Шпиндель для намотування рулонів без осердя з пластмасової плівки

Формула / Реферат
1. Шпиндель (10), виконаний з можливістю намотування рулонів (11) з пластмасової плівки, причому шпиндель містить:
трубчастий корпус (12), що має периферійну стінку, виконану із зовнішньою поверхнею, і щонайменше одну внутрішню камеру (14), що проходить коксіально, причому згадана внутрішня камера (14) виконана з можливістю з'єднання з джерелом стиснутого повітря;
множину перфорацій (17), які проходять від внутрішньої камери (14) до зовнішньої поверхні (18) трубчастого корпусу (12) для намотування рулонів з пластмасової плівки,
який відрізняється тим, що
периферійна стінка трубчастого корпусу (12) шпинделя (10) забезпечена шаром (19) з твердого хрому;
згаданий шар (19) з твердого хрому має оброблену обдуванням піском поверхню (18) для намотування розтягуваної пластмасової плівки, причому згадана оброблена обдуванням піском поверхня (18) має середню шорсткість (Ra) від 6 до 6,5 мікрометра.
2. Шпиндель за п. 1, який відрізняється тим, що оброблена обдуванням піском поверхня (18) з шару (19) твердого хрому має середню шорсткість (Ra) переважно між 6,2 і 6,3 мікрометра.
3. Шпиндель за п. 1, який відрізняється тим, що периферійна стінка трубчастого корпусу (12) шпинделя (10) містить FLASH шар (19) твердого хрому, що має товщину від 8 до 15 мікрометрів.
4. Шпиндель за п. 1, який відрізняється тим, що шар (19) з твердого хрому має твердість, що складає від 1000 до 1200 HV (число твердості по Вікерсу).
5. Шпиндель за п. 1, який відрізняється тим, що перфорації (17) проходять через периферійну стінку трубчастого корпусу (12) і шар (19) з твердого хрому в рознесених в кутовому напрямку положеннях, відповідно до площин, які пересікаються, рознесених вздовж подовжньої осі шпинделя.
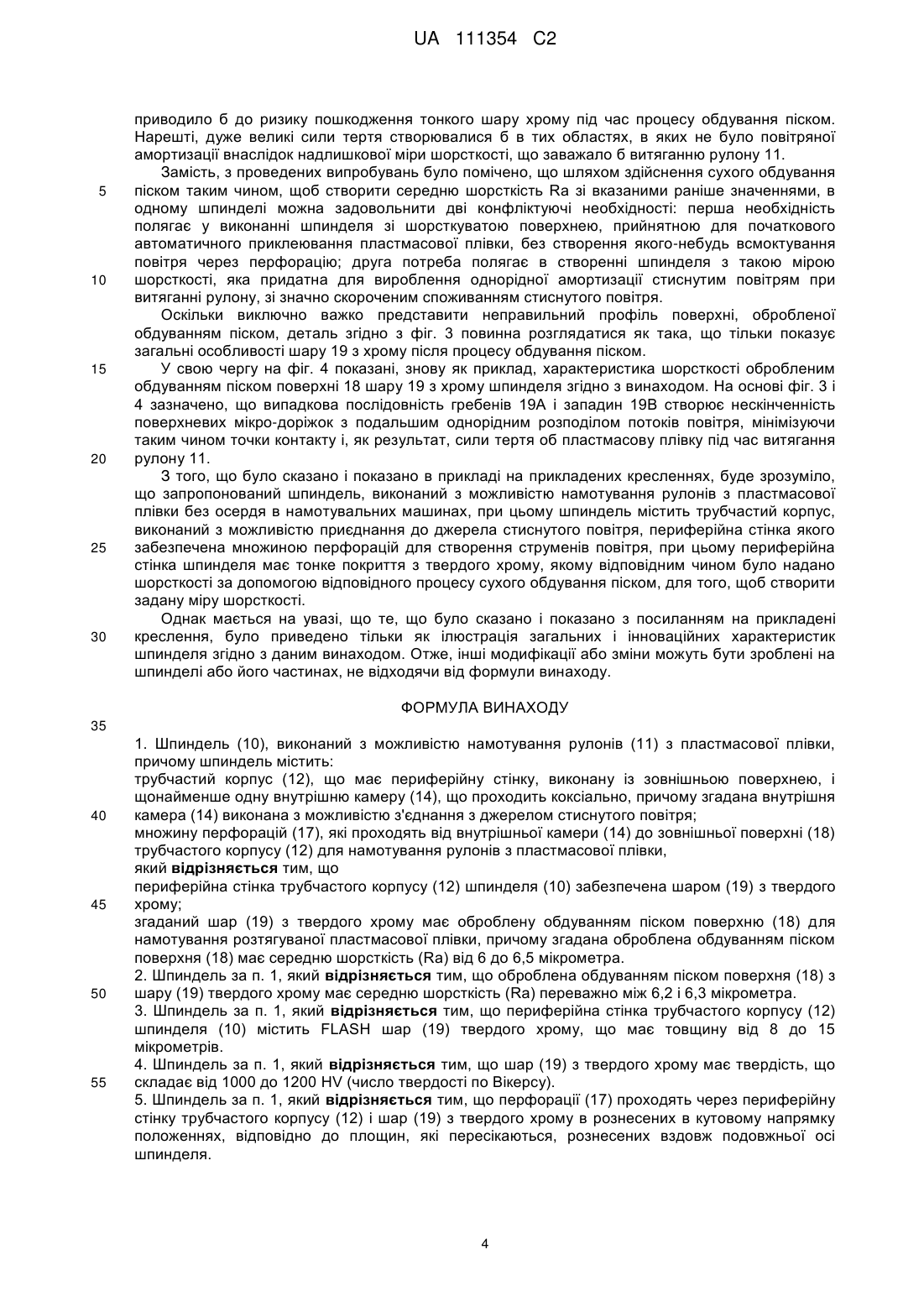
6. Шпиндель за п. 5, який відрізняється тим, що кутовий простір між перфораціями (17) знаходиться в діапазоні між 90° і 180°.
Текст
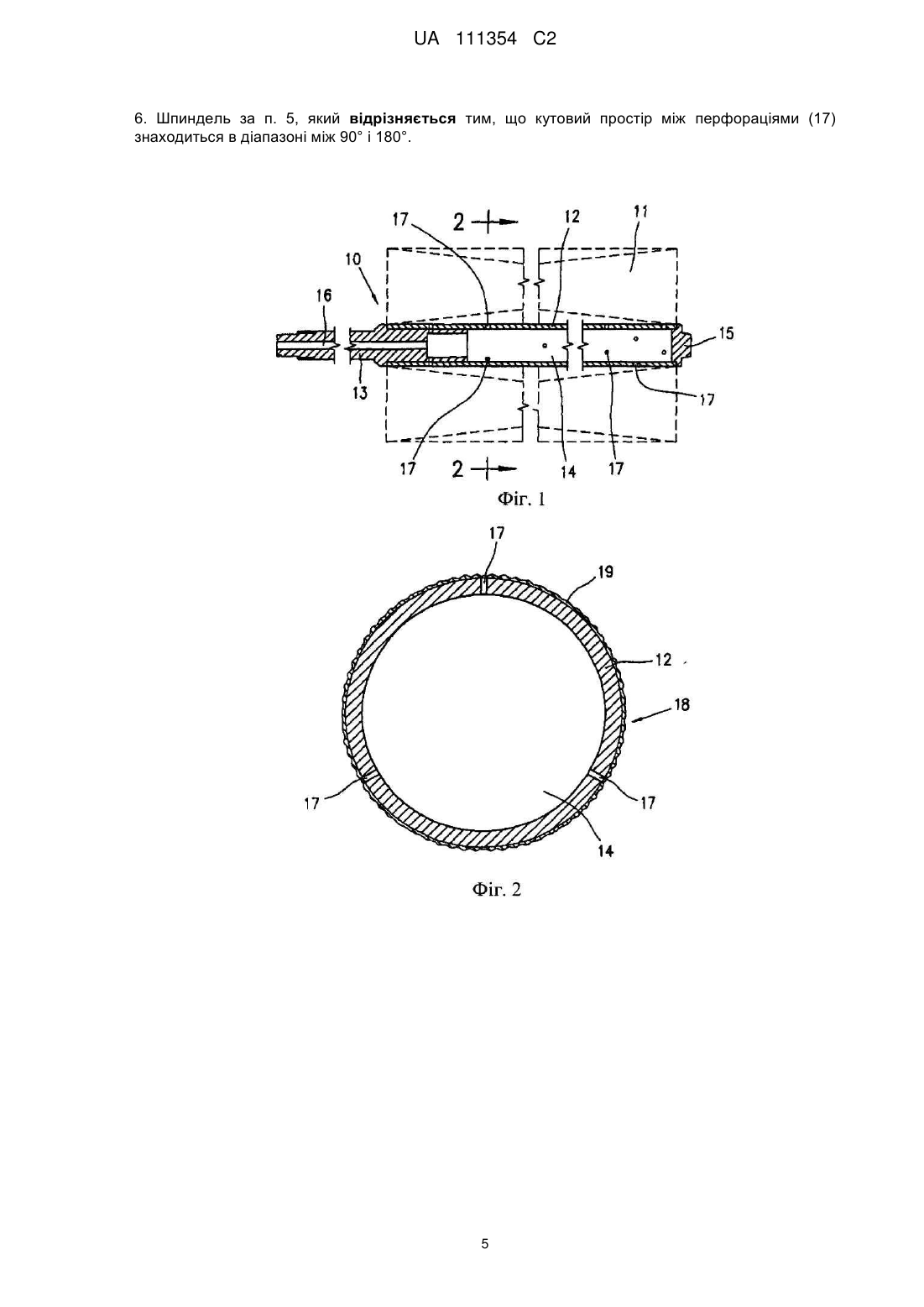
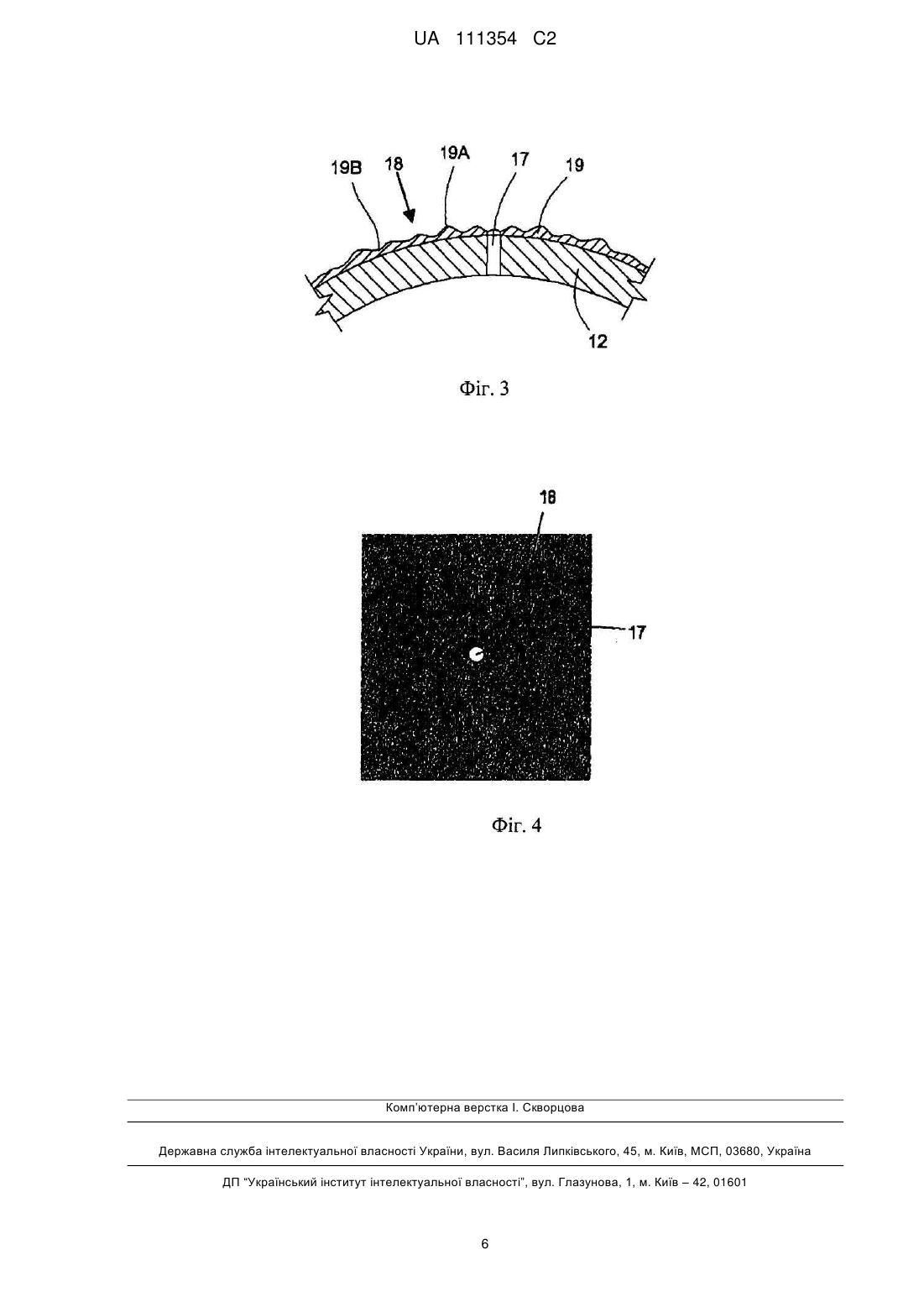
Реферат: Шпиндель (10) виконаний з можливістю намотування рулонів (11) без осердя з розтягуваної пластмасової плівки; шпиндель (10) містить трубчастий корпус, що має периферійну стінку (12), яка утворює щонайменше одну внутрішню камеру (14), виконану з можливістю з'єднання з джерелом стиснутого повітря. Множина перфорацій (17) продовжуються від внутрішньої камери (14) шпинделя (10) через периферійну стінку (12) і захисний шар (19) з твердого хрому, що має отриману шляхом сухого обдування піском зовнішню поверхню (18) із середньою шорсткістю, що складає від 6 до 6,5 мікрометрів. UA 111354 C2 (12) UA 111354 C2 UA 111354 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Даний винахід стосується шпинделя для намотування рулонів з пластмасової плівки без осердя, зокрема, рулонів з розтягуваної пластмасової плівки прийнятної для упаковування і/або для обгортання пакетизованих вантажів або для інших застосувань. Опис попереднього рівня техніки Розтягувані пластмасові плівки, намотані в рулони, звичайно використовуються в сфері упаковування, наприклад, для обгортання і надання стійкості вантажам і/або виробам, укладеним на опорні піддони. Звичайно пластмасову плівку намотують на маленьке жорстке трубчасте осердя з картонного або пластмасового матеріалу, який повинен бути загвинчений заздалегідь на шпиндель намотувальної машини, щоб намотати пластмасовий рулон, або використаний вручну за допомогою рукоятки для розмотування рулону. Використання невеликого жорсткого осердя з картону або пластмасового матеріалу є необхідним для того, щоб забезпечити належне намотування рулонів з пластмасової плівки, а також, щоб полегшити їх зняття в кінці етапу намотування. Однак використання традиційного маленького жорсткого трубчастого осердя в обов'язковому порядку спричиняє деякі недоліки при виготовленні і зберіганні нового трубчастого осердя, а також утилізацію використаного осердя, що пов'язано з підвищеними витратами. Заміну традиційним рулонам пластмасової плівки, намотаним на маленьке жорстке осердя, рулонами без осердя довго шукали шляхом виготовлення рулонів безпосередньо на шпинделі, який, після зняття з намотувальної машини, можна було б вилучити з рулону тільки після заданого періоду часу, необхідного для забезпечення стабілізації рулону, щоб уникнути виникнення будь-якого ризику сплющування. У спробі поліпшити цю технологію було також запропоновано, як в сфері упаковування за допомогою пластмасової плівки, так і в інших сферах, використовувати просвердлені шпинделі з перфорованою периферійною стінкою, що містять трубчасту камеру, виконану з можливістю з'єднання з джерелом стиснутого повітря, і з подачею стиснутого повітря через той же шпиндель і перфоровану стінку для того, щоб спричинити невелике розширення внутрішніх витків рулону, і потоку повітря, який полегшує зняття рулону без необхідності видалення шпинделя з намотувальної машини. Використання перфорованого шпинделя для намотування рулонів без осердя з розтягуваної пластмасової плівки показано, наприклад, в WO-A-2006/012933, того ж заявника, інші приклади для намотування тонколистового матеріалу, наприклад, папери або тканини, описані в US А5337968; US-A-6186436 і US А-6595458. Зокрема, в WO-A-2006/0129 33 розкритий шпиндель, що містить трубчастий корпус, забезпечений периферійною стінкою, яка утворює внутрішню камеру, що аксіально проходить вздовж шпинделя, і яка виконана з можливістю з'єднання з джерелом стиснутого повітря; периферійна стінка забезпечена множиною перфорацій, що проходять від внутрішньої камери до зовнішньої поверхні шпинделя, для намотування пластмасової плівки і формування рулону. На практиці шпиндель складається з металевого трубчастого корпусу, зовнішня поверхня якого для намотування плівки повинна бути прийнятним чином відшліфована і виготовлена абсолютно гладкою, з тим щоб мінімізувати сили тертя, які запобігали б ковзанню і зняттю рулону; крім того, стиснуте повітря, яке випускають через перфорації шпинделя, спричиняє радіальне розширення і ущільнення внутрішніх витків рулону, забезпечуючи таким чином легке зняття рулону зі шпинделя при відсутності сил тертя і не викликаючи ніякої деформації того ж рулону або скорочення внутрішніх витків рулону. Однак під час використання такого шпинделя було відмічено високе споживання стиснутого повітря, що, з іншого боку, є необхідним, щоб спричинити радіальне розширення внутрішніх витків рулону при вилученні. Крім скорочення споживання стиснутого повітря, існує також необхідність в автоматичному приклеюванні пластмасової плівки до зовнішньої поверхні шпинделя на самому початку етапу намотування плівки. Ця друга потреба, яка частково контрастує з потребою в скороченні сил тертя при знятті рулону, несумісна з попередньою потребою, і її нелегко вирішити. У спробі частково усунути цей недолік, в документі US-A-5337968 запропоновано приєднати перфорований шпиндель до вакуумного насоса на самому початку етапу намотування тонколистового матеріалу, з тим щоб створити деяку міру вакууму шляхом всмоктування повітря через перфорації шпинделя, для того, щоб спочатку приклеїти тонколистовий матеріал до зовнішньої поверхні шпинделя. Таке рішення, крім того, що воно є конструктивно і функціонально складним, не застосовне до намотувальних машин для пластмасової плівки, в яких використовується стиснуте повітря, 1 UA 111354 C2 5 10 15 20 25 30 35 40 45 50 55 60 щоб спричинити радіальне розширення внутрішніх витків рулону при знятті, оскільки, для того, щоб створити потужні повітряні струмені, необхідні для розширення витків рулону, перфорації повинні мати малий діаметр, близько одного міліметра, дещо більше або дещо менше; і навпаки, щоб розтягнути плівку і примусити її пневматичним шляхом приклеїтися до шпинделя на початку етапу намотування, перфорації повинні були б мати значно більший діаметр, з тим, щоб створювати деяку міру вакууму або умови зниженого тиску, необхідні для розтягання плівки. Ці дві експлуатаційні умови є взаємно несумісними і, схоже, що вони не можуть співіснувати в одному шпинделі. Нарешті, в традиційних шпинделях, в яких вихідні отвори для повітряного струменя виходять на гладку поверхню, вважається за необхідне зменшити сили тертя при знятті рулонів, іноді труднощі зі зняттям виникали за рахунок неоднорідного розподілу амортизації стиснутим повітрям між поверхнями шпинделя і рулону, які лежать навпроти, приблизно, за рахунок нерівномірного радіального розширення рулону. Цілі винаходу Отже, існує необхідність знайти нове і відмінне рішення, яке дозволяє усунути вказані вище недоліки шляхом зниження споживання стиснутого повітря, необхідного, щоб спричинити радіальне розширення внутрішніх витків рулону під час видалення. Отже, мету винаходу - створити шпиндель, прийнятний для намотування рулонів з пластмасової плівки без осердя, зокрема, з розтягуваних плівок, який забезпечений множиною перфорацій для створення струменів повітря і поверхнею намотування плівки, відповідним чином виконаною з можливістю створення малої сили тертя, а також забезпечення створення рівномірної амортизації повітря вздовж всього шпинделя під час етапу вилучення рулону. Додатковою метою винаходу є створення шпинделя, як він визначений раніше, який також забезпечений поверхнею для намотування плівки, яка відповідним чином оброблена, щоб забезпечити автоматичне приклеювання пластмасової плівки на початку намотування рулону, і також забезпеченого високоміцною зносостійкою поверхнею і/або поверхнею, стійкою до труєння, одночасно забезпечуючи такі особливості протягом подовженого терміну служби. Короткий опис винаходу Все, що перераховано вище, може бути досягнуте за допомогою шпинделя, виконаного для намотування рулонів з пластмасової плівки без осердя, зокрема, розтягуваної плівки, згідно з п. 1. Згідно з винаходом, був запропонований шпиндель, виконаний з можливістю намотування і видалення рулонів без осердя з пластмасової плівки, як визначено вище, при цьому шпиндель містить: трубчастий корпус, який має периферійну стінку і щонайменше внутрішню камеру, яка проходить коксіально, що з'єднується з джерелом стиснутого повітря; при цьому периферійна стінка шпинделя містить множину перфорацій, що продовжуються від внутрішньої камери до зовнішньої поверхні для намотування рулону, який відрізняється тим, що периферійна стінка шпинделя має захисний поверхневий шар з твердого хрому, що утворює зовнішню поверхню для намотування рулону, що має середню шорсткість від 6 до 6,5 мікрометрів, отриману шляхом обдування піском. Обдування піском є механічним процесом, за допомогою якого руйнують ділянку поверхні матеріалу за допомогою піску і струменів повітря, орієнтованих на поверхню, яка підлягає обробці. Обдування піском часто використовується для очищення поверхні металів або матеріалів загалом, або для руйнування написів і/або зображень на мармурі і каменях, а також, щоб надати обробленій поверхні остаточного естетичного зовнішнього вигляду. У кінці операції обдування піском оброблена поверхня має деяку міру шорсткості, яка залежить і від розмірів зерен піску, які використовуються, і від тиску струменя. Загалом, розміри зерен піску знаходяться в середньому діапазоні від 0,250 до 1 мм, звичайно з використанням на твердих матеріалах зерен піску, що мають великі розміри. Типова операція обдування піском, на противагу потребам даного винаходу, має тенденцію робити шорсткуватою оброблену поверхню і збільшувати силу тертя; крім того, на основі перших випробувань, які були проведені, було встановлено, що некоректне обдування піском, крім сили тертя, що негативно збільшується, має тенденцію створювати зайве споживання стиснутого повітря. Тому обдування піском здається повністю непридатним для обробки поверхні шпинделів для намотування і видалення рулонів без осердя, в якому використовуються струмені стиснутого повітря для того, щоб витягувати рулон в кінці етапу намотування. 2 UA 111354 C2 5 10 15 20 25 30 35 40 45 50 55 60 Замість цього, всупереч всім очікуванням, було встановлено, що шляхом здійснення обдування піском при заданих умовах стає можливим, як початкове автоматичне приклеювання пластмасової плівки до обробленої обдуванням піском поверхні шпинделя, так і створення однорідної повітряної амортизації між рулоном і шпинделем, з подальшою малою силою тертя між протилежними поверхнями рулону і шпинделя і скороченим споживанням стиснутого повітря. Короткий опис креслень Ці і інші характеристики шпинделя згідно з даним винаходом будуть більш зрозумілі з нижченаведеного опису і прикладених креслень, на яких: Фіг. 1 являє собою вигляд подовжнього розрізу шпинделя; Фіг. 2 являє собою збільшений вигляд в розрізі по лінії 2-2 на фіг.1; Фіг. 3 являє собою збільшену деталь згідно з фіг. 2; На Фіг. 4 показаний сильно збільшений вигляд обробленої обдуванням піском поверхні шпинделя згідно з фіг. 1. Докладний опис винаходу На фіг. 1 і 2 показаний звичайний шпиндель 10, виконаний з можливістю намотування одного або більше рулонів 11 з пластмасової плівки, наприклад, розтягуваної плівки. Шпиндель 10 містить трубчастий корпус 12 зі стального матеріалу, отриманий, наприклад, шляхом протягування, належним чином відшліфований з невеликим звуженням, наприклад, в розмірі 2 або 3 градуси, з мінімальним діаметром на передньому кінці для видалення рулону 11. Трубчастий корпус 12 закріплений, наприклад, приварений на кінці вала 13, за рахунок чого шпиндель 10 спирається, щоб вільно обертатися; трубчастий корпус 12 шпинделя 10 має периферійну стінку, яка утворює внутрішню камеру 14, яка проходить коаксіально до трубчастого корпусу 12. Камера 14 шпинделя на передньому кінці для видалення рулону 11 закрита пробкою 15, в той час як задній кінець може бути виготовлений з можливістю сполучення з джерелом стиснутого повітря через канал 16 подачі повітря, що проходить подовжньо до вала 13. Як також показано на фіг. 1 і 2, периферійна стінка трубчастого корпусу 12 має множину перфорацій 17, що продовжуються від внутрішньої камери 14 до зовнішньої поверхні 18 для намотування пластмасової плівки. Шпиндель 10 може мати будь-який зовнішній діаметр, наприклад, в діапазоні від 35 до 100 мм, в той час як діаметр отворів або перфорацій 17 може складати близько 1 мм, дещо більше або дещо менше. Один і також число отворів і їх розміщення, як в кутовому напрямку, так і вздовж подовжньої осі шпинделя, можуть бути будь-яким залежно від довжини і зовнішнього діаметра шпинделя. У показаному прикладі отвори 17 розташовані з постійним кроком шляхом альтернативного виконання отворів 17, які рознесені в кутовому напрямку на кут, що знаходиться між 90° і 180°; однак можливе будь-яке інше розміщення отворів 17 відносно того, яке було показане. Згідно з даним винаходом, як показано на фіг. 2 і в збільшеній деталі на фіг. 3, трубчаста стінка корпусу 12 шпинделя була покрита тонким захисним шаром 19 з твердого хрому, отриманого так званим процесом FLASH осадження, що полягає в осадженні хрому, що має середню товщину від 8 до 15 мікрометрів і твердість, наприклад, від 1000 до 1200 одиниць твердості по Вікерсу. Після декількох спроб вибір FLASH технології твердого хрому був зроблений як для можливості розподіляти точним і рівномірним чином шар 19 хрому без необхідності послідовних операцій шліфування, так і малої трудності в отриманні необхідної шорсткості поверхні шляхом сухого обдування піском, як пояснено в цьому випадку нижче. Фактично, згідно з найбільш інноваційним аспектом даного винаходу для описаних раніше цілей, зовнішня поверхня шару 19 з твердого хрому, що утворює поверхню 18 для намотуваннярулону 11, піддається процесу сухого обдування піском для того, щоб створити шорсткувату поверхню, що має середнє значення шорсткості Ra від 6 до 6, 5 мікрометрів. Для цілей даного винаходу, на основі традиційного визначення, під середньою шорсткістю Ra розуміють середнє арифметичне абсолютних значень всіх гребенів 19а і всіх западин 19В шару 19 твердого хрому, виміряних вздовж довжини зразка. Було проведене деяке число випробувань з піском, що має різні розміри частинок; однак хороші результати були отримані при використанні зерен піску, що мають один і той же розмір, що складає від 0,15 до 0,3 мм. Після декількох спроб був зроблений висновок, що використання зерен піску, які мають більший розмір, буде приводити до ризику створення надлишково високої шорсткості з подальшим збільшенням кількості повітря, що повинно бути подане до шпинделя; крім того, це 3 UA 111354 C2 5 10 15 20 25 30 приводило б до ризику пошкодження тонкого шару хрому під час процесу обдування піском. Нарешті, дуже великі сили тертя створювалися б в тих областях, в яких не було повітряної амортизації внаслідок надлишкової міри шорсткості, що заважало б витяганню рулону 11. Замість, з проведених випробувань було помічено, що шляхом здійснення сухого обдування піском таким чином, щоб створити середню шорсткість Ra зі вказаними раніше значеннями, в одному шпинделі можна задовольнити дві конфліктуючі необхідності: перша необхідність полягає у виконанні шпинделя зі шорсткуватою поверхнею, прийнятною для початкового автоматичного приклеювання пластмасової плівки, без створення якого-небудь всмоктування повітря через перфорацію; друга потреба полягає в створенні шпинделя з такою мірою шорсткості, яка придатна для вироблення однорідної амортизації стиснутим повітрям при витяганні рулону, зі значно скороченим споживанням стиснутого повітря. Оскільки виключно важко представити неправильний профіль поверхні, обробленої обдуванням піском, деталь згідно з фіг. 3 повинна розглядатися як така, що тільки показує загальні особливості шару 19 з хрому після процесу обдування піском. У свою чергу на фіг. 4 показані, знову як приклад, характеристика шорсткості обробленим обдуванням піском поверхні 18 шару 19 з хрому шпинделя згідно з винаходом. На основі фіг. 3 і 4 зазначено, що випадкова послідовність гребенів 19А і западин 19В створює нескінченність поверхневих мікро-доріжок з подальшим однорідним розподілом потоків повітря, мінімізуючи таким чином точки контакту і, як результат, сили тертя об пластмасову плівку під час витягання рулону 11. З того, що було сказано і показано в прикладі на прикладених кресленнях, буде зрозуміло, що запропонований шпиндель, виконаний з можливістю намотування рулонів з пластмасової плівки без осердя в намотувальних машинах, при цьому шпиндель містить трубчастий корпус, виконаний з можливістю приєднання до джерела стиснутого повітря, периферійна стінка якого забезпечена множиною перфорацій для створення струменів повітря, при цьому периферійна стінка шпинделя має тонке покриття з твердого хрому, якому відповідним чином було надано шорсткості за допомогою відповідного процесу сухого обдування піском, для того, щоб створити задану міру шорсткості. Однак мається на увазі, що те, що було сказано і показано з посиланням на прикладені креслення, було приведено тільки як ілюстрація загальних і інноваційних характеристик шпинделя згідно з даним винаходом. Отже, інші модифікації або зміни можуть бути зроблені на шпинделі або його частинах, не відходячи від формули винаходу. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Шпиндель (10), виконаний з можливістю намотування рулонів (11) з пластмасової плівки, причому шпиндель містить: трубчастий корпус (12), що має периферійну стінку, виконану із зовнішньою поверхнею, і щонайменше одну внутрішню камеру (14), що проходить коксіально, причому згадана внутрішня камера (14) виконана з можливістю з'єднання з джерелом стиснутого повітря; множину перфорацій (17), які проходять від внутрішньої камери (14) до зовнішньої поверхні (18) трубчастого корпусу (12) для намотування рулонів з пластмасової плівки, який відрізняється тим, що периферійна стінка трубчастого корпусу (12) шпинделя (10) забезпечена шаром (19) з твердого хрому; згаданий шар (19) з твердого хрому має оброблену обдуванням піском поверхню (18) для намотування розтягуваної пластмасової плівки, причому згадана оброблена обдуванням піском поверхня (18) має середню шорсткість (Ra) від 6 до 6,5 мікрометра. 2. Шпиндель за п. 1, який відрізняється тим, що оброблена обдуванням піском поверхня (18) з шару (19) твердого хрому має середню шорсткість (Ra) переважно між 6,2 і 6,3 мікрометра. 3. Шпиндель за п. 1, який відрізняється тим, що периферійна стінка трубчастого корпусу (12) шпинделя (10) містить FLASH шар (19) твердого хрому, що має товщину від 8 до 15 мікрометрів. 4. Шпиндель за п. 1, який відрізняється тим, що шар (19) з твердого хрому має твердість, що складає від 1000 до 1200 HV (число твердості по Вікерсу). 5. Шпиндель за п. 1, який відрізняється тим, що перфорації (17) проходять через периферійну стінку трубчастого корпусу (12) і шар (19) з твердого хрому в рознесених в кутовому напрямку положеннях, відповідно до площин, які пересікаються, рознесених вздовж подовжньої осі шпинделя. 4 UA 111354 C2 6. Шпиндель за п. 5, який відрізняється тим, що кутовий простір між перфораціями (17) знаходиться в діапазоні між 90° і 180°. 5 UA 111354 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindle for winding up coreless rolls of plastic film
Автори англійськоюPellengo Gatti, Roberto
Назва патенту російськоюШпиндель для намотки рулонов пластмассовой пленки без сердечника
Автори російськоюПелленго Гатти роберто
МПК / Мітки
МПК: B65H 19/22, B65H 75/08
Мітки: плівки, осердя, шпиндель, пластмасової, рулонів, намотування
Код посилання
<a href="https://ua.patents.su/8-111354-shpindel-dlya-namotuvannya-ruloniv-bez-oserdya-z-plastmasovo-plivki.html" target="_blank" rel="follow" title="База патентів України">Шпиндель для намотування рулонів без осердя з пластмасової плівки</a>
Осердя для намотування на нього стрічкового носія інформації
Номер патенту: 29411
Опубліковано: 15.11.2000
Автори: Тілє Хартмут, Шольтізік Бернд, Ліпольд Аугуст, Торал Хосе
МПК: B65H 65/00
Мітки: осердя, нього, стрічкового, носія, намотування, інформації
Текст:
...деформируемых промежуточных элементов, выполненных в виде перемычек в виде наконечников стрел 14. Сердечник по любому из пп. 1-6, отличающийся том, что диск сердечника выполнен в виде наружного и внутреннего колец и размещенных между кольцами упруго деформируемых промежуточных элементов, выполненных в виде перемычек в виде ромбов. 15 Сердечник по любому из пп 1 - 6 , о тли чаю щийся тем, что он снабжен Н-образными отверс тиями,...
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77770
Опубліковано: 15.01.2007
Автори: Ассельборн Петер, Шльоссер Хельмут
МПК: B29C 51/00, B29C 51/26, B29C 51/30
Мітки: пластмасової, установка, виготовлення, термоформувальна, виробів, формованих, спосіб, також, плівки
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковка для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...
Термоформувальна установка для виготовлення формованих виробів із пластмасової плівки, а також спосіб їх виготовлення
Номер патенту: 77509
Опубліковано: 15.12.2006
Автори: Шльоссер Хельмут, Ассельборн Петер
МПК: B29C 51/26, B29C 51/00, B29C 51/30
Мітки: пластмасової, формованих, виробів, плівки, виготовлення, також, спосіб, термоформувальна, установка
Формула / Реферат:
1. Термоформувальна установка (1) для виготовлення формованих виробів із пластмасової плівки (50), таких як чашки, пляшки, кришки, упаковки для продуктів харчування чи подібних виробів, що має оснащену двоелементним формувальним інструментом (20) технологічну позицію пластичного формоутворення, причому двоелементний формувальний інструмент (20) має регульовано закріплюваний верхній інструментальний стіл (28) з верхнім інструментом (30), в...
Сполучний шпиндель
Номер патенту: 4915
Опубліковано: 15.02.2005
Автори: Фенченко Ігор Іванович, Бєлих Генадій Миколайович
МПК: B21D 39/03
Формула / Реферат:
1. Сполучний шпиндель, наприклад, робочої кліті стану безупинної прокатки, виконаний з корпуса сполучного шпинделя, двох головок, жорстко закріплених на його кінцях, який відрізняється тим, що корпус сполучного шпинделя виконаний порожнистим з товстостінної труби зі співвідношенням внутрішнього діаметра до зовнішнього діаметра від 0,4 до 0,6, причому усередині сполучного шпинделя каоксіально розташований трубопровід подачі змащення, з не менш...
Пристрій для намотування і розмотування катаних штаб
Номер патенту: 93075
Опубліковано: 10.01.2011
Автори: Бойтер Маттіас, Ельс Бернхард
МПК: B21C 47/02, B21C 47/24
Мітки: намотування, розмотування, пристрій, штаб, катаних
Формула / Реферат:
Пристрій для намотування і розмотування катаних штаб (WB), що виходять з прокатного стана (WS), виконаний з можливістю введення катаної штаби (WB), що виходить з прокатного стана (WS), за допомогою блока згинальних валків (BR) в камеру (WK) намотування, що містить роликову пару (RP), яка приводиться в обертальний рух, намотування в рулон (B) з подальшим встановленням рулону на рольганг (GR), його розмотування при зміні напрямку обертання...
Попередній патент: Вивідне дзеркало лазерного резонатора
Наступний патент: Композиції на основі циклодекстрину, вироби та способи
Випадковий патент: Спосіб годівлі поросят комплексною мікроелементною композицією "біотам"