Спосіб муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском
Номер патенту: 102422
Опубліковано: 26.10.2015
Автори: Томашук Олександр Іванович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович, Подолян Олександр Петрович
Формула / Реферат
1. Спосіб муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском, що включає встановлення герметичної муфти з подальшим заповненням підмуфтового простору масою, яка самотвердіє та яка подається під тиском, для реалізації якого спочатку з двох сторін дефектної ділянки встановлюють тонкостінні кільця з наступною установкою на них частин ремонтної муфти, після чого частини ремонтної муфти притискають до тонкостінних кілець і зварюють між собою поздовжніми швами, крім того, з двох сторін муфти з зазором монтують технологічні кільця і герметизують щілини між трубою і муфтою, а також між трубою і технологічними кільцями термостійким герметиком, далі з двох сторін муфти монтують бандажні кільця, внутрішні торці яких зварюють з поверхнею муфти, а зовнішні з поверхнею відповідних технологічних кілець, після чого порожнину під бандажними кільцями заповнюють речовиною, яка герметизує, після полімеризації якої підмуфтовий простір заповнюють під тиском масою, яка самотвердіє, який відрізняється тим, що суміжні торці муфти та технологічних кілець роблять зі скосом під гострим кутом відносно поверхні труби, а тонкостінні кільця розташовують таким чином, щоб відстань між їхніми зовнішніми торцями була менше довжини муфти, яку встановлюють симетрично відносно тонкостінних кілець, крім того, після встановлення технологічних кілець з подальшою герметизацією щілин між трубою і муфтою, а також між трубою і технологічними кільцями термостійким герметиком, на поверхні муфти, на заданій відстані від її торців, монтують по підкладному кільцю, а на технологічних кільцях встановлюють по додатковому тонкостінному кільцю, причому товщину кожного з додаткових тонкостінних кілець вибирають такою, що дорівнює сумарній товщині відповідного тонкостінного і підкладного кілець, після цього з двох сторін муфти встановлюють частини бандажних кілець таким чином, щоб їх внутрішні торці розташовувалися над внутрішніми торцями відповідних підкладних, а зовнішні - над зовнішніми торцями додаткових тонкостінних кілець, крім того, під бандажними кільцями, в місцях поздовжнього з'єднання їх складових частин, встановлюють термостійкі прокладки з матеріалу з низькою теплопровідністю, товщину кожної з яких вибирають такою, що дорівнює товщині відповідного підкладного кільця, далі частини бандажних кілець радіально притискають до відповідних їм додаткових тонкостінних і підкладкових кілець і зварюють між собою поздовжніми швами, після цього внутрішні торці бандажних кілець одночасно з внутрішніми торцями підкладкових кілець кріплять за допомогою зварювання до поверхні муфти, а зовнішні торці бандажних кілець одночасно із зовнішніми торцями додаткових тонкостінних кілець зварюють кільцевими швами з поверхнею відповідних технологічних кілець, після цього, через спеціально зроблені в бандажних кільцях отвори, порожнини, що утворилися під бандажними кільцями, під тиском заповнюють сумішшю, яка герметизує, після введення якої підмуфтовий простір заповнюють масою, яка самотвердіє та яку подають під розрахунковим тиском.
2. Спосіб за п. 1, який відрізняється тим, що при виготовленні багатосекційної муфтової конструкції секції можуть з'єднувати одну з другою через вузли сполучення без зварювання муфти з трубопроводом, вузли сполучення зі зварюванням муфти з трубопроводом і герметичні роздільники підмуфтового простору.
Текст
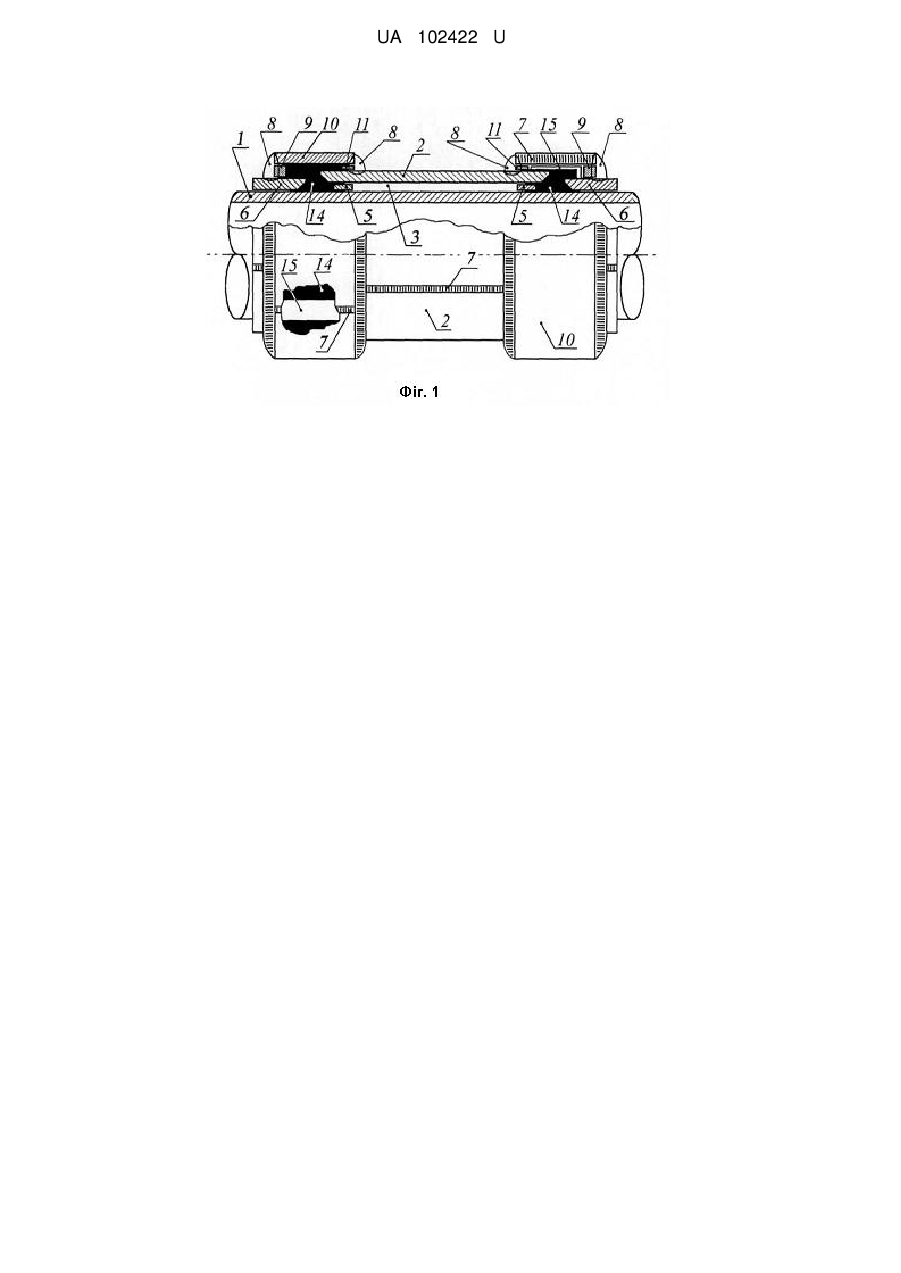
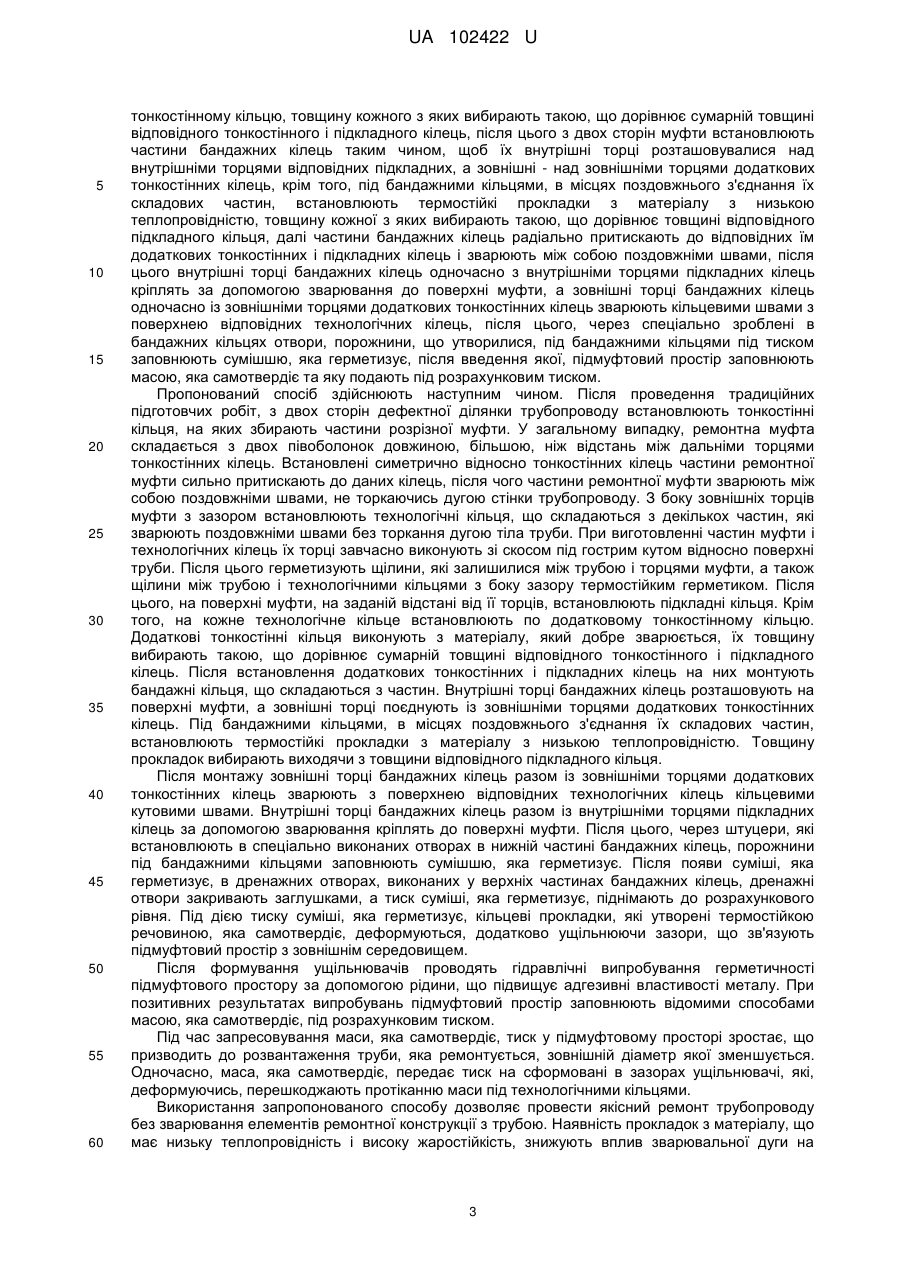
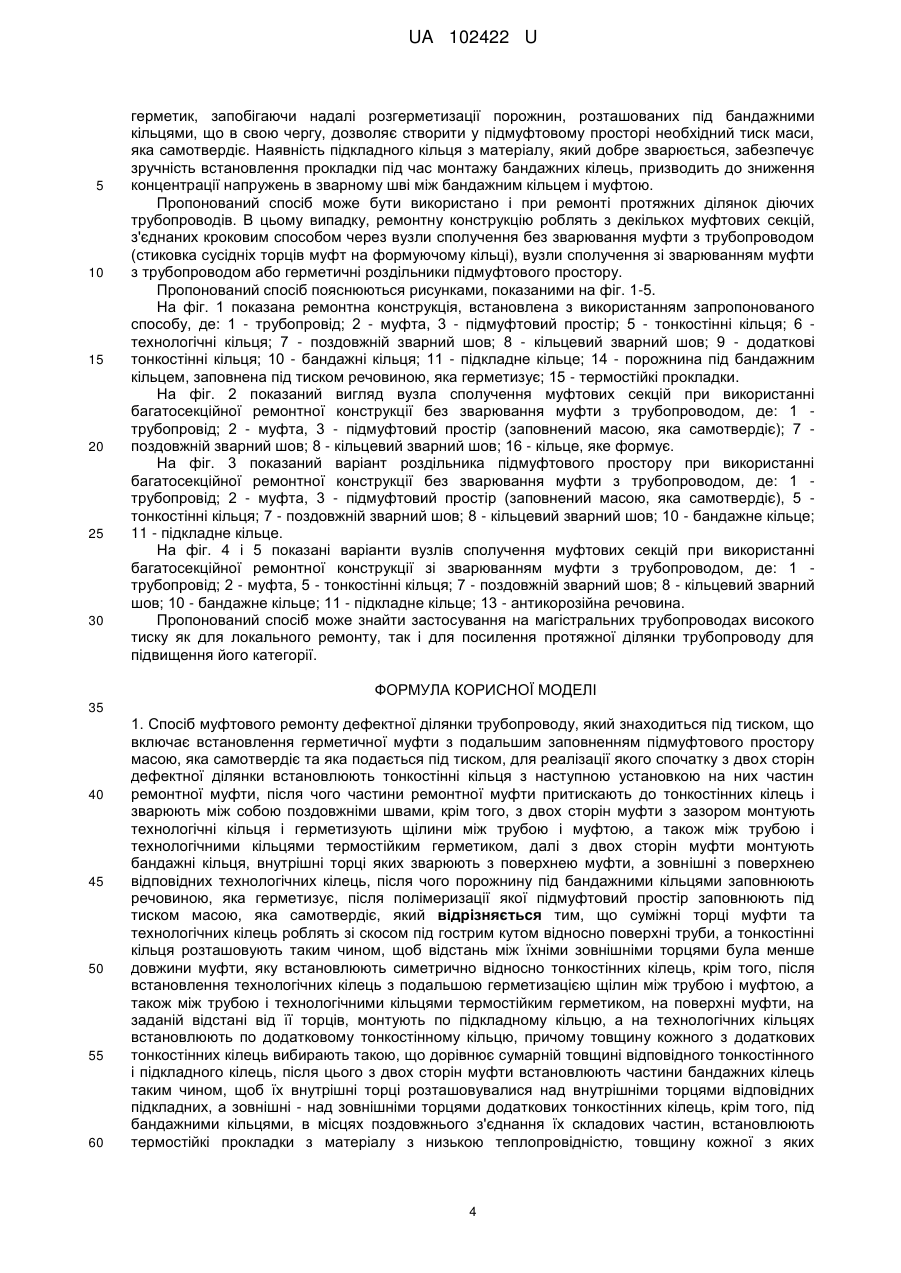
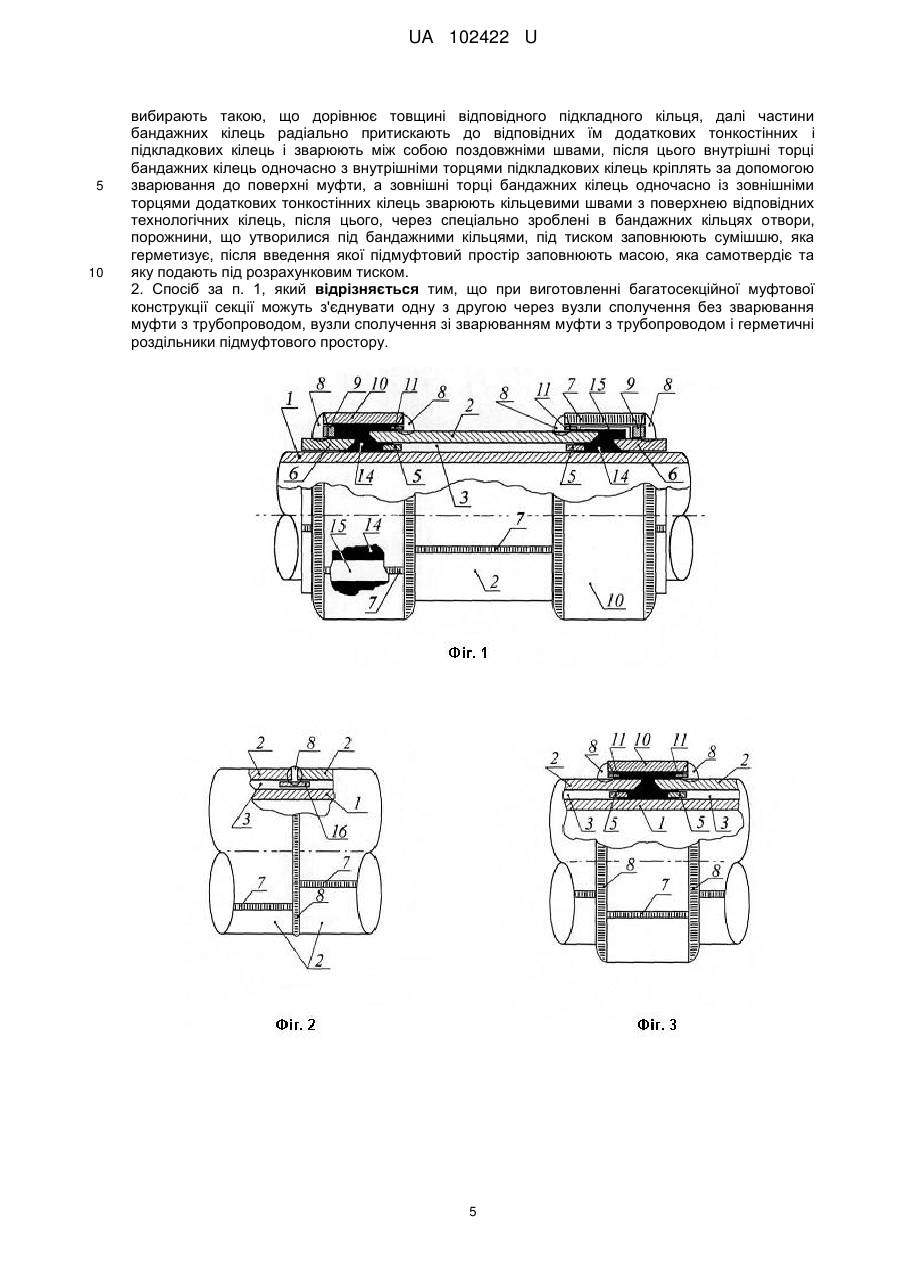
Реферат: Спосіб муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском, який полягає в тому, що з зовні ремонтованої труби на тонких кільцях монтують металеву оболонку, з двох сторін якої встановлюють технологічні кільця, щілини між трубою, муфтою і технологічними кільцями герметизують термостійким герметиком. Суміжні торці муфти і технологічних кілець роблять зі скосом під гострим кутом відносно поверхні труби. Зверху місць сполучення технологічних кілець і муфти монтують бандажні кільця. Під бандажними кільцями, в місцях поздовжнього з'єднання їх складових частин, встановлюють термостійкі прокладки, складові частини зварюють, а торцеві порожнини заповнюють герметиком. Підмуфтовий простір заповнюють під тиском масою, яка самотвердіє. Для ремонту протяжних ділянок муфти встановлюють кроковим способом. UA 102422 U (12) UA 102422 U UA 102422 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки ремонту трубопровідного транспорту, переважно магістральних аміакопроводів високого тиску. При тривалій експлуатації газопроводів, на їхніх лінійних ділянках у результаті процесів корозії, механічних і хімічних впливів, з'являються численні дефекти (раковини, каверни, тріщини, свищі, спучування, розшарування металу труби, гофр і т.д.). У ряді випадків дефекти є неприпустимими для безпечної експлуатації трубопроводу. Для ремонту діючих трубопроводів велике поширення одержав муфтовий ремонт, що включає встановлення навколо дефектної ділянки замкнутої твердої оболонки, наповненої компаундом. Для ефективного ремонту дефектної ділянки труби потрібно максимально знизити кільцеві напруження, передавши навантаження на зовнішню оболонку. Це може бути здійснено декількома способами. По-перше, муфта може бути встановлена на трубопровід при зниженому тиску, коли він має мінімальний діаметр. У цьому випадку, при підвищенні внутрішнього тиску й пов'язаного із цим збільшення діаметра, муфта обтискує трубу, беручи на себе частину навантаження. Однак при цьому необхідна зміна режимів транспорту продукту. По-друге, при встановленні муфти, трубопровід може бути примусово стиснутий, для чого потрібні дорогі зовнішні пристрої й пристосування. По-третє, в підмуфтовому просторі може бути створено необхідний тиск, однак для цього потрібна надійна герметизація торців муфти. Відомий спосіб ремонту лінійних ділянок трубопроводів шляхом встановлення ремонтної муфти, заповненої клейовою композицією [UK Patent Application, GB, 2210134A]. Ремонтна конструкція складається із двох півмуфт. У процесі монтажу півмуфти механічно з'єднують одну з другою, утворюючи замкнуту оболонку навколо ремонтованої ділянки трубопроводу. Далі оболонку центрують за допомогою технологічних елементів (болтів), установлених в отворах корпуса. Після цього простір між трубопроводом і муфтою герметизують з обох кінців за допомогою суміші, що самотвердіє (цементу, епоксидної шпаклівки й т.д.). В ізольований проміжок через спеціальні штуцери накачують епоксидну суміш, що забезпечує високу жорсткість конструкції. Даний спосіб ремонту практично всіх типів некрізних дефектів набув широкого застосування на лінійних ділянках трубопроводів, що працюють під високим тиском. Відремонтовані в такий спосіб ділянки трубопроводу, мають, як правило, більш високу міцність, ніж прилягаючі неушкоджені ділянки труби. Незважаючи на велике поширення, спосіб має істотні недоліки, пов'язані з неможливістю введення епоксидного наповнювача під високим тиском. Надалі, через зміну геометричних розмірів трубопроводу через перепади тиску продукту, що перекачується, і температурних деформацій, епоксидний шар може розшаровуватися, що призводить до зниження жорсткості й герметичності конструкції. Крім того, відносно низький тиск заповнення епоксидною сумішшю простору під муфтою, з урахуванням його усадки в процесі затвердіння, допускає появу порожнеч. Максимальний тиск заповнення простору під муфтою обмежено міцністю ізолюючих прокладок на торцях. Для істотного зниження окружних напружень у ремонтованій трубі, встановлення муфти проводять при зниженому тиску в трубопроводі, що в більшості випадків реальної експлуатації магістральних газопроводів є небажаним. Відомий спосіб ремонту локальних пошкоджень трубопроводів [патент Росії 2104439]. Спосіб заснований на використанні розрізної муфти, частини якої збирають на ділянці трубопроводу, яка ремонтується і центрують за допомогою болтів, утворюючи навколо труби замкнуту оболонку. Надаліпростір під муфтою ізолюють за допомогою еластичної прокладки і фланців, після чого заповнюють під тиском епоксидною сумішшю. Даний спосіб дозволяє здійснити якісний ремонт трубопроводу. Запресовування епоксидної суміші в простір під муфтою здійснюють при високому тиску. В результаті цього простір гарантовано заповнюється епоксидною сумішшю. Крім того, стінки муфти піддаються розтягуванню, а трубопроводів стиску. Це дозволяє компенсувати зміну геометричних розмірів трубопроводу через перепади тиску і зменшення обсягу епоксидного прошарку в процесі усадки. Разом з тим, для реалізації способу потрібні трудомісткі роботи по центруванню муфти, сама конструкція відрізняється складністю через наявність роз'ємних фланців. Вимагається склеювання ущільнювальних прокладок. Відомий спосіб ремонту трубопроводу за допомогою муфти, що заповнюється рідкою речовиною [Гумеров А.Г., Ахметов Х.А., Гумеров Р.С., Векштейн М.Г. Аварийновосстановительный ремонт магистральных нефтепроводов/Под ред. А.Г.Гумерова. - Μ.: "Недра-Бизнесцентр", 1988. - стр. 88-91]. Після встановлення муфта являє собою герметичну оболонку, жорстко приварену до трубопроводу кільцевими швами. Після встановлення підмуфтовий простір заповнюють рідиною, як таку рекомендовано використовувати нафту або трансформаторне масло. Спосіб має обмежене застосування на діючих трубопроводах, що знаходяться під тиском, тому що для ефективного розвантаження ділянки труби, яка 1 UA 102422 U 5 10 15 20 25 30 35 40 45 50 55 60 ремонтується, значення тиску у підмуфтовому просторі повинно перевищувати половину тиску усередині трубопроводу. Однак збільшення тиску у підмуфтовому просторі в цьому випадку, за рахунок ефекту розклинення, призводить до появи небажаних напружень в зварному шві, за допомогою якого зовнішня оболонка з'єднується з трубою, що підвищує, в порівнянні з іншими ділянками, ймовірність гільйотинного розриву труби по зварному шву при позаштатних умовах експлуатації трубопроводу. Крім того, застосування рідкого наповнювача небажано, тому що у випадку розгерметизації підмуфтового простору з плином часу, муфта перестає виконувати свої функції. Відомий спосіб ремонту трубопроводу в умовах експлуатації [патент України 81895], без зварювання елементів ремонтної конструкції з трубопроводом, вибраний як найближчий аналог. Спосіб полягає в наступному. З двох сторін дефектної ділянки трубопроводу встановлюють тонкостінні кільця. На кільцях збирають частини розрізної муфти, які зварюють між собою поздовжніми швами. З двох сторін муфти з зазором монтують технологічні кільця. Щілини між трубою, торцями муфти і технологічними кільцями герметизують за допомогою термостійкого герметика. З двох сторін муфти встановлюють бандажні кільця, внутрішні торці яких зварюють кільцевими швами з поверхнею муфти, а зовнішні - з поверхнею відповідних їм технологічних кілець. Порожнини, що утворилися під технологічними кільцями, заповнюють речовиною, яка герметизує, після чого підмуфтовий простір заповнюють під тиском масою, яка самотвердіє. Наявність торцевих ущільнювачів повинна дозволити створити у підмуфтовому просторі необхідний тиск і тим самим розвантажити ремонтовану трубу. Однак практичне застосування способу показало його основний недолік, що допускає зниження надійності ремонтної конструкції та ефективності ремонту в цілому. Для формування надійних торцевих ущільнювачів потрібне створення підвищеного тиску речовини, яка герметизує, в камерах, які перебувають під бандажними кільцями. Для цього в способі передбачена попередня герметизація щілин між трубою і технологічними кільцями і щілин між трубою і муфтою за допомогою термостійкого герметика. Однак, при практичному застосуванні способу, користуються герметиком з термостійкістю до 1400 °C [ГБН В.3.1-00013741-12: 2011 "Магістральні газопроводи, ремонт дуговим зварюванням в умовах експлуатації"], що цілком достатньо для формування кільцевих зварних швів. Однак, при зварюванні частин бандажних кілець поздовжніми зварними швами, температура в районі шва виходить за допустимі межі, що призводить до часткового плавлення, вигорання і розтріскування герметика. При поганому приляганні технологічних кілець до труби, це може призвести до розгерметизації порожнин і неможливості створення в них необхідного тиску речовини, яка герметизує. У свою чергу, це може створити складнощі в заповненні підмуфтового простору масою, яка самотвердіє, під заданим тиском, і, як наслідок, привести до зниження ефективності ремонту в цілому. Задачею корисної моделі є підвищення надійності ремонтної конструкції і якості ремонту дефектної ділянки трубопроводу за рахунок встановлення під бандажним кільцем термостійкої прокладки. Це дозволить знизити вплив зварювальної дуги на герметик, запобігаючи надалі розгерметизації порожнин, розташованих під бандажними кільцями, що в свою чергу, дозволяє створити у підмуфтовому просторі тиск, необхідний для досягнення заданого ступеня розвантаження ділянки трубопроводу, яка ремонтується. Поставлена задача вирішується за рахунок того, що в способі муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском, що включає встановлення герметичної муфти з подальшим заповненням підмуфтового простору масою, яка самотвердіє, яка подасться під тиском, для реалізації якого спочатку з двох сторін дефектної ділянки встановлюють тонкостінні кільця з наступним встановленням на них частин ремонтної муфти, після чого частини ремонтної муфти притискають до тонкостінних кілець і зварюють між собою поздовжніми швами, крім того, з двох сторін муфти з зазором монтують технологічні кільця, і герметизують щілини між трубою і муфтою, а так само між трубою і технологічними кільцями термостійким герметиком, далі з двох сторін муфти монтують бандажні кільця, внутрішні торці яких зварюють з поверхнею муфти, а зовнішні з поверхнею відповідних технологічних кілець, після чого порожнину під бандажними кільцями заповнюють речовиною, яка герметизує, після полімеризації якої підмуфтовий простір заповнюють під тиском масою, яка самотвердіє, відповідно до корисної моделі, суміжні торці муфти і технологічних кілець роблять зі скосом під гострим кутом відносно поверхні труби, а тонкостінні кільця розташовують таким чином, щоб відстань між їхніми зовнішніми торцями була менше довжини муфти, яку встановлюють симетрично відносно тонкостінних кілець, крім того, після встановлення технологічних кілець з подальшою герметизацією щілин між трубою і муфтою, а також між трубою і технологічними кільцями термостійким герметиком, на поверхні муфти, на заданій відстані від її торців, монтують по підкладному кільцю, а на технологічних кільцях встановлюють по додатковому 2 UA 102422 U 5 10 15 20 25 30 35 40 45 50 55 60 тонкостінному кільцю, товщину кожного з яких вибирають такою, що дорівнює сумарній товщині відповідного тонкостінного і підкладного кілець, після цього з двох сторін муфти встановлюють частини бандажних кілець таким чином, щоб їх внутрішні торці розташовувалися над внутрішніми торцями відповідних підкладних, а зовнішні - над зовнішніми торцями додаткових тонкостінних кілець, крім того, під бандажними кільцями, в місцях поздовжнього з'єднання їх складових частин, встановлюють термостійкі прокладки з матеріалу з низькою теплопровідністю, товщину кожної з яких вибирають такою, що дорівнює товщині відповідного підкладного кільця, далі частини бандажних кілець радіально притискають до відповідних їм додаткових тонкостінних і підкладних кілець і зварюють між собою поздовжніми швами, після цього внутрішні торці бандажних кілець одночасно з внутрішніми торцями підкладних кілець кріплять за допомогою зварювання до поверхні муфти, а зовнішні торці бандажних кілець одночасно із зовнішніми торцями додаткових тонкостінних кілець зварюють кільцевими швами з поверхнею відповідних технологічних кілець, після цього, через спеціально зроблені в бандажних кільцях отвори, порожнини, що утворилися, під бандажними кільцями під тиском заповнюють сумішшю, яка герметизує, після введення якої, підмуфтовий простір заповнюють масою, яка самотвердіє та яку подають під розрахунковим тиском. Пропонований спосіб здійснюють наступним чином. Після проведення традиційних підготовчих робіт, з двох сторін дефектної ділянки трубопроводу встановлюють тонкостінні кільця, на яких збирають частини розрізної муфти. У загальному випадку, ремонтна муфта складається з двох півоболонок довжиною, більшою, ніж відстань між дальніми торцями тонкостінних кілець. Встановлені симетрично відносно тонкостінних кілець частини ремонтної муфти сильно притискають до даних кілець, після чого частини ремонтної муфти зварюють між собою поздовжніми швами, не торкаючись дугою стінки трубопроводу. З боку зовнішніх торців муфти з зазором встановлюють технологічні кільця, що складаються з декількох частин, які зварюють поздовжніми швами без торкання дугою тіла труби. При виготовленні частин муфти і технологічних кілець їх торці завчасно виконують зі скосом під гострим кутом відносно поверхні труби. Після цього герметизують щілини, які залишилися між трубою і торцями муфти, а також щілини між трубою і технологічними кільцями з боку зазору термостійким герметиком. Після цього, на поверхні муфти, на заданій відстані від її торців, встановлюють підкладні кільця. Крім того, на кожне технологічне кільце встановлюють по додатковому тонкостінному кільцю. Додаткові тонкостінні кільця виконують з матеріалу, який добре зварюється, їх товщину вибирають такою, що дорівнює сумарній товщині відповідного тонкостінного і підкладного кілець. Після встановлення додаткових тонкостінних і підкладних кілець на них монтують бандажні кільця, що складаються з частин. Внутрішні торці бандажних кілець розташовують на поверхні муфти, а зовнішні торці поєднують із зовнішніми торцями додаткових тонкостінних кілець. Під бандажними кільцями, в місцях поздовжнього з'єднання їх складових частин, встановлюють термостійкі прокладки з матеріалу з низькою теплопровідністю. Товщину прокладок вибирають виходячи з товщини відповідного підкладного кільця. Після монтажу зовнішні торці бандажних кілець разом із зовнішніми торцями додаткових тонкостінних кілець зварюють з поверхнею відповідних технологічних кілець кільцевими кутовими швами. Внутрішні торці бандажних кілець разом із внутрішніми торцями підкладних кілець за допомогою зварювання кріплять до поверхні муфти. Після цього, через штуцери, які встановлюють в спеціально виконаних отворах в нижній частині бандажних кілець, порожнини під бандажними кільцями заповнюють сумішшю, яка герметизує. Після появи суміші, яка герметизує, в дренажних отворах, виконаних у верхніх частинах бандажних кілець, дренажні отвори закривають заглушками, а тиск суміші, яка герметизує, піднімають до розрахункового рівня. Під дією тиску суміші, яка герметизує, кільцеві прокладки, які утворені термостійкою речовиною, яка самотвердіє, деформуються, додатково ущільнюючи зазори, що зв'язують підмуфтовий простір з зовнішнім середовищем. Після формування ущільнювачів проводять гідравлічні випробування герметичності підмуфтового простору за допомогою рідини, що підвищує адгезивні властивості металу. При позитивних результатах випробувань підмуфтовий простір заповнюють відомими способами масою, яка самотвердіє, під розрахунковим тиском. Під час запресовування маси, яка самотвердіє, тиск у підмуфтовому просторі зростає, що призводить до розвантаження труби, яка ремонтується, зовнішній діаметр якої зменшується. Одночасно, маса, яка самотвердіє, передає тиск на сформовані в зазорах ущільнювачі, які, деформуючись, перешкоджають протіканню маси під технологічними кільцями. Використання запропонованого способу дозволяє провести якісний ремонт трубопроводу без зварювання елементів ремонтної конструкції з трубою. Наявність прокладок з матеріалу, що має низьку теплопровідність і високу жаростійкість, знижують вплив зварювальної дуги на 3 UA 102422 U 5 10 15 20 25 30 герметик, запобігаючи надалі розгерметизації порожнин, розташованих під бандажними кільцями, що в свою чергу, дозволяє створити у підмуфтовому просторі необхідний тиск маси, яка самотвердіє. Наявність підкладного кільця з матеріалу, який добре зварюється, забезпечує зручність встановлення прокладки під час монтажу бандажних кілець, призводить до зниження концентрації напружень в зварному шві між бандажним кільцем і муфтою. Пропонований спосіб може бути використано і при ремонті протяжних ділянок діючих трубопроводів. В цьому випадку, ремонтну конструкцію роблять з декількох муфтових секцій, з'єднаних кроковим способом через вузли сполучення без зварювання муфти з трубопроводом (стиковка сусідніх торців муфт на формуючому кільці), вузли сполучення зі зварюванням муфти з трубопроводом або герметичні роздільники підмуфтового простору. Пропонований спосіб пояснюються рисунками, показаними на фіг. 1-5. На фіг. 1 показана ремонтна конструкція, встановлена з використанням запропонованого способу, де: 1 - трубопровід; 2 - муфта, 3 - підмуфтовий простір; 5 - тонкостінні кільця; 6 технологічні кільця; 7 - поздовжній зварний шов; 8 - кільцевий зварний шов; 9 - додаткові тонкостінні кільця; 10 - бандажні кільця; 11 - підкладне кільце; 14 - порожнина під бандажним кільцем, заповнена під тиском речовиною, яка герметизує; 15 - термостійкі прокладки. На фіг. 2 показаний вигляд вузла сполучення муфтових секцій при використанні багатосекційної ремонтної конструкції без зварювання муфти з трубопроводом, де: 1 трубопровід; 2 - муфта, 3 - підмуфтовий простір (заповнений масою, яка самотвердіє); 7 поздовжній зварний шов; 8 - кільцевий зварний шов; 16 - кільце, яке формує. На фіг. 3 показаний варіант роздільника підмуфтового простору при використанні багатосекційної ремонтної конструкції без зварювання муфти з трубопроводом, де: 1 трубопровід; 2 - муфта, 3 - підмуфтовий простір (заповнений масою, яка самотвердіє), 5 тонкостінні кільця; 7 - поздовжній зварний шов; 8 - кільцевий зварний шов; 10 - бандажне кільце; 11 - підкладне кільце. На фіг. 4 і 5 показані варіанти вузлів сполучення муфтових секцій при використанні багатосекційної ремонтної конструкції зі зварюванням муфти з трубопроводом, де: 1 трубопровід; 2 - муфта, 5 - тонкостінні кільця; 7 - поздовжній зварний шов; 8 - кільцевий зварний шов; 10 - бандажне кільце; 11 - підкладне кільце; 13 - антикорозійна речовина. Пропонований спосіб може знайти застосування на магістральних трубопроводах високого тиску як для локального ремонту, так і для посилення протяжної ділянки трубопроводу для підвищення його категорії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 60 1. Спосіб муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском, що включає встановлення герметичної муфти з подальшим заповненням підмуфтового простору масою, яка самотвердіє та яка подається під тиском, для реалізації якого спочатку з двох сторін дефектної ділянки встановлюють тонкостінні кільця з наступною установкою на них частин ремонтної муфти, після чого частини ремонтної муфти притискають до тонкостінних кілець і зварюють між собою поздовжніми швами, крім того, з двох сторін муфти з зазором монтують технологічні кільця і герметизують щілини між трубою і муфтою, а також між трубою і технологічними кільцями термостійким герметиком, далі з двох сторін муфти монтують бандажні кільця, внутрішні торці яких зварюють з поверхнею муфти, а зовнішні з поверхнею відповідних технологічних кілець, після чого порожнину під бандажними кільцями заповнюють речовиною, яка герметизує, після полімеризації якої підмуфтовий простір заповнюють під тиском масою, яка самотвердіє, який відрізняється тим, що суміжні торці муфти та технологічних кілець роблять зі скосом під гострим кутом відносно поверхні труби, а тонкостінні кільця розташовують таким чином, щоб відстань між їхніми зовнішніми торцями була менше довжини муфти, яку встановлюють симетрично відносно тонкостінних кілець, крім того, після встановлення технологічних кілець з подальшою герметизацією щілин між трубою і муфтою, а також між трубою і технологічними кільцями термостійким герметиком, на поверхні муфти, на заданій відстані від її торців, монтують по підкладному кільцю, а на технологічних кільцях встановлюють по додатковому тонкостінному кільцю, причому товщину кожного з додаткових тонкостінних кілець вибирають такою, що дорівнює сумарній товщині відповідного тонкостінного і підкладного кілець, після цього з двох сторін муфти встановлюють частини бандажних кілець таким чином, щоб їх внутрішні торці розташовувалися над внутрішніми торцями відповідних підкладних, а зовнішні - над зовнішніми торцями додаткових тонкостінних кілець, крім того, під бандажними кільцями, в місцях поздовжнього з'єднання їх складових частин, встановлюють термостійкі прокладки з матеріалу з низькою теплопровідністю, товщину кожної з яких 4 UA 102422 U 5 10 вибирають такою, що дорівнює товщині відповідного підкладного кільця, далі частини бандажних кілець радіально притискають до відповідних їм додаткових тонкостінних і підкладкових кілець і зварюють між собою поздовжніми швами, після цього внутрішні торці бандажних кілець одночасно з внутрішніми торцями підкладкових кілець кріплять за допомогою зварювання до поверхні муфти, а зовнішні торці бандажних кілець одночасно із зовнішніми торцями додаткових тонкостінних кілець зварюють кільцевими швами з поверхнею відповідних технологічних кілець, після цього, через спеціально зроблені в бандажних кільцях отвори, порожнини, що утворилися під бандажними кільцями, під тиском заповнюють сумішшю, яка герметизує, після введення якої підмуфтовий простір заповнюють масою, яка самотвердіє та яку подають під розрахунковим тиском. 2. Спосіб за п. 1, який відрізняється тим, що при виготовленні багатосекційної муфтової конструкції секції можуть з'єднувати одну з другою через вузли сполучення без зварювання муфти з трубопроводом, вузли сполучення зі зварюванням муфти з трубопроводом і герметичні роздільники підмуфтового простору. 5 UA 102422 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of socket repair of a defective section of the pipeline under pressure
Автори англійськоюPodolian Oleksandr Petrovych, Podolian Oleksandr Oleksandrovych, Pudryi Serhii Volodymyrovych, Tomashuk Oleksandr Ivanovych
Назва патенту російськоюСпособ муфтового ремонта дефектного участка трубопровода, находящегося под давлением
Автори російськоюПодолян Александр Петрович, Подолян Александр Александрович, Пудрый Сергей Владимирович, Томашук Александр Иванович
МПК / Мітки
МПК: F16L 55/18, F16L 55/175
Мітки: дефектної, спосіб, муфтового, тиском, ремонту, трубопроводу, ділянки, знаходиться
Код посилання
<a href="https://ua.patents.su/8-102422-sposib-muftovogo-remontu-defektno-dilyanki-truboprovodu-yakijj-znakhoditsya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб муфтового ремонту дефектної ділянки трубопроводу, який знаходиться під тиском</a>
Спосіб ремонту дефектної ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 77931
Опубліковано: 15.01.2007
Автори: Рудко Володимир Васильович, Андріїшин Михайло Петрович, Подолян Олександр Петрович, Слесар Петро Федорович, Бут Віктор Степанович, Карвасарський Рафаїл Давидович, Беккер Михайло Вікторович, Пудрий Сергій Володимирович, Бойко Леонід Йосипович, Марчук Ярослав Семенович, Горностаєв Геннадій Петрович
МПК: B23K 31/02, F16L 55/16
Мітки: ділянки, трубопроводу, дефектної, знаходиться, спосіб, ремонту, тиском
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки трубопроводу, який перебуває під тиском, що полягає в установленні герметичної муфти з наступним заповненням підмуфтового простору самотверднучою масою, для реалізації якого спочатку із двох сторін дефектної ділянки встановлюють технологічні кільця з наступним монтажем між ними частин ремонтної муфти, які зварюють між собою поздовжніми швами, після чого здійснюють зварювання торців муфти із внутрішніми...
Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу з контролем якості монтажу
Номер патенту: 82038
Опубліковано: 25.02.2008
Автори: Лохман Ігор Вікторович, Мандра Анатолій Степанович, Подолян Олександр Олександрович, Бут Віктор Степанович, Мандра Андрій Анатолійович, Ніколаєв Віталій Вікторович, Кучерук Микола Васильович, Пудрий Сергій Володимирович
МПК: G01M 3/00, F16L 55/00
Мітки: дефектної, муфтового, спосіб, контролем, діючого, якості, трубопроводу, монтажу, ремонту, ділянки
Формула / Реферат:
1. Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу, що полягає в установленні частин розрізної ремонтної муфти на дефектну ділянку трубопроводу, скріпленні частин муфти між собою й трубопроводом, герметизації торців муфти, контролюванні якості встановлення муфти неруйнівними методами з наступним заповненням підмуфтового простору масою, що самотвердіє, під тиском, порівнянним з тиском усередині трубопроводу, який відрізняється...
Спосіб ремонту дефектної ділянки трубопроводу без зміни режимів транспортування продукту
Номер патенту: 81894
Опубліковано: 11.02.2008
Автори: Рудко Володимир Васильович, Дрогомирецький Михайло Миколайович, Бут Віктор Степанович, Лохман Ігор Вікторович, Пудрий Сергій Володимирович, Томашук Олександр Іванович, Матяш Василь Іванович, Бяков Олександр Миколайович, Подолян Олександр Олександрович, Андріїшин Михайло Петрович
МПК: F16L 55/16, F16L 55/18
Мітки: ділянки, ремонту, трубопроводу, режимів, дефектної, спосіб, продукту, зміни, транспортування
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки трубопроводу без зміни режимів транспортування продукту, що включає монтаж муфти, герметизацію її торців шляхом установки із двох сторін муфти композитних бандажів, що контактують із трубопроводом і зовнішньою поверхнею муфти, заповнення підмуфтового простору масою, що самотвердіє, який відрізняється тим, що спочатку із двох боків дефектної ділянки трубопроводу встановлюють технологічні кільця, на яких...
Спосіб ремонту трубопроводу що знаходиться під тиском
Номер патенту: 50863
Опубліковано: 25.06.2010
Автори: Томашук Олександр Іванович, Пудрий Сергій Володимирович, Подолян Олександр Петрович, Бут Віктор Степанович, Подолян Олександр Олександрович
МПК: F16L 55/00
Мітки: ремонту, знаходиться, спосіб, трубопроводу, тиском
Формула / Реферат:
Спосіб ремонту трубопроводу, що знаходиться під тиском, який полягає в установці навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти й заповненням утвореного герметичного підмуфтового простору рідкою, пластичною або речовиною, яка самотвердіє, який відрізняється тим, що рідку або пластичну речовину, яка самотвердіє, у підмуфтовий простір уводять під тиском, рівним половині тиску усередині...
Спосіб посилення ділянки трубопроводу, що знаходиться під тиском
Номер патенту: 93620
Опубліковано: 10.10.2014
Автор: Подолян Олександр Олександрович
МПК: F16L 55/175
Мітки: ділянки, трубопроводу, тиском, посилення, спосіб, знаходиться
Формула / Реферат:
1. Спосіб посилення ділянки трубопроводу, що знаходиться під тиском, що полягає у встановленні навколо заданої ділянки труби замкнутої оболонки-муфти, яка складається зі скріплених між собою утворюючих муфту технологічних елементів зі створенням кільцевих порожнин в районі торців муфти, утворених поверхнею труби і внутрішніми поверхнями технологічних елементів муфти, з подальшою герметизацією торців муфти, розігрівом муфти і заповненням...