Спосіб приготування формувальної суміші та пристрій для його втілення
Номер патенту: 108315
Опубліковано: 10.04.2015
Автори: Лутц Рудольф Рудольфовіч, Волкоміч Анатолій Алєксандровіч, Бєх Ніколай Івановіч, Дєгтярєнко Гєннадій Івановіч, Гороховскій Алєксандр Міхайловіч

Формула / Реферат
1. Спосіб приготування формувальної суміші, що включає засипку дозованої кількості компонентів суміші в змішувач, введення розрахункової кількості води, перемішування компонентів, відбір проби, виготовлення після відбору проби зразка безпосередньо в змішувачі шляхом її ущільнення і вимірювання вологості суміші з подальшим коректуванням вологості контрольованого замісу, який відрізняється тим , що відбір проби здійснюють шляхом повторення проштовхування суміші в гільзу за допомогою періодично діючої поворотної заслінки до заповнення її сумішшю, і потім здійснюють ущільнення формувальної суміші в гільзі за допомогою плунжера.
2. Пристрій для приготування формувальної суміші, що містить змішувач у вигляді нерухомої чаші, розміщені всередині її змішуючі елементи у вигляді плужків і вихрових головок, і вузол контролю вологості суміші, закріплений на стінці цієї чаші вище рівня плужків, який відрізняється тим, що вузол контролю вологості суміші містить гільзу для формування зразка, похило закріплену на стінці нерухомої чаші, з одного торця якої розміщений плунжер з вмонтованим у ньому датчиком вологості і пневмоциліндр, а інший - відкритий торець, розташований всередині чаші, забезпечений періодично діючою поворотною заслінкою, призначеною для заповнення гільзи формувальною сумішшю, з додатковим пневмоциліндром.
3. Пристрій за п. 2, який відрізняється тим, що для забезпечення охолодження формувальної суміші в процесі сумішеприготування в днищі чаші виконаний повітропідвідний канал, а плужки виконані з поздовжньою порожниною і отворами в задній їхній стінці.
Текст
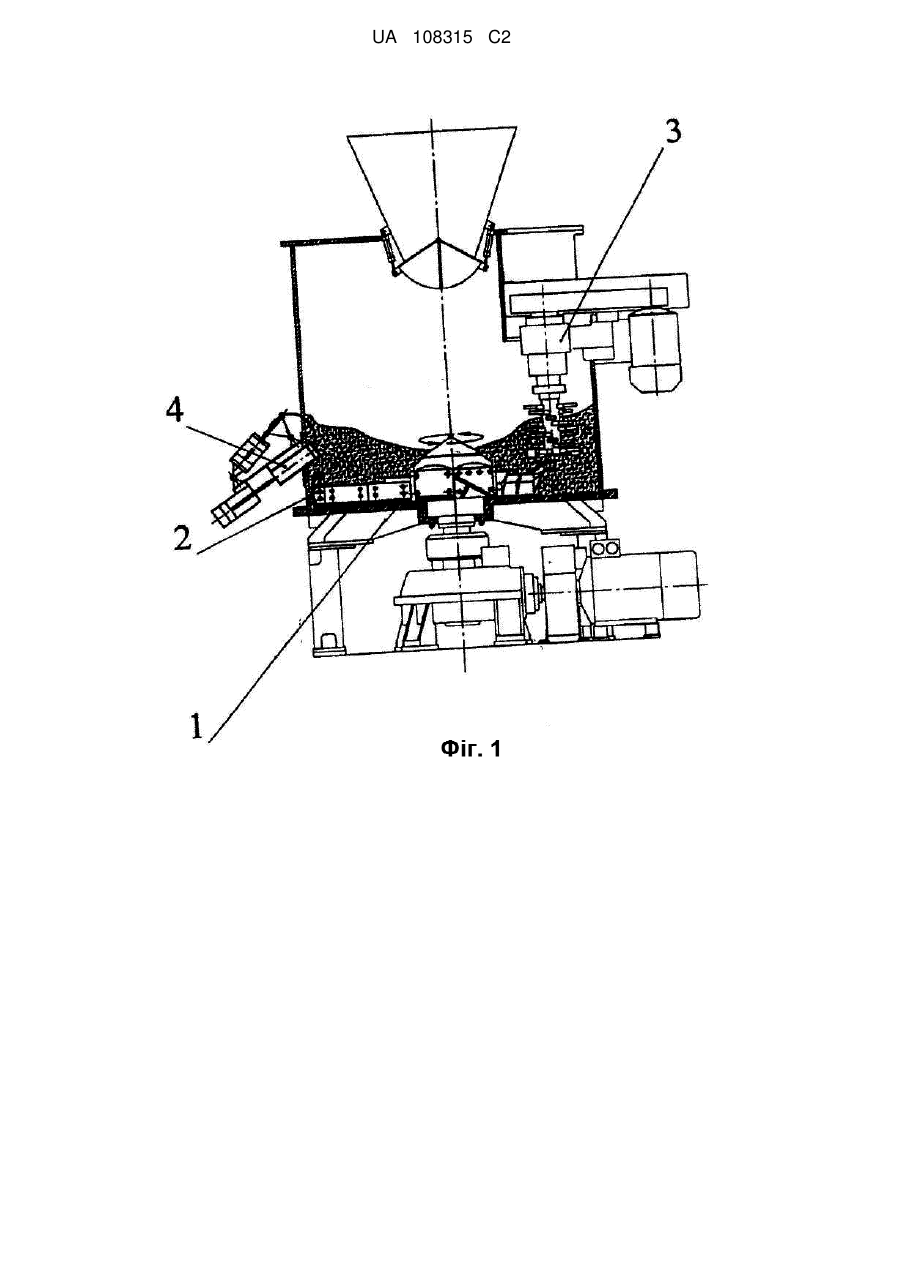
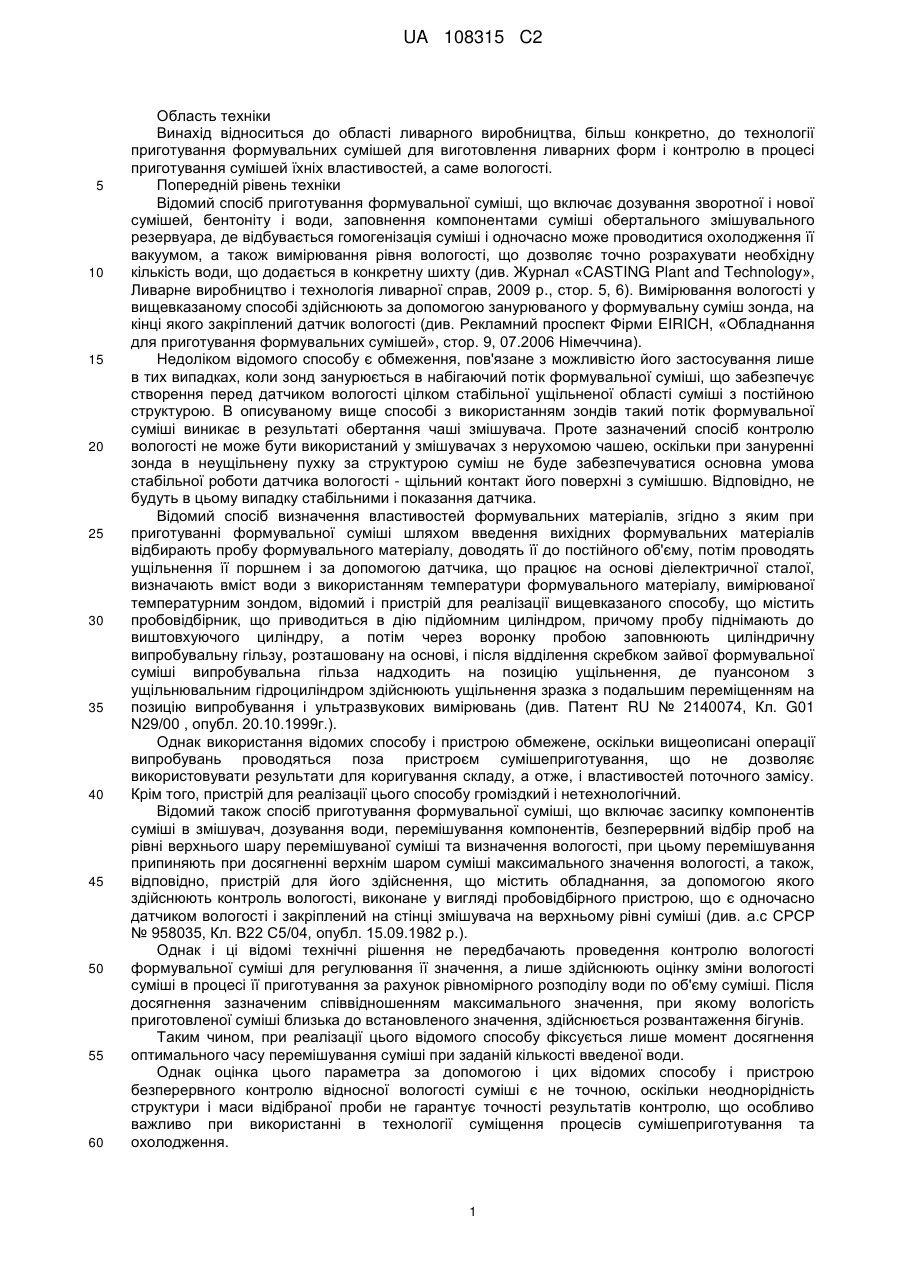
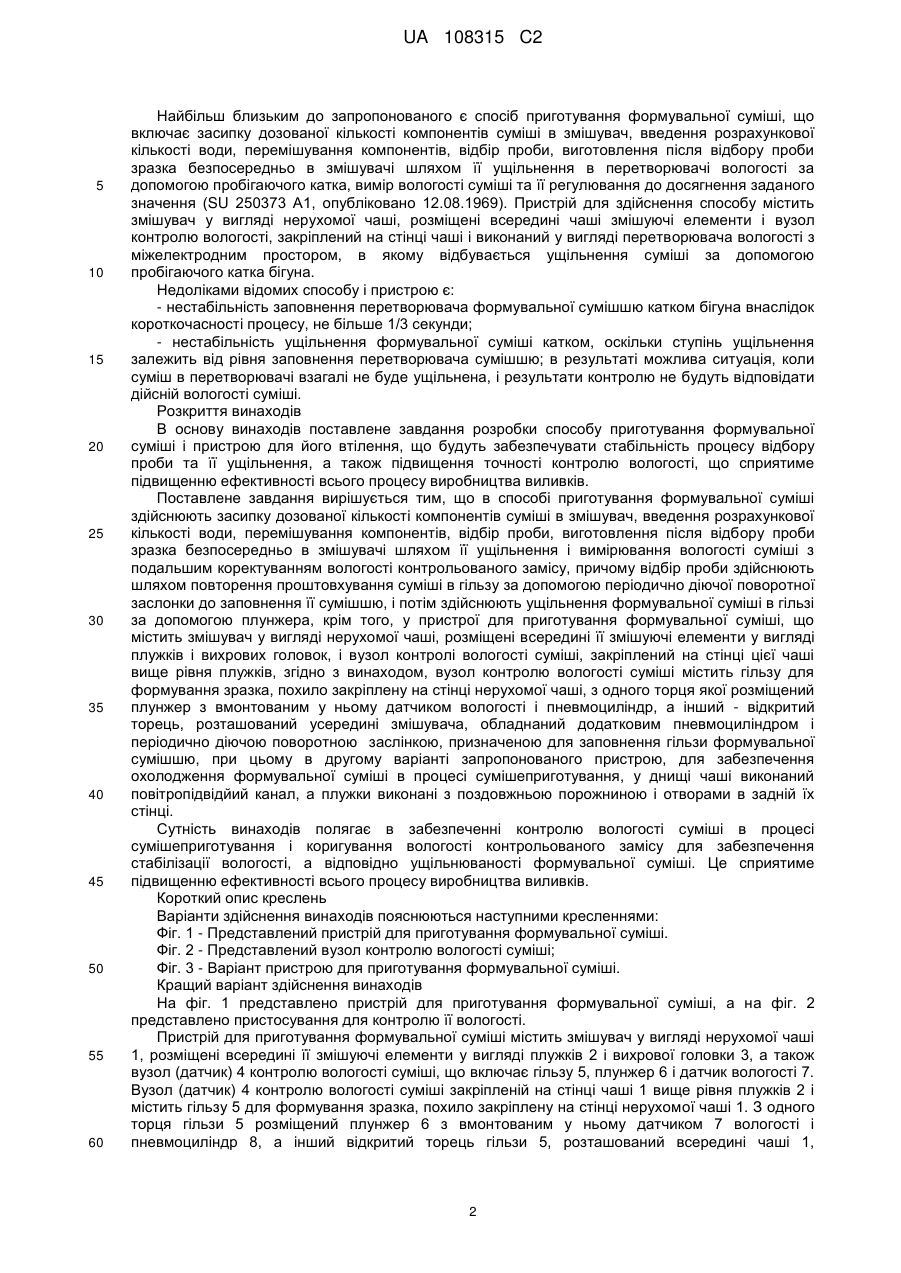
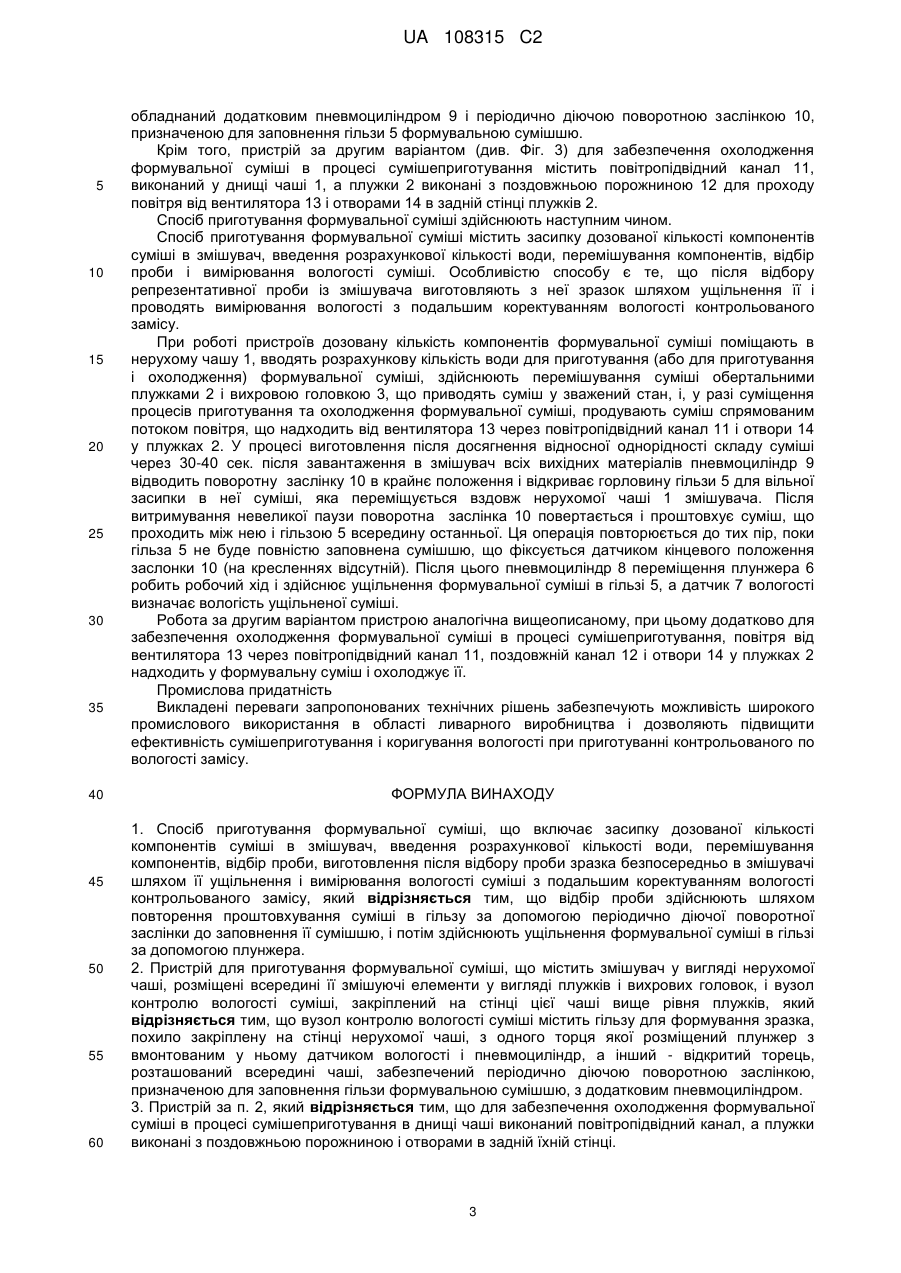
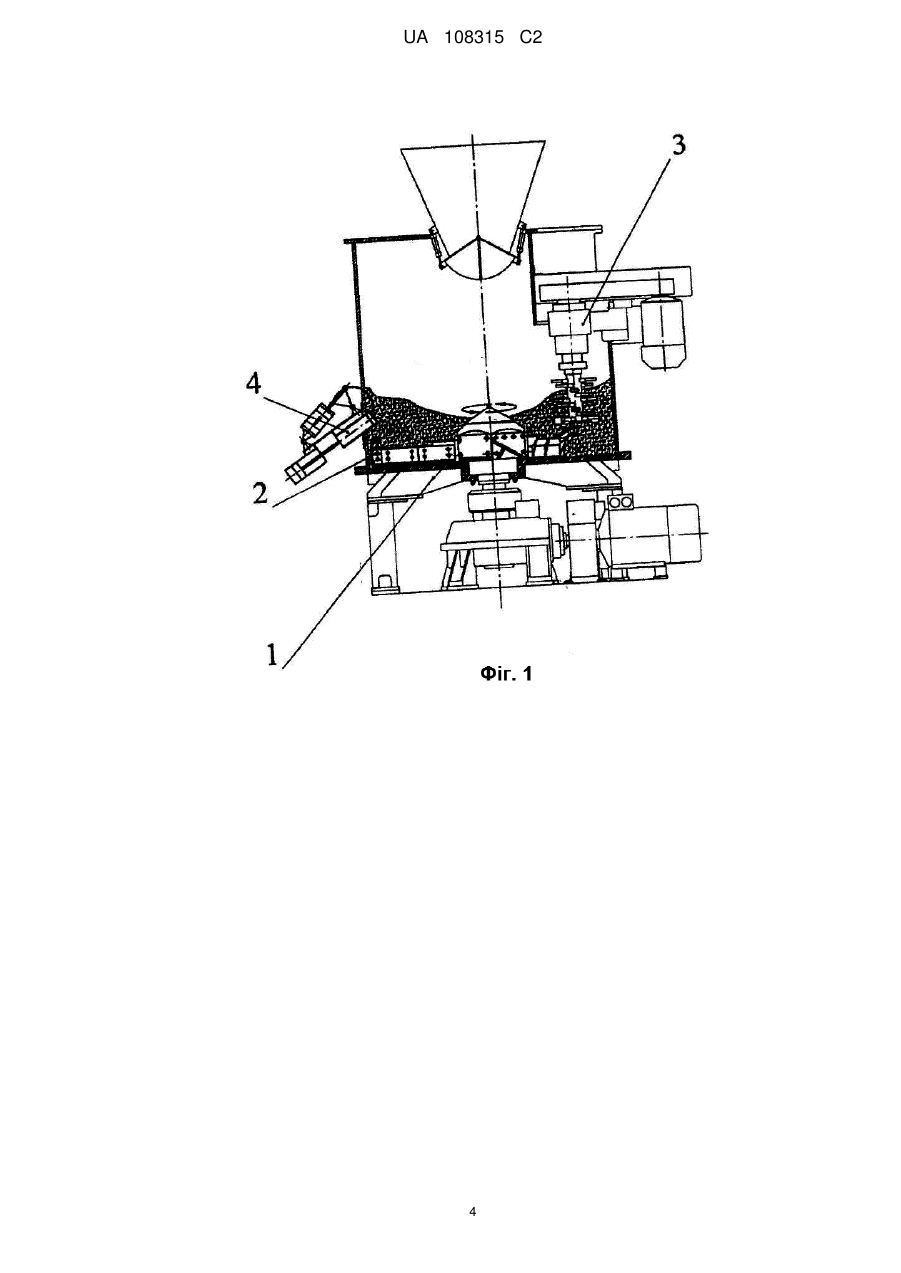
Реферат: Заявлені винаходи належать до ливарного виробництва. Дозовану кількість компонентів суміші засипають у змішувач, вводять розрахункову кількість води і перемішують компоненти. Вимірювання вологості суміші здійснюють після відбору репрезентативної проби безпосередньо в змішувачі. Пробу відбирають за допомогою вузла контролю вологості суміші, що містить гільзу для формування зразка, похило закріплену на стінці нерухомої чаші. З відібраної репрезентативної проби виготовляють зразок шляхом ущільнення і проводять вимірювання вологості з подальшим коректуванням вологості контрольованого замісу. UA 108315 C2 (12) UA 108315 C2 UA 108315 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки Винахід відноситься до області ливарного виробництва, більш конкретно, до технології приготування формувальних сумішей для виготовлення ливарних форм і контролю в процесі приготування сумішей їхніх властивостей, а саме вологості. Попередній рівень техніки Відомий спосіб приготування формувальної суміші, що включає дозування зворотної і нової сумішей, бентоніту і води, заповнення компонентами суміші обертального змішувального резервуара, де відбувається гомогенізація суміші і одночасно може проводитися охолодження її вакуумом, а також вимірювання рівня вологості, що дозволяє точно розрахувати необхідну кількість води, що додається в конкретну шихту (див. Журнал «CASTING Plant and Technology», Ливарне виробництво і технологія ливарної справ, 2009 р., стор. 5, 6). Вимірювання вологості у вищевказаному способі здійснюють за допомогою занурюваного у формувальну суміш зонда, на кінці якого закріплений датчик вологості (див. Рекламний проспект Фірми EIRICH, «Обладнання для приготування формувальних сумішей», стор. 9, 07.2006 Німеччина). Недоліком відомого способу є обмеження, пов'язане з можливістю його застосування лише в тих випадках, коли зонд занурюється в набігаючий потік формувальної суміші, що забезпечує створення перед датчиком вологості цілком стабільної ущільненої області суміші з постійною структурою. В описуваному вище способі з використанням зондів такий потік формувальної суміші виникає в результаті обертання чаші змішувача. Проте зазначений спосіб контролю вологості не може бути використаний у змішувачах з нерухомою чашею, оскільки при зануренні зонда в неущільнену пухку за структурою суміш не буде забезпечуватися основна умова стабільної роботи датчика вологості - щільний контакт його поверхні з сумішшю. Відповідно, не будуть в цьому випадку стабільними і показання датчика. Відомий спосіб визначення властивостей формувальних матеріалів, згідно з яким при приготуванні формувальної суміші шляхом введення вихідних формувальних матеріалів відбирають пробу формувального матеріалу, доводять її до постійного об'єму, потім проводять ущільнення її поршнем і за допомогою датчика, що працює на основі діелектричної сталої, визначають вміст води з використанням температури формувального матеріалу, вимірюваної температурним зондом, відомий і пристрій для реалізації вищевказаного способу, що містить пробовідбірник, що приводиться в дію підйомним циліндром, причому пробу піднімають до виштовхуючого циліндру, а потім через воронку пробою заповнюють циліндричну випробувальну гільзу, розташовану на основі, і після відділення скребком зайвої формувальної суміші випробувальна гільза надходить на позицію ущільнення, де пуансоном з ущільнювальним гідроциліндром здійснюють ущільнення зразка з подальшим переміщенням на позицію випробування і ультразвукових вимірювань (див. Патент RU № 2140074, Кл. G01 N29/00 , опубл. 20.10.1999г.). Однак використання відомих способу і пристрою обмежене, оскільки вищеописані операції випробувань проводяться поза пристроєм сумішеприготування, що не дозволяє використовувати результати для коригування складу, а отже, і властивостей поточного замісу. Крім того, пристрій для реалізації цього способу громіздкий і нетехнологічний. Відомий також спосіб приготування формувальної суміші, що включає засипку компонентів суміші в змішувач, дозування води, перемішування компонентів, безперервний відбір проб на рівні верхнього шару перемішуваної суміші та визначення вологості, при цьому перемішування припиняють при досягненні верхнім шаром суміші максимального значення вологості, а також, відповідно, пристрій для його здійснення, що містить обладнання, за допомогою якого здійснюють контроль вологості, виконане у вигляді пробовідбірного пристрою, що є одночасно датчиком вологості і закріплений на стінці змішувача на верхньому рівні суміші (див. а.с СРСР № 958035, Кл. В22 С5/04, опубл. 15.09.1982 р.). Однак і ці відомі технічні рішення не передбачають проведення контролю вологості формувальної суміші для регулювання її значення, а лише здійснюють оцінку зміни вологості суміші в процесі її приготування за рахунок рівномірного розподілу води по об'єму суміші. Після досягнення зазначеним співвідношенням максимального значення, при якому вологість приготовленої суміші близька до встановленого значення, здійснюється розвантаження бігунів. Таким чином, при реалізації цього відомого способу фіксується лише момент досягнення оптимального часу перемішування суміші при заданій кількості введеної води. Однак оцінка цього параметра за допомогою і цих відомих способу і пристрою безперервного контролю відносної вологості суміші є не точною, оскільки неоднорідність структури і маси відібраної проби не гарантує точності результатів контролю, що особливо важливо при використанні в технології суміщення процесів сумішеприготування та охолодження. 1 UA 108315 C2 5 10 15 20 25 30 35 40 45 50 55 60 Найбільш близьким до запропонованого є спосіб приготування формувальної суміші, що включає засипку дозованої кількості компонентів суміші в змішувач, введення розрахункової кількості води, перемішування компонентів, відбір проби, виготовлення після відбору проби зразка безпосередньо в змішувачі шляхом її ущільнення в перетворювачі вологості за допомогою пробігаючого катка, вимір вологості суміші та її регулювання до досягнення заданого значення (SU 250373 А1, опубліковано 12.08.1969). Пристрій для здійснення способу містить змішувач у вигляді нерухомої чаші, розміщені всередині чаші змішуючі елементи і вузол контролю вологості, закріплений на стінці чаші і виконаний у вигляді перетворювача вологості з міжелектродним простором, в якому відбувається ущільнення суміші за допомогою пробігаючого катка бігуна. Недоліками відомих способу і пристрою є: - нестабільність заповнення перетворювача формувальної сумішшю катком бігуна внаслідок короткочасності процесу, не більше 1/3 секунди; - нестабільність ущільнення формувальної суміші катком, оскільки ступінь ущільнення залежить від рівня заповнення перетворювача сумішшю; в результаті можлива ситуація, коли суміш в перетворювачі взагалі не буде ущільнена, і результати контролю не будуть відповідати дійсній вологості суміші. Розкриття винаходів В основу винаходів поставлене завдання розробки способу приготування формувальної суміші і пристрою для його втілення, що будуть забезпечувати стабільність процесу відбору проби та її ущільнення, а також підвищення точності контролю вологості, що сприятиме підвищенню ефективності всього процесу виробництва виливків. Поставлене завдання вирішується тим, що в способі приготування формувальної суміші здійснюють засипку дозованої кількості компонентів суміші в змішувач, введення розрахункової кількості води, перемішування компонентів, відбір проби, виготовлення після відбору проби зразка безпосередньо в змішувачі шляхом її ущільнення і вимірювання вологості суміші з подальшим коректуванням вологості контрольованого замісу, причому відбір проби здійснюють шляхом повторення проштовхування суміші в гільзу за допомогою періодично діючої поворотної заслонки до заповнення її сумішшю, і потім здійснюють ущільнення формувальної суміші в гільзі за допомогою плунжера, крім того, у пристрої для приготування формувальної суміші, що містить змішувач у вигляді нерухомої чаші, розміщені всередині її змішуючі елементи у вигляді плужків і вихрових головок, і вузол контролі вологості суміші, закріплений на стінці цієї чаші вище рівня плужків, згідно з винаходом, вузол контролю вологості суміші містить гільзу для формування зразка, похило закріплену на стінці нерухомої чаші, з одного торця якої розміщений плунжер з вмонтованим у ньому датчиком вологості і пневмоциліндр, а інший - відкритий торець, розташований усередині змішувача, обладнаний додатковим пневмоциліндром і періодично діючою поворотною заслінкою, призначеною для заповнення гільзи формувальної сумішшю, при цьому в другому варіанті запропонованого пристрою, для забезпечення охолодження формувальної суміші в процесі сумішеприготування, у днищі чаші виконаний повітропідвідйий канал, а плужки виконані з поздовжньою порожниною і отворами в задній їх стінці. Сутність винаходів полягає в забезпеченні контролю вологості суміші в процесі сумішеприготування і коригування вологості контрольованого замісу для забезпечення стабілізації вологості, а відповідно ущільнюваності формувальної суміші. Це сприятиме підвищенню ефективності всього процесу виробництва виливків. Короткий опис креслень Варіанти здійснення винаходів пояснюються наступними кресленнями: Фіг. 1 - Представлений пристрій для приготування формувальної суміші. Фіг. 2 - Представлений вузол контролю вологості суміші; Фіг. 3 - Варіант пристрою для приготування формувальної суміші. Кращий варіант здійснення винаходів На фіг. 1 представлено пристрій для приготування формувальної суміші, а на фіг. 2 представлено пристосування для контролю її вологості. Пристрій для приготування формувальної суміші містить змішувач у вигляді нерухомої чаші 1, розміщені всередині її змішуючі елементи у вигляді плужків 2 і вихрової головки 3, а також вузол (датчик) 4 контролю вологості суміші, що включає гільзу 5, плунжер 6 і датчик вологості 7. Вузол (датчик) 4 контролю вологості суміші закріпленій на стінці чаші 1 вище рівня плужків 2 і містить гільзу 5 для формування зразка, похило закріплену на стінці нерухомої чаші 1. З одного торця гільзи 5 розміщений плунжер 6 з вмонтованим у ньому датчиком 7 вологості і пневмоциліндр 8, а інший відкритий торець гільзи 5, розташований всередині чаші 1, 2 UA 108315 C2 5 10 15 20 25 30 35 40 45 50 55 60 обладнаний додатковим пневмоциліндром 9 і періодично діючою поворотною заслінкою 10, призначеною для заповнення гільзи 5 формувальною сумішшю. Крім того, пристрій за другим варіантом (див. Фіг. 3) для забезпечення охолодження формувальної суміші в процесі сумішеприготування містить повітропідвідний канал 11, виконаний у днищі чаші 1, а плужки 2 виконані з поздовжньою порожниною 12 для проходу повітря від вентилятора 13 і отворами 14 в задній стінці плужків 2. Спосіб приготування формувальної суміші здійснюють наступним чином. Спосіб приготування формувальної суміші містить засипку дозованої кількості компонентів суміші в змішувач, введення розрахункової кількості води, перемішування компонентів, відбір проби і вимірювання вологості суміші. Особливістю способу є те, що після відбору репрезентативної проби із змішувача виготовляють з неї зразок шляхом ущільнення її і проводять вимірювання вологості з подальшим коректуванням вологості контрольованого замісу. При роботі пристроїв дозовану кількість компонентів формувальної суміші поміщають в нерухому чашу 1, вводять розрахункову кількість води для приготування (або для приготування і охолодження) формувальної суміші, здійснюють перемішування суміші обертальними плужками 2 і вихровою головкою 3, що приводять суміш у зважений стан, і, у разі суміщення процесів приготування та охолодження формувальної суміші, продувають суміш спрямованим потоком повітря, що надходить від вентилятора 13 через повітропідвідний канал 11 і отвори 14 у плужках 2. У процесі виготовлення після досягнення відносної однорідності складу суміші через 30-40 сек. після завантаження в змішувач всіх вихідних матеріалів пневмоциліндр 9 відводить поворотну заслінку 10 в крайнє положення і відкриває горловину гільзи 5 для вільної засипки в неї суміші, яка переміщується вздовж нерухомої чаші 1 змішувача. Після витримування невеликої паузи поворотна заслінка 10 повертається і проштовхує суміш, що проходить між нею і гільзою 5 всередину останньої. Ця операція повторюється до тих пір, поки гільза 5 не буде повністю заповнена сумішшю, що фіксується датчиком кінцевого положення заслонки 10 (на кресленнях відсутній). Після цього пневмоциліндр 8 переміщення плунжера 6 робить робочий хід і здійснює ущільнення формувальної суміші в гільзі 5, а датчик 7 вологості визначає вологість ущільненої суміші. Робота за другим варіантом пристрою аналогічна вищеописаному, при цьому додатково для забезпечення охолодження формувальної суміші в процесі сумішеприготування, повітря від вентилятора 13 через повітропідвідний канал 11, поздовжній канал 12 і отвори 14 у плужках 2 надходить у формувальну суміш і охолоджує її. Промислова придатність Викладені переваги запропонованих технічних рішень забезпечують можливість широкого промислового використання в області ливарного виробництва і дозволяють підвищити ефективність сумішеприготування і коригування вологості при приготуванні контрольованого по вологості замісу. ФОРМУЛА ВИНАХОДУ 1. Спосіб приготування формувальної суміші, що включає засипку дозованої кількості компонентів суміші в змішувач, введення розрахункової кількості води, перемішування компонентів, відбір проби, виготовлення після відбору проби зразка безпосередньо в змішувачі шляхом її ущільнення і вимірювання вологості суміші з подальшим коректуванням вологості контрольованого замісу, який відрізняється тим, що відбір проби здійснюють шляхом повторення проштовхування суміші в гільзу за допомогою періодично діючої поворотної заслінки до заповнення її сумішшю, і потім здійснюють ущільнення формувальної суміші в гільзі за допомогою плунжера. 2. Пристрій для приготування формувальної суміші, що містить змішувач у вигляді нерухомої чаші, розміщені всередині її змішуючі елементи у вигляді плужків і вихрових головок, і вузол контролю вологості суміші, закріплений на стінці цієї чаші вище рівня плужків, який відрізняється тим, що вузол контролю вологості суміші містить гільзу для формування зразка, похило закріплену на стінці нерухомої чаші, з одного торця якої розміщений плунжер з вмонтованим у ньому датчиком вологості і пневмоциліндр, а інший - відкритий торець, розташований всередині чаші, забезпечений періодично діючою поворотною заслінкою, призначеною для заповнення гільзи формувальною сумішшю, з додатковим пневмоциліндром. 3. Пристрій за п. 2, який відрізняється тим, що для забезпечення охолодження формувальної суміші в процесі сумішеприготування в днищі чаші виконаний повітропідвідний канал, а плужки виконані з поздовжньою порожниною і отворами в задній їхній стінці. 3 UA 108315 C2 4 UA 108315 C2 5 UA 108315 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing moulding sand and apparatus for carrying out said method (variant embodiments)
Автори англійськоюLutts, Rudolf Rudolfovich, Bekh, Nikolai Ivanovich, Volkomich, Anatoly Alexandrovich, Horohovsky, Alexandr Mihailovich, Degtyarenko, Gennady Ivanovich
Назва патенту російськоюСпособ приготовления формовочной смеси и устройство для его осуществления (ванианты)
Автори російськоюЛутц Рудольф Рудольфович, Бех Николай Иванович, Волкомич Анатолий Александрович, Гороховский Александр Михайлович, Дегтяренко Геннадий Иванович
МПК / Мітки
МПК: B22C 5/00
Мітки: спосіб, втілення, суміші, формувальної, приготування, пристрій
Код посилання
<a href="https://ua.patents.su/8-108315-sposib-prigotuvannya-formuvalno-sumishi-ta-pristrijj-dlya-jjogo-vtilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб приготування формувальної суміші та пристрій для його втілення</a>
Пристрій для приготування формувальної суміші
Номер патенту: 93475
Опубліковано: 10.02.2011
Автори: Лутц Рудольф Рудольфовіч, Нєстєров Алєксєй Алєксандровіч, Волкоміч Анатолій Алєксандровіч, Бєх Ніколай Івановіч, Дєгтярєнко Гєннадій Івановіч, Гороховскій Алєксандр Міхайловіч
МПК: B22C 5/00
Мітки: формувальної, суміші, приготування, пристрій
Формула / Реферат:
1. Пристрій для приготування формувальної суміші, який містить нерухому чашу, блок із трьох плужків, який виконаний з можливістю обертання відносно центральної осі чаші і закріплений на порожнистій маточині, і вихрову головку, який відрізняється тим, що в плужках виконані повітророзподільні порожнини, а задні стінки плужків мають щілинні отвори для подачі під шар формувальної суміші повітря, надходження якого у порожнини плужків передбачено...
Змішувач для приготування формувальної суміші
Номер патенту: 79443
Опубліковано: 25.04.2013
Автори: Анісенко Євген Петрович, Аксьонов Віталій Олександрович, Клисак Роман Юрійович, Смирнов Олександр Георгійович
Мітки: змішувач, суміші, приготування, формувальної
Формула / Реферат:
1. Змішувач для приготування формувальної суміші, що містить розташовані в чаші основний розпушувач у вигляді закріплених на вертикальному привідному валу, встановленому по центральній осі чаші, лопатей з плужками на кінцях і допоміжний розпушувач у вигляді радіально закріплених на валу лопаток, при цьому привід розпушувача виконаний від електродвигуна, який відрізняється тим, що допоміжний розпушувач встановлений на бічній стінці чаші з...
Розпушувач вихрового змішувача для приготування формувальної суміші
Номер патенту: 92227
Опубліковано: 11.08.2014
Автори: Діордійчук Владислав Віталійович, Полієвець Євген Васильович, Слабоусова Світлана Олександрівна
Мітки: вихрового, розпушувач, приготування, формувальної, змішувача, суміші
Формула / Реферат:
Розпушувач вихрового змішувача для приготування формувальної суміші, що містить корпус, виконаний у вигляді закритого циліндра, всередині якого розташовано привідний вал з лопатками, який відрізняється тим, що лопатки й привідний вал виконані нероз'ємно, наприклад, за допомогою зварювання.
Змішувач для приготування формувальної суміші
Номер патенту: 78654
Опубліковано: 10.04.2007
Автори: Волков Вадім Ніколаєвіч, Дегтярєнко Геннадій Івановіч, Бєх Ніколай Івановіч, Лутц Рудольф Рудольфовіч, Волкоміч Анатолій Александровіч
МПК: B22C 5/00
Мітки: формувальної, суміші, змішувач, приготування
Формула / Реферат:
1. Змішувач для приготування формувальної суміші, що містить нерухому чашу, розташований всередині чаші блок з трьох плужків, що обертається відносно центральної осі чаші, і ексцентрично встановлені одна або декілька вихрових головок, на кожній з яких закріплені лопатки, напрям обертання яких протилежний напряму обертання блока плужків, який відрізняється тим, що лопатки вихрових головок розташовані по спіралі із зсувом кожної наступної...
Розпушувач для приготування формувальної суміші
Номер патенту: 81265
Опубліковано: 25.06.2013
Автори: Зайка Володимир Якович, Клисак Роман Юрійович, Діордійчук Владислав Віталійович, Хромушин Борис Володимирович, Воробйов Володимир Вікторович, Мак-Мак Олександр Сергійович
Мітки: суміші, приготування, розпушувач, формувальної
Формула / Реферат:
1. Розпушувач для приготування формувальної суміші, що містить корпус, виконаний у вигляді закритої ємності, приводний вал з жорстко закріпленими кронштейнами, на кожному з яких роз'ємно закріплені лопатки, який відрізняється тим, що лопатки виконані з покриттям з високоміцного матеріалу, наприклад "Ледуріта", по торцях товщиною, рівною S1, по пласкій поверхні - рівною S2.2. Розпушувач за п. 1, який відрізняється тим, що...
Попередній патент: Пристрій для циклічного перетворення механічної енергії в електричну
Наступний патент: Пристрій та спосіб проклеювання волокон
Випадковий патент: Спосіб промивки фільтра