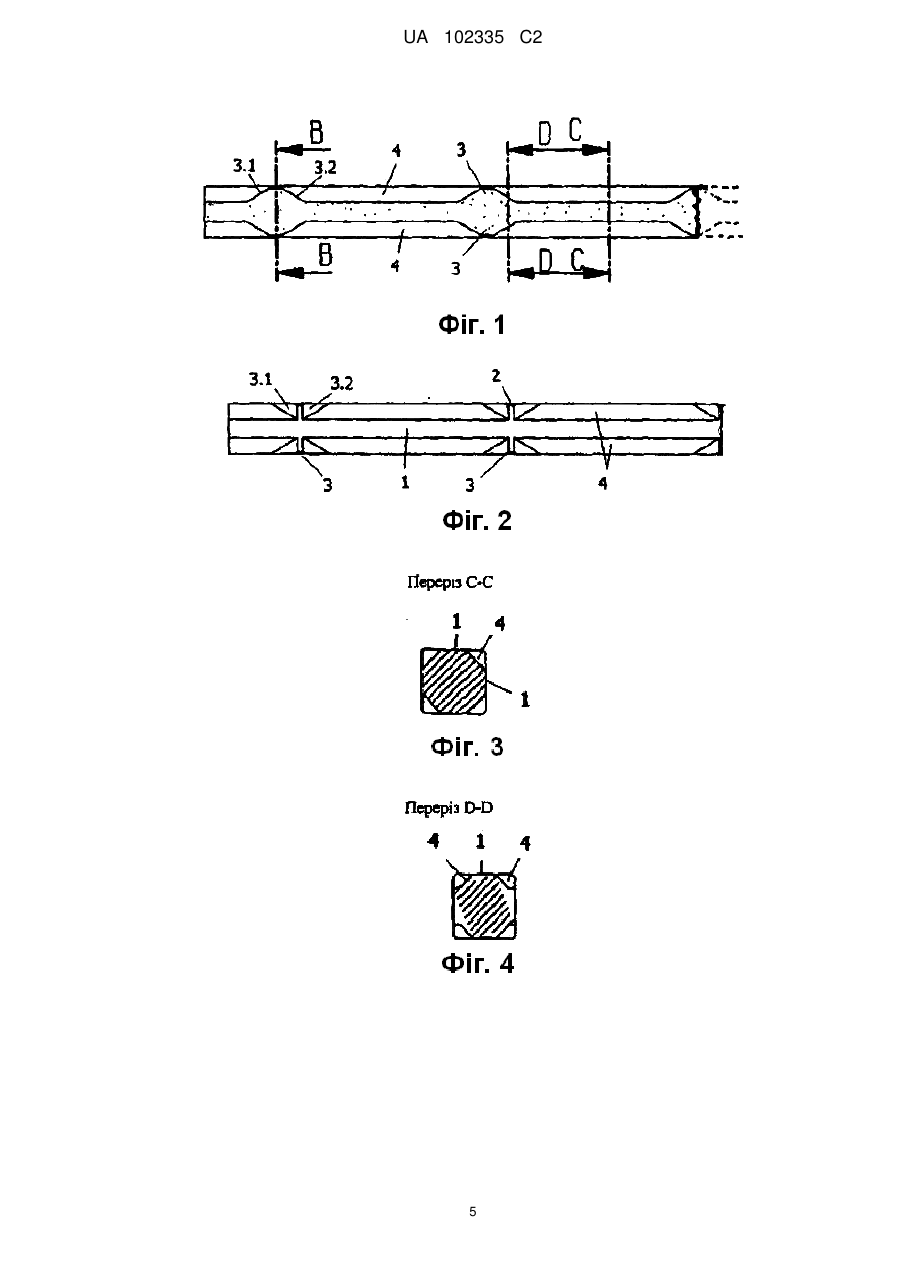
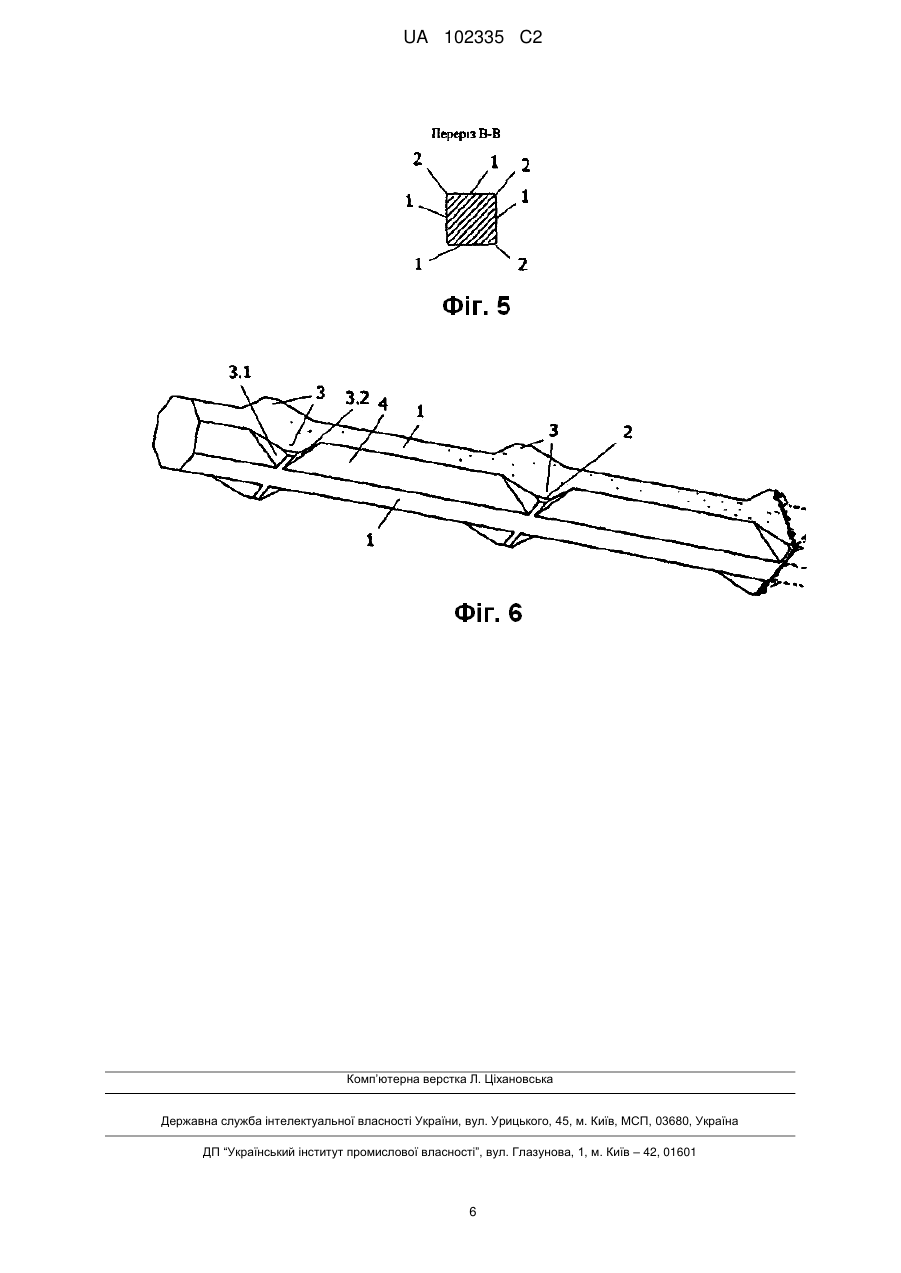
Реферат: Металеве волокно має зовнішні поверхні (1) волокна, спрямовані по суті під прямим кутом один до одного, забезпечене зігнутими кінцями у вигляді скоби. Воно служить для стабілізації, зміцнення або закріплення матеріалів, таких як бетон, деревина і т. п. Для збільшення опорності розтягувальному навантаженню кромки (2) волокна, що утворені зовнішніми поверхнями (1) металевого волокна і, які проходять в поздовжньому напрямку волокна, виконані по типу фаски у вигляді граней (4), похилих до зовнішніх поверхонь (1) волокна. Ці грані (4) мають виступи, які утворюють анкерні головки (3) відносно стабілізованих, зміцнюваних або закріплюваних матеріалів. UA 102335 C2 (12) UA 102335 C2 UA 102335 C2 5 10 15 20 25 30 35 40 45 50 55 60 Опис Винахід стосується металевого волокна із зовнішніми поверхнями волокна, спрямованими по суті під прямим кутом один до одного, а також із зігнутими під кутом кінцями у вигляді скоби для стабілізації, зміцнення або закріплення матеріалів, таких як бетон, деревина і т. п. Такі металеві волокна в прямому виконанні використовуються, наприклад, для підвищення працездатності бетону відносно здатності витримувати навантаження при розтягненні, стисненні і ударні навантаження як добавка до бетону, завдяки чому можна перешкодити, наприклад, тому, щоб тріщина, яка утворилася в бетоні не розповзалася далі в результаті подальшого збільшення. Металеві волокна з розташованими під кутом, тобто U-подібними кінцями у вигляді скоб використовуються як з'єднувальний елемент в пластичних і еластичних матеріалах, тобто, наприклад, в самому широкому значенні в галузі деревини, в будівельній і меблевій промисловості, а також в галузі пластмас. У всіх цих застосуваннях, як правило, бажано впливати на формування металевих волокон таким чином, щоб вони були здатні сприймати розтягуючі зусилля з боку оточуючих їх матеріалів. У випадку металевих волокон для використання в бетоні, що виконуються звичайно у вигляді сталевих волокон з тонкого дроту, прийнято, наприклад, утворювати на кінцях волокна вигини, причому помічено, що через це розтягуючі зусилля, що сприймаються, відносно обмежені, оскільки сталеве волокно з тонкого дроту під дією розтягуючого навантаження змінює свою гакоподібну форму, тобто може бути витягнуте через утворений ним канал. Завдяки гакоподібній формі на обох кінцях сталевого волокна з дроту в принципі поліпшується лише фрикційне з'єднання між волокном і бетоном. У випадку скоб, що обробляються, наприклад, за допомогою електричних скобозабивачів і наклеєних для цього в більшості випадків у вигляді стрижнів, таке формування навряд чи можливе, так що тут для створення достатніх сил тертя з боку оточуючого скобу матеріалу, перешкоджаючих легкому витягненню скоби, весь час доводиться працювати зі скобами з відносно довгими ніжками. У зв'язку з цим в основу винаходу поставлена задача удосконалення металевих волокон обох типів волокна вищезазначеного типу в тому значенні, щоб вони в порівнянні з оточуючим матеріалом при однаковій довжині мали значно більшу опірність розтягуючому навантаженню в поздовжньому напрямку. Це удосконалення можливе в рамках нового способу виготовлення без великих додаткових витрат. Ця задача згідно з винаходом вирішується за рахунок того, що кромки волокна, утворені зовнішніми поверхнями металевого волокна і волокна, які проходять в поздовжньому напрямку, виконані по типу фаски у вигляді граней, нахилених до зовнішніх поверхонь волокна, і що ці грані мають виступи, які утворюють анкерні головки відносно стабілізованих або зміцнюваних, відповідно, закріплюваних матеріалів. Перевага, досягнута завдяки винаходу, по суті полягає в тому, що ці анкерні головки, яких в поздовжньому напрямку металевого волокна може бути передбачена множина, при розтягуючому навантаженні утворюють фрикційні зусилля відносно оточуючого матеріалу окремо, так що при однаковій довжині волокон в сукупності досягається значно більша навантажувальна здатність. У переважному варіанті виконання винаходу передбачено, щоб анкерні головки в області граней утворювали анкерні похилі поверхні, що збільшують поперечний переріз волокна, причому щоб поперечний переріз волокна в області вершини анкерних головок по суті мав прямокутну форму. Крім того, при цьому виявилося переважно, щоб анкерні похилі поверхні розташовувалися під кутом 10-60° відносно поздовжнього напрямку волокна і - при виготовленні зі штабового матеріалу - з нахилом в напрямку оточуючої поверхні вихідного штабового матеріалу. При цьому особливо сприятливо, щоб анкерні похилі поверхні при цьому були спрямовані під кутом 15-30° відносно поздовжнього напрямку волокна, що використовується в бетоні. Звичайно металевому волокну - особливо прямому сталевому волокну, що використовується в бетоні - надають таку форму, щоб вісім анкерних похилих поверхонь анкерної головки були встановлені осесиметрично і симетрично відносно вершини анкерної головки, тобто під однаковим кутом. У випадку скоби з металевого волокна для збільшення фрикційних зусиль щонайменше в одному напрямку без послаблення при цьому самих анкерних головок пропонується також розташовувати анкерні похилі поверхні анкерної головки асиметрично відносно вершини анкерної головки, тобто під нерівними кутами, причому в цьому випадку анкерна похила поверхня переважним чином повернута до розташованого ближче до неї кінця металевого волокна в напрямку забивання під меншим кутом. 1 UA 102335 C2 5 10 15 20 25 30 35 40 45 50 55 60 Грані в рамках винаходу прилягають до зовнішньої поверхні волокна під кутом 30-60°. Звичайно орієнтування здійснюється таким чином, щоб грані прилягали до зовнішньої поверхні волокна під кутом 45°. Якщо виготовлення металевих волокон здійснюється зі штабового матеріалу за допомогою процесу з використанням формуючого валка з жолобками, то зовнішні поверхні волокна утворені двічі поверхнею штаби і двічі поверхнею зламу. Крім того, виправдало себе формування такого типу, при якому ширина зовнішньої поверхні волокна в області між анкерними головками становить приблизно 33 % від товщини, або ширини, волокна. Таким чином, між анкерними головками сталевого волокна для бетону виходить приблизно восьмикутний поперечний переріз. Загальним правилом при цьому є те, що металеве волокно, якщо його розглядати в поздовжньому напрямку, зокрема, може змінювати свої геометричні властивості. Так, наприклад, анкерні головки можуть відрізнятися одна від одної за формою і розміром; грані між двома відповідними анкерними головками також можуть бути по-різному відформовані по ширині і кутовому положенню, причому навіть відстань між окремими анкерними головками може вибиратися як еквідистантною, так і періодично або вільно змінною. Вихідний матеріал для металевого волокна відносно міцності матеріалу і твердості може вибиратися відповідно до мети його застосування; тому як вихідний матеріал розглядається весь спектр міцності від пластичного до твердого. Для сталевого волокна при використанні в бетоні швидше підходить нижня частина спектра, а для скоби з металевого волокна - верхня частина спектра міцності аж до найвищої. Як вихідний матеріал для виготовлення металевого волокна в принципі розглядаються всі відповідні вихідні форми. Для цього може бути використаний також звичайний сталевий дріт. Однак переважним з точки зору простоти і дешевизни способу виготовлення є виробництво за допомогою процесу з використанням формуючого валка з жолобками при відомих умовах з подальшим правильним процесом перед процесом розділення. Після того як сталеві волокна для використання в бетоні виготовлені з вихідного матеріалу за допомогою процесу з використанням формуючого валка з жолобками, утворена таким чином штаба зі сталевого волокна потім розділяється. Анкерні кріплення виходять за допомогою V-подібних переривань вершин жолобків формуючого валка з жолобками. Формування клиноподібних анкерних кріплень відбувається, з одного боку, за допомогою V-подібних кутів переривань і вибраної глибини цих V-подібних переривань відносно глибини жолобка. V-подібний кут задає на продукті кут анкерного клина. За допомогою глибини жолобка і глибини V-подібних переривань формується розмір анкерного кріплення. Якщо, наприклад, V-подібне переривання виконується глибше наміченої глибини жолобка, то вершина анкерної головки стає ширшою. V-подібні переривання, як правило, вишліфовуються в прокатному інструменті паралельно осі прокатного інструмента на бажаній відстані від анкерних кріплень. Якщо це буде здаватися корисним, Vподібні переривання можуть вишліфовуватися спіралеподібно. Розділення штаб сталевих волокон в сталеві волокна може здійснюватися за допомогою процесу різання, що відповідає дну відповідного жолобка, причому в результаті звичайного процесу різання анкерні кріплення відносно сильно деформуються. Тому рекомендується готувати процес розділення за допомогою правильного процесу, з надрізом анкерних головок на одній лінії з окремими днищами жолобків. Потім сталеві волокна потрібно відрізати на бажану довжину сталевого волокна. У випадку скоби зі сталевого волокна з анкерним кріпленням потрібно застосовувати спосіб згідно з DE 102008034250. Звичайно анкерні головки встановлюються на всіх чотирьох гранях і - відносно поздовжнього напрямку волокна - на відповідній однаковій висоті. Однак точно так само існує можливість виконання анкерних головок на відстанях, що змінюються між ними або ж тільки попарного виконання на гранях верхньої і нижньої сторін штаби. Останнє, зокрема, рекомендується тоді, коли металеве волокно формується в скобу, причому в цьому випадку анкерні головки виконуються тільки на двох гранях, прилеглих до зовнішньої поверхні волокна, причому кінці в цьому випадку згинаються в скобу під кутом таким чином, що анкерні головки з внутрішньої сторони скоби розташовуються одна проти одної. Нижче винахід більш детально пояснюється на прикладі виконання сталевого волокна для бетону, зображеному на кресленнях, де Фіг. 1 зображує фрагментарно вигляд збоку металевого волокна згідно з винаходом, Фіг. 2 - вигляд зверху предмета винаходу на фіг. 1, Фіг. 3 - розріз предмета винаходу на фіг. 1 по лінії С-С, Фіг. 4 - розріз предмета винаходу на фіг. 1 по лінії D-D. Фіг. 5 - розріз предмета винаходу на фіг. 1 по лінії В-В, Фіг. 6 - металеве волокно в перспективі. 2 UA 102335 C2 5 10 15 20 25 30 35 40 45 50 55 60 Сталеве волокно, зображене на кресленні, передбачене для використання в бетоні і служить для підвищення працездатності бетону відносно здатності витримувати навантаження на розтягнення, стиснення і ударні навантаження. При цьому сталеві волокна при тріщиноутворенні в бетоні в міру можливості повинні перешкоджати подальшому поширенню тріщин. Більш детально не показана на кресленнях U-подібна скоба з металевих волокон використовується як багатогранний з'єднувальний елемент, наприклад, для відносно пластичного і еластичного матеріалу, як, наприклад, для деревини у всіх варіантах і пластмаси, часто в будівництві і в меблевій промисловості. Окремо металеве волокно, в даному прикладі виконання виготовлене вищезазначеним способом з використанням формуючого валка з жолобками, містить зовнішні поверхні 1 волокна, спрямовані по суті перпендикулярно одна одній, причому кромки 2 волокна, утворені зовнішніми поверхнями волокна і волокна, які проходять в поздовжньому напрямку, виконані по типу фаски у вигляді граней 4, нахилених до зовнішніх поверхонь 1 волокна. Ці грані 4 мають виступи, які утворюють анкерні головки 3 відносно закріплючих або стабілізованих матеріалів. Як видно з креслення, анкерні головки 3 утворюють в області граней 4 анкерні похилі поверхні 3.1, 3.2, що збільшують поперечний переріз волокна, причому поперечний переріз волокна в області вершин анкерних головок 3 має по суті прямокутну форму, як це видно на фіг. 5. Область вершини анкерної головки 3 не повинна бути лінійною, а повністю може мати ширину, наприклад, 0,03 мм. Це досягається за рахунок того, що в процесі виконання жолобків V-подібне переривання вершин жолобків вибирається трохи глибшим, ніж глибина жолобків. Різниця поперечних перерізів між більш або менш восьмикутним поперечним перерізом волокна і поперечним перерізом в області анкерної головки 3 становить залежно від глибини жолобка близько 25 % і як силове замикання суттєва для ефективного анкерного кріплення при розтягуючому навантаженні. Різниця поперечних перерізів між поперечним перерізом волокна і поперечним перерізом анкерної головки 3 встановлюється за допомогою кута жолобка, яка практично дорівнює 90°, і відносної глибини жолобка. Якщо жолобок є, наприклад, настільки глибоким, що протилежні вершини жолобків майже стикаються, то поперечний переріз волокна стає майже чотирикутним, або прямокутним, а різниця поперечних перерізів стає при цьому більша (приблизно до 50 %). У цьому випадку в області між вершинами жолобків коли-небудь також відбуваються деформаційні розриви, що вказують на втому матеріалу і є тому безумовно небажаними. Анкерні похилі поверхні 3.1, 3.2 можуть бути спрямовані під кутом 10-60° відносно поздовжнього напрямку волокна, причому на практиці швидше буде використовуватися менший інтервал, приблизно в діапазоні 15-30°, ніж цей показаний на кресленні на фіг. 1. Як видно далі, у випадку металевих волокон для використання в бетоні вісім анкерних похилих поверхонь анкерної головки є, відповідно, осесиметричними і симетричними одна одній відносно вершини анкерної головки, тобто вони встановлені під однаковим кутом. Якщо ж, наприклад, при одній скобі зусилля витягнення хочуть збільшити без аналогічного збільшення забивання скоби в закріплюваний матеріал, то анкерні похилі поверхні 3.1, 3.2 анкерної головки 3 можуть бути також встановлені асиметрично вершині анкерної головки 3, тобто під різними кутами, причому в цьому випадку переважно, наприклад, щоб анкерні похилі поверхні 3.1 були повернуті до розташованого ближче до них кінця металевого волокна під меншим кутом. Грані 4, як видно, зокрема, на фіг. 3, прилягають до зовнішньої поверхні 1 волокна під кутом 45°; однак в принципі в рамках винаходу ці грані 4 можна встановити так, щоб вони прилягали до зовнішніх поверхонь 1 волокна під кутом 30-60°, причому ширина граней залежить від глибини жолобка. Ширина зовнішніх поверхонь 1 волокна в області між анкерними головками 3 в принципі залежить від матеріалу металевого волокна, а також від способу виготовлення, тобто при штабовому вихідному матеріалі від товщини штаби, параметрів інструмента і глибини жолобків, і може становити близько 33 % від товщини, або ширини, волокна. В області між анкерними кріпленнями у випадку сталевого волокна для бетону і при скобі з металевого волокна в більшості випадків прямують швидше до прямокутного поперечного перерізу. Звичайне сталеве волокно з тонкого дроту кращої якості виготовляється з відносно високоміцних нелегованих сортів сталі. Для сталевого волокна для бетону, коли використовується штабовий вихідний матеріал, при виготовленні волокна за допомогою процесу з використанням формуючого валка з жолобками з подальшим при відомих умовах правильним процесом, а також з процесами відділення і різання на мірні довжини залежно від мети застосування може використовуватися вихідний матеріал зі сталі різної якості - від пластичного до твердого. Для скоби з металевого волокна, як правило, бажаний високоміцний вихідний матеріал. Це може бути високоміцна спеціальна сталь або високоміцна нелегована 3 UA 102335 C2 5 10 або легована сталь. У принципі можуть бути використані всі матеріали, якщо вони мають придатні властивості. У зображеному прикладі виконання анкерні головки 3 виконані на всіх чотирьох гранях 4; однак у особливих випадках застосування анкерними головками можна також забезпечувати лише окремі грані 4. Це пропонується, наприклад, при варіанті виконання як скоба, коли анкерні головки виконані тільки на двох гранях 4, що прилягають до зовнішньої поверхні волокна, причому кінці в цьому випадку зігнуті в скобу таким чином, що анкерні головки 3 протистоять одна одній тільки з внутрішньої сторони скоби. Таким чином, скоба зі своєї U-подібної зовнішньої сторони не містить ніяких заважаючих виступів, що представляють при відомих умовах небезпеку пошкодження. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 1. Металеве волокно із зовнішніми поверхнями волокна, спрямованими по суті під прямим кутом одне до одного, а також із зігнутими під кутом кінцями у вигляді скоби, для стабілізації, зміцнення або закріплення матеріалів, таких як, наприклад, бетон, деревина і т. п., яке відрізняється тим, що кромки (2) волокна, що утворені зовнішніми поверхнями (1) металевого волокна і проходять в поздовжньому напрямку волокна, виконані по типу фаски у вигляді граней (4), нахилених до зовнішніх поверхонь (1) волокна, причому ці грані (4) мають виступи, які утворюють анкерні головки (3) відносно стабілізованих, зміцнюваних або закріплюваних матеріалів. 2. Металеве волокно за п. 1, яке відрізняється тим, що анкерні головки (3) в області граней (4) утворюють анкерні похилі поверхні (3.1, 3.2), які збільшують поперечний переріз волокна, причому поперечний переріз волокна в області вершини анкерних головок (3) має по суті прямокутну форму. 3. Металеве волокно за п. 2, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) спрямовані під кутом 10-60° відносно поздовжнього напрямку волокна. 4. Металеве волокно за п. 2, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) спрямовані під кутом 15-30° відносно поздовжнього напрямку волокна. 5. Металеве волокно за одним з пп. 1-4, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) анкерної головки (3) встановлені осесиметрично і симетрично відносно вершини анкерної головки (3), тобто під однаковим кутом. 6. Металеве волокно за одним з пп. 1-4, яке відрізняється тим, що анкерні похилі поверхні (3.1, 3.2) анкерної головки (3) встановлені асиметрично, тобто під різними кутами, причому анкерна похила поверхня (3.1) переважно повернута у бік розташованого ближче до неї кінця металевого волокна під меншим кутом. 7. Металеве волокно за одним з пп. 1-6, яке відрізняється тим, що грані (4) прилягають до зовнішньої поверхні (1) волокна під кутом 30-60°. 8. Металеве волокно за одним з пп. 1-6, яке відрізняється тим, що грані (4) прилягають до зовнішньої поверхні волокна під кутом 45°. 9. Металеве волокно за одним з пп. 1-8, яке відрізняється тим, що ширина зовнішньої поверхні (1) волокна в області між анкерними головками (3) становить приблизно 33 % від товщини або ширини волокна. 10. Металеве волокно за одним з пп. 1-9, яке відрізняється тим, що воно залежно від мети застосування виготовлене з вихідного матеріалу від пластичного до високоміцного. 11. Металеве волокно за одним з пп. 1-10, яке відрізняється тим, що воно виготовлене з штабового матеріалу за допомогою процесу з використанням формуючого валка з жолобками і роздільного процесу з правильним процесом, що передує при необхідності останньому. 12. Металеве волокно за одним з пп. 1-11, яке відрізняється тим, що анкерні головки (3) виконані тільки попарно, не на всіх гранях (4). 13. Металеве волокно за одним з пп. 1-11, яке відрізняється тим, що у варіанті виконання у вигляді скоби анкерні головки (3) виконані тільки на двох гранях (4), прилеглих до зовнішньої поверхні (1) волокна, причому кінці зігнуті в скобу таким чином, що анкерні головки (3) протистоять одна одній з внутрішньої сторони скоби. 4 UA 102335 C2 5 UA 102335 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMetal fiber having a chamfer in the fiber edge extending in the longitudinal direction of the fiber
Автори англійськоюStahl, Karl-Hermann
Назва патенту російськоюМеталлическое волокно с фаской на кромке, проходящей в продольном направлении волокна
Автори російськоюШталь Карл-Херманн
МПК / Мітки
МПК: E04C 5/07, E04C 5/01, E04C 5/03
Мітки: кромці, фаскою, металеве, напрямку, волокно, поздовжньому, волокна, проходить, яка
Код посилання
<a href="https://ua.patents.su/8-102335-metaleve-volokno-z-faskoyu-na-kromci-yaka-prokhodit-v-pozdovzhnomu-napryamku-volokna.html" target="_blank" rel="follow" title="База патентів України">Металеве волокно з фаскою на кромці, яка проходить в поздовжньому напрямку волокна</a>
Ущільнення для пульверизатора, яке деформується у поздовжньому напрямку
Номер патенту: 99831
Опубліковано: 10.10.2012
Автори: Полі Томас Е., Фінстейд Ерік Дж.
МПК: F16K 31/44
Мітки: поздовжньому, деформується, пульверизатора, яке, ущільнення, напрямку
Формула / Реферат:
1. Вузол (16) голки фарбопульту (20), який містить голку (14) з розташованим в ущільненні штоком зменшеного розміру і оберненою назад кільцевою ділянкою (12) для утримання ущільнення; трубчасте ущільнення (10), розташоване на принаймні частині зазначеного штока; і корпус (24) ущільнення з направленою вперед кільцевою ділянкою (12) для утримання ущільнення, причому трубчасте ущільнення (10) розташоване між зазначеними кільцевими ділянками...
Спосіб виготовлення вугільного волокна, вугільне волокно, виготовлене цим способом, фільтр, що містить це волокно, та сигарета, що містить цей фільтр
Номер патенту: 94584
Опубліковано: 25.05.2011
Автори: Сюе Лісінь Люк, Пейн Джон Б., ІІІ, Ю Лікан, Чжуань Шучжон
МПК: B01D 39/00, D01D 5/253, D01F 9/00, A24D 3/16
Мітки: вугільне, виготовлення, фільтр, волокно, спосіб, способом, волокна, сигарета, вугільного, цим, виготовлене, містить
Формула / Реферат:
1. Спосіб виготовлення вугільного волокна, який включає:змішування матеріалу-попередника вугілля з волокнистою матрицею так, що матеріал-попередник вугілля сформований всередині порожнини, утвореної матрицею відповідно до її форми,отвердження одержаної суміші з одержанням композита матеріалу-попередника вугілля стабільної форми,обвуглення композита матеріалу-попередника вугілля, тарозкладання волокнистої матриці з...
Абразивне волокно
Номер патенту: 38450
Опубліковано: 12.01.2009
Автори: Курілович Віктор Дмитрович, Ковальов Сергій Вікторович, Філатов Юрій Данилович, Сидорко Володимир Ігорович, Крамар Владислав Григорович
МПК: B24D 17/00
Формула / Реферат:
1. Абразивне волокно, що складається з полімерної основи та зерен абразивного порошку, які розташовані по всьому перерізу волокна, яке відрізняється тим, що у поперечному перерізі волокна міститься одне зерно абразивного порошку.2. Волокно за п. 1, яке відрізняється тим, що діаметр D волокна визначається із співвідношення:dmax<D<2dmin,де dmax і dmin - верхня і нижня границі основної фракції зерен абразивного...
Спосіб нанесення покриття на оптичне хвилевідне волокно, пристрій для його здійснення та спосіб регулювання діаметра покритого оптичного волокна
Номер патенту: 37190
Опубліковано: 15.05.2001
Автори: Чладзінскі Пол Ендрю, Уотсон Джонні Едвард, Вільямз Річард Рід, Леоні Хайді Бан, Еймос Лінн Гренвілл
МПК: C03C 25/10
Мітки: здійснення, спосіб, волокно, покриття, регулювання, оптичного, нанесення, хвилевідне, пристрій, покритого, діаметра, оптичне, волокна
Формула / Реферат:
1. Способ нанесения покрытия на оптическое волноводное волокно, включающий операции пропускания оптического волноводного волокна через головку для нанесения покрытий, включающую калибрующий мундштук и содержащую материал покрытия, являющийся отверждаемым материалом, нанесения на волокно слоя указанного материала покрытия, измерения диаметра покрытого волокна и формирования сигнала, соответствующего диаметру покрытого волокна,...
Циліндричне металеве волокно, тіло з металевих волокон, спосіб виготовлення циліндричних металевих волокон і спосіб виготовлення тіла з циліндричних металевих волокон
Номер патенту: 26404
Опубліковано: 30.08.1999
Автор: Файв Джеймс А.
МПК: B22F 1/00, B22F 3/00, H01G 9/00
Мітки: виготовлення, волокон, металевих, спосіб, тіло, циліндричних, тіла, металеве, волокно, циліндричне
Формула / Реферат:
1. Цилиндрическое металлическое волокно, состоящее из тантала или ниобия, или их сплавов, отличающееся тем, что оно имеет круглое поперечное сечение до 3 микрон в диаметре.2. Волокно по п.1,отличающееся тем, что оно имеет диаметр от 0,2 до 1,0 микрон.3. Волокно по п.1,отличающееся тем, что оно имеет диаметр до 0,33 микрон.4. Волокно по одному из предыдущих пунктов, отличающееся тем, что оно имеет длину до 400...
Попередній патент: Спосіб добування метану із техногенних колекторів відпрацьованих полів діючих або закритих вугільних шахт
Наступний патент: N1-піразолспірокетони як інгібітори ацетил-соа-карбоксилаз
Випадковий патент: Знімний зубний протез з металевим базисом і з вторинними телескопічними коронками