Спосіб виготовлення інструмента для гарячої деформації
Формула / Реферат
1. Спосіб виготовлення інструмента (1) для гарячої деформації, зокрема дорна або оправки для виготовлення безшовних труб, або ковальської оправки для гарячого кування трубчастих деталей з металу, який включає стадії:
a) виготовлення основного тіла (2) інструмента, причому це виготовлення основного тіла (2) інструмента передбачає створення профілювання (5) поверхні з множиною підвищень (6) і заглиблень (7) на поверхні основного тіла (2) інструмента, причому ці підвищення (6) виконані, зокрема, у вигляді таких, що мають в радіальному перерізі форму перегородок, переважно прямокутних виступів, які проходять на задану довжину (В) в напрямку подовжньої осі (а) інструмента (1) і які піднімаються на задану висоту над заглибленнями (7), причому створення профілювання (5) поверхні переважно здійснюється за допомогою механічної обробки, зокрема обточування;
b) нанесення покриття (4) на основне тіло (2) інструмента,
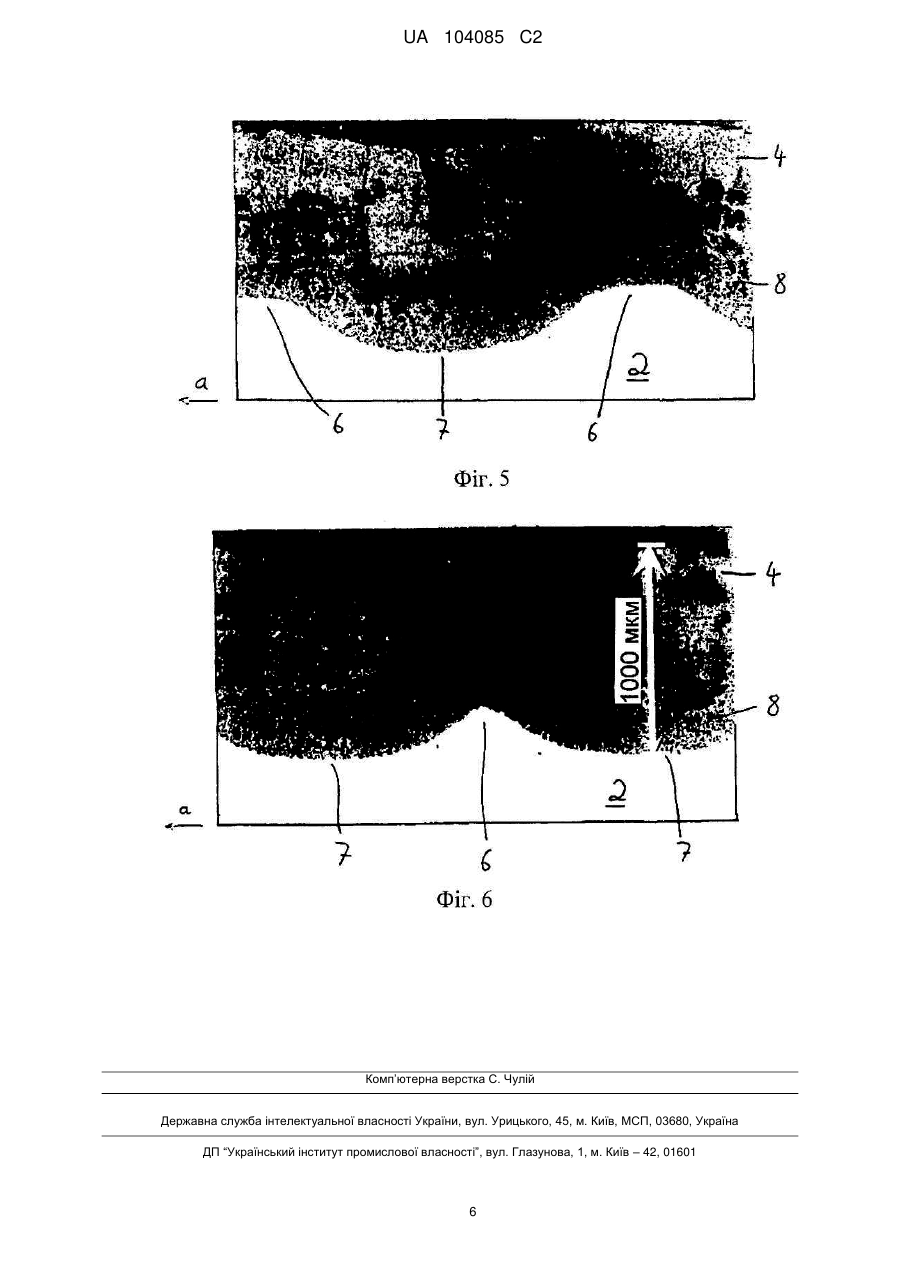
який відрізняється тим, що після стадії а) за допомогою термохімічного способу обробки з частини матеріалу основного тіла (2) вздовж структурованої поверхні спочатку утворюють первинний захисний шар з перетвореного матеріалу (8), при цьому зменшуються ширина підвищень (6) і глибина заглиблень (7), причому термохімічне перетворення включає, зокрема, утворення оксиду заліза, особливо переважно окалини, і на перетворений таким чином первинний шар (8) матеріалу наносять зовнішній захисний шар (4), що заповнює заглиблення (7), які залишилися між підвищеннями (6).
2. Спосіб за п. 1, який відрізняється тим, що заглиблення (7) при нанесенні покриття (4) згідно зі стадією b) заповнюють щонайменше до висоти підвищень (6) покриттям (4), при цьому поверхня покриття (4) переважно перевищує висоту підвищень (6).
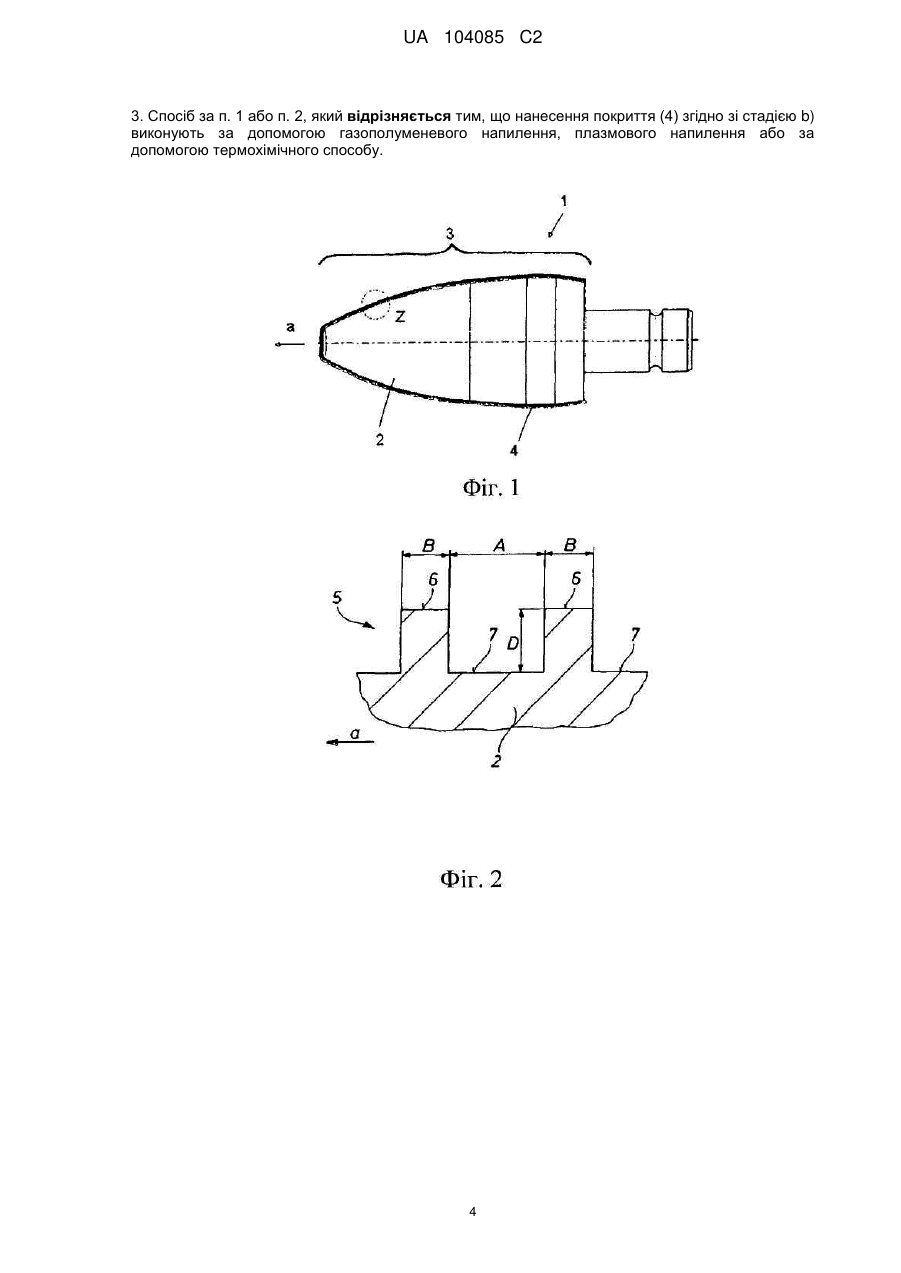
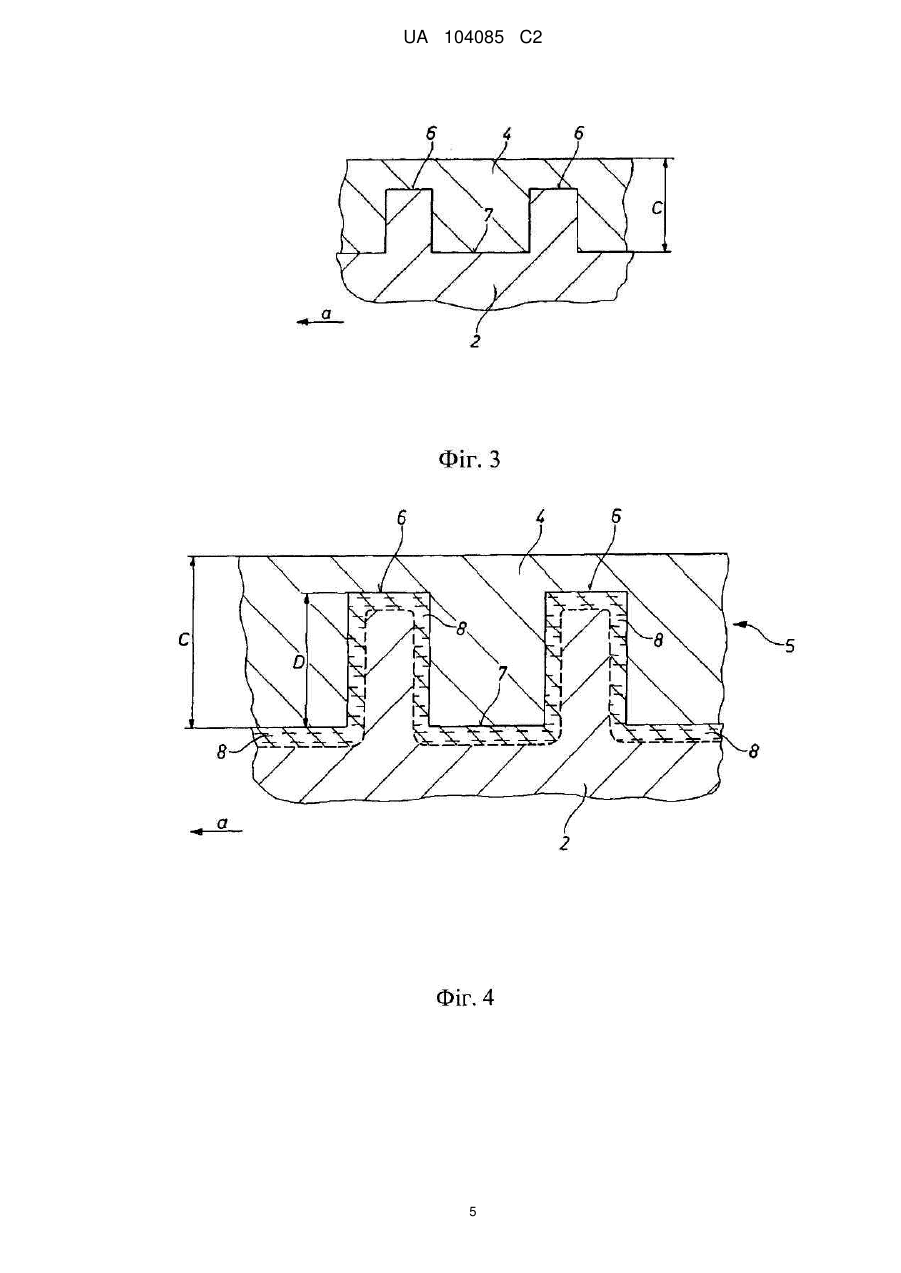
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що нанесення покриття (4) згідно зі стадією b) виконують за допомогою газополуменевого напилення, плазмового напилення або за допомогою термохімічного способу.
Текст
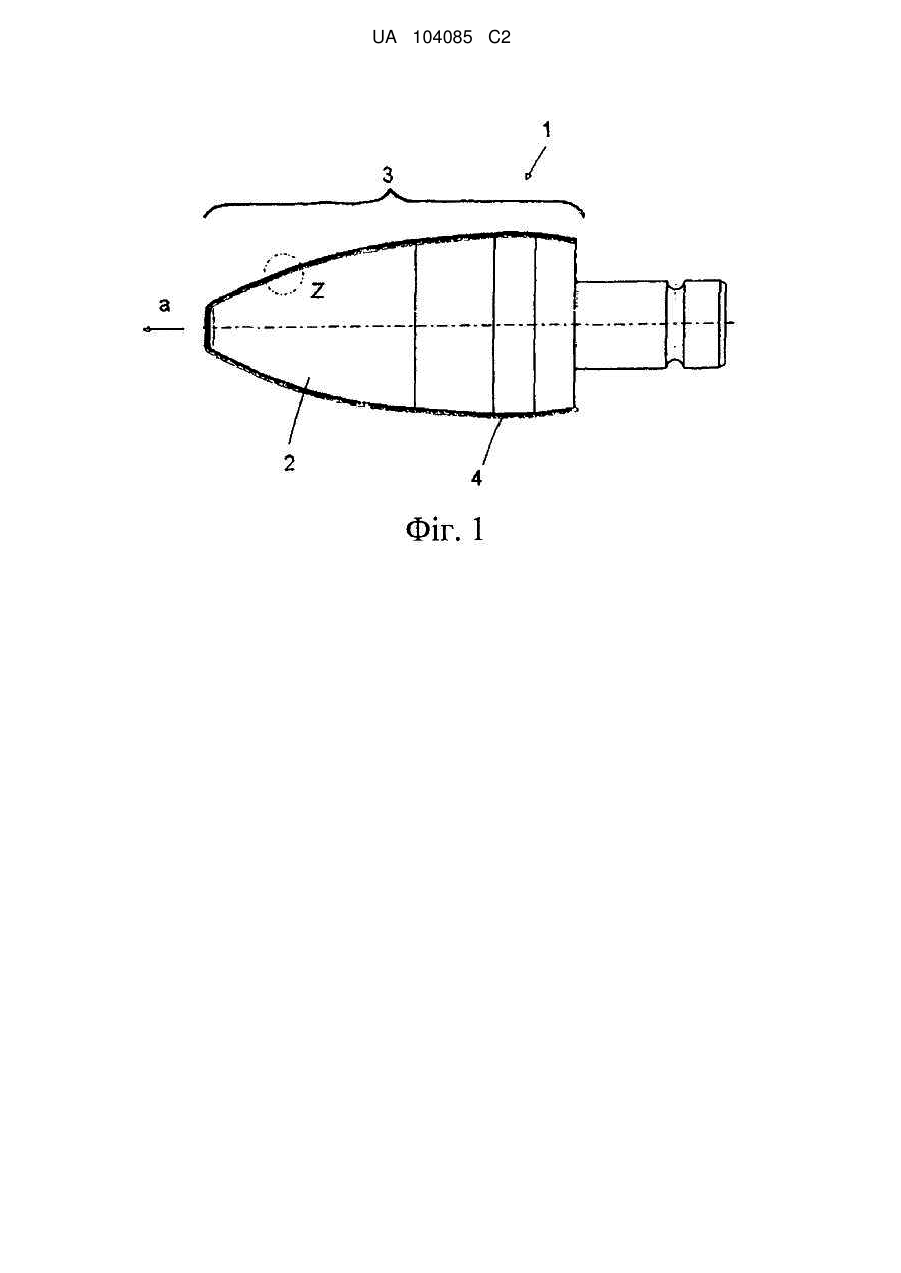
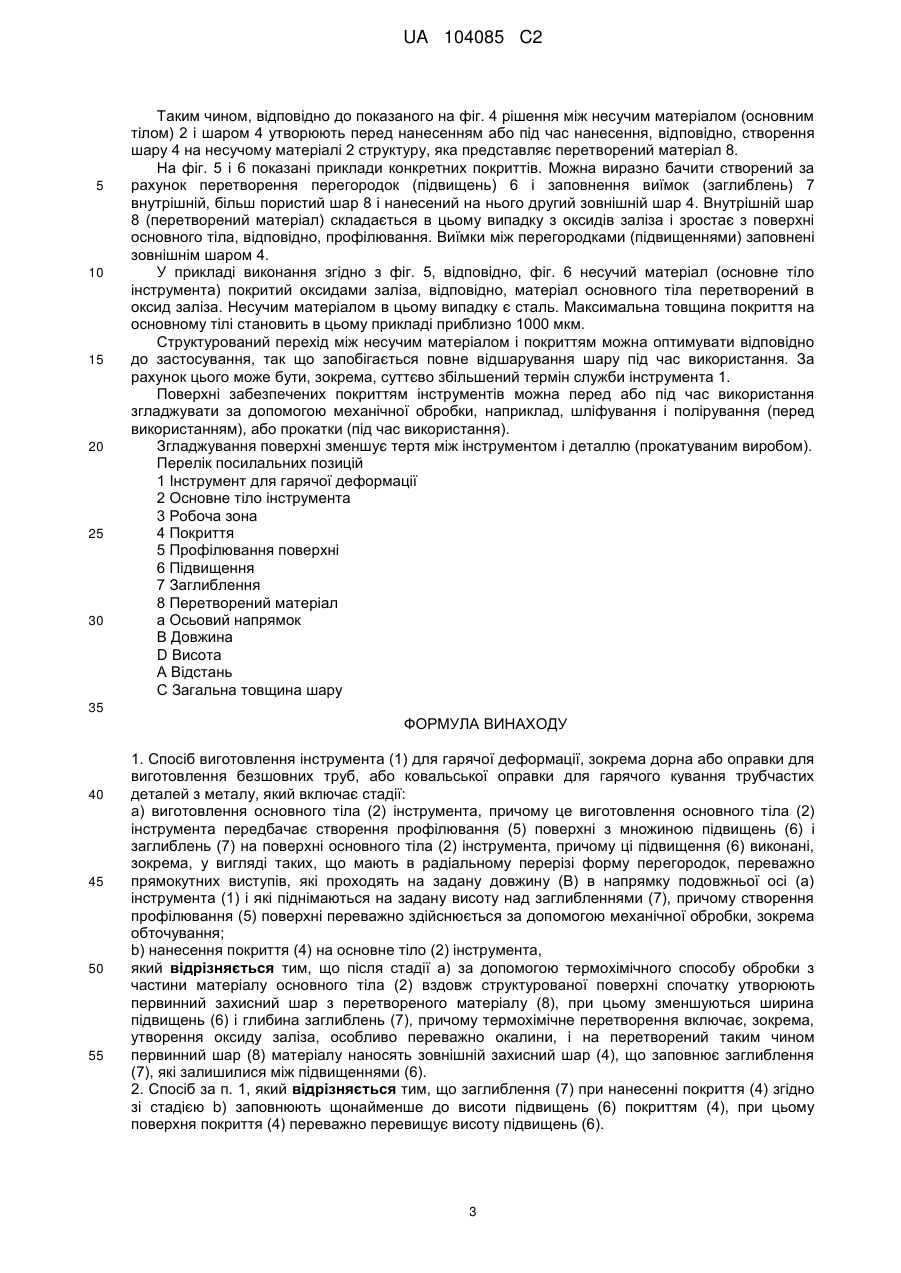
Реферат: Винахід стосується способу виготовлення інструмента для гарячої деформації, зокрема дорна або оправки для виготовлення безшовних труб, або ковальської оправки для гарячого кування трубчастих деталей з металу, причому інструмент має основне тіло (2) інструмента, і основне тіло (2) інструмента щонайменше в одній робочій зоні (3) забезпечене покриттям (4). Для досягнення поліпшеної міцності покриття (4) на основному тілі інструмента згідно з винаходом передбачено, що основне тіло (2) інструмента забезпечують профілюванням (5) поверхні (стадія а) способу) і на профілювання (5) поверхні наносять покриття (4) (стадія b). При цьому профілювання (5) поверхні має множину підвищень (6) і заглиблень (7), що утворюються за допомогою механічної обробки, зокрема обточування. Після стадії а) за допомогою термохімічного способу обробки з частини матеріалу основного тіла (2) вздовж структурованої поверхні спочатку утворюють первинний захисний шар з перетвореного матеріалу (8) і на перетворений таким чином первинний шар (8) матеріалу наносять зовнішній захисний шар (4), що заповнює виїмки, які залишилися між підвищеннями (6). UA 104085 C2 (12) UA 104085 C2 UA 104085 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу виготовлення інструмента для гарячої деформації, зокрема, дорна або оправки для виготовлення безшовних труб, або ковальської оправки для гарячого кування трубчастих деталей з металу, який включає стадії: а) виготовлення основного тіла інструмента, причому виготовлення основного тіла інструмента передбачає створення профілювання поверхні з множиною підвищень і заглиблень на поверхні основного тіла інструмента, причому ці підвищення виконані, зокрема, такими що мають в радіальному перерізі форму перегородок, переважно прямокутних виступів, які проходять по заданій довжині в напрямку подовжньої осі інструмента і які підносяться на задану висоту над заглибленнями, причому створення профілювання поверхні переважно здійснюється за допомогою механічної обробки, зокрема обточування; b) нанесення покриття на основне тіло інструмента. З US 5031434 А відома оправка для прокатки безшовних труб, яка має забезпечене таким профілюванням поверхні основне тіло з нанесеним на нього потім окремо покриття. Дорн для прошивання круглих дротиків вказаного виду відомий з DЕ 102008056988 А1 і додатково, наприклад, з JР 54-017363 А і JР 63-192504 А. Робоча зона дорна забезпечена тут шаром, що зменшує під час прошивання відведення тепла в тіло оправки і міцно зчепленим з тілом оправки. Для функції інструмента суттєво, що шар має міцне зчеплення. Крім того, загалом відомо, що в інструментах для гарячої деформації або аналогічних конструктивних елементах для збільшення терміну служби перед нанесенням покриття - при цьому в більшості випадків мова йде про термохімічні способи покриття - наприклад, робочу зону піддають піскоструминній обробці для надання їй шорсткості, з метою поліпшення зчеплення покриття, що потім наноситься. Однак було встановлено, що шорстка поверхня часто не забезпечує достатнього зчеплення, і в багатьох випадках під час процесу нанесення покриття або використання пропадає. Коли потім між основним тілом і покриттям діють термічні і механічні напруження, то захисний шар відшаровується. Тому в основу винаходу поставлена задача створення способу виготовлення інструмента для гарячої деформації вказаного на початку виду, за допомогою якого забезпечується поліпшене з'єднання між основним тілом інструмента і покриттям. Відповідно до цього інструмент для гарячої деформації повинен мати збільшений термін служби і тим самим забезпечувати економічніше виготовлення, зокрема, безшовних труб. Ця задача вирішена згідно з винаходом тим, що після стадії а) за допомогою термохімічного способу обробки з частини матеріалу основного тіла вздовж структурованої поверхні спочатку утворюють первинний захисний шар з перетвореного матеріалу, при цьому зменшуються ширина підвищень і глибина заглиблень, і при цьому термохімічне перетворення включає, зокрема, утворення оксиду заліза, зокрема, окалини, і що на перетворений таким чином первинний шар матеріалу наносять зовнішній захисний шар, що заповнює виїмки, які залишилися між підвищеннями. Профілювання поверхні переважно утворює в осьовому напрямку інструмента щонайменше один піднутрений паз, при цьому профілювання поверхні має, зокрема, множину підвищень і заглиблень на поверхні основного тіла інструмента. Основне тіло інструмента виконане переважно зі сталі. Покриття може бути захисним шаром для захисту від термічних і механічних навантажень. Воно може бути нанесене за допомогою термохімічного способу нанесення покриття. Нанесення покриття відповідно до вказаної вище стадії b) можна здійснювати також, наприклад, за допомогою газополум'яного напилення або плазмового напилення. Відповідно до цього, поліпшення з'єднання між основним тілом інструмента і покриттям досягається за рахунок того, що поверхню металевого несучого матеріалу гладко обробляють, а потім забезпечують заданою структурою, що складається з перегородок і виїмок, що відділяють їх одна від одної, переважно виконаних за допомогою механічної обробки, зокрема за допомогою обточування. Потім за допомогою цілеспрямованого термохімічного способу нанесення покриття вздовж структурованого таким чином контуру поверхні несучого матеріалу перетворюють частину цього несучого матеріалу в захисний шар. При цьому відповідно зменшуються ширина, а також висота перегородок і глибина виїмок. На цей створений за допомогою перетворення первинний захисний шар потім наносять за допомогою термохімічного способу додатковий зовнішній захисний шар, який одночасно заповнює, відповідно, закриває виїмки, що залишилися між перегородками, відповідно, заглиблення. 1 UA 104085 C2 5 10 15 20 25 30 35 40 45 50 55 За рахунок попередньо оптимізованого залежно від умов використання інструмента структурування переходу між несучим матеріалом (основним тілом) і нанесеним шаром значно поліпшується зчеплення структури шарів, що одержується і запобігається повне відшаруванню шару. Нарівні з поліпшеним переходом між прокатуваним виробом і оксидним шаром поліпшуються також характеристики зчеплення між прокатуваним виробом і інструментом. Запропонований спосіб, відповідно, пояснене виконання придатне загалом для інструментів і конструктивних елементів, які повинні захищатися за допомогою покриття, з метою кращого утримання термічного і механічного навантаження. Нижче приводиться більш докладний опис винаходу на основі прикладів виконання з посиланнями на прикладені креслення, на яких схематично зображено: фіг. 1 - інструмент для гарячої деформації у вигляді оправки, вигляд збоку; фіг. 2 - фрагмент Z з фіг. 1 для ще не покритого основного тіла інструмента, в збільшеному масштабі; фіг. 3 - фрагмент Z з фіг. 1 для вже покритого основного тіла інструмента, в збільшеному масштабі; фіг. 4 - фрагмент Z з фіг. 1 для іншого варіанта виконання покритого основного тіла інструмента, в збільшеному масштабі; фіг. 5 - перша мікрофотографія шліфа для фрагмента Z з фіг. 1 інструмента для гарячої деформації; і фіг. 6 - друга мікрофотографія шліфа для фрагмента Z з фіг. 1 інструмента для гарячої деформації. На фіг. 1 показаний інструмент 1 для гарячої деформації у вигляді оправки для виготовлення безшовної труби. Інструмент 1 має основне тіло 2 інструмента, яке має робочу зону 3, яка проходить по певній довжині в напрямку осі а. В робочій зоні 3 інструмент 1 забезпечений покриттям 4, яке захищає інструмент 1 від термічного, відповідно, механічного навантаження. Точне виконання інструмента показане у вигляді фрагмента 2 з фіг. 1, тобто у вигляді частини основного тіла 2 інструмента на фіг. 2 і 3. Можна бачити, що поверхня основного тіла 2 інструмента, яка лежить радіально зовні, має профілювання 5 поверхні, яке складається з множини радіально виступаючих підвищень 6, які розташовані між виникаючими тим самим заглибленнями 7. Підвищення 6 проходять в осьовому напрямку а на величину В, яка переважно лежить в діапазоні приблизно 250-4000 мкм. Висота Б підвищень 6 відносно заглиблень 7 лежить в діапазоні приблизно 500-5000 мкм. Відстань А між двома підвищеннями переважно лежить в діапазоні приблизно 200-2000 мкм. При цьому профілювання 5 виконане на поверхні основного тіла 2 так, що воно спочатку гладко обробляється, а потім за допомогою механічної обробки, зокрема обточування, утворюються відповідно прямокутні виїмки 7, які мають в радіальному перерізі форму перегородок. Після цієї попередньої обробки поверхню основного тіла 2 інструмента забезпечують покриттям 4, як показано на фіг. 3. При цьому загальна товщина С покриття 4 заповнює заглиблення 7 і перевищує висоту підвищень 6. Таким чином, якщо дивитися в осьовому напрямку а для матеріалу покриття 4 внаслідок профілювання 5 поверхні утворюється піднутрений паз, так що покриття 4 при використанні інструмента 1 дуже міцно зчіплюється з основним тілом 2. На фіг. 4 показане переважне виконання, відповідно, рішення. Попередня обробка основного тіла 2 інструментаздійснюється аналогічно рішенню згідно з фіг. 2 і 3, тобто спочатку виконують профілювання 5 поверхні в гладко обробленому основному тілі 2 інструмента. Проходження профілювання відповідає проходженню згідно з фіг. 2. Однак потім перед нанесенням покриття 4 спочатку перетворюють з використанням термохімічного способу обробки частину матеріалу основного тіла 2 в захисний шар. Перетворений матеріал 8 проходить еквідистантно відносно профілювання 5 і зображений штриховими лініями. При цьому зменшується, відповідно, ширина підвищень (перегородок) 6 і глибина знов прямокутних в поперечному перерізі виїмок, як показано на фіг. 4. На перетворений так шар 8 матеріалу, тобто на утворений за рахунок перетворення несучого матеріалу первинний, відповідно, внутрішній захисний шар наносять під час перетворення або потім покриття 4 у вигляді другого, зовнішнього шару, як показано на фіг. 4, для готового інструмента. Це здійснюється знов за допомогою термохімічного способу або, наприклад, за допомогою газополум'яного напилення або плазмового напилення. 2 UA 104085 C2 5 10 15 20 25 30 Таким чином, відповідно до показаного на фіг. 4 рішення між несучим матеріалом (основним тілом) 2 і шаром 4 утворюють перед нанесенням або під час нанесення, відповідно, створення шару 4 на несучому матеріалі 2 структуру, яка представляє перетворений матеріал 8. На фіг. 5 і 6 показані приклади конкретних покриттів. Можна виразно бачити створений за рахунок перетворення перегородок (підвищень) 6 і заповнення виїмок (заглиблень) 7 внутрішній, більш пористий шар 8 і нанесений на нього другий зовнішній шар 4. Внутрішній шар 8 (перетворений матеріал) складається в цьому випадку з оксидів заліза і зростає з поверхні основного тіла, відповідно, профілювання. Виїмки між перегородками (підвищеннями) заповнені зовнішнім шаром 4. У прикладі виконання згідно з фіг. 5, відповідно, фіг. 6 несучий матеріал (основне тіло інструмента) покритий оксидами заліза, відповідно, матеріал основного тіла перетворений в оксид заліза. Несучим матеріалом в цьому випадку є сталь. Максимальна товщина покриття на основному тілі становить в цьому прикладі приблизно 1000 мкм. Структурований перехід між несучим матеріалом і покриттям можна оптимувати відповідно до застосування, так що запобігається повне відшарування шару під час використання. За рахунок цього може бути, зокрема, суттєво збільшений термін служби інструмента 1. Поверхні забезпечених покриттям інструментів можна перед або під час використання згладжувати за допомогою механічної обробки, наприклад, шліфування і полірування (перед використанням), або прокатки (під час використання). Згладжування поверхні зменшує тертя між інструментом і деталлю (прокатуваним виробом). Перелік посилальних позицій 1 Інструмент для гарячої деформації 2 Основне тіло інструмента 3 Робоча зона 4 Покриття 5 Профілювання поверхні 6 Підвищення 7 Заглиблення 8 Перетворений матеріал а Осьовий напрямок В Довжина D Висота А Відстань С Загальна товщина шару 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб виготовлення інструмента (1) для гарячої деформації, зокрема дорна або оправки для виготовлення безшовних труб, або ковальської оправки для гарячого кування трубчастих деталей з металу, який включає стадії: a) виготовлення основного тіла (2) інструмента, причому це виготовлення основного тіла (2) інструмента передбачає створення профілювання (5) поверхні з множиною підвищень (6) і заглиблень (7) на поверхні основного тіла (2) інструмента, причому ці підвищення (6) виконані, зокрема, у вигляді таких, що мають в радіальному перерізі форму перегородок, переважно прямокутних виступів, які проходять на задану довжину (В) в напрямку подовжньої осі (а) інструмента (1) і які піднімаються на задану висоту над заглибленнями (7), причому створення профілювання (5) поверхні переважно здійснюється за допомогою механічної обробки, зокрема обточування; b) нанесення покриття (4) на основне тіло (2) інструмента, який відрізняється тим, що після стадії а) за допомогою термохімічного способу обробки з частини матеріалу основного тіла (2) вздовж структурованої поверхні спочатку утворюють первинний захисний шар з перетвореного матеріалу (8), при цьому зменшуються ширина підвищень (6) і глибина заглиблень (7), причому термохімічне перетворення включає, зокрема, утворення оксиду заліза, особливо переважно окалини, і на перетворений таким чином первинний шар (8) матеріалу наносять зовнішній захисний шар (4), що заповнює заглиблення (7), які залишилися між підвищеннями (6). 2. Спосіб за п. 1, який відрізняється тим, що заглиблення (7) при нанесенні покриття (4) згідно зі стадією b) заповнюють щонайменше до висоти підвищень (6) покриттям (4), при цьому поверхня покриття (4) переважно перевищує висоту підвищень (6). 3 UA 104085 C2 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що нанесення покриття (4) згідно зі стадією b) виконують за допомогою газополуменевого напилення, плазмового напилення або за допомогою термохімічного способу. 4 UA 104085 C2 5 UA 104085 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюHot work tool and method for producing same
Автори англійськоюSerin, Kazim, Pehle, Hans, Joachim
Автори російськоюСерин Казим, Пеле Ханс Йоахим
МПК / Мітки
МПК: B21B 17/02, B21B 23/00, B21B 25/00
Мітки: виготовлення, гарячої, інструмента, спосіб, деформації
Код посилання
<a href="https://ua.patents.su/8-104085-sposib-vigotovlennya-instrumenta-dlya-garyacho-deformaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення інструмента для гарячої деформації</a>
Спосіб зміцнення валків для гарячої та холодної деформації металів
Номер патенту: 83166
Опубліковано: 10.06.2008
Автори: Ситало Юрій Олександрович, Калінушкін Євген Павлович, Біла Олена Вікторівна, Підгорна Катерина Дмитрівна, Балакін Олександр Анатолійович, Федоркова Наталія Миколаївна
МПК: B22D 19/06, B22D 19/16, C21D 1/84, C21D 9/28
Мітки: металів, спосіб, холодної, гарячої, деформації, валків, зміцнення
Формула / Реферат:
1. Спосіб зміцнення валків для гарячої та холодної деформації металів, що включає електрошлакове наплавлення на валок шару легованих сталей, їх охолодження та твердіння, який відрізняється тим, що твердіння здійснюють до одержання розміру зерна первинного d-фериту 50-200 мкм шляхом охолодження в інтервалі 1460-1340 °С зі швидкістю 15-20 °С/хв. та забезпечують перитектичне перетворення шляхом охолодження наплавленого шару в інтервалі 1340-1280...
Спосіб виготовлення алмазного інструмента
Номер патенту: 43617
Опубліковано: 25.08.2009
Автори: Головко Леонід Федорович, Шепелєв Анатолій Олександрович, Сороченко Валерій Григорович, Скуратовський Анатолій Кирилович, Новіков Микола Васильович
МПК: B24D 3/00
Мітки: інструмента, алмазного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення алмазного інструмента, що включає нагрівання підкладки і поданої на її поверхню порошкової суміші, яка містить зерна алмаза і металеві порошки, та закріплення зерен алмаза в підкладці застиглим розплавом металевої суміші, який відрізняється тим, що нагрівання підкладки і поданої на її поверхню порошкової суміші, яка містить зерна алмаза і металеві порошки, здійснюють лазерним випромінюванням протягом 0,2...0,4 секунди...
Спосіб виготовлення колюче-різального мікрохірургічного інструмента
Номер патенту: 40257
Опубліковано: 16.02.2004
Автори: Михайловський Ігор Михайлович, Вандерка Неллі, Мазілова Тетяна Іванівна
МПК: A61B 17/32
Мітки: інструмента, виготовлення, мікрохірургічного, колюче-різального, спосіб
Формула / Реферат:
Спосіб виготовлення колюче-різального мікрохірургічного інструмента, який полягає у електрохімічному травленні металевої заготовки та наступній обробці її в електричному полі шляхом створення різниці потенціалів між заготовкою та електродом при позитивному потенціалі на заготовці, який відрізняється тим, що наступну обробку ведуть у середовищі газу, який стимулює польове випарування, причому значення різниці потенціалів вибирають за...
Спосіб виготовлення деталей типу “дифузор” методом локальної деформації
Номер патенту: 70772
Опубліковано: 25.06.2012
Автори: Коноваленко Олександр Дмитрович, Драгобецький Володимир В'ячеславович, Ревишвили Резо Сергійович, Шлик Сергій Вікторович, Мороз Микола Миколайович
МПК: B26F 1/00
Мітки: виготовлення, деформації, локальної, методом, деталей, типу, спосіб, дифузор
Формула / Реферат:
Спосіб виготовлення деталей типу "дифузор" методом локальної деформації, який відрізняється тим, що формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи.
Спосіб виготовлення колючо-різального мікрохірургічного інструмента
Номер патенту: 70650
Опубліковано: 15.08.2006
Автори: Михайловський Ігор Михайлович, Форбс Ричард Г., Вандерка Неллі, Мазілова Тетяна Іванівна
МПК: A61B 17/32
Мітки: інструмента, мікрохірургічного, колючо-різального, виготовлення, спосіб
Формула / Реферат:
Дренаж включает в себя эластичную дренажную трубку с перфорированной стенкой на рабочем конце. На наружной поверхности рабочего конца стенки трубки нанесено, по крайней мере, одно кольцевое серебряное покрытие.
Попередній патент: Спосіб реконструкції тристулкового клапана у хворих з масивною деструкцією стулок при інфекційному ендокардиті правих відділів серця
Наступний патент: Пристрій для укладання пляшок в тару
Випадковий патент: Платіжний термінал