Зубофрезерний верстат
Формула / Реферат
1. Зубофрезерний верстат, який містить станину, стіл, супорт, черв'ячну фрезу з забірним конусом, затискні пристрої, механізм головного руху, ділення і подачі, електропривід та інше, який відрізняється тим, що стіл верстата і супорт виконані у вигляді встановленого своїм пустотілим валом на колону ротора з трьома (або кратними трьом) наскрізними радіальними пазами, в яких рухливо змонтовані черв'ячні редуктори з паралельними осі колони вихідними валами, які несуть планшайби з оброблюваними деталями і затискні пристрої з прикріпленими до корпусів редукторів пневмоприводами і вхідними черв'ячними валами, кінематично з'єднаними з чашоподібним зубчастим колесом внутрішнього зачеплення, встановленим на опорах кочення співвісно валу ротора, яке виконує функцію приводу оброблюваних деталей, а корпуси редукторів оснащені роликами, взаємодіючими з розташованою в площині, перпендикулярній осі колони, біговою доріжкою, закріпленою на верхівці колони, торцевого кулачка.
2. Зубофрезерний верстат за п. 1, який відрізняється тим, що бігова доріжка кулачка має прямокутну форму поперечного перерізу і дві ділянки: кільцеву радіуса rк, за межами сектора обробки, і другу ділянку, в секторі обробки, виконану у вигляді вигнутої до центра кулачка дуги, координати точок якої відносно цього центра описуються рівняннями:
![]() ;
;
![]() ,
,
де: ![]() - відстань між віссю фрези і центром ротора;
- відстань між віссю фрези і центром ротора;
![]() - відстань між віссю фрези і центром оброблюваної деталі;
- відстань між віссю фрези і центром оброблюваної деталі;
![]() - відстань між центром оброблюваної деталі і центром ролика редуктора, на вихідному валу-шпинделі якого встановлена деталь;
- відстань між центром оброблюваної деталі і центром ролика редуктора, на вихідному валу-шпинделі якого встановлена деталь;
![]() - кут повороту ротора в секторі обробки, максимальне значення якого розраховується за формулою:
- кут повороту ротора в секторі обробки, максимальне значення якого розраховується за формулою:
![]() ,
,
де: ![]() - довжина ходу центра оброблюваної деталі вздовж лінії, паралельній осі фрези, що визначають за формулою:
- довжина ходу центра оброблюваної деталі вздовж лінії, паралельній осі фрези, що визначають за формулою:
![]() ,
,
де: ![]() - довжина фрези,
- довжина фрези,
![]() ,
, ![]() - довжина підведення деталі до фрези і відведення деталі від фрези відповідно,
- довжина підведення деталі до фрези і відведення деталі від фрези відповідно,
![]() ,
,
де: ![]() - радіус кола, описуваного за межами сектора обробки при обертанні ротора центрами його шпинделей.
- радіус кола, описуваного за межами сектора обробки при обертанні ротора центрами його шпинделей.
3. Зубофрезерний верстат за п. 1, який відрізняється тим, що черв'ячна фреза відокремлена від супорта і встановлена в головці, яка базується на станині верстата з можливістю переміщення вздовж прямої, паралельної радіусу ротора при переналагоджені верстата.
4. Зубофрезерний верстат за п. 1, який відрізняється тим, що електропривід крім головного електродвигуна має, періодично діючий при знаходженні обробленої деталі в неробочому секторі, допоміжний електродвигун, вал якого через диференціал з'єднаний з валом ротора для його прискорення.
Текст
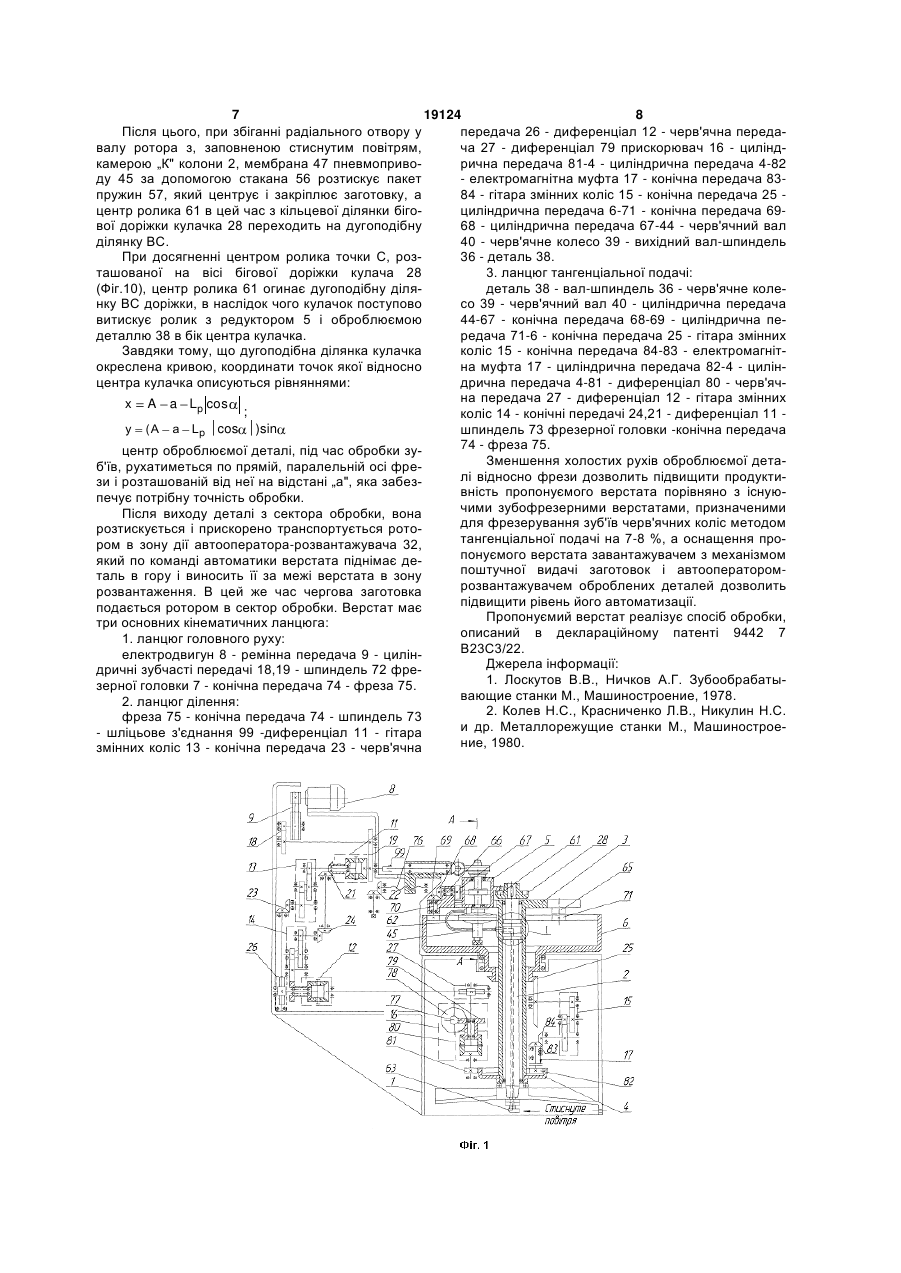
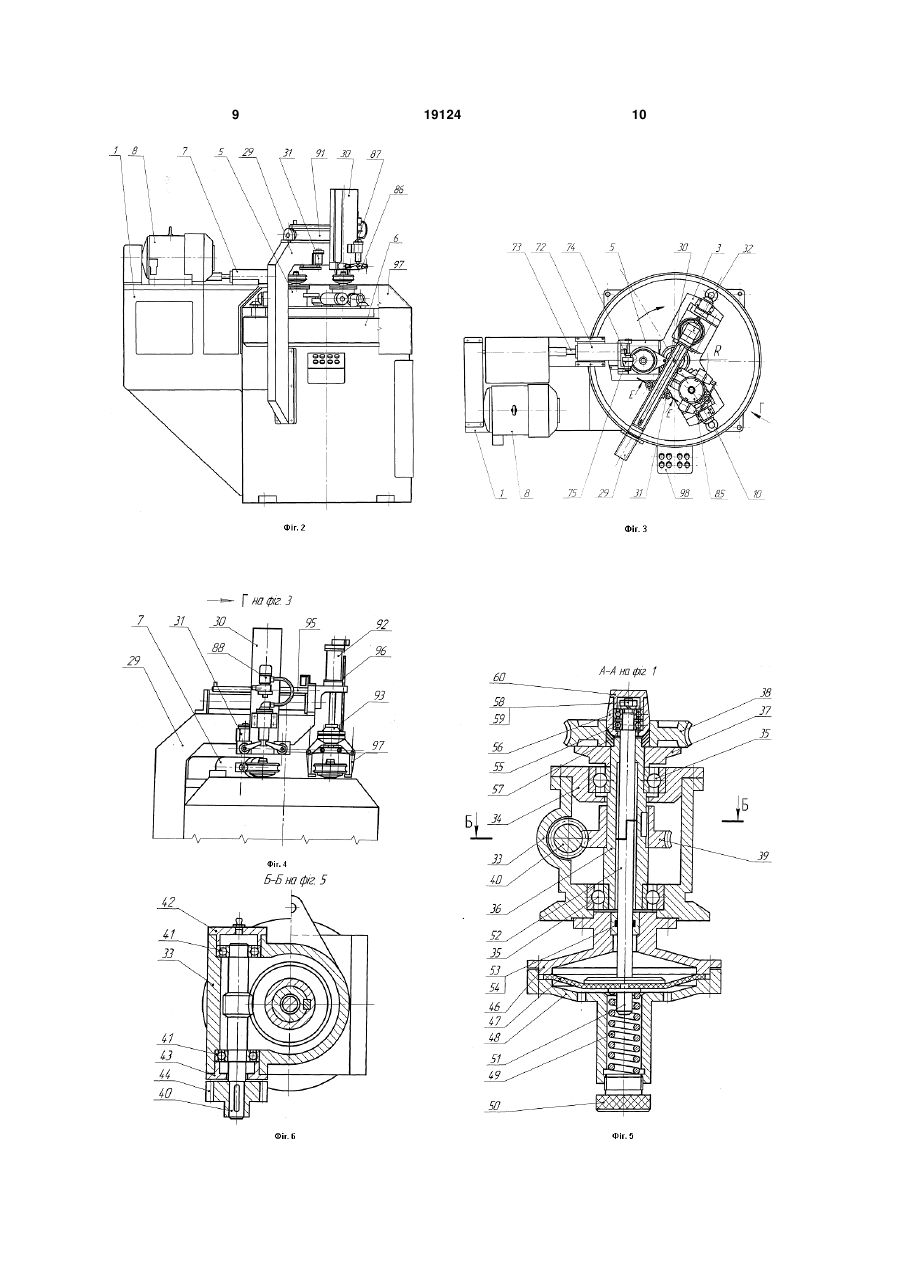
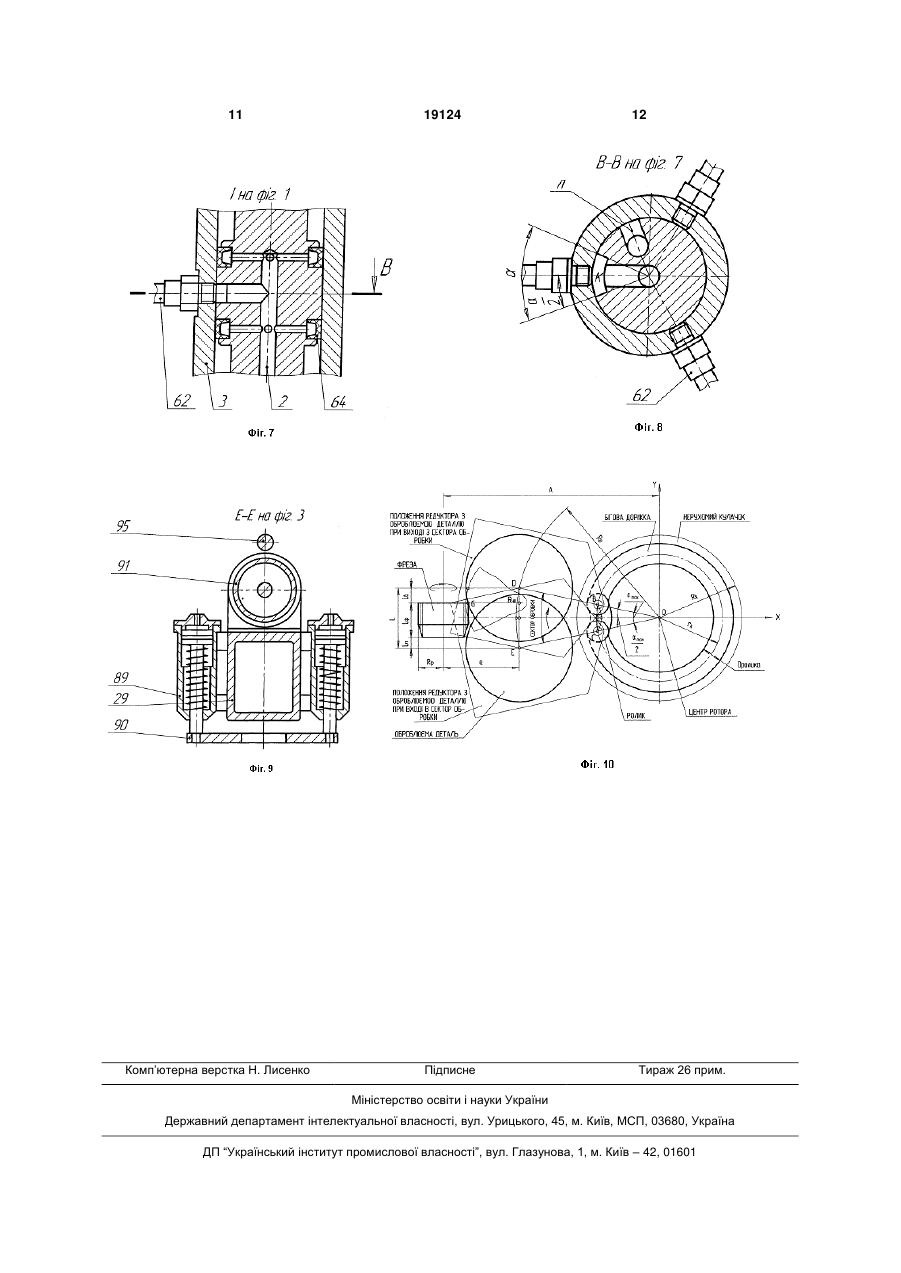
1. Зубофрезерний верстат, який містить станину, стіл, супорт, черв'ячну фрезу з забірним конусом, затискні пристрої, механізм головного руху, ділення і подачі, електропривід та інше, який відрізняється тим, що стіл верстата і супорт виконані у вигляді встановленого своїм пустотілим валом на колону ротора з трьома (або кратними трьом) наскрізними радіальними пазами, в яких рухливо змонтовані черв'ячні редуктори з паралельними осі колони вихідними валами, які несуть планшайби з оброблюваними деталями і затискні пристрої з прикріпленими до корпусів редукторів пневмоприводами і вхідними черв'ячними валами, кінематично з'єднаними з чашоподібним зубчастим колесом внутрішнього зачеплення, встановленим на опорах кочення співвісно валу ротора, яке виконує функцію приводу оброблюваних деталей, а корпуси редукторів оснащені роликами, взаємодіючими з розташованою в площині, перпендикулярній осі колони, біговою доріжкою, закріпленою на верхівці колони, торцевого кулачка. 2. Зубофрезерний верстат за п.1, який відрізняється тим, що бігова доріжка кулачка має прямокутну форму поперечного перерізу і дві ділянки: кільцеву радіуса rк, за межами сектора обробки, і другу ділянку, в секторі обробки, виконану у вигляді вигнутої до центра кулачка дуги, координати точок якої відносно цього центра описуються рівняннями: x A a Lp cos ; 2 робку зуб'їв різними методами і зокрема методом тангенціальної подачі черв'ячної фрези вздовж її осі. Фрезерування зуб'їв методом тангенціальної подачі на таких верстатах може здійснюватись як однозубою, так і черв'ячною фрезою з забірним конусом. При такому способі фреза, обертаючись 3 19124 4 здійснює хід вздовж своєї осі на відстань, достатховується по формулі: ню для обробки всіх зуб'їв колеса, а після обробки 1 max 2 arccos повертається у вихідне положення під час чого 2( A ) деталь не оброблюється, причому, для виконання де: L - довжина ходу центра оброблюємої деоперації перезарядження робочої позиції верстаталі вздовж лінії, паралельній вісі фрези і розтата, яка здійснюється вручну, верстат треба зупишованій відносно цієї вісі на міжцентровій відстані няти [1, с.62-64; 2, с.150,155]. фрези і оброблюємої деталі: Недоліками таких верстатів є низька продукL Lф ln lB тивність, обумовлена холостими ходами фрези і , вимушеними перервами в роботі верстата. де: Lф - довжина фрези, Також відомий, прийнятий за прототип, зубоln - довжина підведення деталі до фрези; фрезерний верстат моделі 5345, який для на ріlВ - довжина відведення деталі від фрези, а зання зуб'їв черв'ячних коліс методом тангенціарадіус осі доріжки кільцевої ділянки дорівнює: льної подачі оснащується протяжним супортом зі rK RP LP , встановленою на ньому черв'ячною фрезою. Під де: Rp - радіус кола, опису ємого за межами час фрезерування зуб'їв на цьому верстаті супорт сектору обробки центрами шпинделей ротора при переміщує фрезу на необхідну відстань відносно його обертанні. оброблюємого колеса, а після обробки всіх його 2. черв'ячна фреза відокремлена від супорта і зуб'їв повертається у вихідне положення вхолосту встановлена в головці, яка базується на станині з [1, с.75; 82-84]. можливістю переміщення вздовж прямої, паралеНедоліками цього верстату є: льної радіусу ротора, при переналагоджені верс1. низька продуктивність внаслідок холостих тата; ходів супорта; 3. окрім головного електроприводу верстат 2. необхідність пере налагоджування верстата оснащений, періодично діючим прискорювачем для установки протяжного супорта. ротора, виконаним у вигляді допоміжного електроМетою даної корисної моделі є підвищення двигуна, вал якого через диференціал, з'єднаний з продуктивності за рахунок зменшення холостих валом ротора для його прискорення. рухів робочих органів верстата і підвищення їх На Фіг.1 зображена кінематична схема вершвидкості. Поставлена мета досягається завдяки стата; тому що: на Фіг.2 - зовнішній вигляд верстата збоку; 1. стіл верстата і протяжний супорт виконані у на Фіг.3 - вид на верстат зверху; вигляді встановленого своїм пустотілим валом на на Фіг.4 - вид по стрілці „Г" на Фіг.3; колону ротора з трьома (або кратними трьом) рана Фіг.5 - розріз А-А на Фіг.1; діальними пазами, в яких рухливо змонтовані черна Фіг.6 - розріз Б-Б на Фіг.5; в'ячні редуктори з паралельними осі колони вихідна Фіг.7 - місце І на Фіг.1; ними валами-шпинделями, які несуть планшайби на Фіг.8 - розріз В-В на Фіг.7; для встановлення оброблюємих деталей і затискні на Фіг.9 - розріз Е-Е на Фіг.3; пристрої з прикріпленими до корпусів редукторів на Фіг.10 - схема взаєморозташування фрези, пневмоприводами і вхідними черв'ячними валами, редуктора з оброблюємою деталлю і торцевого кінематичне з'єднаними з чашоподібним зубчаскулачка, і форма бігової доріжки кулачка в плані. тим колесом внутрішнього зачеплення, встановВерстат отримує станину 1, закріплену в ній за леним на опорах кочення співвісно валу ротора, допомогою гайок колону 2, встановлений на ній на яке виконує функцію привода оброблюємих детапідшипниках кочення своїм пустотілим валом ролей, а корпуса редукторів оснащені роликами, тор 3, закріплене на кінці цього валу циліндричне взаємодіючими з розташованою в площині, перпедвохвінцеве зубчасте колесо 4, три, рухливо змонндикулярній вісі колони біговою доріжкою, закріптованих в радіальних пазах ротора, черв'ячних леного на верхівці колони, торцевого кулачка; редуктора 5,(кількість редукторів також може бути бігова доріжка кулачка має прямокутну форму більшою, але кратною трьом), співвісно з колоною поперечного перерізу і дві ділянки: встановленого на підшипниках кочення чашеподікільцеву радіусом rk, за межами сектора обробного колеса б, встановлену на напрямних, парабки і другу ділянку, в секторі обробки, виконану у лельних радіусу ротора фрезерну головку 7, елеквигляді вигнутої до центра кулачка дуги, координатродвигун 8, пасову передачу 9, передавальний ти точок якої відносно цього центру описуються зубчастий механізм 10, диференціали 11,12, гітари слідуючими рівняннями: змінних зубчастих коліс 13,14,15, прискорювач x A a Lp cos ; ротора 16, електромагнітну муфту 17, циліндричні зубчасті передачі 18,19, конічні зубчасті передачі у ( А а Lp cos )sin 21,22,23,24,25, черв'ячні передачі 26,27, закріпледе: А - відстань між віссю фрези і центром роний на верхівці колони 2 торцевий кулачок 28, тора; „Г"-подібну, прикріплену до станини, стійку 29, а - відстань між віссю фрези і центром обробна якій встановлені: завантажувач заготовок 30, люємої деталі; досилатель заготовок 31 і автооператорLp - відстань між центром оброблюємої деталі і розвантажувач деталей 32. Така кількість редуктоцентром ролика редуктора на вихідному валурів обумовлена необхідністю одночасного викошпинделі якого встановлена деталь; нання трьох операцій: завантаження заготовоки на - текучий кут повороту ротора в межах секпозицію 1; обробки заготовки на позиції 2 і розвантору обробки, максимальне значення якого розра 5 19124 6 таження готової деталі на позиції 3 (номера позиФрезерна головка 7 складається з корпуса 72, цій умовні). змонтованого в його порожнині на підшипниках Кожний редуктор 5 складається з корпуса 33, кочення шпинделя 73, конічної передачі 74, фрези кришки 34, встановленого на опорах кочення в 75, і гвинтового механізму 76, з'єднаного з конічпорожнині корпуса, паралельно осі колони 2, вихіною передачею 22, гвинтовий механізм призначедного вала-шпинделя 36, на якому змонтовані: ний для переміщення головки при налагодженні планшайба 37 призначена для базування обробабо переналагодженні верстата. люємої деталі 38, черв'ячне колесо 39, зчеплене з Прискорювач 16 ротора отримує електропричерв'яком вала 40, встановленого на шарикопідвод 77, закріплений на його валу черв'як 78, зчепшипниках 41, захищених кришками 42,43. На шийлений з черв'ячним колесом 79, закріпленим на ці черв'ячного вала закріплена широка циліндричпустотілому валу диференціала 80, на вихідному на шестерня 44. Знизу до корпусу 33 прикріплений валу якого закріплено циліндричне зубчасте колепневмопривод 45, який складається з камери 46, со 81, зчеплене з зовнішнім зубчастим вінцем комембрани 47, кришки 48, розташованої в ній прулеса 4. жини 49, спец гвинта 50 для регулювання натягу На вхідному валу електромагнітної муфти 17 пружини. До мембрани за допомогою центруючого закріплено циліндричне зубчасте колесо 82, зчеппружину спецгвинта 51 прикріплений шток 52, що лене з внутрішнім зубчастим вінцем колеса 4, а на проходить через тунель вала-шпинделя 36. В нивихідному валу муфти закріплене конічне колесо жній частині шток спрямовується втулкою 53 з 83, зчеплене з конічним колесом 84. ущільненням 54, а в верхній частині на шийку штоЕлектромагнітна муфта 17 призначена для ка встановлені шарикопідшипники 55, які запресоперіодичного відключення масивного чашеподібвані в стакан тюльпаноподібної форми 56. Нижній ного колеса 6 під час прискорення ротора і зменсферичний торець стакана 56 взаємодіє з внутрішення, таким чином, навантаження на електропшньою конічною поверхнею пакета тарільчастих ривод 77. пружин 57, надітого своїм меншим отвором на З цією ж метою, а також з метою зменшення шийку вала-шпинделя 36. Зовнішній діаметр пакеметалоємності ротор має форму трикутної зірки. та трохи менше діаметра базового отвору обробДва зубчастих вінця зовнішній і внутрішній на колюємої деталі 38. Від зсуву шарикопідшипники 55 і лесі 4 необхідні для узгодження напрямків оберстакан 56 зафіксовані гайкою 58 через пружинну тання ротора 3 і чашеподібного колеса 6. Заваншайбу 59, а порожнина стакана захищена від брутажувач 30 отримує циліндричну шахту 85, в ду різьбовою заглушкою 60. Нижня частина корпунижній частині якої змонтовано два, опозитно розсу 33 має напрямні, виконані у формі „ласточкина ташованих зубчасто-рейкових механізма 86 похвоста", а на його консолі встановлено ролик 61, штучної видачі заготовок, закріплений на боковій взаємодіючий з біговою доріжкою торцевого кулаповерхні шахти поршневий пневматичний привод чка 28. 87, механізму поштучної видачі, пневмоклапан 88. Так як виникаюча при фрезеруванні зуб'їв раДосилатель заготовок 31 призначений для гадіальна складова сили різання через корпус 33, рантування визначеності їх базування на планролик 61, кулачок 28 передається колоні 2, а від шайбі 37. Він отримує два пневмоциліндра односнеї через підшипники ротора 3 і два колеса 71 петоронньої дії 89, штоки яких з'єднані між собою редавального зубчастого механізму 10, чашеподінатискною планкою 90. Для підвищення надійності бне колесо 6 і його підшипники - станині 1, то в роботи завантажувача 30 і досилателя 31 нижній верхній опорі немає необхідності і тому колона 2 торець шахти 85 і планки 90 досилателя розташомає лише одну нижню опору. Періодична подача вані на мінімальній відстані Н від планшайб 37. стиснутого повітря у пневмопривод 45 для затиску Автооператор-розвантажувач 32 отримує годеталі 38 здійснюється перед початком її обробки ризонтальний пневмоцилідр двосторонньої дії 91, через повітропровід 62 при послідовному збігу закріплений на його штоці вертикальний пневмокожного з трьох радіальних отворів у валу ротора з цилідр двосторонньої дії 92, шток якого несе пнекамерою „К" (дивись Фіг.7,8) стиснутого повітря вматичну камеру односторонньої дії 93, яка приколони 2, куди воно поступає з магістралі через водить в дію кутові важелі захвата 94, утворюючі штуцер 63 і аксіальний отвір колони. Камера „К" вікно для входу обробленої деталі, підлягаючої загерметизована, навантаженими тиском повітря, видаленню. Виключення поворотів штоків циліндманжетами 64, встановленими в кільцевих канаврів 91 і 92 навколо своїх осей, яке попереджає ках колони. Після обробки деталі стиснуте повітря розорієнтацію захвата 94 здійснюється за допомоз пневмоприводу 45 через канал Л вихлопується в гою паралельних штокам напрямних 95 і 96. Для атмосферу. захисту механізмів верстата від стружки передбаПередавальний зубчастий механізм 10 склачений конічний ковпак 97. дається з корпуса 65, встановленого в ньому на Керування верстатом і його налагодження підшипниках кочення горизонтального вала 66, на здійснюється з пульта 98. одному кінці якого закріплено циліндричне зубчасВерстат працює слідуючим чином: те колесо 67, зчеплене з широким зубчастим колеПісля включення верстата при збігу вісей шахсом 44, а на другому кінці - конічне зубчасте колети 84 і одного з валів-шпинделів 36 завантажувач со 68, зчеплене з конічним зубчастим колесом 69, 30 спрацьовує і одна заготовка випадає з шахти на закріпленим на верхньому кінці вертикального планшайбу 37. Вслід за завантажувачем спрацьовала 70, на нижньому кінці якого закріплено цилінвує досилатель 31, який притискує заготовку до дричне зубчасте колесо 71, зчеплене з чашоподіпланшайби і забезпечує, таким чином, визначебним колесом 6. ність її базування. 7 19124 8 Після цього, при збіганні радіального отвору у передача 26 - диференціал 12 - черв'ячна передавалу ротора з, заповненою стиснутим повітрям, ча 27 - диференціал 79 прискорювач 16 - циліндкамерою „К" колони 2, мембрана 47 пневмоприворична передача 81-4 - циліндрична передача 4-82 ду 45 за допомогою стакана 56 розтискує пакет - електромагнітна муфта 17 - конічна передача 83пружин 57, який центрує і закріплює заготовку, а 84 - гітара змінних коліс 15 - конічна передача 25 центр ролика 61 в цей час з кільцевої ділянки бігоциліндрична передача 6-71 - конічна передача 69вої доріжки кулачка 28 переходить на дугоподібну 68 - циліндрична передача 67-44 - черв'ячний вал ділянку ВС. 40 - черв'ячне колесо 39 - вихідний вал-шпиндель При досягненні центром ролика точки С, роз36 - деталь 38. ташованої на вісі бігової доріжки кулача 28 3. ланцюг тангенціальної подачі: (Фіг.10), центр ролика 61 огинає дугоподібну ділядеталь 38 - вал-шпиндель 36 - черв'ячне коленку ВС доріжки, в наслідок чого кулачок поступово со 39 - черв'ячний вал 40 - циліндрична передача витискує ролик з редуктором 5 і оброблюємою 44-67 - конічна передача 68-69 - циліндрична педеталлю 38 в бік центра кулачка. редача 71-6 - конічна передача 25 - гітара змінних Завдяки тому, що дугоподібна ділянка кулачка коліс 15 - конічна передача 84-83 - електромагнітокреслена кривою, координати точок якої відносно на муфта 17 - циліндрична передача 82-4 - цилінцентра кулачка описуються рівняннями: дрична передача 4-81 - диференціал 80 - черв'ячна передача 27 - диференціал 12 - гітара змінних x A a Lp cos ; коліс 14 - конічні передачі 24,21 - диференціал 11 у ( А а Lp cos )sin шпиндель 73 фрезерної головки -конічна передача 74 - фреза 75. центр оброблюємої деталі, під час обробки зуЗменшення холостих рухів оброблюємої детаб'їв, рухатиметься по прямій, паралельній осі фрелі відносно фрези дозволить підвищити продуктизи і розташованій від неї на відстані „а", яка забезвність пропонуємого верстата порівняно з існуюпечує потрібну точність обробки. чими зубофрезерними верстатами, призначеними Після виходу деталі з сектора обробки, вона для фрезерування зуб'їв черв'ячних коліс методом розтискується і прискорено транспортується рототангенціальної подачі на 7-8 %, а оснащення прором в зону дії автооператора-розвантажувача 32, понуємого верстата завантажувачем з механізмом який по команді автоматики верстата піднімає депоштучної видачі заготовок і автооператоромталь в гору і виносить її за межі верстата в зону розвантажувачем оброблених деталей дозволить розвантаження. В цей же час чергова заготовка підвищити рівень його автоматизації. подається ротором в сектор обробки. Верстат має Пропонуємий верстат реалізує спосіб обробки, три основних кінематичних ланцюга: описаний в деклараційному патенті 9442 7 1. ланцюг головного руху: В23С3/22. електродвигун 8 - ремінна передача 9 - цилінДжерела інформації: дричні зубчасті передачі 18,19 - шпиндель 72 фре1. Лоскутов В.В., Ничков А.Г. Зубообрабатызерної головки 7 - конічна передача 74 - фреза 75. вающие станки М., Машиностроение, 1978. 2. ланцюг ділення: 2. Колев Н.С., Красниченко Л.В., Никулин Н.С. фреза 75 - конічна передача 74 - шпиндель 73 и др. Металлорежущие станки М., Машинострое- шліцьове з'єднання 99 -диференціал 11 - гітара ние, 1980. змінних коліс 13 - конічна передача 23 - черв'ячна 9 19124 10 11 Комп’ютерна верстка Н. Лисенко 19124 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGear-milling machine
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюЗубофрезерный станок
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23C 3/00
Мітки: верстат, зубофрезерний
Код посилання
<a href="https://ua.patents.su/6-19124-zubofrezernijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Зубофрезерний верстат</a>
Зубофрезерний верстат з чпу
Номер патенту: 30818
Опубліковано: 15.12.2000
Автори: Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович
МПК: B23F 9/00
Мітки: чпу, зубофрезерний, верстат
Текст:
...вертикально му напрямку на величину поздовжньої подачі та здійснює при цьому n обертів, які визначаються залежністю (1). æ S × cos q f ö ÷, n = z k × ç1 ± 0 (1) ç ÷ Pxzw è ø де: n - число обертів інструментального шпинделя з різцевою головкою; z - число зубів конічного колеса; К - число заходів черв'ячної різцевої головки; S0 - поздовжня подача супорта з черв'ячною різцевою головкою на один оберт шпинделя бабки для кріплення заготовки; q¦ -...
Зубофрезерний багатошпиндельний напівавтомат
Номер патенту: 51941
Опубліковано: 16.12.2002
Автори: Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович, Чернявський Олександр Васильович
МПК: B23F 9/00
Мітки: зубофрезерний, багатошпиндельний, напівавтомат
Формула / Реферат:
Зубофрезерний багатошпиндельний напівавтомат для обробки конічних коліс дисковими фасонними фрезами, що містить інструментальну фрезерну бабку з механізмом головного руху, багатошпиндельну бабку з механізмами затиску заготовок, механізми поздовжньої подачі, установки глибини фрезерування, підйому та спуску фрезерної бабки, автоматичний ділильний пристрій, який відрізняється тим, що шпинделі бабки заготовок розташовані відносно...
Верстат для заточування бурякорізальних ножів
Номер патенту: 25300
Опубліковано: 15.04.2003
Автор: Адаменко Андрій Прокопович
Мітки: верстат, бурякорізальних, ножів, заточування
Формула / Реферат:
Верстат для заточування бурякорізальних ножів, що складається з корпуса, на якому змонтований механізм подачі з приводом, що переміщує по відношенню до точильного інструмента і вздовж напрямної, затиснутий в тримачі ніж який відрізняється тим, що механізм подачі ножа виконаний у вигляді кулачка, який має ексцентричний профіль з відношенням Rmax/Rmin = (1…8), а у поперечному перерізі поверхня кулачка утворена виступами, які відповідають...
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: шліфувальний, верстат
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Шліфувальний верстат
Номер патенту: 2909
Опубліковано: 15.09.2004
Автори: Русавський Сергій Анатолійович, Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат, який має станину з розташованими в ній поворотним столом, поворотною колоною, з механізмом вертикальної подачі, який з'єднаний з поворотним кронштейном, в якому розташований привід головного руху, а колона з станиною з'єднана через механізм поперечної подачі, причому вісь повороту кронштейна розташована в поздовжньому напрямку, який відрізняється тим, що колона кінематично зв'язана з механізмом поздовжньої подачі, а...
Попередній патент: Спосіб виявлення позитивних чутливих точок у хворих на фіброміалгію
Наступний патент: Завантажувач шпинделів ротора
Випадковий патент: Спосіб декорування кромок прорізів дверей меблів