Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа
Номер патенту: 102625
Опубліковано: 10.11.2015
Автори: Маляров Сергій Прокопович, Возненко Вікторія Віталіївна, Антонюк Віктор Степанович, Цирук Віктор Григорович, Пономаренко Анатолій Іванович, Янкілевич Григорій Євсійович

Формула / Реферат
1. Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа, що полягає в отриманні заготовки чутливого елемента з урахуванням анізотропності прокату, поетапній термообробці, механічному видаленні матеріалу з обох її сторін, термообробці чутливого елемента для зняття внутрішніх напружень та наступному остаточному формуванні геометрії чутливого елемента, який відрізняється тим, що термообробка чутливого елемента проводиться спільно зі "свідком", що має форму чутливого елемента, реєструються геометричні параметри "свідка", проводиться за оптимальною температурою дисперсійне старіння матеріалу чутливого елемента і "свідка", контролюють геометричні параметри "свідка", аналізують отримані результати і при цьому дисперсійне старіння проводиться до тих пір, поки "свідок" не перестає змінювати свої параметри.
2. Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа за п. 1, який відрізняється тим, що при формуванні пружних перетинок механічно видаляють матеріал в отворах, застосовують технологічний пристрій для операцій обробки та контролю отворів чутливого елемента, виготовлений у вигляді куба, і таким чином забезпечують повторюваність чотирьох перетинок з однієї установки та перпендикулярність їх осей до загальної осі чутливого елемента, не знімаючи деталь з пристрою, на основі отриманих результатів контролю вносять корективи в технологічний процес формування геометрії чутливого елемента та взаємну позиційність їх осей.
Текст
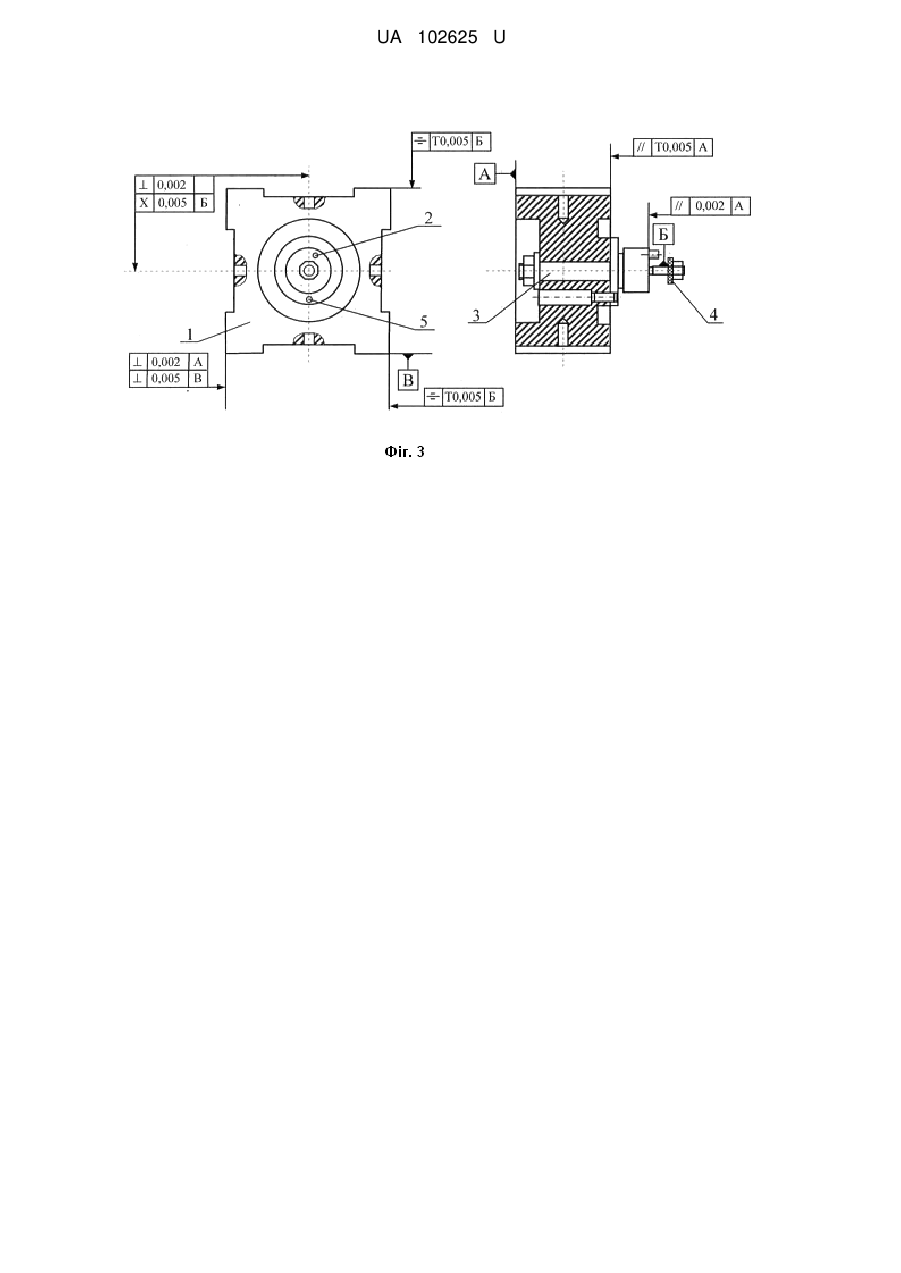
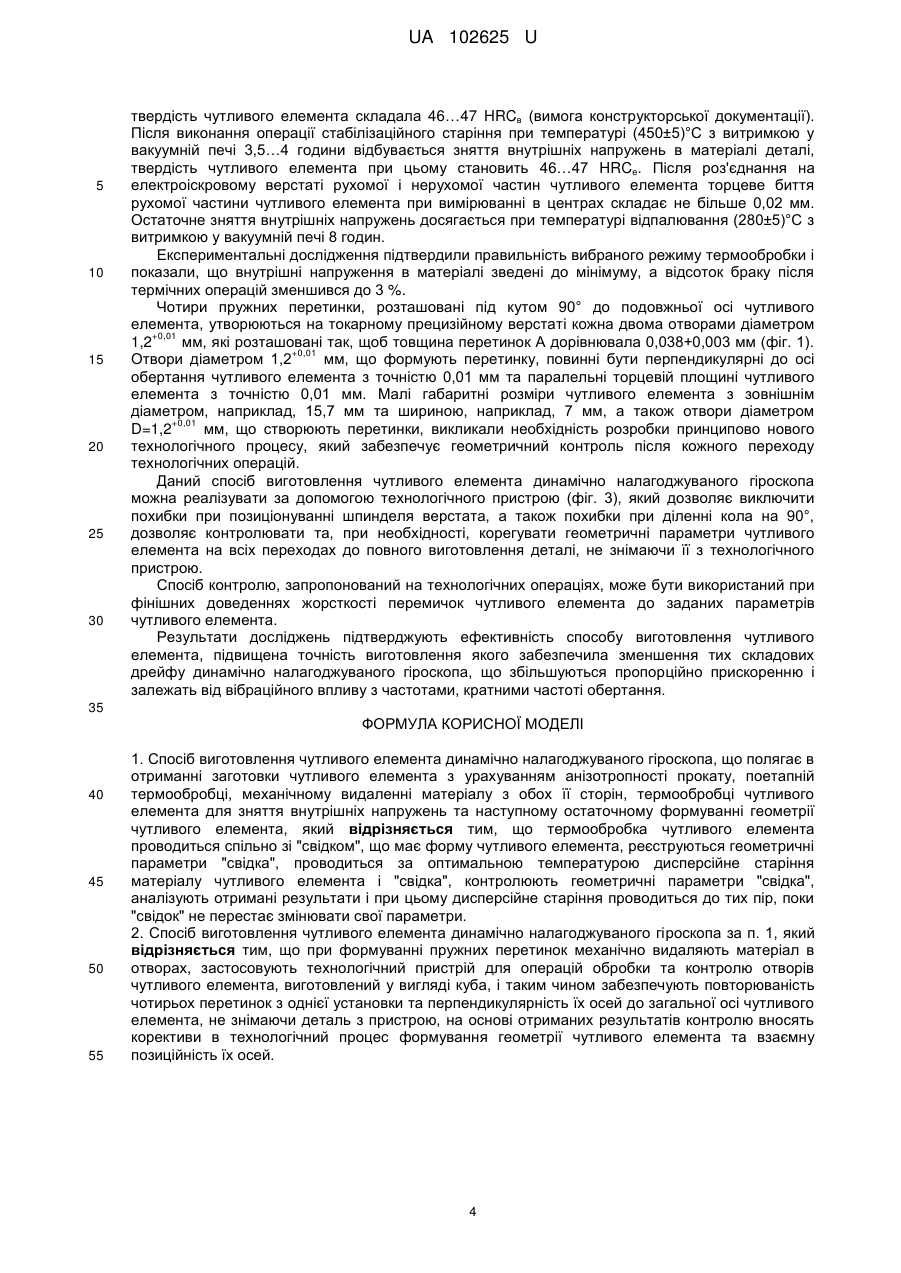
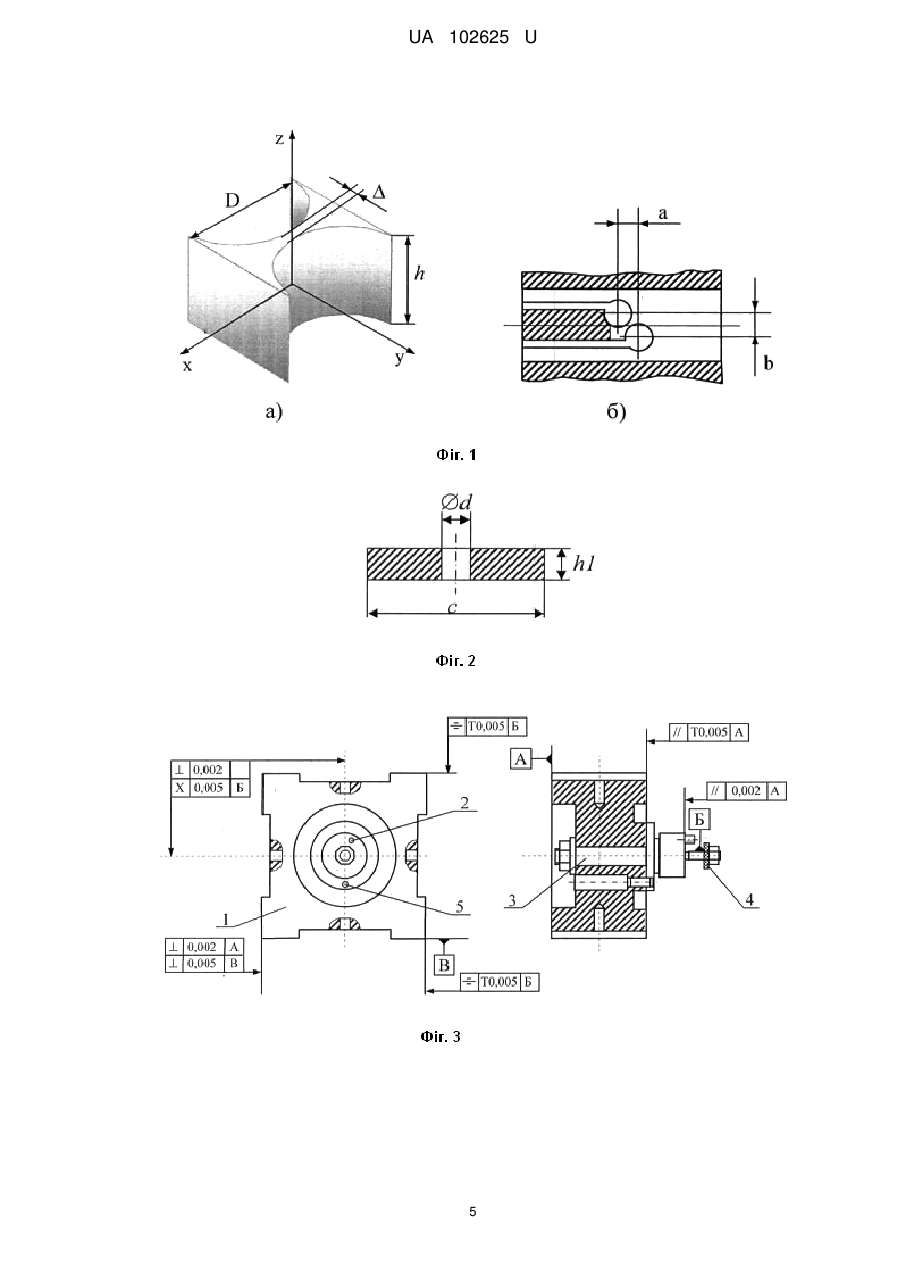
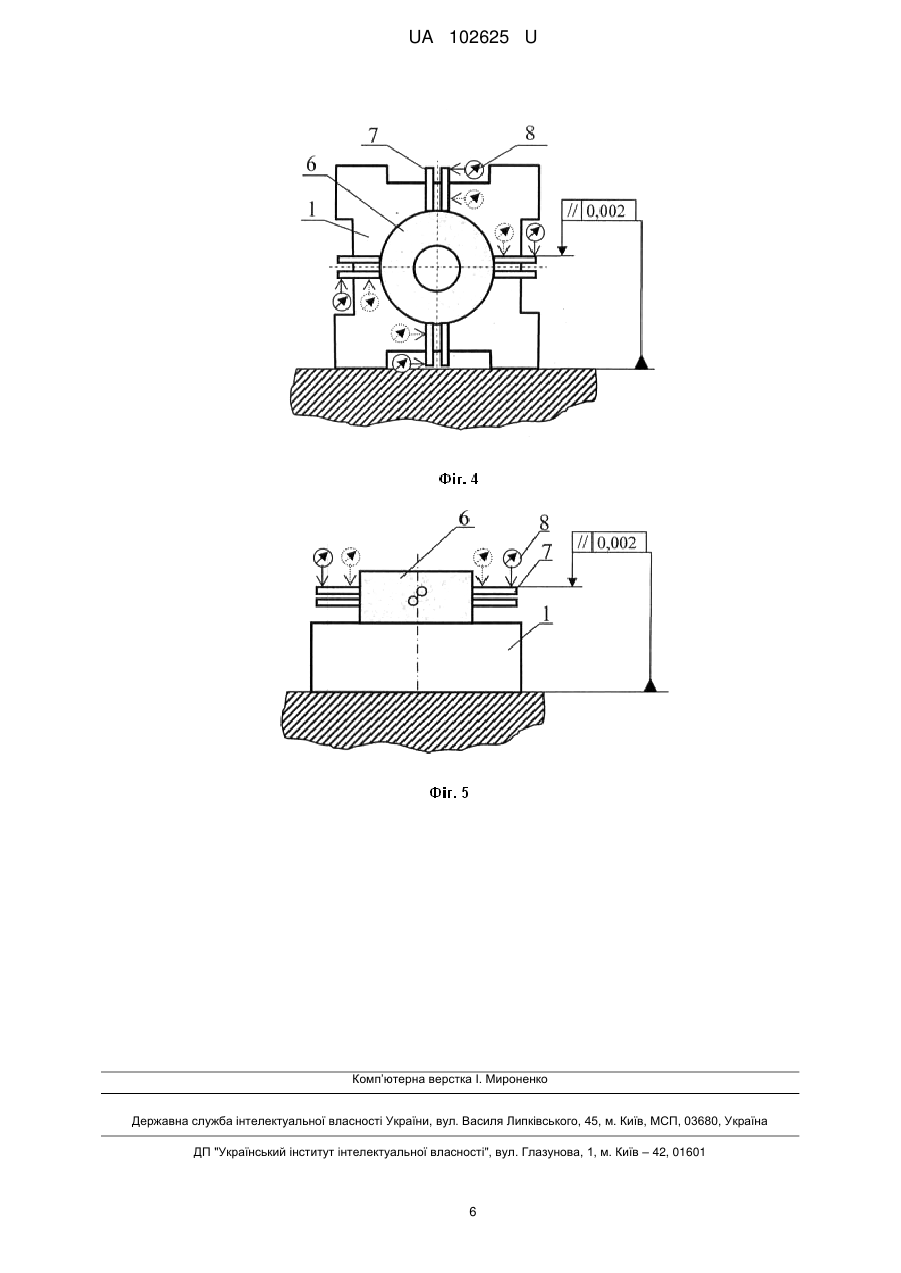
Реферат: Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа полягає в отриманні заготовки чутливого елемента з урахуванням анізотропності прокату, поетапній термообробці, механічному видаленні матеріалу з обох її сторін, термообробці чутливого елемента для зняття внутрішніх напружень та наступному остаточному формуванні геометрії чутливого елемента. Термообробка чутливого елемента проводиться спільно зі "свідком", що має форму чутливого елемента, реєструються геометричні параметри "свідка", проводиться за оптимальною температурою дисперсійне старіння матеріалу чутливого елемента і "свідка", контролюють геометричні параметри "свідка", аналізують отримані результати і при цьому дисперсійне старіння проводиться до тих пір, поки "свідок" не перестає змінювати свої параметри. UA 102625 U (12) UA 102625 U UA 102625 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області приладобудування і може бути використана для виготовлення пружного чутливого елемента динамічно налагоджуваного гіроскопа. Відомий спосіб виготовлення і випробування гіроскопа (Пат. UA № 67692, МПК G 01 С 19/00. Бюл. № 6, 2004), який включає виготовлення деталей гіроскопа, методики їх складання та контролю параметрів гіроскопа, що дозволяють забезпечити його стабільну роботу в межах широкого діапазону робочих температур. Недоліками зазначеного способу є те, що режими термічної обробки, визначені на прикладі сплаву ВТ6, не є оптимальними з точки зору мінімізації внутрішніх напружень. Контроль якості пружного чутливого елемента проводиться на стадії статичного і динамічного балансування ротора гіроскопа після складальних операцій і для корегування чи заміни потребує розбирання вузла, що збільшує трудомісткість виготовлення. Відомий також пристрій для випробувань пружного чутливого елемента динамічно налагоджуваного гіроскопа (А. с. SU № 1835488, МКИ G 01 С 19/00. Бюл. № 31, 1993), що дозволяє визначити величину відносного зміщення пружних осей чутливого елемента динамічно налагоджуваного гіроскопа при його виготовленні з тим, щоб доопрацюванням підвищити рівень точності приладу. Недоліком зазначеного пристрою є порівняно складна конструкція, а запропонований спосіб вимірювання величини неперетину осей жорсткості, що складається з двох фаз: балансування центру мас деталей щодо однієї з осей чутливого елемента та вимірювання величини кутового відхилення під дією осьового дисбалансу відносно ортогональної осі чутливого елемента, є досить складним та трудомістким, що позначиться на вартості продукції. Найбільш близьким по технічній суті до способу, що заявляється, є спосіб виготовлення пружного чутливого елемента динамічно налагоджуваного гіроскопа (Пат. RU № 2289099, МКИ G 01 С 19/22, С 21 D 1/09. Бюл. № 34, 2006), що полягає в отриманні заготовки чутливого елемента з урахуванням напряму прокату, поетапній термообробці заготівки, механічному видаленні матеріалу при формуванні геометрії пружних перетинок чутливого елемента, лазерно-термічній обробці робочої зони пружних перетинок чутливого елемента перед остаточним формуванням їх геометрії за допомогою спеціального штампу, механічній обробці з метою відновлення форми, порушеної видавлюванням, додатковій термообробці для остаточного формування структури робочої частини пружного чутливого елемента та остаточному формуванні на електроерозійному верстаті спеціальної конфігурації, яка дозволяє здійснювати пружні коливання чутливого елемента динамічно налагоджуваного гіроскопа в напрямі, перпендикулярному площині диска. Недоліком даного способу виготовлення пружного чутливого елемента є те, що очікуваний технічний результат отримання пластичної рівномірної структури матеріалу чутливого елемента шляхом усунення місцевих напружень можна отримати тільки при умові визначення оптимальної за приведенням до мінімуму внутрішніх напружень в матеріалі температури дисперсійного старіння при останній термообробці, із застосуванням дорогого та енергозатратного лазерного устаткування і спеціального фасонного штампу. В основу запропонованого способу поставлена задача удосконалення способу виготовлення чутливого елемента динамічно налагоджуваного гіроскопа за рахунок підбору оптимального режиму термічної обробки при остаточному формуванні структури монолітного пружного чутливого елемента із спеціально підібраного матеріалу та застосування спеціального пристрою для виготовлення та поопераційного контролю прецизійних геометричних параметрів чутливого елемента, що дозволяє забезпечити технічний результат - значне підвищення технологічного виходу продукції на стадії регулювання та настроювання динамічно налагоджуваного гіроскопа за рахунок підвищення точності та якості виготовлення пружного чутливого елемента. Рішення поставленої задачі досягається за рахунок того, що в способі виготовлення чутливого елемента динамічно налагоджуваного гіроскопа, який полягає в отриманні заготовки чутливого елемента з урахуванням анізотропності прокату, поетапній термообробці заготівки, механічному видаленні матеріалу при формуванні геометрії чутливого елемента, згідно з корисною моделлю, термообробка чутливого елемента проводиться спільно зі "свідком", що має форму чутливого елемента, реєструються геометричні параметри "свідка", проводиться за оптимальною температурою дисперсійного старіння матеріалу чутливого елемента і "свідка", контролюються параметри "свідка", аналізуються отримані результати і при цьому дисперсійне старіння проводиться до тих пір, поки "свідок" не перестає змінювати свої параметри. При формуванні пружних перетинок механічно видаляють матеріал в отворах і застосовують технологічний пристрій для операцій обробки та контролю отворів чутливого елемента, виготовлений у вигляді куба, і таким чином забезпечують повторюваність чотирьох перетинок з 1 UA 102625 U 5 10 15 20 25 30 35 40 45 50 55 однієї установки та перпендикулярність їх осей до загальної осі чутливого елемента, не знімаючи деталь з пристрою, на основі отриманих результатів контролю вносять корективи в технологічний процес формування геометрії контурів отворів та взаємну позиційність їх осей отворів, що формують пружні перетинки. Істотна відмінність запропонованого рішення в порівнянні з відомими полягає в тому, що технологія термічної обробки монолітної деталі чутливого елемента розроблена на основі експериментального визначення оптимальної, за поліпшенням ізотропних властивостей та мінімізацією внутрішніх напружень, температури дисперсійного старіння, вибраного для чутливого елемента матеріалу, наприклад мартенситностаріючого сплаву 21НКМТ-ВН, що має високі елінварні властивості, ізотропність і однорідність. Конкретними істотними відмінностями даного способу також є застосування для виготовлення та поопераційного контролю пружних перетинок спеціального пристрою, виготовленого у вигляді куба, який забезпечує повторюваність чотирьох перетинок з однієї установки та перпендикулярність їх осей до загальної осі чутливого елемента, і високу точність обробки прецизійних розмірів та симетрії чутливого елемента, можливість їх поопераційного контролю і корегування. Даний спосіб оптимально поєднується з іншими операціями і в комплексі приносить заявлений позитивний результат. Суть способу виготовлення і контролю якості чутливого елемента динамічно налагоджуваного гіроскопа пояснюється кресленнями, де на фіг. 1а зображено загальний вигляд пружної перетинки чутливого елемента, з такими параметрами як, наприклад, довжина пружної перетинки h=5,05±0,1 мм, товщина перетинки Δ=0,038±0,003 мм, отвори, що формують +0,01 перетинку діаметром D=1,2 мм. Схема з розмірами тих конструктивних елементів, що її створюють, показана на фіг. 1б, де а, b - ортогональні розміри міжцентрової відстані складають, наприклад, а=0,63±0,1 мм; b=1,09±0,09 мм. Деталь "свідок" представлена на фіг. 2, де Ød, наприклад, отвір, h - товщина чутливого елемента, с - зовнішня поверхня. На фіг. 3 зображена конструкція пристрою для точного і симетричного виготовлення та контролю пружних перетинок чутливого елемента, що включає: 1 - корпус, 2 - фіксатор, 3 - оправку, 4 - шайбу, 5 - штифт. Спосіб контролю лінійних і кутових зміщень пружних елементів чутливого елемента, збіг їх осей між собою і по відношенню до головної осі чутливого елемента, а також їх перпендикулярність до головної осі чутливого елемента пояснюється на фіг. 4 та фіг. 5, де 1 - корпус пристрою, 6 підвіс, 7 - мірні валики, 8 - індикатор з ціною ділення 0,001 мм. Спосіб виконується наступним чином. Сучасні технології отримання високоізотропних, однорідних матеріалів, що забезпечують мінімальні залишкові напруження після термічних операцій, дозволяють при застосуванні таких матеріалів для виготовлення чутливого елемента разом з підвищенням точності його обробки досягти високої точності динамічного балансування динамічно налагоджуваного гіроскопа (наприклад, сплав 21НКМТ-ВН). З матеріалу вирізується заготовка для монолітного пружного чутливого елемента із урахуванням напряму прокату. Проводиться загартування заготовки. Наприклад, температура нагріву (950+10)°С, витримка в печі 1…1,5 години, охолоджувальна рідина - вода, витримка у воді не менше 20 хв. Потім деталі обробляються холодом при температурі мінус 196 °C у рідкому азоті, витримка в азоті 15 хв. Контроль проводиться на наявність залишкового аустеніту (повинно бути не більше 5 %) і перевіряється твердість (30….32 HRCe). Після загартування проводиться механічна обробка чутливого елемента з припусками під доведення перетинок і шліфовка зовнішніх, внутрішніх і бокових поверхонь чутливого елемента. Конструктивно підвіс є нерозбірною конструкцією, що складається із взаємно рухомих частин. Зовнішня частина пов'язана з внутрішньою за допомогою чотирьох пружних перетинок, розташованих під кутом 90° до осі чутливого елемента. Оскільки зазначена деталь є чутливим елементом динамічно налагоджуваного гіроскопа, що повинен також забезпечити точну фіксацію у просторі та часі і вільне обертання навкруг повздовжньої осі пружного чутливого елемента носія інерційної маси - маховика, особлива увага приділяється прецизійній обробці отворів для створення пружних перетинок (фіг. 1) і наступній термообробці. Термообробка чутливого елемента проводиться спільно зі "свідком", що має форму чутливого елемента. З метою забезпечення рівномірної структури матеріалу контролюють зміну розмірів деталі "свідка" (фіг. 2) після кожної технологічної операції підвісів. Розміри деталі "свідка" паспортизуються з точністю до 0,001 мм по зовнішній поверхні с, отвору Ød і товщині чутливого елемента hi. Термічну обробку (дисперсійне старіння) проводять, наприклад, при температурі (575±5)°С протягом трьох годин у вакуумній печі з охолоджуванням в нижній частині печі до 100 °C, і 2 UA 102625 U 5 10 15 20 25 30 35 40 45 50 55 60 подальшим охолодженням у повітрі. Далі контролюють фактичні розміри "свідка" і отримані результати заносять в технологічний паспорт. Для зняття внутрішніх напружень в матеріалі деталі проводять операцію стабілізаційного старіння при визначеній температурі, наприклад, (450±5)°С з витримкою у вакуумній печі 3,5…4 години з охолодженням в нижній частині печі до 100 °C, далі на повітрі. Знову перевіряють дійсні розміри "свідка" і заносять в технологічний паспорт. Після чого аналізують різницю розмірів після дисперсійного старіння при температурі, наприклад, (575±5)°С і розмірами після стабілізуючого старіння при температурі (450±5)°С. Якщо розміри на "свідку" продовжують зменшуватися, значить, фазові зміни в металі не закінчені і після остаточного виготовлення чутливого елемента і звільнення рухомої і нерухомої частин чутливого елемента можливі похибки більше допустимих. У таких випадках до звільнення рухомої і нерухомої частин чутливого елемента необхідно повторити операцію стабілізуючого старіння за температурним режимом, наприклад, (450±5)°С з витримкою 3,5…4 години і перевіркою розмірів на "свідку". Потім проводиться електроіскрова обробка, що формує геометрію чутливого елемента, після чого виконується шліфування бокових поверхонь і отворів, роз'єднання взаємно рухомих частин чутливого елемента та доводка пружних перетинок до необхідної жорсткості згідно з вимогами конструкторської документації. Остаточне відпалювання для зняття внутрішніх напружень проводиться при температурі, наприклад, (280±5)°С з витримкою у вакуумній печі 8 годин. Для реалізації прецизійної обробки чутливого елемента динамічно налагоджуваного гіроскопа розроблено технологічний пристрій (фіг. 3), який забезпечує точність виконання та геометричний контроль після кожного переходу технологічних операцій до повного виготовлення деталі, не знімаючи її з пристрою. Технологічний пристрій, виготовлений з високолегованої інструментальної сталі, має форму куба з точними розмірами, який забезпечує точне виконання перетинок під кутом 90°±5' між собою та позиціонування деталі по відношенню до шпинделя верстата незалежно від оператора. Відомо, що такі похибки, як лінійне зміщення пружних елементів чутливого елемента, розбіжність їх осей приводять до лінійного і кутового зміщенням головних осей жорсткості, що призводить до неперпендикулярності осей. Виникають квадратурні моменти статичної незбалансованості ротора в підвісі і зміщення центру мас ротора при нагріві. Кутові зміщення пружних елементів чутливого елемента приводять до зміни положення головних осей лінійної і кутової жорсткості чутливого елемента, зміщення центру мас ротора динамічно налагоджуваного гіроскопа, і є причиною появи квадратурної маятниковості і статичної незбалансованості. Неперпендикулярність і неперетин осей чутливого елемента при дії сили тяжіння і лінійної вібрації з частотою, кратній частоті обертання, призводять до появи квадратурних моментів, що не усуваються балансуванням. З метою запобігання цим похибкам контроль геометричних параметрів і розташування отворів проводиться за такою схемою: 1. Не знімаючи деталь з технологічного пристрою, у вісім отворів діаметром 1,2 мм встановлюють мірні валики (фіг. 4). Повертаючи пристрій на плиті, фіксують за допомогою індикатора непаралельність чи неперпендикулярність усіх восьми отворів щодо один одного, а також зміщення та несиметричність отворів щодо осі обертання чутливого елементи. 2. Встановлюють пристрій з деталлю на контрольну плиту таким чином, щоб торці чутливого елемента були горизонтальні (фіг. 5) і перевіряють непаралельність отворів між собою та відхилення від перпендикулярності всіх отворів до осі обертання. Запропонований спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа дозволяє значно скоротити брак з вини оператора, не дозволяє передавати деталі на інші операції з прихованим браком і, відповідно, зменшити технологічний відхід підвісів при складальних роботах, балансуванні і регулюванні динамічно налагоджуваного гіроскопа. Реалізація зазначених прийомів і технологічних режимів їх виконання дозволяють підвищити надійність і точність роботи гіроскопа, а також значною мірою скоротити трудомісткість і, відповідно, собівартість продукції. Приклад. Технологічні чинники, що впливають на точність виготовлення чутливого елемента можна розділити на дві частини: - вплив фізико-механічних характеристик матеріалу, з якого виготовлений підвіс гіроскопа; - вплив технологічного процесу виготовлення чутливого елемента. Проведені дослідницькі роботи по розробці технології термічних операцій для зменшення залишкових внутрішніх напружень в підвісі із сплаву 21НКМТ-ВН. При температурі дисперсійного старіння 575 °C та часу витримки у вакуумній печі три години визначена 3 UA 102625 U 5 10 15 20 25 30 твердість чутливого елемента складала 46…47 HRCв (вимога конструкторської документації). Після виконання операції стабілізаційного старіння при температурі (450±5)°С з витримкою у вакуумній печі 3,5…4 години відбувається зняття внутрішніх напружень в матеріалі деталі, твердість чутливого елемента при цьому становить 46…47 HRCe. Після роз'єднання на електроіскровому верстаті рухомої і нерухомої частин чутливого елемента торцеве биття рухомої частини чутливого елемента при вимірюванні в центрах складає не більше 0,02 мм. Остаточне зняття внутрішніх напружень досягається при температурі відпалювання (280±5)°С з витримкою у вакуумній печі 8 годин. Експериментальні дослідження підтвердили правильність вибраного режиму термообробки і показали, що внутрішні напруження в матеріалі зведені до мінімуму, а відсоток браку після термічних операцій зменшився до 3 %. Чотири пружних перетинки, розташовані під кутом 90° до подовжньої осі чутливого елемента, утворюються на токарному прецизійному верстаті кожна двома отворами діаметром +0,01 1,2 мм, які розташовані так, щоб товщина перетинок А дорівнювала 0,038+0,003 мм (фіг. 1). +0,01 Отвори діаметром 1,2 мм, що формують перетинку, повинні бути перпендикулярні до осі обертання чутливого елемента з точністю 0,01 мм та паралельні торцевій площині чутливого елемента з точністю 0,01 мм. Малі габаритні розміри чутливого елемента з зовнішнім діаметром, наприклад, 15,7 мм та шириною, наприклад, 7 мм, а також отвори діаметром +0,01 D=1,2 мм, що створюють перетинки, викликали необхідність розробки принципово нового технологічного процесу, який забезпечує геометричний контроль після кожного переходу технологічних операцій. Даний спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа можна реалізувати за допомогою технологічного пристрою (фіг. 3), який дозволяє виключити похибки при позиціонуванні шпинделя верстата, а також похибки при діленні кола на 90°, дозволяє контролювати та, при необхідності, корегувати геометричні параметри чутливого елемента на всіх переходах до повного виготовлення деталі, не знімаючи її з технологічного пристрою. Спосіб контролю, запропонований на технологічних операціях, може бути використаний при фінішних доведеннях жорсткості перемичок чутливого елемента до заданих параметрів чутливого елемента. Результати досліджень підтверджують ефективність способу виготовлення чутливого елемента, підвищена точність виготовлення якого забезпечила зменшення тих складових дрейфу динамічно налагоджуваного гіроскопа, що збільшуються пропорційно прискоренню і залежать від вібраційного впливу з частотами, кратними частоті обертання. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 1. Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа, що полягає в отриманні заготовки чутливого елемента з урахуванням анізотропності прокату, поетапній термообробці, механічному видаленні матеріалу з обох її сторін, термообробці чутливого елемента для зняття внутрішніх напружень та наступному остаточному формуванні геометрії чутливого елемента, який відрізняється тим, що термообробка чутливого елемента проводиться спільно зі "свідком", що має форму чутливого елемента, реєструються геометричні параметри "свідка", проводиться за оптимальною температурою дисперсійне старіння матеріалу чутливого елемента і "свідка", контролюють геометричні параметри "свідка", аналізують отримані результати і при цьому дисперсійне старіння проводиться до тих пір, поки "свідок" не перестає змінювати свої параметри. 2. Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа за п. 1, який відрізняється тим, що при формуванні пружних перетинок механічно видаляють матеріал в отворах, застосовують технологічний пристрій для операцій обробки та контролю отворів чутливого елемента, виготовлений у вигляді куба, і таким чином забезпечують повторюваність чотирьох перетинок з однієї установки та перпендикулярність їх осей до загальної осі чутливого елемента, не знімаючи деталь з пристрою, на основі отриманих результатів контролю вносять корективи в технологічний процес формування геометрії чутливого елемента та взаємну позиційність їх осей. 4 UA 102625 U 5 UA 102625 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing sensing element of dynamically adjusted gyroscope
Автори англійськоюAntoniuk Viktor Stepanovych, Ponomarenko Anatolii Ivanovych, Voznenko Viktoria Vitaliivna, Maliarov Serhii Prokopovych, Tsyruk Viktor Hryhorovych, Yankilevych Hryhorii Yevsiiovych
Назва патенту російськоюСпособ изготовления чувствительного элемента динамически настраиваемого гироскопа
Автори російськоюАнтонюк Виктор Степанович, Пономаренко Анатолий Иванович, Возненко Виктория Витальевна, Маляров Сергей Прокопович, Цирук Виктор Григорьевич, Янкилевич Григорий Евсеевич
МПК / Мітки
МПК: G01C 19/22
Мітки: елемента, гіроскопа, виготовлення, налагоджуваного, спосіб, динамічної, чутливого
Код посилання
<a href="https://ua.patents.su/8-102625-sposib-vigotovlennya-chutlivogo-elementa-dinamichno-nalagodzhuvanogo-giroskopa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення чутливого елемента динамічно налагоджуваного гіроскопа</a>
Датчик кутової швидкості на базі динамічно налагоджуваного гіроскопу з оптичним датчиком кута
Номер патенту: 71782
Опубліковано: 25.07.2012
Автори: Аврутов Вадим Вікторович, Симоненко Владислав Миколайович
МПК: G01C 19/38
Мітки: кута, гіроскопу, кутової, налагоджуваного, датчиком, датчик, динамічної, оптичним, базі, швидкості
Формула / Реферат:
Датчик кутової швидкості, який використовується в інерціальних навігаційних системах, що містить динамічно налаштовуваний гіроскоп, який відрізняється тим, що знімання інформації про кути повороту ротора навкруг осей торсіонів здійснюється за допомогою оптичного, а не ємнісного датчика кута.
Спосіб виготовлення чутливого елемента терморезистора
Номер патенту: 95335
Опубліковано: 25.12.2014
Автори: Фонкіч Олександр Михайлович, Шварц Юрій Михайлович, Шварц Марина Михайлівна
МПК: G01K 7/00
Мітки: виготовлення, елемента, спосіб, чутливого, терморезистора
Формула / Реферат:
Спосіб виготовлення чутливого елемента терморезистора на основі германію на підкладці з арсеніду галію, що включає нагрів в вакуумі підкладки з GaAs орієнтацією (100), нанесення шару германію на підкладку з молекулярного пучка германію в вакуумі, який відрізняється тим, що спочатку проводять нагрів підкладки GaAs при температурі Т1, яка задовольняє умову Т1<TGa та Т1<TAs де TGa і TAs - температура, при якій відбувається дисоціація і...
Спосіб виготовлення чутливого елемента з анізотропного кристалічного матеріалу для електрооптичної або фотопружної комірки
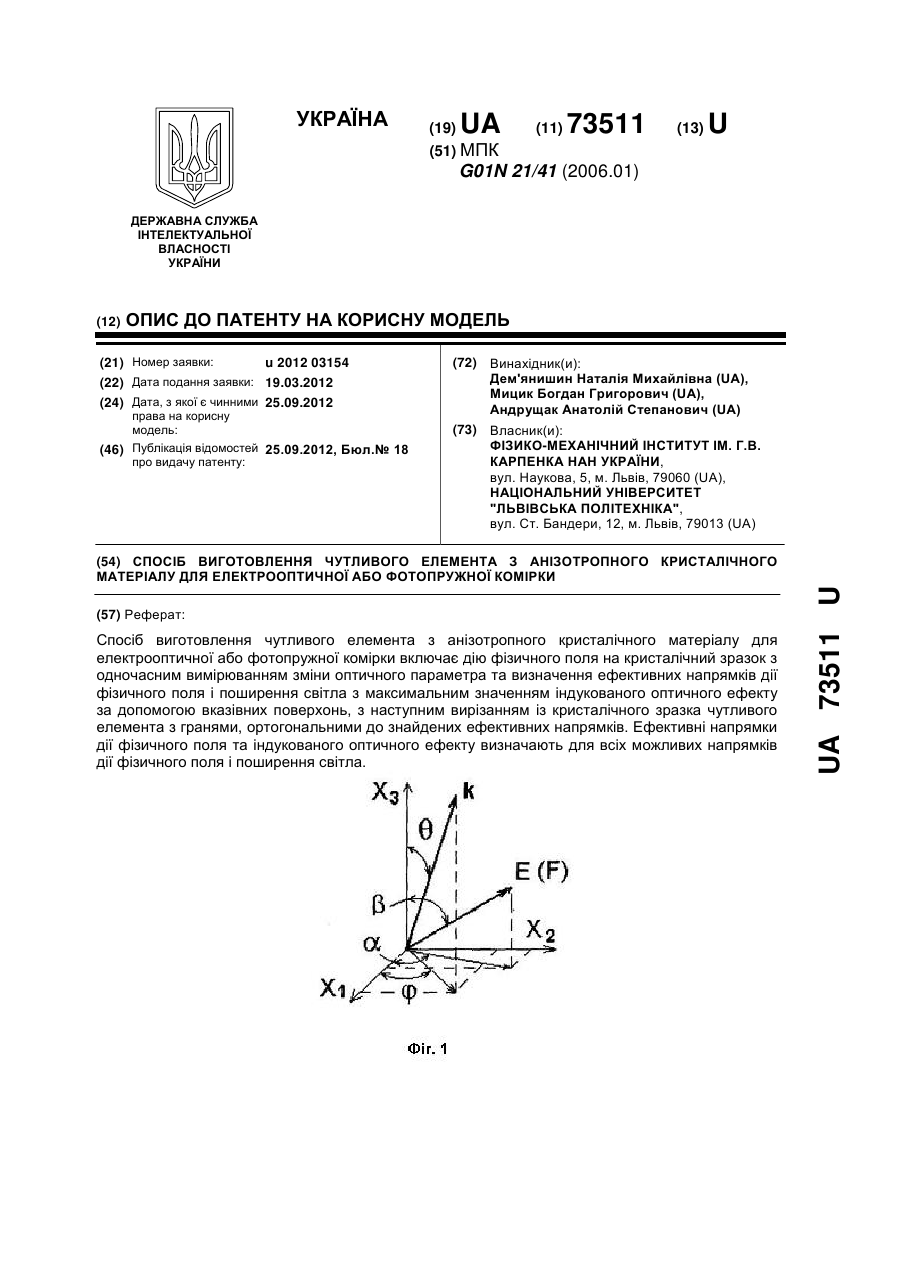
Номер патенту: 73511
Опубліковано: 25.09.2012
Автори: Мицик Богдан Григорович, Андрущак Анатолій Степанович, Дем'янишин Наталія Михайлівна
МПК: G01N 21/41
Мітки: кристалічного, фотопружної, анізотропного, матеріалу, електрооптичної, спосіб, виготовлення, елемента, чутливого, комірки
Формула / Реферат:
Спосіб виготовлення чутливого елемента з анізотропного кристалічного матеріалу для електрооптичної або фотопружної комірки, що включає дію фізичного поля на кристалічний зразок з одночасним вимірюванням зміни оптичного параметра та визначення ефективних напрямків дії фізичного поля і поширення світла з максимальним значенням індукованого оптичного ефекту за допомогою вказівних поверхонь, з наступним вирізанням із кристалічного зразка...
Пристрій для динамічного настроювання динамічно настроювального гіроскопа
Номер патенту: 35016
Опубліковано: 15.03.2001
Автори: Клименко Олексій Іванович, Осипов Віктор Петрович, Мудренко Микола Дмитрович, Глазунов Іван Єгорович, Хазанович Леонід Борисович, Янкелевич Григорій Євсійович, Галаган Олександр Андрійович
МПК: G01C 19/56
Мітки: настроювання, динамічної, пристрій, настроювального, гіроскопа, динамічного
Формула / Реферат:
Пристрій для динамічного настроювання динамічно настроювального гіроскопа, який включає кардановий підвіс, елементи динамічного настроювання, ротор та електропривід обертання ротора, який відрізняється тим, що елементи динамічного настроювання розташовані в електроприводі обертання ротора, а як елементи динамічного настроювання застосовані дискретний формувач імпульсу з тривалістю еталонного періоду обертання ротора з регульованим...
Підвіс чутливого елемента акселерометра
Номер патенту: 93974
Опубліковано: 25.03.2011
Автори: Бондарук Всеволод Арсенійович, Янкелевич Григорій Євсійович, Цирук Віктор Григорович, Маляров Сергій Прокопович
МПК: G01R 17/08, G01P 15/13, G01P 15/02
Мітки: елемента, акселерометра, підвіс, чутливого
Формула / Реферат:
Підвіс чутливого елемента акселерометра, який складається з пружних перемичок, одні з яких з'єднані через нерухоме кільце підвісу з корпусом акселерометра, другі з'єднані з чутливим елементом, що включає котушку датчика моменту акселерометра, який відрізняється тим, що з'єднання між собою не поєднаних з нерухомим кільцем та чутливим елементом кінців пружних перемичок виконано за допомогою жорстких перемичок, товщина яких щонайменше в три...
Попередній патент: Спосіб введення природного газу в фурми доменної печі
Наступний патент: Сплав для позапічної обробки металургійних розплавів
Випадковий патент: Спосіб оптимізації лікування перелому нижньої щелепи на тлі її структурно-функціональних змін