Пристрій та спосіб проклеювання волокон
Номер патенту: 108316
Опубліковано: 10.04.2015
Автори: Трумель Рольф, Олендорф Рудольф Крістофер, Штауб Гюнтер
Формула / Реферат
1. Пристрій для проклеювання волокон для виготовлення волокнистих плит, який містить трубопровід (3) для пневматичного транспортування волокон, що проклеюються, причому до трубопроводу пневматичного транспортування приєднано вхідні форсунки (4), які розподілені уздовж трубопроводу і за допомогою яких розпилюється речовина, що клеїть по трубопроводу для пневматичного транспортування волокон, причому форсунки (4), виконані у вигляді форсунок для подачі декількох компонентів, до яких приєднані щонайменше один трубопровід подачі (5) речовини, що клеїть, і один трубопровід (6) подачі пари, причому у трубопроводі (5) подачі речовини, що клеїть, вбудовані щонайменше один клапан (7) для речовини, що клеїть, і витратомір (8), і клапани (7) для речовини, що клеїть, витратоміри (8) з'єднані щонайменше з одним керуючим й/або регулюючим пристроєм таким чином, що за допомогою клапанів (7) для речовини, що клеїть, при цьому витрата кожного трубопроводу (5) подачі речовини, що клеїть, є величиною керованою або регульованою окремо.
2. Пристрій за п.1, який відрізняється тим, що клапан (7) для речовини, що клеїть, виконаний з можливістю блокування подачі речовини, що клеїть, до щонайменше однієї форсунки і регулювання для решти форсунок (4) заданої витрати.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що до трубопроводу (3) для пневматичного транспортування приєднані, щонайменше, шість форсунок розподілених уздовж трубопроводу для пневматичного транспортування і/або по його периметру.
4. Пристрій за п.1 або п.2, який відрізняється тим, що трубопроводи (5) подачі речовини, що клеїть, приєднані до загального розподільника (9) речовини, що клеїть, який завантажений речовиною, що клеїть, причому розподільник (9) речовини, що клеїть, обладнаний датчиком температури (11), пристроєм вимірювання тиску (12) і/або віскозиметром.
5. Пристрій за п.1 або п.2, який відрізняється тим, що у в трубопроводі(6) подачі пари вбудовані парові клапани (15).
6. Пристрій за п. 5, який відрізняється тим, що трубопроводи (6) подачі пари приєднані до загального паророзподільника (17), який завантажений парою, причому паророзподільник (17) оснащений датчиком температури (18) і/або пристроєм вимірювання
тиску (19) і/або витратоміром (22).
7. Пристрій за п. 1 або п.2, який відрізняється тим, що передбачений процесор (31) верхнього рівня, який є керуючим і/або регулюючим пристроєм пристрою для проклеювання і який управляє установкою для виробництва деревно-стружкових плит, у яку вбудовано пристрій проклеювання.
8. Пристрій за п. 7, який відрізняється тим, що пристрій вимірювання температури (11), пристрій вимірювання тиску (12,13), віскозиметр, датчик температури (18) і/або витратомір (22) і/або клапани для речовини, що клеїть, або парові клапани під′єднані до процесора (31) верхнього рівня.
9. Пристрій за кожним з пп. 1 - 8, який відрізняється тим, що до трубопроводів (5) подачі речовини, що клеїть приєднані трубопроводи (24) подачі води, за допомогою яких до форсунок (4) подається вода для очищення вибірково.
10. Спосіб проклеювання волокон для виготовлення волокнистих плит, за допомогою обладнання за кожним з пп. 1 - 9 , який відрізняється тим, що витрату речовини, що клеїть, до окремих форсунок регулюють або керують нею за допомогою клапанів для речовини, що клеїть, окремо для кожної форсунки.
11. Спосіб за п. 10, який відрізняється тим, що клапанами для речовини, що клеїть, паровими клапанами й/або водяними клапанами керують або здійснюють їх регулювання за допомогою процесора верхнього рівня.
12. Спосіб за п. 10 або п. 11, який відрізняється тим, що пристроєм для проклеювання або його компонентами керують або регулюють процесором верхнього рівня, яким також керують або здійснюють або регулювання трубопроводом для пневматичного транспортування й/або пристроєм розпилення, що підключає, й/або установкою для пресування, що підключають.
13. Спосіб за п. 10 або п. 11, який відрізняється тим, що кількістю активних форсунок/трубопроводів подачі речовини, що клеїть, і/або витратою речовини, що клеїть, і/або витратою пари керують або регулюють залежно від роботи трубопроводу для пневматичного транспортування.
14. Спосіб за п. 10 або 11, який відрізняється тим, що витратою речовини, що клеїть, і/або кількістю пари керують або регулюють залежно від в'язкості речовини, що клеїть.
15. Спосіб за п. 10 або 11, який відрізняється тим, що в'язкість речовини, що клеїть, вибирають в залежності від параметрів процесу.
16. Спосіб за п. 10 або 11, який відрізняється тим, що тиск речовини, що клеїть, установлюють в залежності від параметрів процесу.
Текст
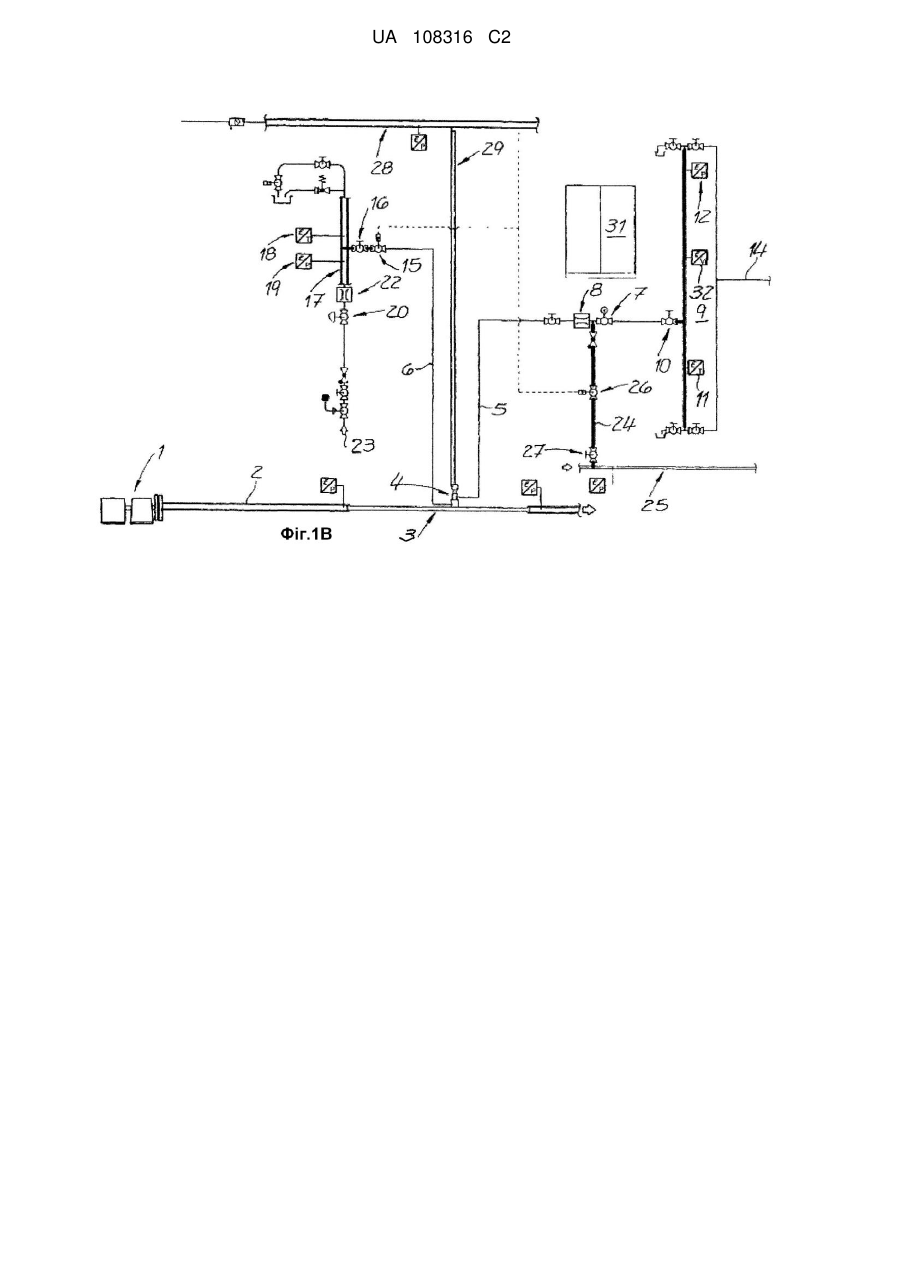
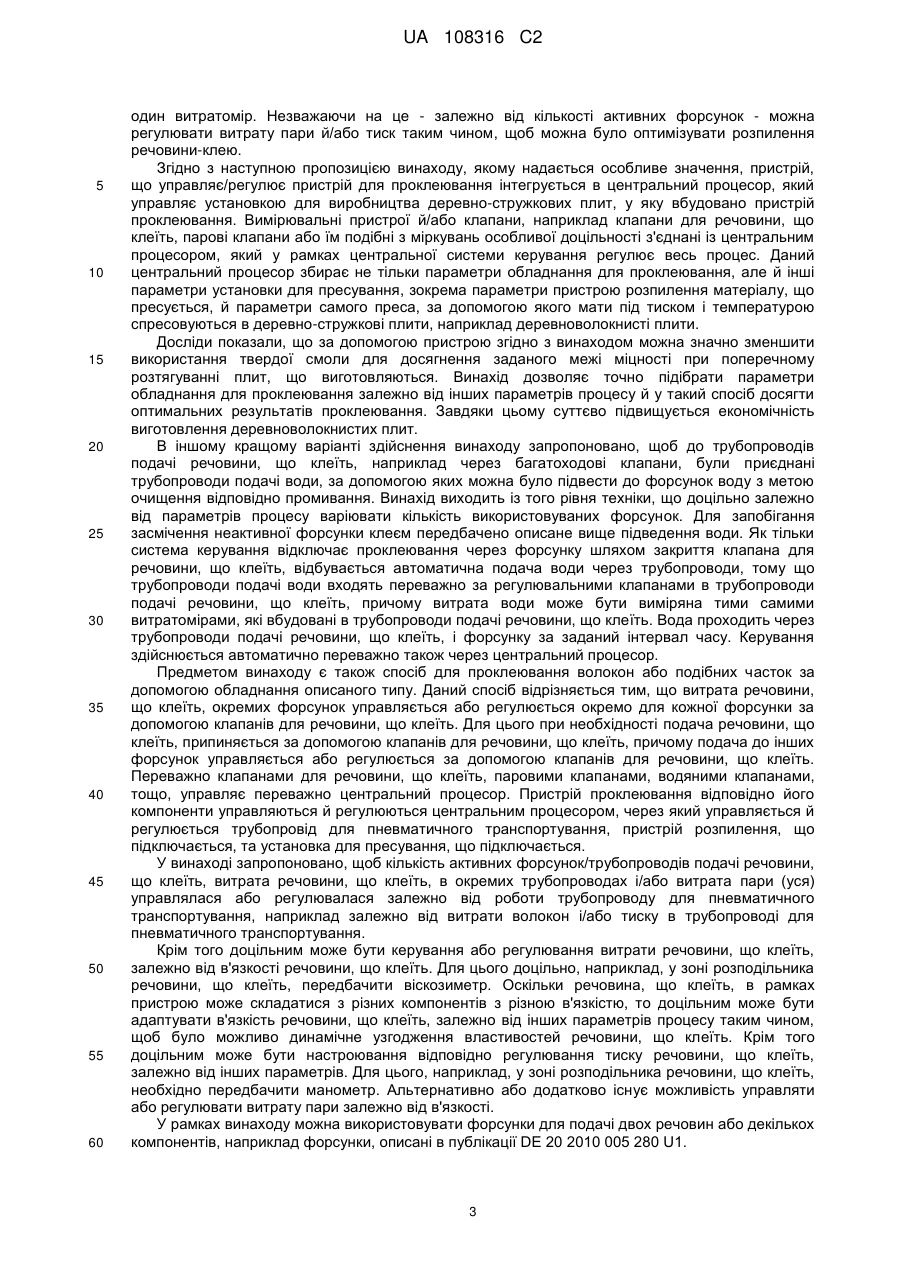
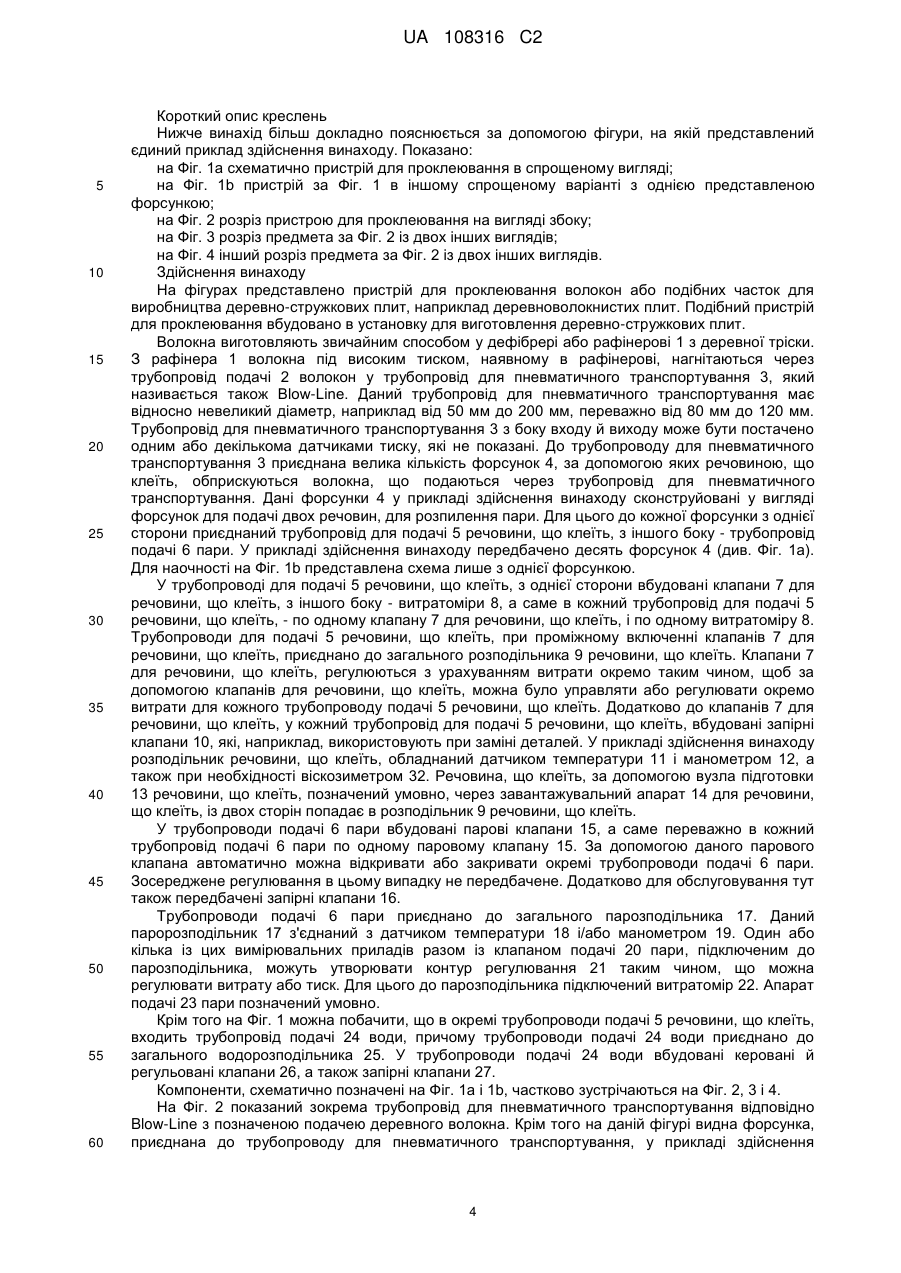
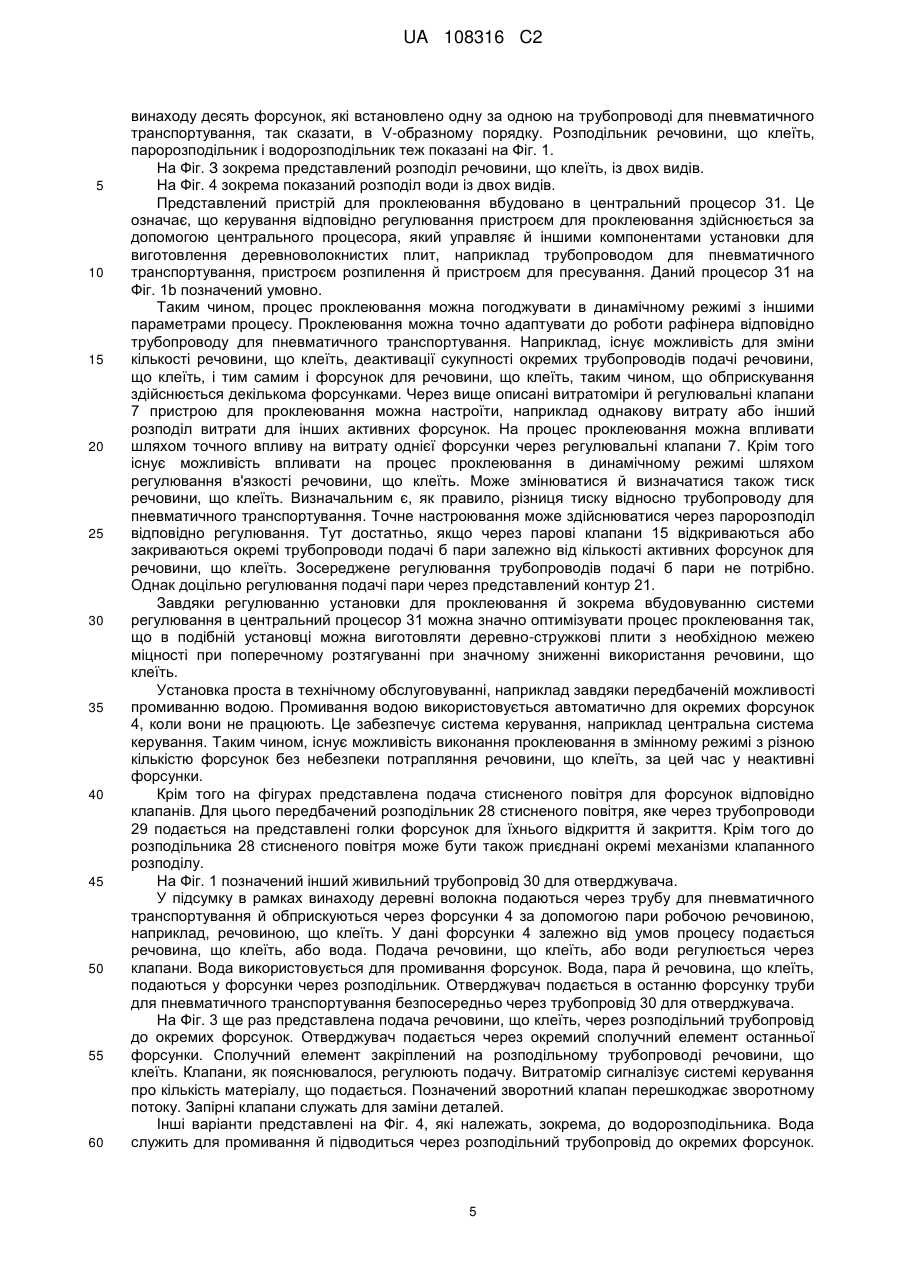
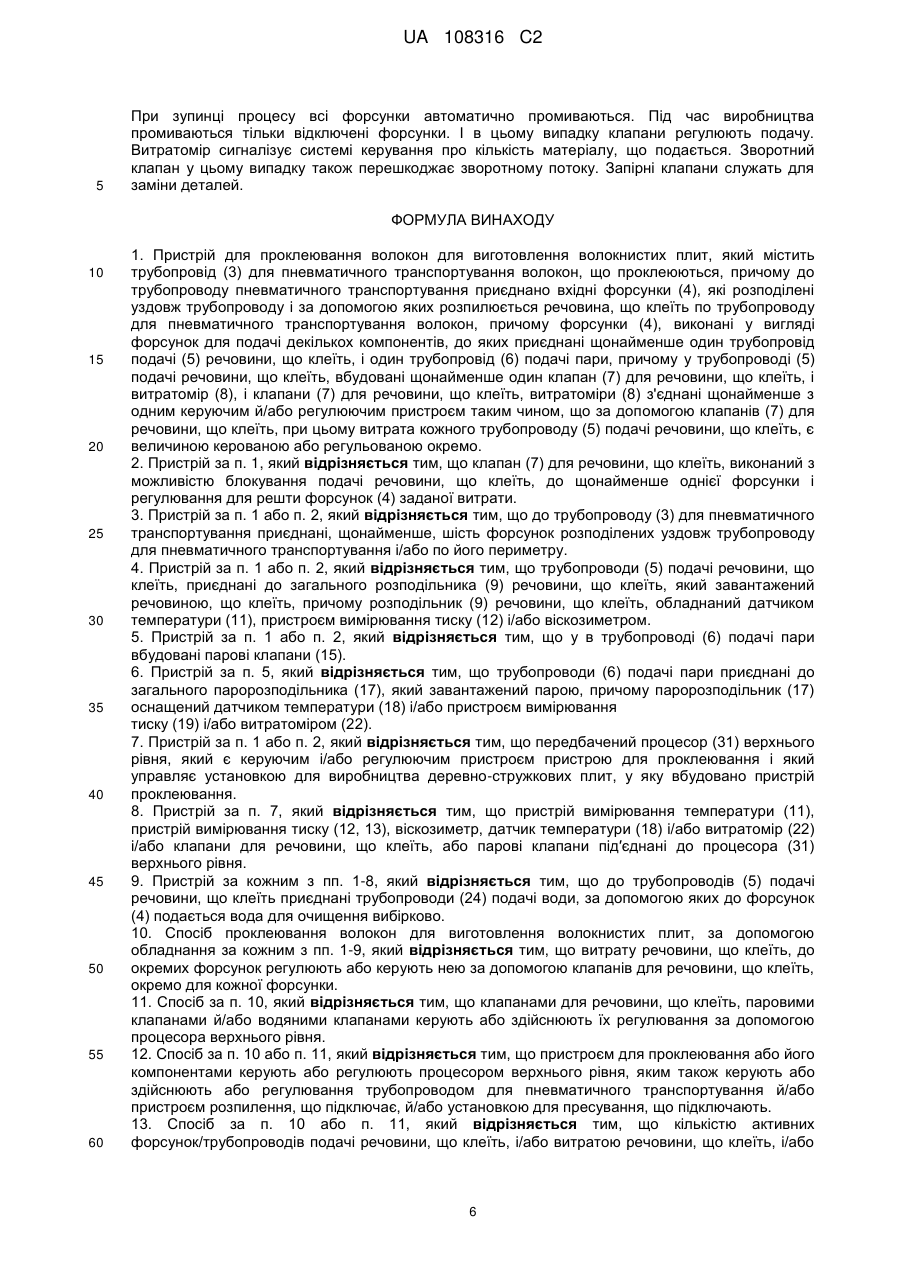
Реферат: Винахід належить до пристрою для проклеювання волокон для виготовлення волокнистих плит і способу проклеювання волокон, зокрема для виготовлення деревностружкових плит. Пристрій для проклеювання волокон для виготовлення волокнистих плит містить трубопровід для пневматичного транспортування волокон, що проклеюються. До трубопроводу пневматичного транспортування приєднано вхідні форсунки, які розподілені уздовж трубопроводу і за допомогою яких розпилюється речовина, що клеїть по трубопроводу для пневматичного транспортування волокон. Форсунки, виконані у вигляді форсунок для подачі декількох компонентів, до яких приєднані щонайменше один трубопровід подачі речовини, що клеїть і один трубопровід подачі пари. У трубопроводі подачі речовини, що клеїть вбудовані щонайменше один клапан для речовини, що клеїть і витратомір і клапани для речовини, що клеїть. Витратоміри з'єднані щонайменше з одним керуючим й/або регулюючим пристроєм таким чином, що за допомогою клапанів для речовини, що клеїть витрата кожного трубопроводу подачі речовини, що клеїть є величиною керованою або регульованою окремо. Спосіб проклеювання волокон для виготовлення волокнистих плит за допомогою обладнання, за допомогою пристрою для проклеювання волокон для виготовлення волокнистих плит, в якому витрату речовини, що клеїть до окремих форсунок регулюють або керують нею за допомогою клапанів для речовини, що клеїть окремо для кожної форсунки. Винахід забезпечує економічне виробництво деревностружкових плит високої якості, а також створення способу проклеювання волокон. UA 108316 C2 (12) UA 108316 C2 UA 108316 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Винахід належить до пристрою для проклеювання волокон або подібних часток, і способу проклеювання волокон, зокрема для виготовлення деревно-стружкових плит, наприклад деревноволокнистих плит, за допомогою трубопроводу для пневматичного транспортування, через який подаються волокна, що проклеюються, причому до трубопроводу для пневматичного транспортування приєднане кілька вхідних у трубопровід для пневматичного транспортування форсунок, за допомогою яких волокна, що подаються через трубопровід для пневматичного транспортування, обприскуються речовиною, що клеїть, причому форсунки, виконані у вигляді форсунок для подачі декількох компонентів, наприклад двох речовин, призначені для розпилення пари, до яких приєднані, щонайменше, один трубопровід подачі речовини, що клеїть, і один трубопровід подачі пари. Під деревно-стружковими плитами маються на увазі зокрема деревноволокнисті плити, наприклад деревноволокнисті плити середньої щільності або деревноволокнисті плити високої щільності або деревноволокнисті плити низької щільності. Винахід належить також до деревностружкових плит, отже, проклеювання стружок або подібних часток. Під проклеюванням мається на увазі обприскування волокон речовиною, що клеїть, відповідно сполучним засобом, наприклад ізоціанатами, меламіно-сечовино-формальдегідними смолами, сечовиноформальдегідними смолами, сечовино-формальдегідними смолами, меламіноформальдегідними смолами, фенольними смолами або іншими смолами, наприклад на основі поліаміну або таніну. У процесі виробництва деревно-стружкових плит, наприклад деревноволокнистих плит з волокон, що проклеюються, утворюється мат, який потім у пресі під впливом тиску й тепла формується в деревно-стружкову плиту або деревно-стружкову стрічку. Пресом може бути прес періодичної дії або безупинно працюючий прес. У процесі виготовлення подібних деревно-стружкових плит проклеювання волокон має особливе значення. Адже властивості деревно-стружкових плит, що виготовляються, наприклад їх межа міцності при поперечному розтягуванні, сильно залежать від використовуваної кількості речовини, що клеїть. Тому для виготовлення деревно-стружкових плит з достатньою межею міцності при поперечному розтягуванні, як правило, потрібне застосування великої кількості речовини, що клеїть. У винаході здійснюється проклеювання в трубопроводі для пневматичного транспортування, який називається також Blow-Line. При даній технології волокна, як правило, виготовляють із деревної тріски в дефібрері (рафінерові) і волокна з рафінера подаються в трубопровід для пневматичного транспортування. У рафінерові пар перебуває під відносно високим тиском. Одночасно даний пар утворює транспортне середовище, за допомогою якого волокна подаються через трубопровід для пневматичного транспортування. Через трубопровід для пневматичного транспортування волокна попадають до осушувача, що підключається. При проклеюванні через трубопровід для пневматичного транспортування обприскування волокон здійснюється за допомогою речовини, що клеїть, у зоні трубопроводу для пневматичного транспортування й, отже (безпосередньо) за рафінером. Рівень техніки З публікації, наприклад DE 10 2008 059 877 A1 або DE 10 2009 006 704 A1 відомий пристрій для проклеювання через трубопровід для пневматичного транспортування. Принципово відомо, що упорскування речовини, що клеїть, у трубопровід для пневматичного транспортування впливає на якість проклеювання. На практиці із принципових міркувань прагнуть забезпечити максимально дрібне розпилення речовини, що клеїть, для одержання порівняно невеликих крапель речовини, що клеїть. Тим самим запобігають грудкування волокон, зокрема досягають економії витрати речовини, що клеїть. Із цієї причини вже пропонувалося розпорошувати речовину, що клеїть, не простим стисненим повітрям, а паром. Для цієї мети використовують двокомпонентні форсунки. Подібні двокомпонентні форсунки відомі, наприклад, з публікації DE 20 2010 005 280 U1. Принципове проклеювання через трубопровід для пневматичного транспортування виявилося ефективним. Однак існують можливості для вдосконалювання даної технології. Мова йде про спосіб, однак він вимагає як і раніше порівняно великої кількості речовини, що клеїть. Для цього випадку й застосовується винахід. Розкриття винаходу У винаході поставлене завдання створення пристрою, за допомогою якого можна якісно й економічно проклеювати волокна або подібні частки таким чином, що волокна, що проклеюються, забезпечують економічне виробництво деревно-стружкових плит високої якості, а також створення способу проклеювання волокон. 1 UA 108316 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для розв'язку даного завдання згідно з винаходом в пристроях для проклеювання волокон або подібних часток, зокрема для виготовлення деревно-стружкових плит, у трубопровід для подачі речовини, що клеїть, вбудований, щонайменше, один клапан для речовини, що клеїть, і один витратомір, і клапани для речовини, що клеїть, і витратомір з'єднані, щонайменше, з одним керуючим і/або регулюючим пристроєм таким чином, що за допомогою клапанів для речовини, що клеїть, витрата кожного трубопроводу для подачі речовини, що клеїть, управляється або регулюється окремо. Винахід виходить із відомого рівня техніки, що за допомогою форсунок, виконаних у вигляді форсунок для подачі декількох компонентів, наприклад двох речовин шляхом розпилення пари можна створити порівняно невеликі краплі речовини, що клеїть, які підходять для економічного проклеювання. Винахід дозволяє проводити точне настроювання параметрів розпилення й тим самим точне настроювання розмірів краплі речовини, що клеїть, таким чином, що завдяки відповідному керуванню або регулюванню витрати окремих клапанів настроюється оптимальний режим форсунки. Крім того винахід виходить із того рівня техніки, що не обов'язково мінімальний розмір краплі призводить до кращих результатів, а що є «оптимальний» розмір крапель, який може залежати від дуже різних властивостей і параметрів. У рамках винаходу вдається точне настроювання параметрів проклеювання для досягнення оптимальних результатів. Крім того, у динамічному режимі можна впливати на процес проклеювання й на інші параметри процесу. Таким чином, у рамках винаходу запропоновано, щоб за допомогою клапанів для речовини, що клеїть, можна було блокувати подачу речовини, що клеїть, до однієї або декількох форсунок і щоб за допомогою (інших) клапанів для речовини, що клеїть, для інших форсунок можна було цілеспрямовано налаштовувати необхідну витрату, наприклад однакову або різну витрату. Винахід виходить із того рівня техніки, що рафінер і трубопровід для пневматичного транспортування, як правило, працюють мінливо, а що матеріал подається за часом у різній кількості під різним тиском через трубопровід для пневматичного транспортування. Згідно з винаходом існує можливість виробити загальну кількість використовуваної речовини, що клеїть, в одиницю часу шляхом «відключення» одного або декількох форсунок. Одночасно здійснюється оптимальне керування відповідно регулювання інших форсунок, тому що за допомогою витратоміра й клапанів для речовини, що клеїть, для інших форсунок можна настроїти оптимальний режим таким чином, щоб - незалежно від кількості активних форсунок інші форсунки постійно могли працювати з певною витратою. Таким чином, доцільно, щоб усі (активні) форсунки працювали з однаковою витратою. Доцільним може бути також настроювання іншого розподілу речовини, що клеїть, через форсунки. Таким чином, кількість речовини, що розпорошується, може збільшуватися або зменшуватися, наприклад, у напрямку подачі волокон. Можливість регулювання окремих форсунок дозволяє здійснювати адаптацію до мінливих умов і динамічну оптимізацію процесу. До трубопроводу для пневматичного транспортування приєднані, щонайменше, шість переважно, щонайменше, десять форсунок, які розподілені уздовж трубопроводу для пневматичного транспортування й/або по периметру трубопроводу для пневматичного транспортування. Принципово в рамках винаходу доцільною може бути робота з дуже великою кількістю форсунок, тому що кількість активних форсунок вибирається довільно й тому що зокрема гарантоване те, що для всіх форсунок настроюється однакова кількість речовини, що розпорошується. Трубопроводи подачі речовини, що клеїть, переважно приєднані до загального розподільника речовини, що клеїть, який завантажується речовиною, що клеїть, причому розподільник речовини, що клеїть, переважно обладнаний, щонайменше, одним датчиком температури, пристроєм вимірювання тиску й/або віскозиметром. До трубопроводу подачі пари також можуть бути вбудовані парові клапани. Однак при цьому не потрібно, щоб дані окремі трубопроводи подачі пари - як трубопроводи подачі речовини, що клеїть, - були оснащені регульованими клапанами, але у зв'язку з подачею пари, як правило, достатньо використовувати прості керовані парові клапани, які або блокують або перекривають трубопровід подачі пари. Однак також на «стороні пари» доцільно впливати на процес проклеювання за допомогою підходящого керування або регулювання. Для цього трубопроводи подачі пари з'єднані із загальним парозподільником, у який подається пара, причому подача пари в розподільник піддається керуванню або регулюванню, наприклад, регулюється по витраті або тиску. Для цього парозподільник переважно з'єднаний з датчиком температури, пристроєм вимірювання тиску й/або витратоміром. Якщо у трубопроводів подачі речовини, що клеїть, доцільно кожний окремий трубопровід підключати до власного витратоміра, то у трубопроводі подачі пари в рамках винаходу до парозподільника достатньо підключити всього 2 UA 108316 C2 5 10 15 20 25 30 35 40 45 50 55 60 один витратомір. Незважаючи на це - залежно від кількості активних форсунок - можна регулювати витрату пари й/або тиск таким чином, щоб можна було оптимізувати розпилення речовини-клею. Згідно з наступною пропозицією винаходу, якому надається особливе значення, пристрій, що управляє/регулює пристрій для проклеювання інтегрується в центральний процесор, який управляє установкою для виробництва деревно-стружкових плит, у яку вбудовано пристрій проклеювання. Вимірювальні пристрої й/або клапани, наприклад клапани для речовини, що клеїть, парові клапани або їм подібні з міркувань особливої доцільності з'єднані із центральним процесором, який у рамках центральної системи керування регулює весь процес. Даний центральний процесор збирає не тільки параметри обладнання для проклеювання, але й інші параметри установки для пресування, зокрема параметри пристрою розпилення матеріалу, що пресується, й параметри самого преса, за допомогою якого мати під тиском і температурою спресовуються в деревно-стружкові плити, наприклад деревноволокнисті плити. Досліди показали, що за допомогою пристрою згідно з винаходом можна значно зменшити використання твердої смоли для досягнення заданого межі міцності при поперечному розтягуванні плит, що виготовляються. Винахід дозволяє точно підібрати параметри обладнання для проклеювання залежно від інших параметрів процесу й у такий спосіб досягти оптимальних результатів проклеювання. Завдяки цьому суттєво підвищується економічність виготовлення деревноволокнистих плит. В іншому кращому варіанті здійснення винаходу запропоновано, щоб до трубопроводів подачі речовини, що клеїть, наприклад через багатоходові клапани, були приєднані трубопроводи подачі води, за допомогою яких можна було підвести до форсунок воду з метою очищення відповідно промивання. Винахід виходить із того рівня техніки, що доцільно залежно від параметрів процесу варіювати кількість використовуваних форсунок. Для запобігання засмічення неактивної форсунки клеєм передбачено описане вище підведення води. Як тільки система керуваннявідключає проклеювання через форсунку шляхом закриття клапана для речовини, що клеїть, відбувається автоматична подача води через трубопроводи, тому що трубопроводи подачі води входять переважно за регулювальними клапанами в трубопроводи подачі речовини, що клеїть, причому витрата води може бути виміряна тими самими витратомірами, які вбудовані в трубопроводи подачі речовини, що клеїть. Вода проходить через трубопроводи подачі речовини, що клеїть, і форсунку за заданий інтервал часу. Керування здійснюється автоматично переважно також через центральний процесор. Предметом винаходу є також спосіб для проклеювання волокон або подібних часток за допомогою обладнання описаного типу. Даний спосіб відрізняється тим, що витрата речовини, що клеїть, окремих форсунок управляється або регулюється окремо для кожної форсунки за допомогою клапанів для речовини, що клеїть. Для цього при необхідності подача речовини, що клеїть, припиняється за допомогою клапанів для речовини, що клеїть, причому подача до інших форсунок управляється або регулюється за допомогою клапанів для речовини, що клеїть. Переважно клапанами для речовини, що клеїть, паровими клапанами, водяними клапанами, тощо, управляє переважно центральний процесор. Пристрій проклеювання відповідно його компоненти управляються й регулюються центральним процесором, через який управляється й регулюється трубопровід для пневматичного транспортування, пристрій розпилення, що підключається, та установка для пресування, що підключається. У винаході запропоновано, щоб кількість активних форсунок/трубопроводів подачі речовини, що клеїть, витрата речовини, що клеїть, в окремих трубопроводах і/або витрата пари (уся) управлялася або регулювалася залежно від роботи трубопроводу для пневматичного транспортування, наприклад залежно від витрати волокон і/або тиску в трубопроводі для пневматичного транспортування. Крім того доцільним може бути керування або регулювання витрати речовини, що клеїть, залежно від в'язкості речовини, що клеїть. Для цього доцільно, наприклад, у зоні розподільника речовини, що клеїть, передбачити віскозиметр. Оскільки речовина, що клеїть, в рамках пристрою може складатися з різних компонентів з різною в'язкістю, то доцільним може бути адаптувати в'язкість речовини, що клеїть, залежно від інших параметрів процесу таким чином, щоб було можливо динамічне узгодження властивостей речовини, що клеїть. Крім того доцільним може бути настроювання відповідно регулювання тиску речовини, що клеїть, залежно від інших параметрів. Для цього, наприклад, у зоні розподільника речовини, що клеїть, необхідно передбачити манометр. Альтернативно або додатково існує можливість управляти або регулювати витрату пари залежно від в'язкості. У рамках винаходу можна використовувати форсунки для подачі двох речовин або декількох компонентів, наприклад форсунки, описані в публікації DE 20 2010 005 280 U1. 3 UA 108316 C2 5 10 15 20 25 30 35 40 45 50 55 60 Короткий опис креслень Нижче винахід більш докладно пояснюється за допомогою фігури, на якій представлений єдиний приклад здійснення винаходу. Показано: на Фіг. 1a схематично пристрій для проклеювання в спрощеному вигляді; на Фіг. 1b пристрій за Фіг. 1 в іншому спрощеному варіанті з однією представленою форсункою; на Фіг. 2 розріз пристрою для проклеювання на вигляді збоку; на Фіг. 3 розріз предмета за Фіг. 2 із двох інших виглядів; на Фіг. 4 інший розріз предмета за Фіг. 2 із двох інших виглядів. Здійснення винаходу На фігурах представлено пристрій для проклеювання волокон або подібних часток для виробництва деревно-стружкових плит, наприклад деревноволокнистих плит. Подібний пристрій для проклеювання вбудовано в установку для виготовлення деревно-стружкових плит. Волокна виготовляють звичайним способом у дефібрері або рафінерові 1 з деревної тріски. З рафінера 1 волокна під високим тиском, наявному в рафінерові, нагнітаються через трубопровід подачі 2 волокон у трубопровід для пневматичного транспортування 3, який називається також Blow-Line. Даний трубопровід для пневматичного транспортування має відносно невеликий діаметр, наприклад від 50 мм до 200 мм, переважно від 80 мм до 120 мм. Трубопровід для пневматичного транспортування 3 з боку входу й виходу може бути постачено одним або декількома датчиками тиску, які не показані. До трубопроводу для пневматичного транспортування 3 приєднана велика кількість форсунок 4, за допомогою яких речовиною, що клеїть, обприскуються волокна, що подаються через трубопровід для пневматичного транспортування. Дані форсунки 4 у прикладі здійснення винаходу сконструйовані у вигляді форсунок для подачі двох речовин, для розпилення пари. Для цього до кожної форсунки з однієї сторони приєднаний трубопровід для подачі 5 речовини, що клеїть, з іншого боку - трубопровід подачі 6 пари. У прикладі здійснення винаходу передбачено десять форсунок 4 (див. Фіг. 1a). Для наочності на Фіг. 1b представлена схема лише з однієї форсункою. У трубопроводі для подачі 5 речовини, що клеїть, з однієї сторони вбудовані клапани 7 для речовини, що клеїть, з іншого боку - витратоміри 8, а саме в кожний трубопровід для подачі 5 речовини, що клеїть, - по одному клапану 7 для речовини, що клеїть, і по одному витратоміру 8. Трубопроводи для подачі 5 речовини, що клеїть, при проміжному включенні клапанів 7 для речовини, що клеїть, приєднано до загального розподільника 9 речовини, що клеїть. Клапани 7 для речовини, що клеїть, регулюються з урахуванням витрати окремо таким чином, щоб за допомогою клапанів для речовини, що клеїть, можна було управляти або регулювати окремо витрати для кожного трубопроводу подачі 5 речовини, що клеїть. Додатково до клапанів 7 для речовини, що клеїть, у кожний трубопровід для подачі 5 речовини, що клеїть, вбудовані запірні клапани 10, які, наприклад, використовують при заміні деталей. У прикладі здійснення винаходу розподільник речовини, що клеїть, обладнаний датчиком температури 11 і манометром 12, а також при необхідності віскозиметром 32. Речовина, що клеїть, за допомогою вузла підготовки 13 речовини, що клеїть, позначений умовно, через завантажувальний апарат 14 для речовини, що клеїть, із двох сторін попадає в розподільник 9 речовини, що клеїть. У трубопроводи подачі 6 пари вбудовані парові клапани 15, а саме переважно в кожний трубопровід подачі 6 пари по одному паровому клапану 15. За допомогою даного парового клапана автоматично можна відкривати або закривати окремі трубопроводи подачі 6 пари. Зосереджене регулювання в цьому випадку не передбачене. Додатково для обслуговування тут також передбачені запірні клапани 16. Трубопроводи подачі 6 пари приєднано до загального парозподільника 17. Даний паророзподільник 17 з'єднаний з датчиком температури 18 і/або манометром 19. Один або кілька із цих вимірювальних приладів разом із клапаном подачі 20 пари, підключеним до парозподільника, можуть утворювати контур регулювання 21 таким чином, що можна регулювати витрату або тиск. Для цього до парозподільника підключений витратомір 22. Апарат подачі 23 пари позначений умовно. Крім того на Фіг. 1 можна побачити, що в окремі трубопроводи подачі 5 речовини, що клеїть, входить трубопровід подачі 24 води, причому трубопроводи подачі 24 води приєднано до загального водорозподільника 25. У трубопроводи подачі 24 води вбудовані керовані й регульовані клапани 26, а також запірні клапани 27. Компоненти, схематично позначені на Фіг. 1a і 1b, частково зустрічаються на Фіг. 2, 3 і 4. На Фіг. 2 показаний зокрема трубопровід для пневматичного транспортування відповідно Blow-Line з позначеною подачею деревного волокна. Крім того на даній фігурі видна форсунка, приєднана до трубопроводу для пневматичного транспортування, у прикладі здійснення 4 UA 108316 C2 5 10 15 20 25 30 35 40 45 50 55 60 винаходу десять форсунок, які встановлено одну за одною на трубопроводі для пневматичного транспортування, так сказати, в V-образному порядку. Розподільник речовини, що клеїть, паророзподільник і водорозподільник теж показані на Фіг. 1. На Фіг. З зокрема представлений розподіл речовини, що клеїть, із двох видів. На Фіг. 4 зокрема показаний розподіл води із двох видів. Представлений пристрій для проклеювання вбудовано в центральний процесор 31. Це означає, що керування відповідно регулювання пристроєм для проклеювання здійснюється за допомогою центрального процесора, який управляє й іншими компонентами установки для виготовлення деревноволокнистих плит, наприклад трубопроводом для пневматичного транспортування, пристроєм розпилення й пристроєм для пресування. Даний процесор 31 на Фіг. 1b позначений умовно. Таким чином, процес проклеювання можна погоджувати в динамічному режимі з іншими параметрами процесу. Проклеювання можна точно адаптувати до роботи рафінера відповідно трубопроводу для пневматичного транспортування. Наприклад, існує можливість для зміни кількості речовини, що клеїть, деактивації сукупності окремих трубопроводів подачі речовини, що клеїть, і тим самим і форсунок для речовини, що клеїть, таким чином, що обприскування здійснюється декількома форсунками. Через вище описанівитратоміри й регулювальні клапани 7 пристрою для проклеювання можна настроїти, наприклад однакову витрату або інший розподіл витрати для інших активних форсунок. На процес проклеювання можна впливати шляхом точного впливу на витрату однієї форсунки через регулювальні клапани 7. Крім того існує можливість впливати на процес проклеювання в динамічному режимі шляхом регулювання в'язкості речовини, що клеїть. Може змінюватися й визначатися також тиск речовини, що клеїть. Визначальним є, як правило, різниця тиску відносно трубопроводу для пневматичного транспортування. Точне настроювання може здійснюватися через паророзподіл відповідно регулювання. Тут достатньо, якщо через парові клапани 15 відкриваються або закриваються окремі трубопроводи подачі б пари залежно від кількості активних форсунок для речовини, що клеїть. Зосереджене регулювання трубопроводів подачі б пари не потрібно. Однак доцільно регулювання подачі пари через представлений контур 21. Завдяки регулюванню установки для проклеювання й зокрема вбудовуванню системи регулювання в центральний процесор 31 можна значно оптимізувати процес проклеювання так, що в подібній установці можна виготовляти деревно-стружкові плити з необхідною межею міцності при поперечному розтягуванні при значному зниженні використання речовини, що клеїть. Установка проста в технічному обслуговуванні, наприклад завдяки передбаченій можливості промиванню водою. Промивання водою використовується автоматично для окремих форсунок 4, коли вони не працюють. Це забезпечує система керування, наприклад центральна система керування. Таким чином, існує можливість виконання проклеювання в змінному режимі з різною кількістю форсунок без небезпеки потрапляння речовини, що клеїть, за цей час у неактивні форсунки. Крім того на фігурах представлена подача стисненого повітря для форсунок відповідно клапанів. Для цього передбачений розподільник 28 стисненого повітря, яке через трубопроводи 29 подається на представлені голки форсунок для їхнього відкриття й закриття. Крім того до розподільника 28 стисненого повітря може бути також приєднані окремі механізми клапанного розподілу. На Фіг. 1 позначений інший живильний трубопровід 30 для отверджувача. У підсумку в рамках винаходу деревні волокна подаються через трубу для пневматичного транспортування й обприскуються через форсунки 4 за допомогою пари робочою речовиною, наприклад, речовиною, що клеїть. У дані форсунки 4 залежно від умов процесу подається речовина, що клеїть, або вода. Подача речовини, що клеїть, або води регулюється через клапани. Вода використовується для промивання форсунок. Вода, пара й речовина, що клеїть, подаються у форсунки через розподільник. Отверджувач подається в останню форсунку труби для пневматичного транспортування безпосередньо через трубопровід 30 для отверджувача. На Фіг. 3 ще раз представлена подача речовини, що клеїть, через розподільний трубопровід до окремих форсунок. Отверджувач подається через окремий сполучний елемент останньої форсунки. Сполучний елемент закріплений на розподільному трубопроводі речовини, що клеїть. Клапани, як пояснювалося, регулюють подачу. Витратомір сигналізує системі керування про кількість матеріалу, що подається. Позначений зворотний клапан перешкоджає зворотному потоку. Запірні клапани служать для заміни деталей. Інші варіанти представлені на Фіг. 4, які належать, зокрема, до водорозподільника. Вода служить для промивання й підводиться через розподільний трубопровід до окремих форсунок. 5 UA 108316 C2 5 При зупинці процесу всі форсунки автоматично промиваються. Під час виробництва промиваються тільки відключені форсунки. І в цьому випадку клапани регулюють подачу. Витратомір сигналізує системі керування про кількість матеріалу, що подається. Зворотний клапан у цьому випадку також перешкоджає зворотному потоку. Запірні клапани служать для заміни деталей. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Пристрій для проклеювання волокон для виготовлення волокнистих плит, який містить трубопровід (3) для пневматичного транспортування волокон, що проклеюються, причому до трубопроводу пневматичного транспортування приєднано вхідні форсунки (4), які розподілені уздовж трубопроводу і за допомогою яких розпилюється речовина, що клеїть по трубопроводу для пневматичного транспортування волокон, причому форсунки (4), виконані у вигляді форсунок для подачі декількох компонентів, до яких приєднані щонайменше один трубопровід подачі (5) речовини, що клеїть, іодин трубопровід (6) подачі пари, причому у трубопроводі (5) подачі речовини, що клеїть, вбудовані щонайменше один клапан (7) для речовини, що клеїть, і витратомір (8), і клапани (7) для речовини, що клеїть, витратоміри (8) з'єднані щонайменше з одним керуючим й/або регулюючим пристроєм таким чином, що за допомогою клапанів (7) для речовини, що клеїть, при цьому витрата кожного трубопроводу (5) подачі речовини, що клеїть, є величиною керованою або регульованою окремо. 2. Пристрій за п. 1, який відрізняється тим, що клапан (7) для речовини, що клеїть, виконаний з можливістю блокування подачі речовини, що клеїть, до щонайменше однієї форсунки і регулювання для решти форсунок (4) заданої витрати. 3. Пристрій за п. 1 або п. 2, який відрізняється тим, що до трубопроводу (3) для пневматичного транспортування приєднані, щонайменше, шість форсунок розподілених уздовж трубопроводу для пневматичного транспортування і/або по його периметру. 4. Пристрій за п. 1 або п. 2, який відрізняється тим, що трубопроводи (5) подачі речовини, що клеїть, приєднані до загального розподільника (9) речовини, що клеїть, який завантажений речовиною, що клеїть, причому розподільник (9) речовини, що клеїть, обладнаний датчиком температури (11), пристроєм вимірювання тиску (12) і/або віскозиметром. 5. Пристрій за п. 1 або п. 2, який відрізняється тим, що у в трубопроводі (6) подачі пари вбудовані парові клапани (15). 6. Пристрій за п. 5, який відрізняється тим, що трубопроводи (6) подачі пари приєднані до загального паророзподільника (17), який завантажений парою, причому паророзподільник (17) оснащений датчиком температури (18) і/або пристроєм вимірювання тиску (19) і/або витратоміром (22). 7. Пристрій за п. 1 або п. 2, який відрізняється тим, що передбачений процесор (31) верхнього рівня, який є керуючим і/або регулюючим пристроєм пристрою для проклеювання і який управляє установкою для виробництва деревно-стружкових плит, у яку вбудовано пристрій проклеювання. 8. Пристрій за п. 7, який відрізняється тим, що пристрій вимірювання температури (11), пристрій вимірювання тиску (12, 13), віскозиметр, датчик температури (18) і/або витратомір (22) і/або клапани для речовини, що клеїть, або парові клапани під′єднані до процесора (31) верхнього рівня. 9. Пристрій за кожним з пп. 1-8, який відрізняється тим, що до трубопроводів (5) подачі речовини, що клеїть приєднані трубопроводи (24) подачі води, за допомогою яких до форсунок (4) подається вода для очищення вибірково. 10. Спосіб проклеювання волокон для виготовлення волокнистих плит, за допомогою обладнання за кожним з пп. 1-9, який відрізняється тим, що витрату речовини, що клеїть, до окремих форсунок регулюють або керують нею за допомогою клапанів для речовини, що клеїть, окремо для кожної форсунки. 11. Спосіб за п. 10, який відрізняється тим, що клапанами для речовини, що клеїть, паровими клапанами й/або водяними клапанами керують або здійснюють їх регулювання за допомогою процесора верхнього рівня. 12. Спосіб за п. 10 або п. 11, який відрізняється тим, що пристроєм для проклеювання або його компонентами керують або регулюють процесором верхнього рівня, яким також керують або здійснюють або регулювання трубопроводом для пневматичного транспортування й/або пристроєм розпилення, що підключає, й/або установкою для пресування, що підключають. 13. Спосіб за п. 10 або п. 11, який відрізняється тим, що кількістю активних форсунок/трубопроводів подачі речовини, що клеїть, і/або витратою речовини, що клеїть, і/або 6 UA 108316 C2 5 витратою пари керують або регулюють залежно від роботи трубопроводу для пневматичного транспортування. 14. Спосіб за п. 10 або 11, який відрізняється тим, що витратою речовини, що клеїть, і/або кількістю пари керують або регулюють залежно від в'язкості речовини, що клеїть. 15. Спосіб за п. 10 або 11, який відрізняється тим, що в'язкість речовини, що клеїть, вибирають в залежності від параметрів процесу. 16. Спосіб за п. 10 або 11, який відрізняється тим, що тиск речовини, що клеїть, установлюють в залежності від параметрів процесу. 7 UA 108316 C2 8 UA 108316 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for gluing fibers
Автори англійськоюOhlendorf, Rudolf Christopher, Staub, Gunter, Trummel, Rolf
Автори російськоюОлендорф Рудольф Кристофе, Штауб Гюнтер, Трумель Рольф
МПК / Мітки
МПК: B27N 1/00
Мітки: пристрій, проклеювання, спосіб, волокон
Код посилання
<a href="https://ua.patents.su/11-108316-pristrijj-ta-sposib-prokleyuvannya-volokon.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб проклеювання волокон</a>
Спосіб поверхневого проклеювання паперу і картону
Номер патенту: 39094
Опубліковано: 10.02.2009
Автори: Долінська Галина Йосипівна, Остапенко Аліна Анатоліївна, Мороз Валентина Миколаївна
МПК: D21H 17/00, D21H 21/14
Мітки: проклеювання, поверхневого, спосіб, паперу, картону
Формула / Реферат:
1. Спосіб поверхневого проклеювання паперу і картону шляхом обробки їх водним розчином на основі модифікованого крохмалю й наступного сушіння, який відрізняється тим, що перед обробкою до водного розчину крохмалю додають водний розчин поліамідної смоли, модифікованої епіхлоргідрином, за такого співвідношення компонентів у розчині в перерахуванні на суху речовину, мас. %: модифікований крохмаль 85-90 ...
Пристрій для внутрішнього центрифугування мінеральних волокон, центрифуга, спосіб одержання мінеральних волокон та мінеральні волокна
Номер патенту: 74051
Опубліковано: 17.10.2005
Автори: Бофіс Себастьєн, Ваньєр Крістоф
МПК: C03B 37/04, C03B 37/083
Мітки: мінеральні, спосіб, пристрій, центрифуга, центрифугування, внутрішнього, волокна, одержання, волокон, мінеральних
Формула / Реферат:
1. Пристрій для внутрішнього центрифугування мінеральних волокон, що містить центрифугу (1), яка забезпечена периферичною стрічкою (7) з крізними отворами (14), які розподілені по кільцевих зонах (ZA), які розташовані одна над одною, який відрізняється тим, що стрічка містить щонайменше дві кільцеві зони (ZA1, ZA2), число отворів периферичної стрічки на одиницю площі (NS1, NS2) в яких відрізняється на значення, що перевищує або дорівнює 5%,...
Пристрій для одержання мінеральних волокон, його застосування та спосіб одержання продукту на основі мінеральних волокон
Номер патенту: 88445
Опубліковано: 26.10.2009
Автори: Марікур Жан-Пьєр, Гіо Даніель
МПК: C03B 37/04
Мітки: спосіб, застосування, одержання, пристрій, продукту, основі, мінеральних, волокон
Формула / Реферат:
1. Пристрій для одержання мінеральних волокон шляхом внутрішнього центрифугування, який містить:центрифугу (1), яка обертається навколо осі X, більш конкретно, вертикальної, периферична стрічка (11) якої має велику кількість отворів (12),кошик (2), дно (20) якого з'єднане з внутрішньою частиною центрифуги (1),пристрій для витягування за допомогою газу при високій температурі у вигляді кільцевого пальника...
Пристрій для пневматичного транспортування сипких матеріалів

Номер патенту: 74206
Опубліковано: 25.10.2012
Автори: Гущин Олег Володимирович, Гущин Володимир Михайлович
МПК: B65G 53/34
Мітки: сипких, транспортування, матеріалів, пневматичного, пристрій
Формула / Реферат:
Пристрій для пневматичного транспортування сипких матеріалів, який вміщує живильник та транспортувальний трубопровід, в якому рівномірним кроком встановлені еластичні вставки конфузорно-дифузорного типу з круговими порожнинами, який відрізняється тим, що додатково вміщує допоміжний трубопровід, через який стисле повітря подається до транспортувального трубопроводу через кругову конусну направляючу з кутом нахилу α=14°...20°.
Композиція водного зв’язуючого для мінеральних волокон, спосіб виробництва продукту з мінеральних волокон та продукт з мінеральних волокон
Номер патенту: 92900
Опубліковано: 27.12.2010
Автори: Хансен Ерлінг Леннарт, Ніссен Повл
МПК: C08L 77/00, C08K 5/17
Мітки: волокон, мінеральних, спосіб, продукт, композиція, зв'язуючого, продукту, виробництва, водного
Формула / Реферат:
1. Композиція водного зв'язуючого для мінеральних волокон, яка містить:водорозчинний зв'язуючий компонент, одержаний шляхом проведення реакції щонайменше одного алканоламіну із щонайменше одним ангідридом карбонової кислоти і, необов'язково, обробки продукту реакції основою; іщонайменше один агент поліпшення гідролітичної стабільності, вибраний з аліламінів, стиролбутадієнових латексів та сполук, які мають щонайменше один...
Попередній патент: Спосіб приготування формувальної суміші та пристрій для його втілення
Наступний патент: Котельна установка
Випадковий патент: Пристрій для підсумовування в модулярній системі числення за модулем три