Мікрометр калібрувальний
Формула / Реферат
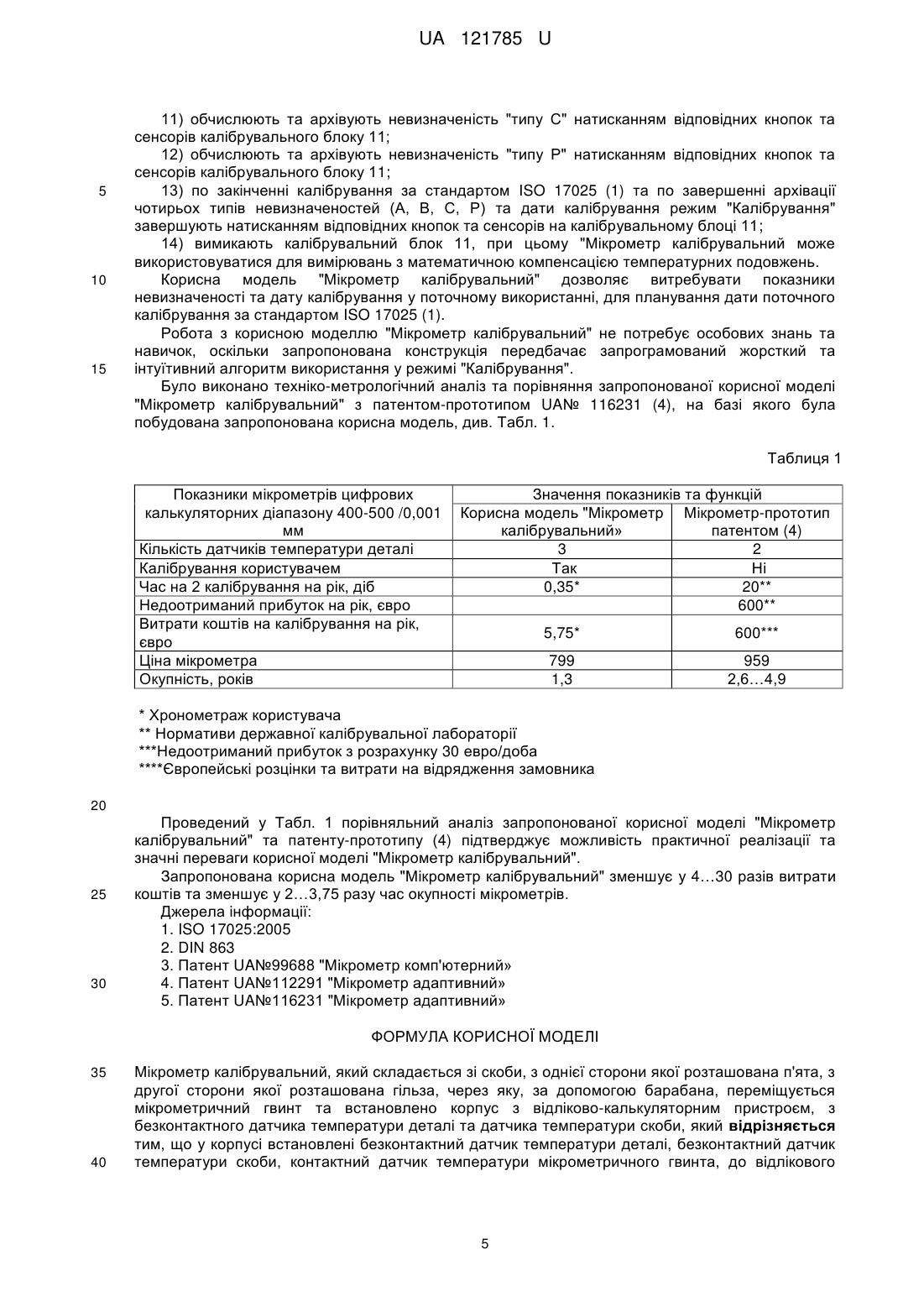
Мікрометр калібрувальний, який складається зі скоби, з однієї сторони якої розташована п'ята, з другої сторони якої розташована гільза, через яку, за допомогою барабана, переміщується мікрометричний гвинт та встановлено корпус з відліково-калькуляторним пристроєм, з безконтактного датчика температури деталі та датчика температури скоби, який відрізняється тим, що у корпусі встановлені безконтактний датчик температури деталі, безконтактний датчик температури скоби, контактний датчик температури мікрометричного гвинта, до відлікового пристрою приєднано калібрувальний блок, при калібруванні використовують калібрувальні міри, калібрувальну скляну пластину, калібрувальну кульку.
Текст
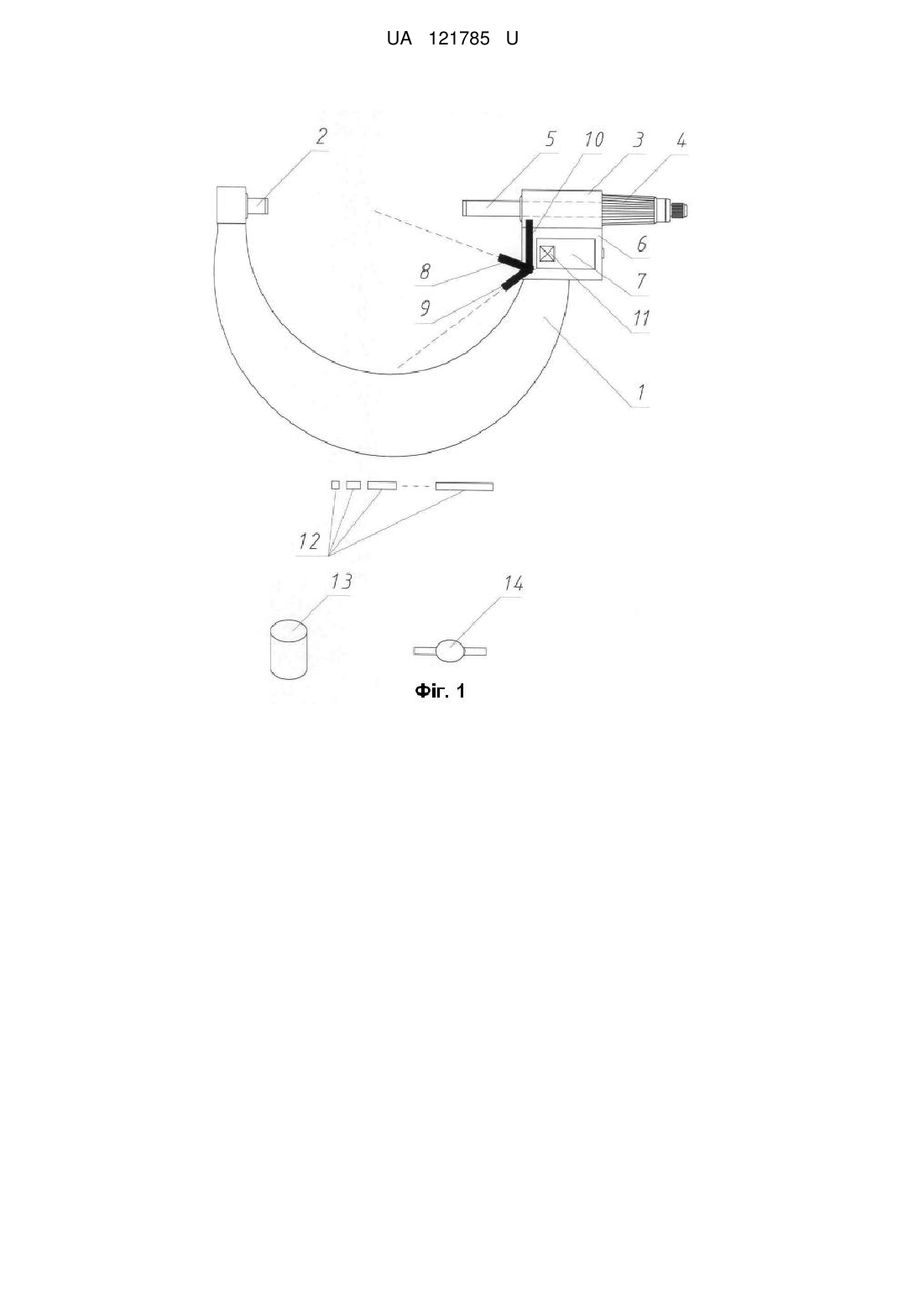
Реферат: UA 121785 U UA 121785 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель "Мікрометр калібрувальний" належить до лінійних контрольновимірювальних інструментів, які забезпечують самостійне калібрування користувачем за стандартом ІSO17025 (1) без участі калібрувальної лабораторії. Мікрометри виробляють та калібрують у відповідності до європейського стандарту DIN863 (2), який рекомендує 2 варіанти кількостей калібрувальних точок: 10 калібрувальних точок з використанням відповідних кінцевих мір довжини (КМД) кл. 1 для мікрометрів до 25 мм; 11 калібрувальних точок з використанням відповідних КМД кл.1 для мікрометрів понад 25 мм. Проміжок часу поміж калібруваннями мікрометрів встановлює сам користувач. Для прецизійних мікрометрів, які інтенсивно використовуються у виробництві, період калібрування має становити 12 або навіть 6 місяців. Для прецизійних мікрометрів, похибка яких у 2 рази менша за похибку міжнародного стандарту DIN863 (2), періодичність калібрування у 6 або 12 місяців обов'язкова. У випадку багатозмінного напруженого виробництвом вилучення мікрометра для калібрування його у акредитованій метрологічній лабораторії є небажаним: це потребує багато часу на транспортування (кілька годин туди та назад) ще більше часу на калібрування (за нормами українських державних метрологічних центрів термін калібрування дорівнює 14 днів); це потребує додаткових витрат за послуги калібрування. При калібруванні мікрометрів згідно з ISO 17025 виконують наступні процедури: 1) виконують метрологічний контроль з використанням необхідних номіналів КМД кл. 1 з 10ти кратним дублюванням вимірювань. 2) обчислюють середньоарифметичні значення для кожної контрольної точки по 10-ти дублях вимірювань та середньоквадратичні відхилення для кожної контрольної точки, які визначають, як невизначеність типу А. 3) обчислюють невизначеність типу В за чотирма складовими та коефіцієнтами чутливості цих складових для кожної контрольної точки: Невизначеність КМД, яка визначається при початковому калібруванні, при виході з виробництва; Невизначеність за рахунок відмінностей температур та температурних коефіцієнтів подовження-скорочення КМД та мікрометра (температурного вигину скоби, температурного подовження-скорочення мікрометричного гвинта); Невизначеність від впливу механічних ефектів (паралельності та площинності вимірювальних поверхонь, відведення при затисканні стопору); Невизначеність від дискретності відлікового пристрою; Коефіцієнт чутливості враховує вагу кожної складової. 4) обчислюють сумарну стандартну невизначеність (назвемо, для зручності, невизначеність типу "С") на підставі невизначеностей типу А та типу В, для кожної контрольної точки. 5) обчислюють розширену невизначеність (назвемо, для зручності, невизначеність типу "Р"), як подвоєну невизначеність типу С, за умови нормального закону розподілення для рівня довіри 0,95. Невизначеності типу А, И, С, Р для кожної контрольної точки є кінцевими показниками калібрування мікрометрів за стандартом ISO 17025 (1) для підтвердження придатності прецизійних мікрометрів для подальшого використання. На сьогодні калібрування мікрометрів виконують у спеціалізованих акредитованих лабораторіях з залученням акредитованих метрологів, при цьому мікрометри на довгий час вилучають з використання у виробництві, що веде до виробничих втрат. Задача корисної моделі "Мікрометр калібрувальний" було забезпечення можливості самостійного калібрування мікрометра користувачем у виробничих умовах за стандартом ISO17025, без залучення метрологічної калібрувальної лабораторії. Для обчислення невизначеностей необхідно виконати: вимірювання розмірів та паралельності за допомогою КМД; контроль площинності вимірювальних поверхонь за допомогою пласкої скляної пласти ни типу ПИ; контроль температур КМД та скоби мікрометра. Аналогом запропонованої корисної моделі "Мікрометр калібрувальний" є відомий та апробований "Мікрометр комп'ютерний" за українським патентом №99688 (3), в якому для контролю температури деталі використано переставний датчик температури, приєднаний до 1 UA 121785 U 5 10 15 20 25 30 35 40 45 50 55 відліково-комп'ютерного блока мікрометра, який виготовлено з використанням універсального міні-комп'ютера. Недоліками за патентом-аналогом №99688 (3) є: підвищена собівартість при використанні універсального мікрокомп'ютера з великим дисплеєм; відсутність програмного забезпечення у патенті-аналогу (3) для вводу значень вимірювань та контролю при калібруванні; відсутність програмного забезпечення у патенті-аналогу (3) на обчислення, протоколювання та архівування невизначеностей типів А, В, С, Р у кожній контрольній точці; недоцільність використання мікрокомп'ютерів зі 150 мм дисплеєм у патенті-аналогу (3) для мікрометрів з розміром скоби до 300 мм, які найбільш поширені у виробництві; складність вимірювання поточної температури КМД та скоби мікрометра переставним термометром патенту-аналога (3). Патентом-прототипом є мікрометр за українським патентом UA№ 112291 (4), в якому безконтактний датчик температури скоби мікрометра та вимірюваної деталі приєднано через спеціальний калькулятор до відлікового пристрою мікрометру. При цьому датчик температури деталі виконано безконтактним, а датчик температури скоби встановлено на скобі, з дротовим або бездротовим приєднанням обох датчиків температури до зазначеного калькулятору, що забезпечує врахування відмінностей їх температурного подовження-скорочення. Патент-прототип (4) має наступні функціональні та конструктивні вади: Значні додаткові витрати при калібруванні за стандартом ISO 17025 (має бути 10 дублів у 10 або 11 контрольних точках), оскільки не передбачене програмне забезпечення та ввід показників вимірювання та контролю; Не передбачене протоколювання та архівація невизначеностей типів А, В, С, Р при калібруванні мікрометра за стандартом ISO 17025: Не враховані температурні подовження-скорочення мікрометричних гвинтів діапазонів 0…25 мм та 0…50 мм цифрових мікрометрів (довжина яких становить 90-150 мм). Корисна модель "Мікрометр калібрувальний" складається зі скоби 1, з однієї сторони якої розташована п'ятка 2, з другої сторони якої розташована гільза 3, через яку, за допомогою барабана 4 переміщується мікрометричний гвинт 5 та встановлено корпус 6 з відліковокалькуляторним пристроєм 7, з безконтактного датчика температури деталі 8 та датчика температури скоби 9, при цьому відрізняється від відомого прототипу мікрометра тим, що у корпусі 6 встановлені безконтактний датчик температури деталі 8, безконтактний датчик температури скоби 9, контактний датчик температури мікрометричного гвинта 10, до відліковокалькуляторного пристрою 7 приєднано калібрувальний блок 11, при калібруванні використовують калібрувальні міри 12, калібрувальну скляна пластину 13 або калібрувальну кульку 14. Суть корисної моделі "Мікрометр калібрувальний" полягає у можливості самостійного калібрування мікрометра на робочому місці у виробничих умовах. Корисна модель "Мікрометр калібрувальний" схематично зображена на кресленні. Відліково-калькуляторний пристрій 7 має бути виготовленим відповідно до відомих українських патентів з відліково-калькуляторими пристроями, патенту-прототипу UA№99688 (4) та патенту UA№116231 151. Безконтактні датчики температури деталі 8 та безконтактні датчики температури скоби 9 доцільні на базі інфрачервоних пірометрів або за іншими фізичними принципами безконтактного вимірювання температур з похибкою вимірювань 0,25 градусів Цельсію в діапазоні робочих температур -10…+50 градусів Цельсію. Контактний датчик температури мікрометричного гвинта 10 має забезпечувати аналогічні показники. Обидва безконтактні датчики температури (8 та 9) разом з контактним датчиком температури 10 приєднані дротовим або бездротовим способом до калібрувального блока 11. Калібрувальний блок 11 повинен виконувати наступні функції для забезпечення автоматизованого калібрування за стандартом ISO 17025 (1): Переходити у режим "Калібрування" та встановлювати дату калібрування за допомогою кнопок та сенсорів калібрувального блока 11; Отримувати поточну інформацію від безконтактного датчика температури деталі 8, безконтактного датчика скоби 9, контактного датчика температури мікрометричного гвинта 10 та використовувати її при обчисленнях невизначеностей калібрування; 2 UA 121785 U 5 10 15 20 25 30 35 40 45 50 55 60 Вводити вручну, за допомогою кнопок та сенсорів калібрувального блока 11, при виготовленні "Мікрометра калібрувального", показники калібрувальних мір 12 у вигляді номіналів та невизначеностей окремих КМД та блоків КМД; Вводити вручну, за допомогою кнопок та сенсорів калібрувального блока 11, при виготовленні "Мікрометра калібрувального", температурні коефіцієнти подовження-скорочення скоби 1, мікрометричного гвинта 5, калібрувальних мір 12 та значення дискретності відлікового пристрою 7; Вводити вручну, за допомогою кнопок та сенсорів калібрувального блока 11, при поточному калібруванні "Мікрометра калібрувального" показники паралельності (визначені за допомогою калібрувальної міри 12), площинності (визначені за допомого калібрувального скла 13 або калібрувальної кульки 14), відведення при затисканні стопора мікрометра; Вводити вручну за допомогою кнопок та сенсорів калібрувального блока 11 при поточному калібруванні для усіх 10 дублів показники похибок калібрування у контрольних точках; Обраховувати при поточному калібруванні, за командою користувача шляхом натискання кнопок та сенсорів калібрувального блока 11, середньоарифметичні показники та середньоквадратичні показники (невизначеність "типу А") по 10 дублям для кожної контрольної точки; Автоматично записати невизначеність "типу А" до пам'яті калібрувального блока 11; Автоматично обробляти при поточному калібруванні показники трьох температурних датчиків (8, 9, 10) та обрахувати, за командою користувача при поточному калібруванні, температурну складову невизначеності "типу В" для кожної контрольної точки (з урахуванням поточних температурних подовжень-скорочень скоби 1, мікрометричного гвинта 5, калібрувальної міри 12); Вводити вручну, натисканням кнопок та сенсорів калібрувального блока 11 показники вимірювань площинності (за допомогою калібрувальної скляної пластини 13 або калібрувальної кульки 14), паралельності (за допомогою калібрувальної міри 12), відведення при затисканні стопора мікрометра; Автоматично обрахувати механічну складову невизначеності "типу В" для кожної контрольної точки (з урахуванням показників площинності, паралельності, відведення при затисканні стопору); Автоматично врахувати шкальну складову невизначеності "типу В" (показника дискретності відлікового пристрою 7); Вводити вручну за допомогою кнопок та сенсорів, при виготовленні "Мікрометра калібрувального", коефіцієнти чутливості усіх складових невизначеності "типу В"; Автоматично обрахувати та архівувати, за командою користувача при поточному калібруванні, невизначеність "типу В" за чотирма її складовими та коефіцієнтами чутливості; Автоматично обрахувати та архівувати, за командою користувача при поточному калібруванні, невизначеність "типу С", з використанням невизначеностей "типу А" та "типу В"; Автоматично обраховувати та архівувати, за командою користувача при поточному калібруванні. Невизначеність "типу Р" шляхом подвоєння невизначеності "типу С". Калібрувальні міри 12 за кількістю та номіналами мають забезпечити калібрування відповідно до стандартів (1) та (2). Для калібрування мікрометрів діапазону 0…25 мм у 10-ти контрольних точках відповідно до стандарту (2) достатньо задіяти чотири КМД кл.1 стандартних номіналів 2,5 мм/ 5,0 мм/10,3 мм/ 20,0 мм для забезпечення калібрування: 1) одинична 2,5 мм; 2) одинична 5,0 мм; 3) блок 2,5+5,0=7,5 мм; 4) одинична 10,3 мм; 5) блок 2,5+10,3=12,8 мм; 6) блок 5,0+10,3=15,3 мм; 7) блок 2,5+5,0+10,3=17,8 мм; 8) одинична 20,0 мм; 9) блок 2,5+20,0=22,5 мм; 10) блок 5,0+20,0=25,0 мм. У випадку перевищення похибки при складанні блока КМД (наприклад, у сьомій калібрувальній мірі 12 загальним номіналом 2,5+5.90+10,3=17,8 мм) можливо задіяти додаткову (п'яту) одиничну КМД кл. 1. Одну з чотирьох одиночних мір використовують для визначення паралельності поміж вимірювальними поверхнями п'яти 2 та мікрометричного гвинта 5. 3 UA 121785 U 5 10 15 20 25 30 35 40 45 50 55 60 Можливі інші номінали, які забезпечують рівномірний розподіл контрольних точок по усьому діапазону вимірювань. Для калібрування мікрометрів діапазону 25…50 мм у 11-ти контрольних точках відповідно до стандарту /2/ достатньо задіяти п'ять КМД кл.1, чотири з яких можуть бути, як вищезазначені для мікрометрів 0…25 мм, з додатковою установчою мірою 25: 1) одинична 25,0 мм; 2) блок 25,0+2,5=27,5 мм; 3) блок 25,0+5,0=30,0 мм; 4) блок 25,0+2,5,0+5,0=32,5 мм; 5) блок 25,0+10,3=35,3 мм; 6) блок 25,0+2,5+10,3=37,8 мм; 7) блок 25,0+5,0+10,3=40,3 мм; 8) блок 25,0+2,5+5,0+10,3=42,8 мм; 9) блок 25,0+20,0=45,0 мм; 10) блок 25,0+20,0+2,5=47,5 мм 11) блок 25,0+20+5,0=50,0 мм. У випадку перевищення похибки при складанні блока КМД (наприклад, для 6-ої та 8-ої калібрувальної міри 12), можливо задіяти додаткову (шосту) одиничну КМД кл. 1. Для визначення паралельності поміж вимірювальними поверхнями п'яти 2 та мікрометричного гвинта 5 мікрометра діапазону 25…50 мм доцільно використовувати калібрувальну міру 12 у вигляді установчої міри КМД номіналом 25 мм. Для мікрометрів більших діапазонів також доцільно використовувати 5 одиничних КМД кл.1 як калібрувальних мір 12: Як базова - установчу міру (КМД), яка дорівнює початку діапазону вимірювань; Одиничні КМД вище зазначених номіналів (2,5 мм/ 5,0 мм/10,3 мм/ 20 мм), або інші номінали, які забезпечують рівномірний розподіл контрольних точок вздовж діапазону. Для контролю площинності при первинному калібруванні використовують калібрувальну скляну пластину 13, наприклад типу ПМ, які зазвичай використовуються у калібрувальних лабораторіях. Завдяки ефекту інтерференції при накладанні скляної пластини на вимірювальні поверхні можливо визначити їх площинність до 2 мкм. Для контролю площинності при поточному калібруванні в умовах виробництва, коли площинність перевищує 2 мкм, доцільно використати калібрувальну кульку 14 у вигляді прецизійної кульки, закріпленої у кільцевому корпусі. Похибка калібрувальної кульки становить 0,5…1 мкм. Вимірювання деталей за допомогою корисної моделі "Мікрометр калібрувальний" виконують наступним чином: 1) вмикають відліково-калькуляторний пристрій 7 та виконують вимірювання деталей, з урахуванням температури деталей та температури мікрометра у відповідності до використання відомих українських патентів (4)151; 2) вмикають калібрувальний блок 11 для виконання калібрування згідно з ISO 17025 в умовах виробництва, при цьому вмикаються безконтактний датчик температури деталі 8, безконтактний датчик температури скоби 9, контактний датчик температури мікрометричного гвинта 10; 3) переводять "Мікрометр калібрувальний" у режим "Калібрування", встановлюють дату калібрування натисканням відповідних кнопок та сенсорів на калібрувальному блоці 11; 4) виконують вимірювання в регламентованих контрольних точках (10 або 11) з використанням одиничних КМД та блоків КМД, заводячи показники вимірювань у калібрувальний блок 11 натисканням кнопок та сенсорів; 5) повторюють 10 дублів вимірювань відповідно до переходу 4; 6) обчислюють та архівують невизначеність "типу А" натисканням відповідних кнопок та сенсорів калібрувального блоку 11; 7) контролюють паралельність вимірювальних поверхонь п'яти 2 та мікрометричного гвинта за допомогою відповідної калібрувальної міри 12, з занесенням показників до калібрувального блоку 11; 8) контролюють площинність вимірювальних поверхонь п'яти 2 та мікрометричного гвинта 5, з занесенням показників до калібрувального блоку 11; 9) контролюють відвід мікрометричного гвинта 5 при затисканні стопором, з занесенням до калібрувального блоку 11; 10) обчислюють та архівують невизначеність "типу В" натисканням відповідних кнопок та сенсорів калібрувального блоку 11; 4 UA 121785 U 5 10 15 11) обчислюють та архівують невизначеність "типу С" натисканням відповідних кнопок та сенсорів калібрувального блоку 11; 12) обчислюють та архівують невизначеність "типу Р" натисканням відповідних кнопок та сенсорів калібрувального блоку 11; 13) по закінченні калібрування за стандартом ISO 17025 (1) та по завершенні архівації чотирьох типів невизначеностей (А, В, С, Р) та дати калібрування режим "Калібрування" завершують натисканням відповідних кнопок та сенсорів на калібрувальному блоці 11; 14) вимикають калібрувальний блок 11, при цьому "Мікрометр калібрувальний може використовуватися для вимірювань з математичною компенсацією температурних подовжень. Корисна модель "Мікрометр калібрувальний" дозволяє витребувати показники невизначеності та дату калібрування у поточному використанні, для планування дати поточного калібрування за стандартом ISO 17025 (1). Робота з корисною моделлю "Мікрометр калібрувальний" не потребує особових знань та навичок, оскільки запропонована конструкція передбачає запрограмований жорсткий та інтуїтивний алгоритм використання у режимі "Калібрування". Було виконано техніко-метрологічний аналіз та порівняння запропонованої корисної моделі "Мікрометр калібрувальний" з патентом-прототипом UA№ 116231 (4), на базі якого була побудована запропонована корисна модель, див. Табл. 1. Таблиця 1 Показники мікрометрів цифрових калькуляторних діапазону 400-500 /0,001 мм Кількість датчиків температури деталі Калібрування користувачем Час на 2 калібрування на рік, діб Недоотриманий прибуток на рік, євро Витрати коштів на калібрування на рік, євро Ціна мікрометра Окупність, років Значення показників та функцій Корисна модель "Мікрометр Мікрометр-прототип калібрувальний» патентом (4) 3 2 Так Ні 0,35* 20** 600** 5,75* 600*** 799 1,3 959 2,6…4,9 * Хронометраж користувача ** Нормативи державної калібрувальної лабораторії ***Недоотриманий прибуток з розрахунку 30 евро/доба ****Європейські розцінки та витрати на відрядження замовника 20 25 30 Проведений у Табл. 1 порівняльний аналіз запропонованої корисної моделі "Мікрометр калібрувальний" та патенту-прототипу (4) підтверджує можливість практичної реалізації та значні переваги корисної моделі "Мікрометр калібрувальний". Запропонована корисна модель "Мікрометр калібрувальний" зменшує у 4…30 разів витрати коштів та зменшує у 2…3,75 разу час окупності мікрометрів. Джерела інформації: 1. ISO 17025:2005 2. DIN 863 3. Патент UA№99688 "Мікрометр комп'ютерний» 4. Патент UА№112291 "Мікрометр адаптивний» 5. Патент UA№116231 "Мікрометр адаптивний» ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Мікрометр калібрувальний, який складається зі скоби, з однієї сторони якої розташована п'ята, з другої сторони якої розташована гільза, через яку, за допомогою барабана, переміщується мікрометричний гвинт та встановлено корпус з відліково-калькуляторним пристроєм, з безконтактного датчика температури деталі та датчика температури скоби, який відрізняється тим, що у корпусі встановлені безконтактний датчик температури деталі, безконтактний датчик температури скоби, контактний датчик температури мікрометричного гвинта, до відлікового 5 UA 121785 U пристрою приєднано калібрувальний блок, при калібруванні використовують калібрувальні міри, калібрувальну скляну пластину, калібрувальну кульку. Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/18
Мітки: калібрувальний, мікрометр
Код посилання
<a href="https://ua.patents.su/8-121785-mikrometr-kalibruvalnijj.html" target="_blank" rel="follow" title="База патентів України">Мікрометр калібрувальний</a>
Мікрометр адаптивний
Номер патенту: 112291
Опубліковано: 12.12.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/18
Мітки: адаптивний, мікрометр
Формула / Реферат:
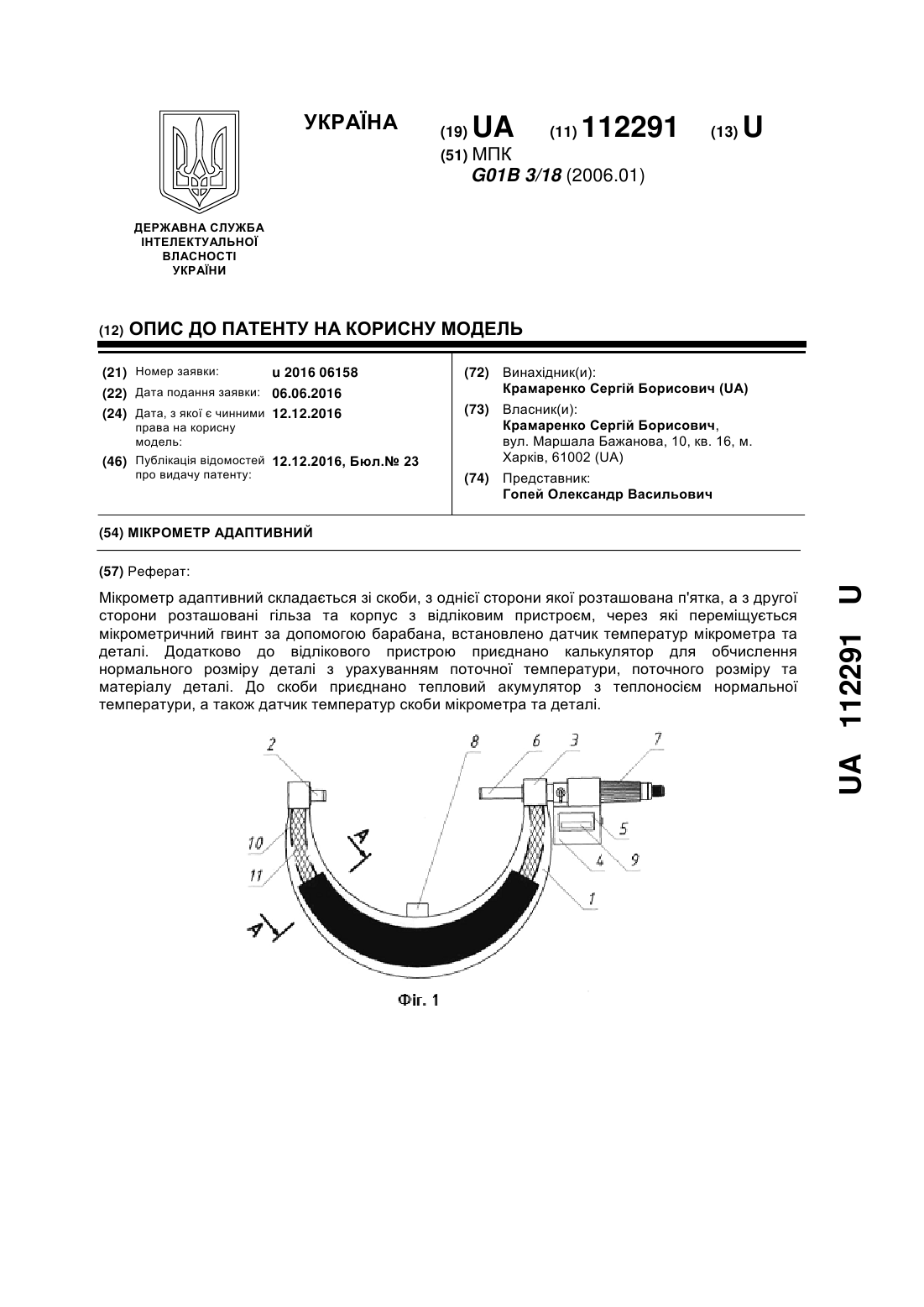
Мікрометр адаптивний, що складається зі скоби, з однієї сторони якої розташована п'ятка, а з другої сторони розташовані гільза та корпус з відліковим пристроєм, через які переміщується мікрометричний гвинт за допомогою барабана, встановлено датчик температур мікрометра та деталі, який відрізняється тим, що до відлікового пристрою приєднано калькулятор для обчислення нормального розміру деталі з урахуванням поточної температури, поточного...
Стенд калібрувальний для індикаторів та нутромірів індикаторних
Номер патенту: 99931
Опубліковано: 25.06.2015
Автор: Крамаренко Сергій Борисович
МПК: G01B 5/00
Мітки: нутромірів, індикаторних, індикаторів, стенд, калібрувальний
Формула / Реферат:
Стенд калібрувальний для індикаторів та нутромірів індикаторних, що складається з мікрометричної головки, співвісної до вимірювальних стержнів калібрувальних індикатора або нутроміра індикаторного, фіксуючого вузла для закріплення калібрувального індикатора, а також фіксуючого вузла для закріплення калібрувального нутроміра індикаторного, який відрізняється тим, що мікрометрична головка виконана цифровою та прецизійною з портом підключення...
Мікрометр-трансформер
Номер патенту: 108044
Опубліковано: 24.06.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/18
Мітки: мікрометр-трансформер
Формула / Реферат:
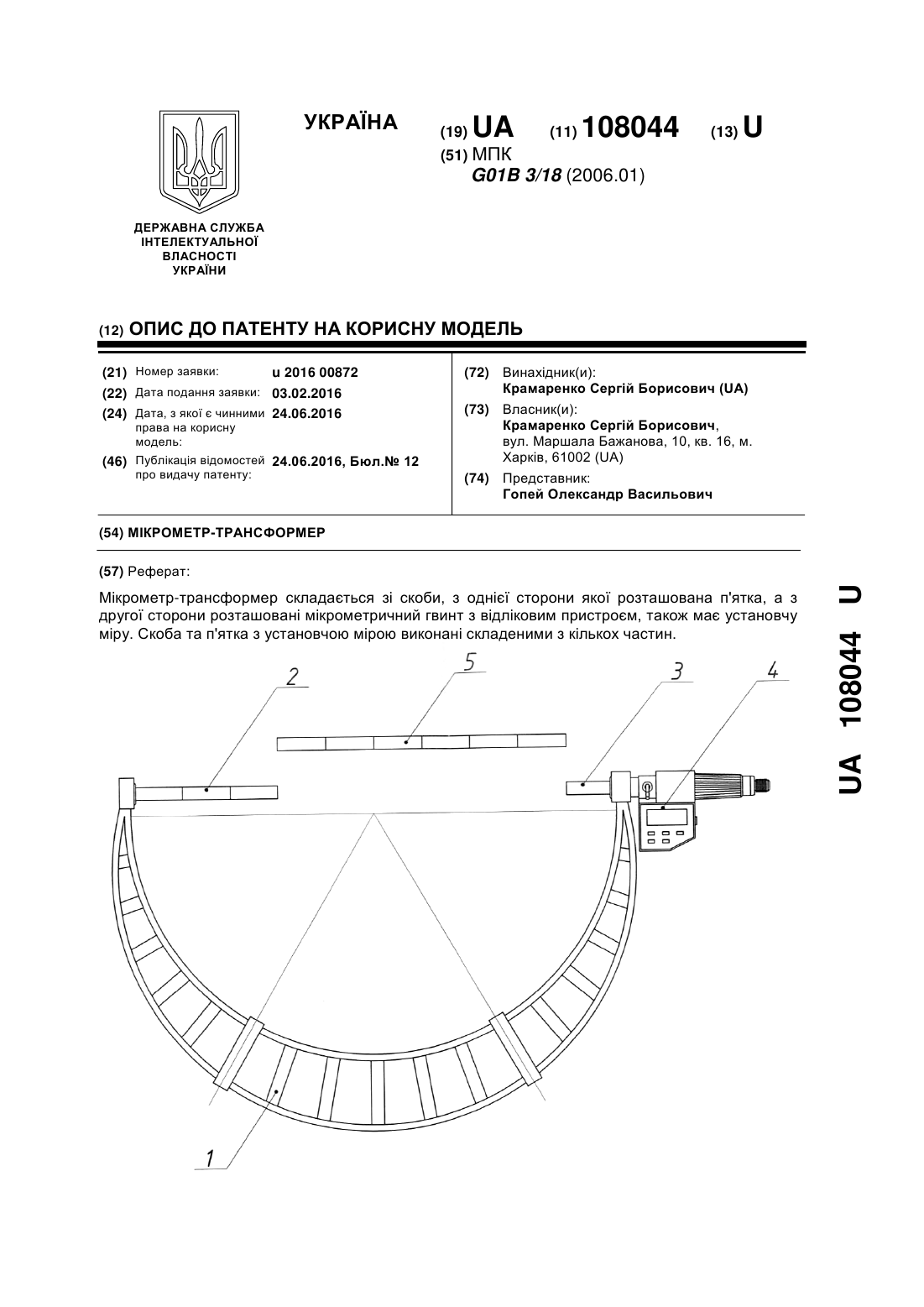
Мікрометр-трансформер, який складається зі скоби, з однієї сторони якої розташована п'ятка, а з другої сторони розташовані мікрометричний гвинт з відліковим пристроєм, також має установчу міру, який відрізняється тим, що скоба та п'ятка з установчою мірою виконані складеними з кількох частин.
Мікрометр голосовий
Номер патенту: 103981
Опубліковано: 12.01.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/18
Формула / Реферат:
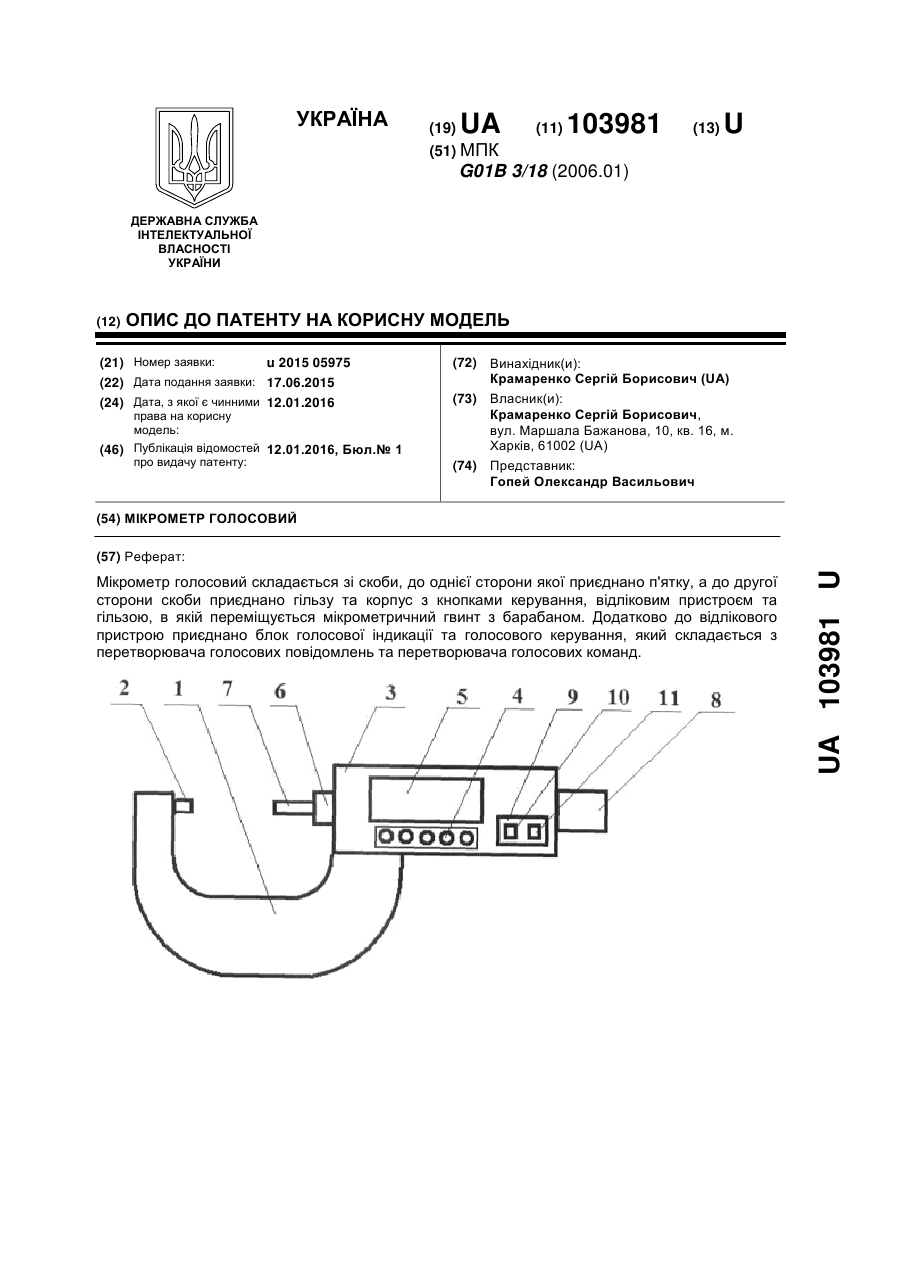
Мікрометр голосовий складається зі скоби, до однієї сторони якої приєднано п'ятку, а до другої сторони скоби приєднано гільзу та корпус з кнопками керування, відліковим пристроєм та гільзою, в якій переміщується мікрометричний гвинт з барабаном, який відрізняється тим, що до відлікового пристрою приєднано блок голосової індикації та голосового керування, який складається з перетворювача голосових повідомлень та перетворювача голосових...
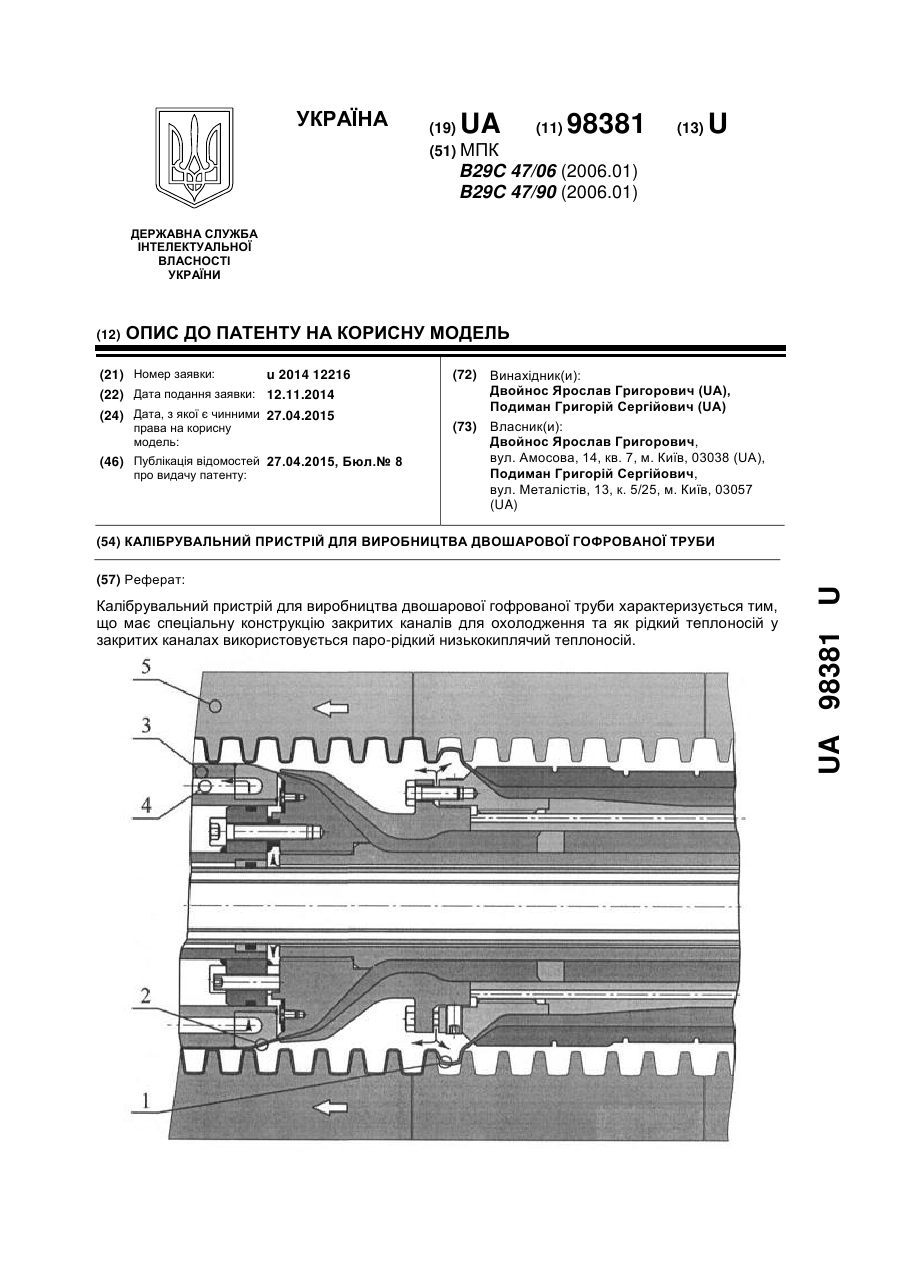
Калібрувальний пристрій для виробництва двошарової гофрованої труби
Номер патенту: 98381
Опубліковано: 27.04.2015
Автори: Двойнос Ярослав Григорович, Подиман Григорій Сергійович
МПК: B29C 47/06, B29C 47/90
Мітки: гофрованої, калібрувальний, двошарової, пристрій, виробництва, трубі
Формула / Реферат:
Калібрувальний пристрій для виробництва двошарової гофрованої труби, який характеризується тим, що має спеціальну конструкцію закритих каналів для охолодження та як рідкий теплоносій у закритих каналах використовується паро-рідкий низькокиплячий теплоносій.
Попередній патент: Пристрій магнітної дії на біологічний об’єкт
Наступний патент: Спосіб діагностики серцево-судинних розладів у новонароджених з груп перинатального ризику
Випадковий патент: Hітро- та галогенбензоати 9-аміноакридинію, які проявляють антимікробну активність