Автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції
Номер патенту: 107435
Опубліковано: 25.12.2014
Автори: Лупкін Борис Володимирович, Подгребельний Микола Семенович, Корольков Юрій Якимович, Асташкін Володимир Ілліч

Формула / Реферат
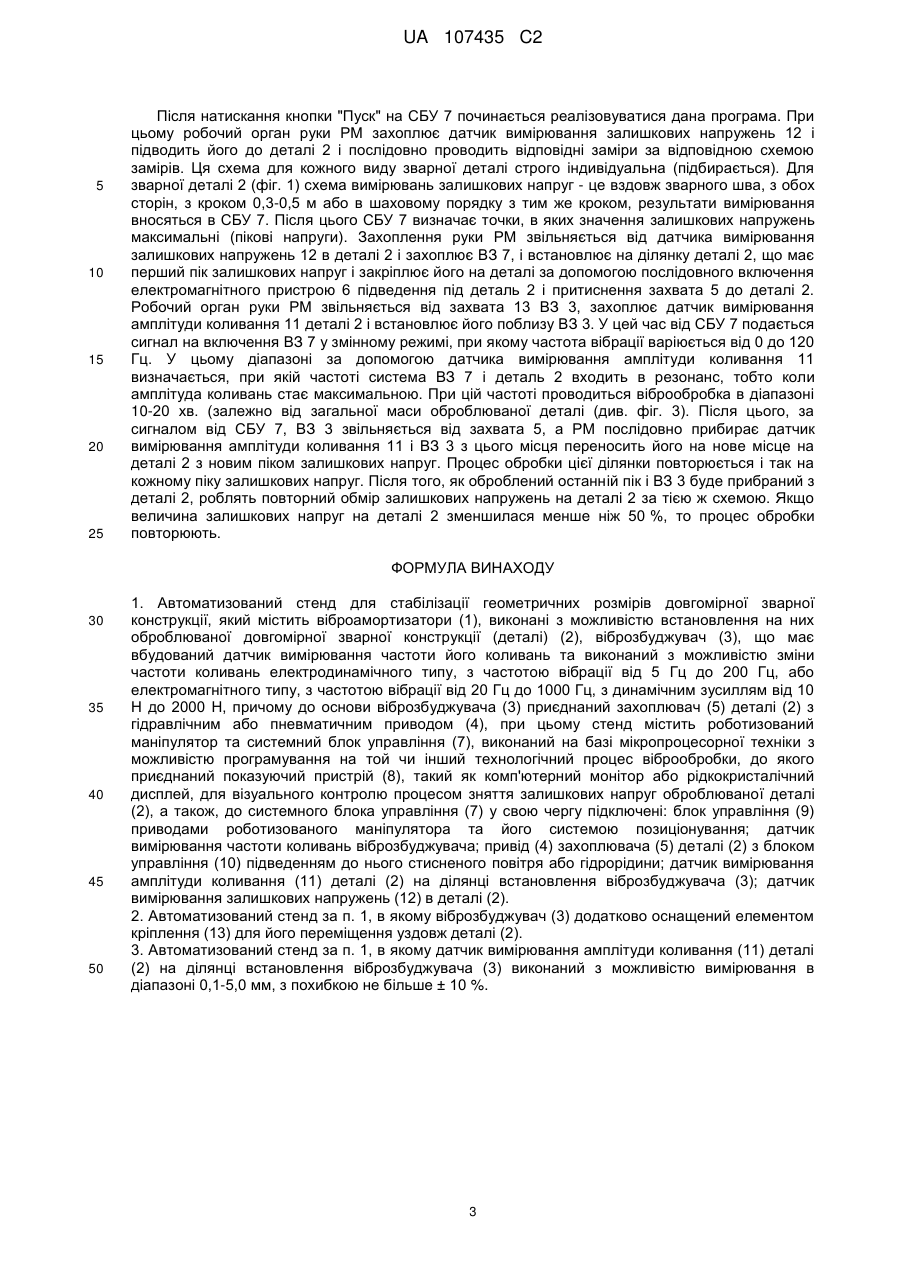
1. Автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції, який містить віброамортизатори (1), виконані з можливістю встановлення на них оброблюваної довгомірної зварної конструкції (деталі) (2), віброзбуджувач (3), що має вбудований датчик вимірювання частоти його коливань та виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 Гц до 200 Гц, або електромагнітного типу, з частотою вібрації від 20 Гц до 1000 Гц, з динамічним зусиллям від 10 Н до 2000 Н, причому до основи віброзбуджувача (3) приєднаний захоплювач (5) деталі (2) з гідравлічним або пневматичним приводом (4), при цьому стенд містить роботизований маніпулятор та системний блок управління (7), виконаний на базі мікропроцесорної техніки з можливістю програмування на той чи інший технологічний процес віброобробки, до якого приєднаний показуючий пристрій (8), такий як комп'ютерний монітор або рідкокристалічний дисплей, для візуального контролю процесом зняття залишкових напруг оброблюваної деталі (2), а також, до системного блока управління (7) у свою чергу підключені: блок управління (9) приводами роботизованого маніпулятора та його системою позиціонування; датчик вимірювання частоти коливань віброзбуджувача; привід (4) захоплювача (5) деталі (2) з блоком управління (10) підведенням до нього стисненого повітря або гідрорідини; датчик вимірювання амплітуди коливання (11) деталі (2) на ділянці встановлення віброзбуджувача (3); датчик вимірювання залишкових напружень (12) в деталі (2).
2. Автоматизований стенд за п. 1, в якому віброзбуджувач (3) додатково оснащений елементом кріплення (13) для його переміщення уздовж деталі (2).
3. Автоматизований стенд за п. 1, в якому датчик вимірювання амплітуди коливання (11) деталі (2) на ділянці встановлення віброзбуджувача (3) виконаний з можливістю вимірювання в діапазоні 0,1-5,0 мм, з похибкою не більше ± 10 %.
Текст
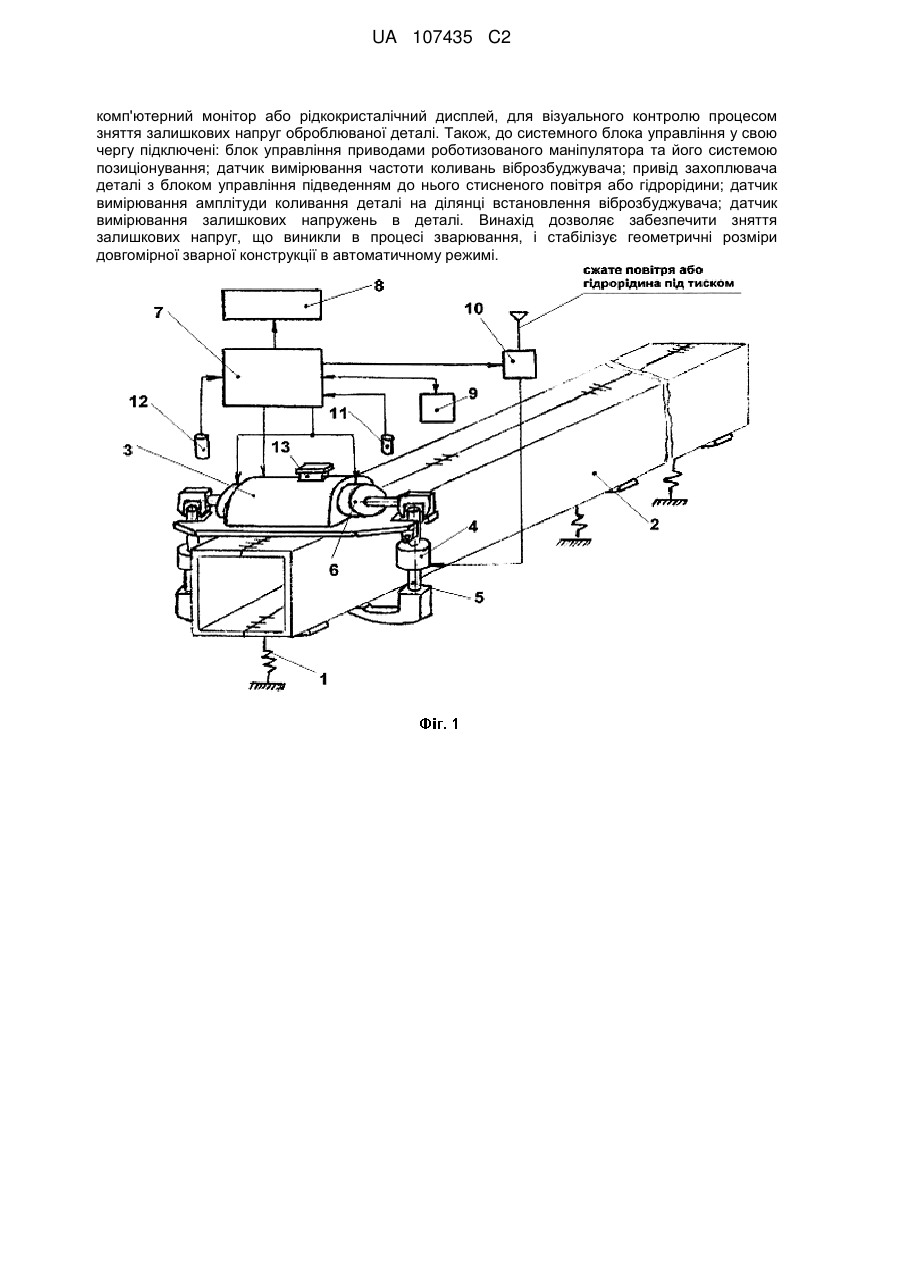
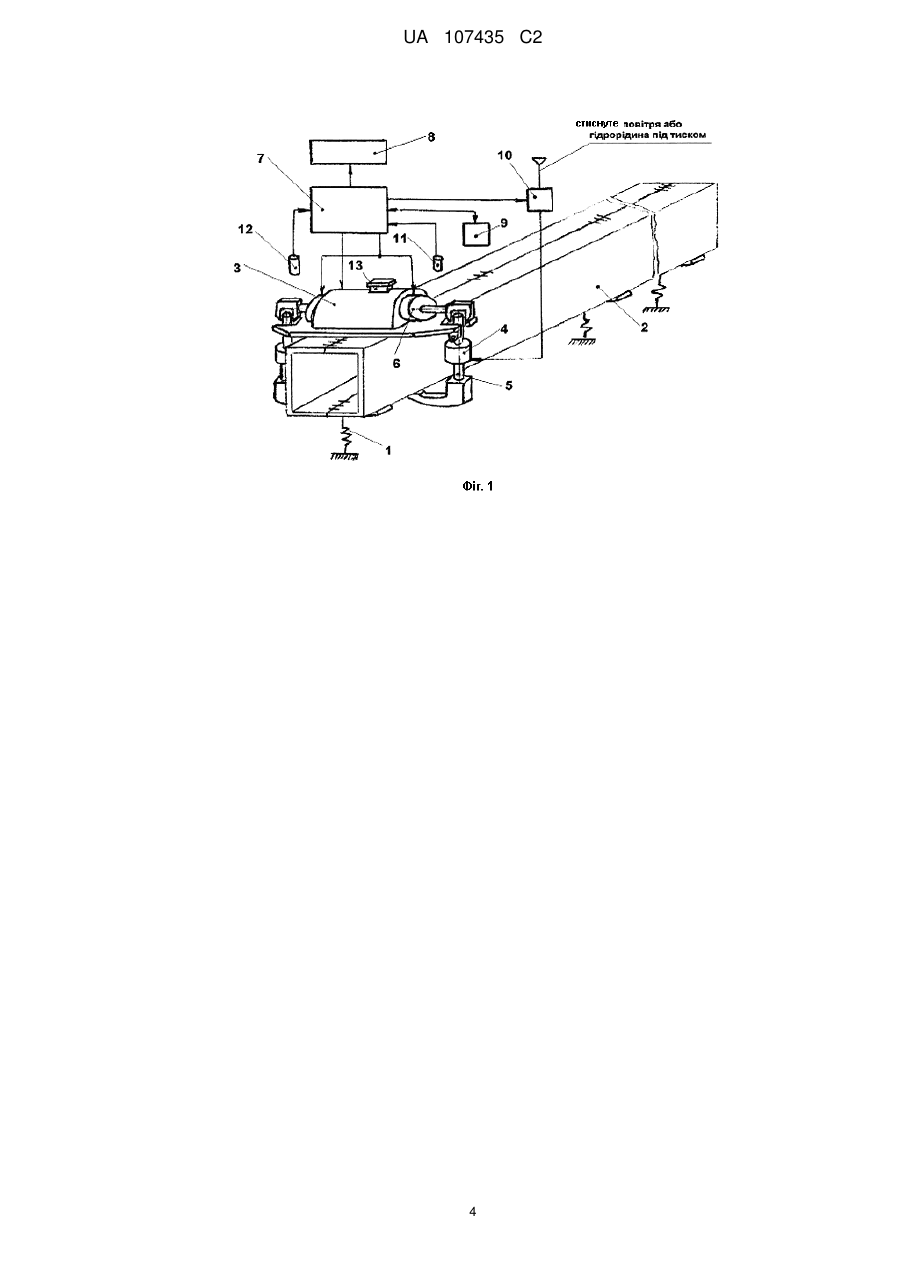
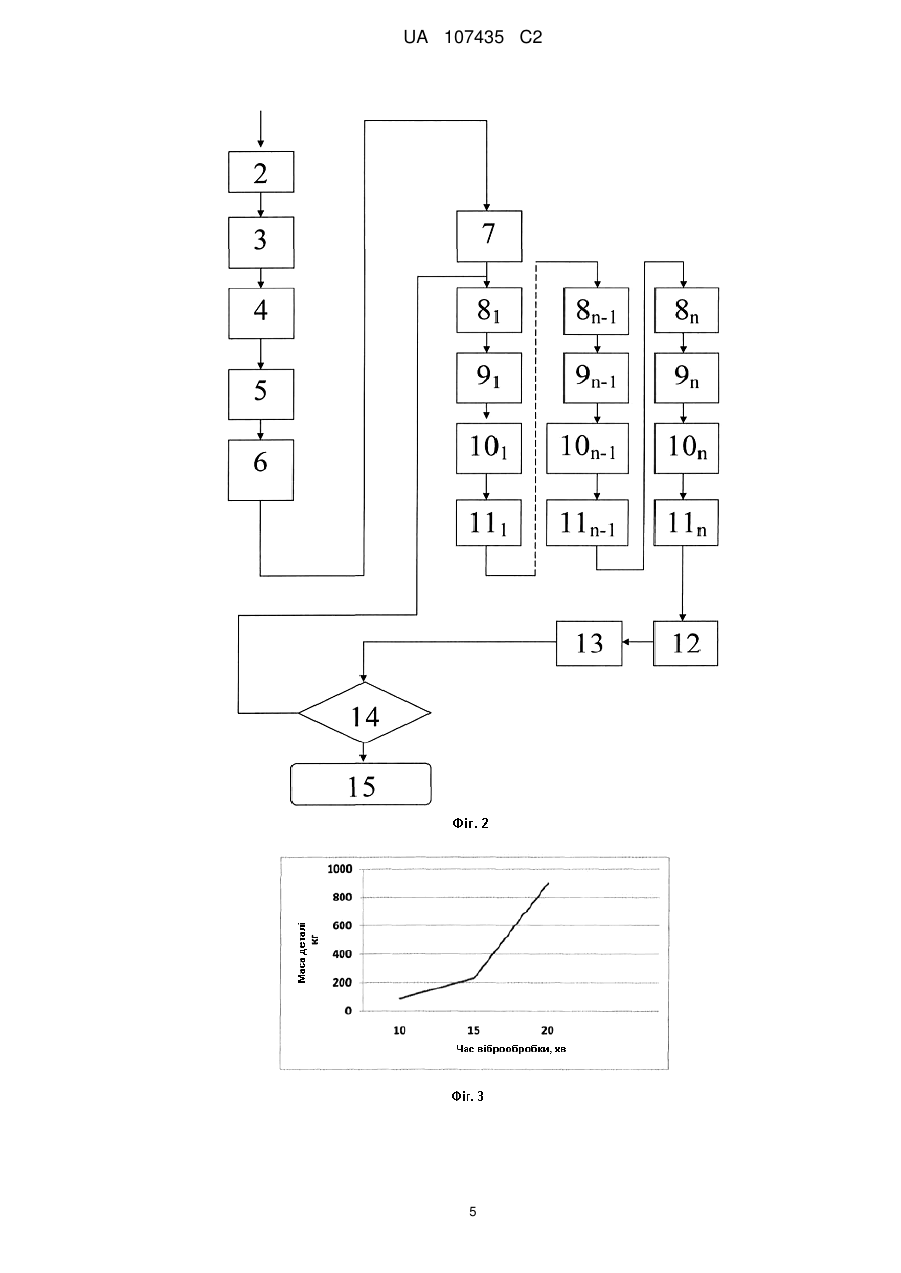
Реферат: Винахід належить до машинобудування, а саме до вібраційної обробки зварних конструкцій. Автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції містить віброамортизатори, виконані з можливістю встановлення на них оброблюваної довгомірної зварної конструкції (деталі), віброзбуджувач, що має вбудований датчик вимірювання частоти його коливань та виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 Гц до 200 Гц, або електромагнітного типу, з частотою вібрації від 20 Гц до 1000 Гц, з динамічним зусиллям від 10 Н до 2000 Н, причому до основи віброзбуджувача приєднаний захоплювач деталі з гідравлічним або пневматичним приводом. При цьому стенд містить роботизований маніпулятор та системний блок управління, виконаний на базі мікропроцесорної техніки з можливістю програмування на той чи інший технологічний процес віброобробки, до якого приєднаний показуючий пристрій, такий як UA 107435 C2 (12) UA 107435 C2 комп'ютерний монітор або рідкокристалічний дисплей, для візуального контролю процесом зняття залишкових напруг оброблюваної деталі. Також, до системного блока управління у свою чергу підключені: блок управління приводами роботизованого маніпулятора та його системою позиціонування; датчик вимірювання частоти коливань віброзбуджувача; привід захоплювача деталі з блоком управління підведенням до нього стисненого повітря або гідрорідини; датчик вимірювання амплітуди коливання деталі на ділянці встановлення віброзбуджувача; датчик вимірювання залишкових напружень в деталі. Винахід дозволяє забезпечити зняття залишкових напруг, що виникли в процесі зварювання, і стабілізує геометричні розміри довгомірної зварної конструкції в автоматичному режимі. UA 107435 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування, зокрема до стабілізації геометричних розмірів довгомірних зварних конструкцій методами віброрезонансного навантаження. Зміни геометричних розмірів зварних конструкцій інтенсифікуються у часі під впливом тих залишкових напружень, які виникають в металі після процесу зварювання. Питання про стабільність геометричних розмірів актуально стоїть для зварних, особливо для довгомірних, конструкцій, які використовуються при виготовленні стапелів в авіа- і суднобудуванні. Для збільшення стабільності геометричних розмірів зварних конструкцій їх піддають загальній термічній обробці (відпуску), що вимагає великогабаритних установок і великих енергетичних витрат. В останні десятиліття набув поширення малоенергоємний спосіб стабілізації геометричних розмірів металоконструкцій під назвою "вібраційна (віброрезонансна) обробка". Вібраційну обробку здійснюють за допомогою здійснення в зварній конструкції низькочастотних механічних коливань. За енергоємністю вібростабілізація в десятки разів нижче термічної обробки, а по продуктивності значно її перевершує, при цьому, приблизно, на порядок знижуються капітальні витрати. Вібраційній обробці піддають зварні конструкції не тільки з вуглецевих сталей, але і виготовлені з алюмінієвих і титанових сплавів. Заявнику з рівня техніки невідомо жоден пристрій, який міг би бути вибраний як найбільш близький з технічного результату до заявленого автоматизованого стенду для стабілізації геометричних розмірів довгомірної зварної конструкції. Задачею винаходу є створення автоматизованого стенду для стабілізації геометричних розмірів довгомірної зварної конструкції шляхом обробки її за допомогою вібраційного впливу в автоматичному режимі, який забезпечить зняття залишкових напруг, що виникли в процесі зварювання і стабілізує геометричні розміри довгомірної зварної конструкції. Поставлена задача вирішується тим, що автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції, згідно з винаходом, містить віброамортизатори, призначені для установки на них оброблюваної довгомірної зварної конструкції (деталь), віброзбудник (ВЗ) з вбудованим в ньому датчиком вимірювання частоти його коливань і виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 до 200 Гц, або електромагнітного типу, з частотою вібрації від 20 до 1000 Гц, з динамічним зусиллям від 10 до 2000 Н, до основи ВЗ приєднаний гідравлічний або пневматичний привід захоплення деталі. Стенд має також системний блок управління (СБУ), виконаний, наприклад, на базі мікропроцесорної техніки з можливістю програмування на той чи інший технологічний процес віброобробки, до якого приєднаний показуючий пристрій, наприклад комп'ютерний монітор або рідкокристалічний дисплей, для управління процесом зняття залишкових напруг в оброблюваній деталі. До СБУ у свою чергу підключені: блок приводів керування роботизованим маніпулятором (РМ) 9 і його системою позиціонування; датчик вимірювання частоти коливань ВЗ; привід захоплення деталі; блок управління підведенням стисненого повітря або гідрорідини до приводу; датчик вимірювання амплітуди коливання деталі на ділянці установки ВЗ; датчик вимірювання залишкових напружень в деталі. Віброзбудник додатково забезпечений елементом кріплення для його переміщення уздовж деталі. Датчик вимірювання амплітуди коливання деталі на ділянці установки ВЗ забезпечує вимірювання в діапазоні 0,1-5,0 мм з похибкою не більше ± 10 %. Слід зазначити, що енергія коливань, передана віброзбуджувачем в зварну конструкцію, витрачається на подолання демпфірування і призводить до перерозподілу дислокацій в кристалічній решітці в металі деталі і зміни напруг, що в результаті призводить до стабілізації геометричних розмірів зварної конструкції. Даний винахід пояснюється ілюстративними матеріалами, де: - на фіг. 1 зображена принципова схема стенду для стабілізації геометричних розмірів довгомірної зварної конструкції (зварна конструкція складається, наприклад, з двох швелерів); - на фіг. 2 зображена блок-схема алгоритму функціонування автоматизованого стенду для стабілізації геометричних розмірів довгомірної зварної конструкції; - на фіг. 3 зображений графік залежності часу віброобробки від маси деталі. Заявлений стенд (фіг. 1) містить віброамортизатори 1, призначені для установки на них оброблюваної довгомірної зварної конструкції (деталь) 2. Кількість опор визначається з умови одна опора на 1,0-1,3 погонних метра довжини деталі 2. Віброзбудник (ВЗ) 3, з вбудованим в ньому датчиком вимірювання частоти його коливань (на фігурі 1 непоказаний) і виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 до 200 Гц, або електромагнітного типу, з частотою вібрації від 20 до 1000 Гц, з динамічним зусиллям від 10 до 2000 Н. До основи ВЗ 3 шарнірно приєднаний гідравлічний або пневматичний привід 4 1 UA 107435 C2 5 10 15 20 25 30 35 40 45 50 55 захвата 5 (таких захоплень 2 на ВЗ) для деталі 2. Периферійна частина штока приводу 4 кінематично пов'язана з електромагнітним пристроєм 6 відводу захвата 5 від деталі 2. При цьому стенд має також системний блок управління (СБУ) 7, виконаного наприклад на базі мікропроцесорної техніки з можливістю програмування на той чи інший технологічний процес віброобробки, до якого приєднаний показуючий пристрій 8, наприклад комп'ютерний монітор або рідкокристалічний дисплей, для візуального контролю процесом зняття залишкових напруг оброблюваної деталі 2. До СБУ 7 в свою чергу підключені: блок управління приводами роботизованого маніпулятора (РМ) 9 і його системою позиціонування (сам РМ на фігурі 1 не показаний); датчик вимірювання частоти коливань ВЗ 3; привід 4 захвату 5 деталі 2; блок управління 10 підведення стисненого повітря або гідрорідини до приводу 4; датчик вимірювання амплітуди коливання (ДВАК) 11 деталі 2 на ділянці установки ВЗ 3; датчик вимірювання залишкових напруг (ДВЗН) 12 в деталі 2. ВЗ 3 додатково забезпечений елементом кріплення 13 для його переміщення уздовж деталі 2 за допомогою РМ 9 (на фігурі 1 не показаний). ДВАК 11 деталі 2 на ділянці установки ВЗ 3 забезпечує вимірювання в діапазоні 0,1-5,0 мм з похибкою не більше ± 10 %, може бути виконаним як контактним, так і безконтактним з широко відомого ряду. Частота коливань ВЗ лежить в діапазоні до 120 Гц з похибкою ± 3 %. Як датчик виміру залишкових напруг використовуються, наприклад, датчик від сканера механічних напруг "STRESSVISION". Заявлений стенд працює таким чином. Довгомірну зварну конструкцію (деталь) 2, наприклад зварну деталь з двох швелерів, встановлюють на віброамортизатори 1. В СБУ 7 Вводять програму, яка реалізує той чи інший алгоритм віброобробки деталі 2, наприклад наведений у блок-схемі цього алгоритму на фіг. 2, де в блоках зображено: Блок 1 - початок операції віброобробки. Блок 2 - введення геометричних параметрів довгомірної зварної конструкції. Введення координат базового розташування ДВЗН, ВЗ, ДВАК. Блок 3 - розрахунок координат (xi, уі) точок вимірювання датчиком вимірювання залишкових напружень на зварній конструкції. Блок 4 - подача сигналу на включення автоматизованого стенду для стабілізації геометричних розмірів довгомірної зварної конструкції. Блок 5 - подача сигналу на спрацьовування РМ на захоплення і переміщення ДВЗН від місця його базового розташування в першу точку з координатами від х 1, у1 і послідовно до хn, уn і вимір залишкової напруги в кожній точці, результат вимірювання вноситься в базу даних СБУ. Блок 6 - розрахунок розташування пікових точок з максимальними значеннями залишкових напруг - це координати Р1, Н1…Рn, Нn. Блок 7 - відведення РМ ДВЗН в базове місце його розташування та звільнення його захвата. Блоки 8…11 - послідовного виконання блок 81… блок 8n - подача сигналу на спрацьовування РМ на захоплення і переміщення ВЗ в першу пікову точку з координатами від P1, H1 до Pn, Hn і фіксацію ВЗ в цих точках. Блок 91… блок 9n - звільнення РМ від захвата на ВЗ. Переміщення РМ до базового місцем розташування ДВАК, захоплення і переміщення його до місця установки ВЗ. Блок 101… блок 10n - подача сигналу на включення ВЗ з плавною зміною частоти вібрації від 0 до 120 Гц з одночасним вимірювання за допомогою ДВАК амплітуди коливанням зварної конструкції в районі установки ВЗ з координатами від Р1, Н1 до Рn, Нn. Визначення частоти коливань, при якій в цих місцях відбувається максимальна амплітуда коливань конструкції, результат вимірювання вноситься в базу даних СБУ. Здійснюють віброобробку на цих частотах протягом 10-20 хв. Блок 111…блок 11n - після віброобробки пікової точки з координатами від Р 1, Н1 до Рn-1, Нn-1 подається сигнал на спрацьовування РМ на захоплення і переміщення ВЗ на пікову точку з координатами Рn, Нn. Блок 12 - після віброобробки пікової точки з координатами Рn, Нn подається сигнал на спрацьовування РМ на захоплення і переміщення ВЗ на базове розташування. Блок 13 - подача сигналу на спрацьовування РМ і на захоплення і переміщення ДВЗН від місця його базового розташування в точки з координатами від Р2, Н2 до Рn, Нn і вимір залишкової напруги в кожній піковій точці, результат вимірювання вноситься в базу даних СБУ. Блок 14 - порівняння значень залишкових напружень в пікових точках до і після віброобробки і в тих точках, де значення залишкових напружень знизилося менше ніж на 50 %, віброобробки повторюють. Блок 15 - кінець операції віброобробки. 2 UA 107435 C2 5 10 15 20 25 Після натискання кнопки "Пуск" на СБУ 7 починається реалізовуватися дана програма. При цьому робочий орган руки РМ захоплює датчик вимірювання залишкових напружень 12 і підводить його до деталі 2 і послідовно проводить відповідні заміри за відповідною схемою замірів. Ця схема для кожного виду зварної деталі строго індивідуальна (підбирається). Для зварної деталі 2 (фіг. 1) схема вимірювань залишкових напруг - це вздовж зварного шва, з обох сторін, з кроком 0,3-0,5 м або в шаховому порядку з тим же кроком, результати вимірювання вносяться в СБУ 7. Після цього СБУ 7 визначає точки, в яких значення залишкових напружень максимальні (пікові напруги). Захоплення руки РМ звільняється від датчика вимірювання залишкових напружень 12 в деталі 2 і захоплює ВЗ 7, і встановлює на ділянку деталі 2, що має перший пік залишкових напруг і закріплює його на деталі за допомогою послідовного включення електромагнітного пристрою 6 підведення під деталь 2 і притиснення захвата 5 до деталі 2. Робочий орган руки РМ звільняється від захвата 13 ВЗ 3, захоплює датчик вимірювання амплітуди коливання 11 деталі 2 і встановлює його поблизу ВЗ 3. У цей час від СБУ 7 подається сигнал на включення ВЗ 7 у змінному режимі, при якому частота вібрації варіюється від 0 до 120 Гц. У цьому діапазоні за допомогою датчика вимірювання амплітуди коливання 11 визначається, при якій частоті система ВЗ 7 і деталь 2 входить в резонанс, тобто коли амплітуда коливань стає максимальною. При цій частоті проводиться віброобробка в діапазоні 10-20 хв. (залежно від загальної маси оброблюваної деталі (див. фіг. 3). Після цього, за сигналом від СБУ 7, ВЗ 3 звільняється від захвата 5, а РМ послідовно прибирає датчик вимірювання амплітуди коливання 11 і ВЗ 3 з цього місця переносить його на нове місце на деталі 2 з новим піком залишкових напруг. Процес обробки цієї ділянки повторюється і так на кожному піку залишкових напруг. Після того, як оброблений останній пік і ВЗ 3 буде прибраний з деталі 2, роблять повторний обмір залишкових напружень на деталі 2 за тією ж схемою. Якщо величина залишкових напруг на деталі 2 зменшилася менше ніж 50 %, то процес обробки повторюють. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 1. Автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції, який містить віброамортизатори (1), виконані з можливістю встановлення на них оброблюваної довгомірної зварної конструкції (деталі) (2), віброзбуджувач (3), що має вбудований датчик вимірювання частоти його коливань та виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 Гц до 200 Гц, або електромагнітного типу, з частотою вібрації від 20 Гц до 1000 Гц, з динамічним зусиллям від 10 Н до 2000 Н, причому до основи віброзбуджувача (3) приєднаний захоплювач (5) деталі (2) з гідравлічним або пневматичним приводом (4), при цьому стенд містить роботизований маніпулятор та системний блок управління (7), виконаний на базі мікропроцесорної техніки з можливістю програмування на той чи інший технологічний процес віброобробки, до якого приєднаний показуючий пристрій (8), такий як комп'ютерний монітор або рідкокристалічний дисплей, для візуального контролю процесом зняття залишкових напруг оброблюваної деталі (2), а також, до системного блока управління (7) у свою чергу підключені: блок управління (9) приводами роботизованого маніпулятора та його системою позиціонування; датчик вимірювання частоти коливань віброзбуджувача; привід (4) захоплювача (5) деталі (2) з блоком управління (10) підведенням до нього стисненого повітря або гідрорідини; датчик вимірювання амплітуди коливання (11) деталі (2) на ділянці встановлення віброзбуджувача (3); датчик вимірювання залишкових напружень (12) в деталі (2). 2. Автоматизований стенд за п. 1, в якому віброзбуджувач (3) додатково оснащений елементом кріплення (13) для його переміщення уздовж деталі (2). 3. Автоматизований стенд за п. 1, в якому датчик вимірювання амплітуди коливання (11) деталі (2) на ділянці встановлення віброзбуджувача (3) виконаний з можливістю вимірювання в діапазоні 0,1-5,0 мм, з похибкою не більше ± 10 %. 3 UA 107435 C2 4 UA 107435 C2 5 UA 107435 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюAstashkin Volodymyr Illich
Автори російськоюАсташкин Владимир Ильич
МПК / Мітки
МПК: C21D 10/00, B06B 1/10, C21D 1/04, B21D 3/16, G05B 19/402, G05B 19/401
Мітки: геометричних, автоматизований, зварної, конструкції, стабілізації, довгомірної, стенд, розмірів
Код посилання
<a href="https://ua.patents.su/8-107435-avtomatizovanijj-stend-dlya-stabilizaci-geometrichnikh-rozmiriv-dovgomirno-zvarno-konstrukci.html" target="_blank" rel="follow" title="База патентів України">Автоматизований стенд для стабілізації геометричних розмірів довгомірної зварної конструкції</a>
Автоматизований стенд для стабілізації геометричних розмірів довгомірної звареної конструкції
Номер патенту: 91318
Опубліковано: 25.06.2014
Автори: Подгребельний Микола Семенович, Корольков Юрій Якимович, Асташкін Володимир Ілліч, Лупкін Борис Володимирович
МПК: G01M 7/00
Мітки: довгомірної, розмірів, стенд, автоматизований, геометричних, звареної, конструкції, стабілізації
Формула / Реферат:
1. Автоматизований стенд для стабілізації геометричних розмірів довгомірної звареної конструкції, який характеризується тим, що містить віброамортизатори (1), призначені для установки на них оброблюваної довгомірної звареної конструкції (деталь) (2), віброзбудник (3) з вбудованим в ньому датчиком вимірювання частоти його коливань і виконаний з можливістю зміни частоти коливань електродинамічного типу, з частотою вібрації від 5 до 200 Гц, або...
Підресорений динамічний гасник коливань довгомірної конструкції
Номер патенту: 77237
Опубліковано: 11.02.2013
Автори: Когут Володимир Михайлович, Коник Ігор Володимирович, Керницький Іван Степанович, Яворський Ярослав Петрович, Керницький Назар Іванович, Дівеєв Богдан Михайлович, Височан Ігор Михайлович
МПК: A01M 7/00
Мітки: конструкції, динамічний, коливань, гасник, підресорений, довгомірної
Формула / Реферат:
Підресорений динамічний гасник коливань довгомірної конструкції з рухомим елементом маятникового типу, який відрізняється тим, що вузол кріплення динамічного гасника коливань до балки довгомірної конструкції оснащений еластичною обоймою, витою пружиною і пристроєм сухого тертя, а на стержні маятника динамічного гасника коливань шарнірно закріплене колесо та встановлені з можливістю переміщення вздовж стержня плоска пружина змінної жорсткості...
Пристрій для вимірювання геометричних розмірів кварцових труб
Номер патенту: 11269
Опубліковано: 15.12.2005
Автори: Колосова Олена Петрівна, Гришко Віктор Федорович, Аракелян Георгій Арменакович, Нагорна Діна Романівна, Ярош Наталія Василівна, Долина Віктор Георгійович, Варваров Олександр Федорович
МПК: G01B 21/10, G01B 11/08
Мітки: геометричних, розмірів, кварцових, вимірювання, пристрій, труб
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів кварцових труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (6), а також послідовно з'єднані блок обробки відеосигналу (7), блок обчислень (8) і індикатор (9), який відрізняється тим, що пристрій додатково містить фільтр світла (5), який розміщений між об'єктивом (4) і фотоприймачем (6).
Пристрій для вимірювання геометричних розмірів прозорих труб
Номер патенту: 11268
Опубліковано: 15.12.2005
Автори: Аракелян Георгій Арменакович, Варваров Олександр Федорович, Гришко Віктор Федорович, Колосова Олена Петрівна, Нагорна Діна Романівна, Долина Віктор Георгійович, Ярош Наталія Василівна
МПК: G01B 21/10, G01B 9/00
Мітки: вимірювання, пристрій, розмірів, геометричних, прозорих, труб
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів прозорих труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (5), а також послідовно з'єднані блок обробки відеосигналу (6), блок обчислень (7) і індикатор (8), який відрізняється тим, що пристрій додатково містить задавач струму (9), вхід якого з'єднаний з другим виходом блока обчислень (7), а вихід з'єднаний із...
Автоматизований пристрій для визначення точних розмірів та форми довгих кісток

Номер патенту: 67677
Опубліковано: 27.02.2012
Автори: Бєлов Михайло Євгенович, Василов Василь Михайлович, Шайко-Шайковський Олександр Геннадійович, Білик Сергій Вікторович, Дячук Володимир Олександрович, Козлов Олександр Ігорович
МПК: A61B 17/56
Мітки: визначення, розмірів, довгих, форми, кісток, автоматизований, пристрій, точних
Формула / Реферат:
1. Автоматизований пристрій для визначення точних розмірів та форми довгих кісток, який відрізняється тим, що більш оперативно в автоматичному режимі здійснює вимірювання (до 0,1 % біжучого радіуса по периметру вимірювального перерізу), що дозволяє значно оперативніше отримувати результати вимірювань та одночасно програмно обробляти їх на комп'ютері, отримуючи результати розрахунків, минаючи етап вводу в пам'ять комп'ютера вихідних...
Попередній патент: Горно агломераційної машини
Наступний патент: Спосіб візуалізації наборів даних та пристрій для його здійснення
Випадковий патент: Зубофрезерний верстат