Спосіб виготовлення булату василя назаренка
Формула / Реферат
1. Булат, що містить вуглець, кремній, марганець і залізо, який відрізняється тим, що додатково містить алюміній і церій при наступному співвідношені компонентів, % мас.:
вуглець 0,4-6,67 кремній 0,01-0,05 марганець 0,005-0,10 алюміній 0,04-0,09 церій 0,03-0,08 залізо решта.
2. Спосіб виготовлення булату, що включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготовок шляхом нормалізації і відпуску, який відрізняється тим, що виплавку шихти здійснюють при температурі на 25-35°С вище температури плавлення шихти, а деформування зливків проводять зі швидкістю v = 2·10-2 - 2·10-3.
3. Спосіб по п. 2, який відрізняється тим, що при термічній обробці заготовок до нормалізації проводять відпал, а після нормалізації гартування.
Текст
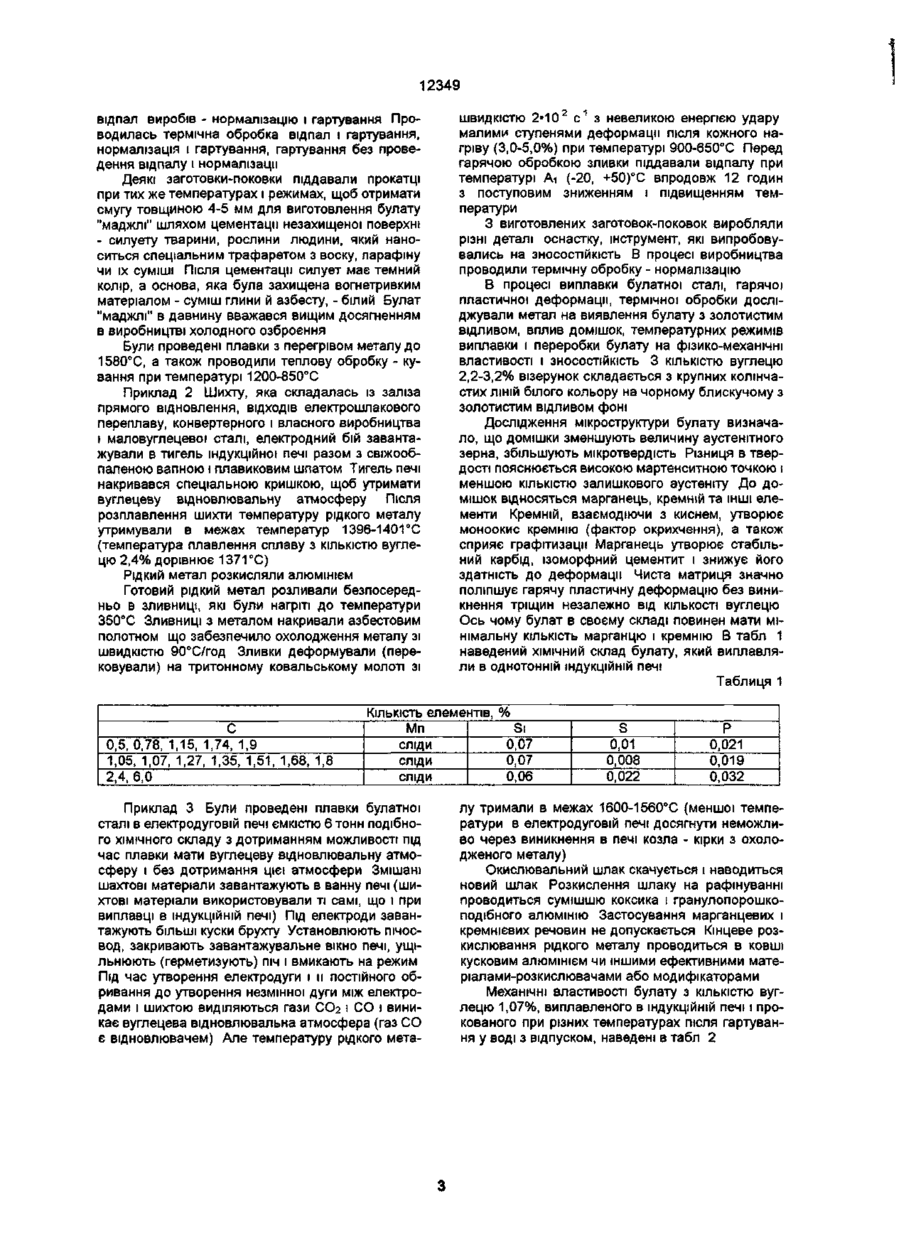
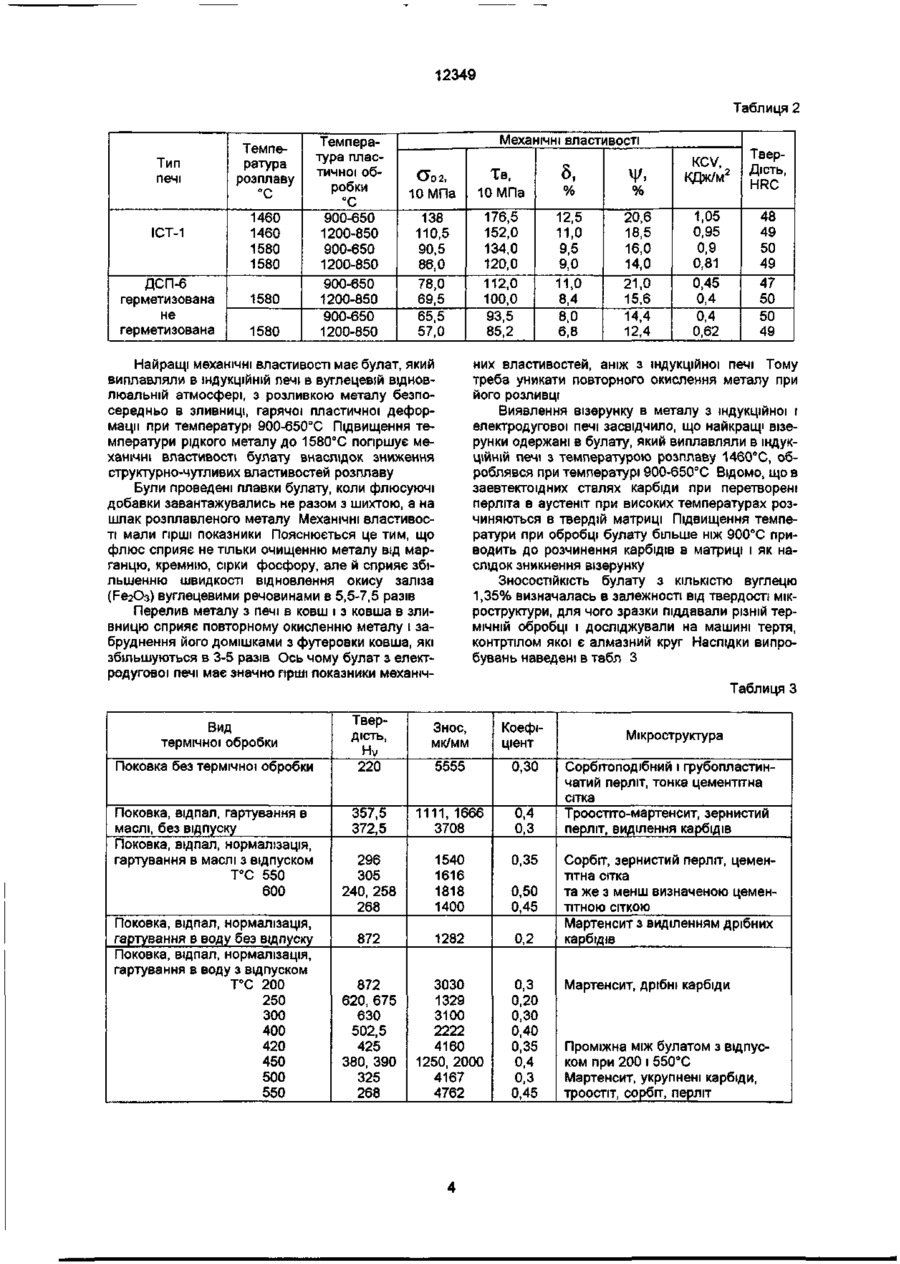
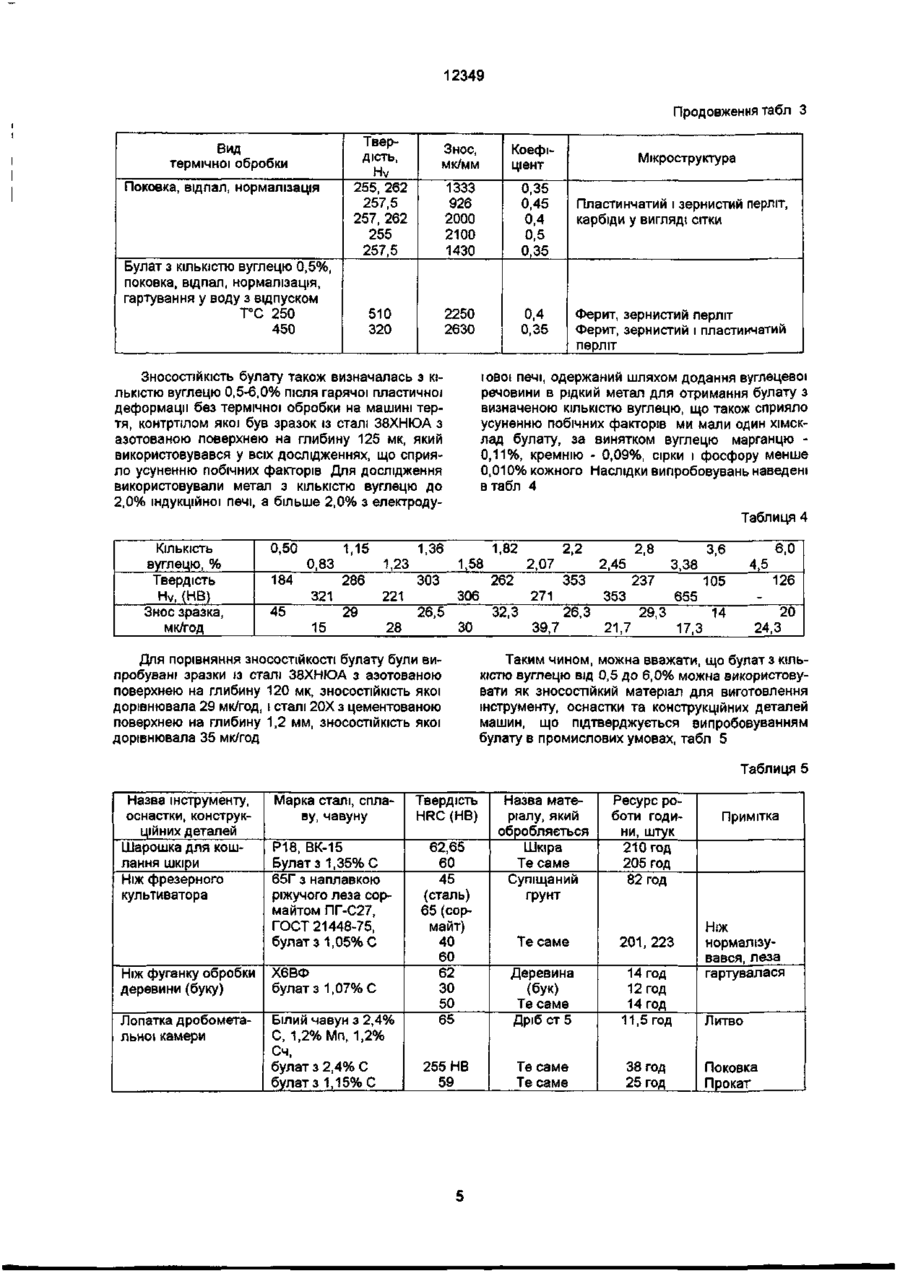
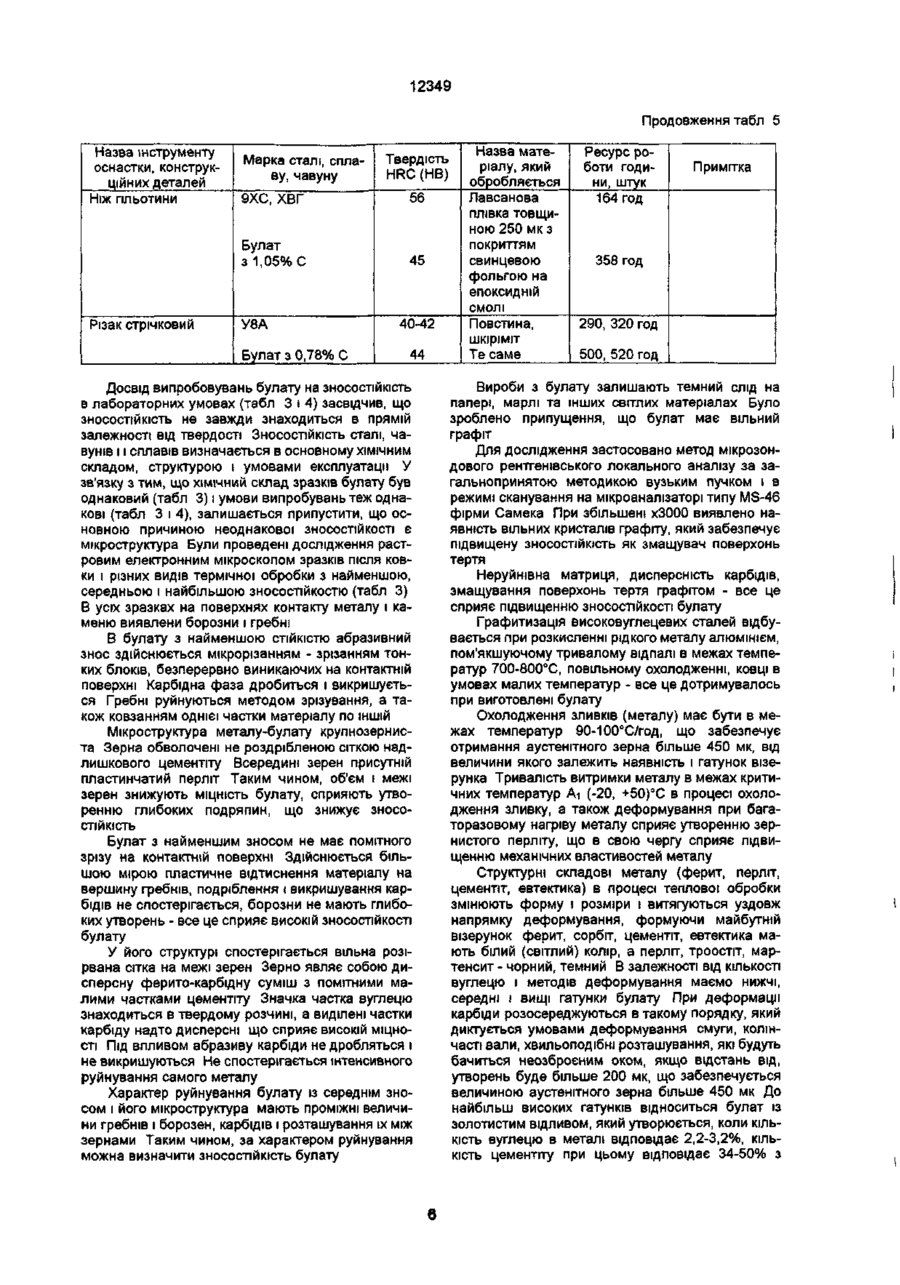
1 Спосіб виготовлення булату, що включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготовок шляхом нормалізації і відпуску, який відрізняється тим, що виплавку шихти здійснюють при температурі на 30°С вище температури плавлення шихти 2 Спосіб за п 1, який відрізняється тим, що при термічній обробці заготовок до нормалізації проводять відпал, а після нормалізації - гартування Винахід відноситься до галузі металурги, зокрема, до виробництва сталі, і може знайти застосування в багатьох ділянках промисловості для виготовлення ударно-штампового і різального інструменту, оснастки та конструкційних деталей машин, а також холодного озброєння (шабель, кортиків, мечів, ножів) та інших виробів художньодекоративного призначення Недоліками ВІДОМОГО способу є виплавка сплаву тільки в індукційній печі, використання гранульованої і порошкової шихти, отримання сплаву з вмістом вуглецю 1,0-4,3%, відсутність процесу гарячої пластичної деформації та термічної обробки, що не дозволяв застосувати спосіб в промисловості з одержанням якісної булатної сталі Найбільш близьким до способу є "Спосіб виготовлення булатної сталі", який включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготовок шляхом нормалізації і відпуску Недоліками способу є те, що проведення виплавки, деформування зливків та термічну обробку заготовок здійснюють безперервно, що не дозволяє одержати булат з гамою властивостей і достатньою ЗНОСОСТІЙКІСТЮ при застосуванні його в статичному, кінематичному і динамічному режимах Крім того, для виплавки використовують гранульоване залізо (1,0-10,0 мм) і порошкоподібний залізовуглецевий сплав менше 1,0 мм з вмістом вуглецю 3,0-6,6%, який ще треба приготувати, що ускладнює процес виготовлення булату в промислових умовах, а також булату "маджалі" з силуетами тварин, рослин, людини Задачею винаходу є удосконалення способу виготовлення булату, що включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготівок шляхом нормалізації і відпуску, який за рахунок запропонованих режимів виплавки та деформування зливків дозволяє одержати булат підвищеної якості, зокрема, ЗНОСОСТІЙКОСТІ, І застосувати його з широкою межею твердості, 20-65 HRC, після проведення термічної обробки нормалізації і гартування у воді та маслі з відпуском при температурах 100-600°С Поставлена задача досягається способом виготовлення булату, що включає а) виплавку булату в тигельних індукційних та в електродугових сталеплавильних печах з використанням технічно чистої шихти заліза, ВІДХОДІВ заводу порошкової металурги (окатиші), конвертерного і власного виробництва, маловуглецевої сталі, а також свіжообпалену вапну, плавиковий шпат, деревне вугілля, графіт, електродний бій та ІНШІ шлакоутворюючі і вуглецеві речовини у вуглецево-відновувальній атмосфері (в індукційній печі) або дотримання можливості під час плавки мати таку ж атмосферу в електродуговій печі Виплавку шихти здійснюють при температурі на 25-35°С вище температури плавлення шихти з кількістю вуглецю 0,5-6,0% Відомо, ЩО ВИСОКІ фізико-механічні властивості металу обумовлені структурно-чутливими властивостями рідкого розплаву, щільністю, поверхневим натягом, кінематичною в'язкістю При більш високих показниках структурно-чутливих властивостей розплаву маємо підвищені показники фізико-механічних властивостей твердого металу ЩІЛЬНІСТЬ металів при плавленні відображає зміни координаційного числа і величин міжатомних відстаней (33) UA (46) 16 10 2000, Бюл № 5, 2000 р (72) Назаренко Василь Романович (73) Назаренко Василь Романович, UA (56) В Р Назаренко, Л И Бондаренко, Ф В Янковский и др О технологии производства булатной стали - М Металловедение и термическая обработка металлов, 1989 - № 9 - С 58-61 О CD CO о> 12349 Поверхневий натяг металевих розплавів визначається зміною рівня вільної енергії В'язкість впливає на швидкість металургійних реакцій в об'ємі ванни і на кінетику розчину в ній легуючих елементів На зниження структурно-чутливих властивостей розплаву впливає процес підвищення температури, яке здійснюється по лінійному закону У зв'язку з тим, що порошкоподібний вуглець і утворений окис вуглецю CO є добрими розкислювачами, то відновлення окислів заліза, яких має шихта, здійснюється вже з 200DC, окисли марганцю, кремнію і хрому відновлюються з 790-950, 1200 і 1123°С ВІДПОВІДНО В рідкому розплаві вуглець є також добрим відновлювачем Тому рідкий розплав не розкислюється марганцем і кремнієм, які у метал не додають ні і разом з шихтою, ні в процесі виплавки По своїй розкислювальній можливості по відношенню до окису заліза вуглець займає проміжне місце між марганцем і кремнієм (майже однаковий з кремнієм) Але якщо марганець і кремній утворюють в процесі ХІМІЧНИХ реакцій в розплаві рідкі або тверді сполуки, які і погіршують якість металу, то вуглець утворює гази CO і СО2, які видаляються з рідкого металу Перед виливом рідкого металу з печі на шлак додається гранулоподібний алюміній в КІЛЬКОСТІ 0,1% від маси металу Готовий метал розливається в зливниці, підігріті до температури 320-350°С Зливниці виставляються в теплові шахтні колодязі або накриваються азбестовим полотном, щоб забезпечити охолодження металу зі швидкістю 90-100°С/год і утворенню аустенітного зерна 450 мк, б) деформування зливків в залежності від КІЛЬКОСТІ вуглецю (0,5-6,0%) проводять зі швидкістю 2*102-2»102 с при температурі 900-650°С з багаторазовим нагріванням з малими енергією удару (стиснення), ступенями деформації після кожного нагрівання (20-5%), а загальна деформація складає 80-90% Обробка сплаву з КІЛЬКІСТЮ вуглецю більше 2,0% куванням або прокаткою - важка справа внаслідок низької пластичності,що обумовлено наявності в металі структури - евтектики яка утворюється на основі крихкої карбідної фази Деформувати такий метал можливо лише в умовах всебічного стиснення Підвищення пластичності можливо досягти лише попередньої термічної обробки - відпалу з нагрівом і охолодженням, що веде до утворення полігональної структури внаслідок дробіння карбідів в процесі обробки Підвищення пластичності можливо також реалізувати малими швидкостями деформації (2*10 с 1 ) з крутінням зливка навколо осі до отримання ущільненого шару по всій довжині Після цього параметри обробки збільшуються Нагрів заготовок в процесі деформації здійснюється до 12 разів Отримані заготовки - поковки піддаються прокатці при тих же температурах Відомо, ЩО давні майстри охолоджували вироби (кинджали, шаблі, мечі, ножі) на повітрі, тобто проводили нормалізацію, тому що гартування у воді призводило до утворення мартенсітної структури, яка має крихкість, що приводило до поломки виробів Зразки з булату з КІЛЬКІСТЮ вуглецю 1,27% піддавались гартуванню у воді з температури 650 до 950°С через інтервал в 50°С Найбільшу твердість виявили у зразках, які проходили гартування з температури 750°С - 64 HRC і з температури 800°С 65 HRC Найбільша твердість при гартуванні в маслі при цих же температурах - 56 HRC Твердість HRC після відпуску була 100°С - 65, 200°С - 60, 250°С - 58, 300°С - 56, 350°С - 52, 400°С - 49, 450°С - 44, 500Х - 38, 550°С - 32, 600°С - 28 В залежності від умов застосування (в статичному, кінематичному, динамічному режимах) вироби з булату (інструмент, оснастка, конструкційні деталі машин) піддаються термічній обробці нормалізації, гартуванню в маслі або воді, а також застосовуються поєднанні режими термічної обробки, особливо для виробів, які використовуються в динамічному режимі Найбільш раціональним видом термічної обробки, яким забезпечуються найкращі показники механічних властивостей і зносостійкості для булату з в вмістом вуглецю до 2,0%, є відпал, нормалізація і гартування Термічна обробка булату з КІЛЬКІСТЮ вуглецю 2,0-6,0% здійснюється з температури 750-850°С з охолодженням на повітрі Для готових виробів (шаблі, мечі, кинджали, ножі), які отримуються в процесі кування, гартування з температури кування є найкращим способом термічної обробки Необхідно ВІДМІТИТИ, що процес гарячого деформування зливків булату з вмістом вуглецю 2,06,0% найкраще здійснюється, коли твердість металу бійка знаходилася в межах 150-200 НВ Винаходи використовуються наступним чином Приклад 1 Шихту, яка складалась із заліза прямого відновлення ВІДХОДІВ електрошлакового переплаву, конвертерного і власного виробництва, електродний бій завантажували в тигель індукційної печі разом з свіжоопаленою вапною і плавиковим шпатом Тигель печі закривався спеціальною кришкою, щоб утримати вуглецеву відновлювальну атмосферу, яка утворюється процесом нагріву вуглецевих речовин (електродного бою) Після розплавлення шихти температуру рідкого металу утримували в межах 1530-1540°С (температура плавлення сталі з КІЛЬКІСТЮ вуглецю 0,5% дорівнює 1505°С) Рідкий метал сплаву (булату) розкислювали алюмінієм Готовий рідкий метал розливали безпосередньо в зливниц/, які були нагріті до температури 350°С Зливниці З металом поміщали в ямну теплову піч, що забезпечило охолодження металу зі швидкістю 100°С/год Зливки деформували (проковували) зі швидкістю 2-Ю 2 с на тритонному ковальському молоті із невеликою енергією удару, малими ступенями деформації після кожного нагріву (5,0-10,0%) з багаторазовим нагрівом в межах температур 900-650 °С З виготовлених заготовок - поковок виробляли різні деталі, оснастку, інструмент В процесі виробництва проводили термічну обробку заготовок відпал, виробів - нормалізацію і гартування Проводилась термічна обробка відпал і гартування, нормалізація і гартування, гартування без проведення відпалу і нормалізації 12349 відпал виробів - нормалізацію і гартування Проводилась термічна обробка відпал і гартування, нормалізація і гартування, гартування без проведення відпалу і нормалізації Деякі заготовки-поковки піддавали прокатці при тих же температурах і режимах, щоб отримати смугу товщиною 4-5 мм для виготовлення булату "маджлі" шляхом цементації незахищеної поверхні - силуету тварини, рослини людини, який наноситься спеціальним трафаретом з воску, парафіну чи їх суміші Після цементації силует має темний колір, а основа, яка була захищена вогнетривким матеріалом - суміш глини й азбесту, - білий Булат "маджлі" в давнину вважався вищим досягненням в виробництві холодного озброєння Були проведені плавки з перегрівом металу до 1580°С, а також проводили теплову обробку - кування при температурі 1200-850°С Приклад 2 Шихту, яка складалась із заліза прямого відновлення, ВІДХОДІВ електрошлакового переплаву, конвертерного і власного виробництва і маловуглецевої сталі, електродний бій завантажували в тигель індукційної печі разом з свіжообпаленою вапною і плавиковим шпатом Тигель печі накривався спеціальною кришкою, щоб утримати вуглецеву вщновлювальну атмосферу Після розплавлення шихти температуру рідкого металу утримували в межах температур 1396-1401 °С (температура плавлення сплаву з КІЛЬКІСТЮ вуглецю 2,4% дорівнює 1371 °С) Рідкий метал розкисляли алюмінієм Готовий рідкий метал розливали безпосередньо в зливниці, які були нагріті до температури 350°С Зливниці З металом накривали азбестовим полотном що забезпечило охолодження металу зі швидкістю 90°С/год Зливки деформували (перековували) на тритонному ковальському молоті зі швидкістю 2*10 с з невеликою енергією удару малими ступенями деформації після кожного нагріву (3,0-5,0%) при температурі 900-650°С Перед гарячою обробкою зливки піддавали відпалу при температурі Аі (-20, +50)°С впродовж 12 годин з поступовим зниженням і підвищенням температури З виготовлених заготовок-поковок виробляли різні деталі оснастку, інструмент, які випробовувались на ЗНОСОСТІЙКІСТЬ В процесі виробництва проводили термічну обробку - нормалізацію В процесі виплавки булатної сталі, гарячої пластичної деформації, термічної обробки досліджували метал на виявлення булату з золотистим відливом, вплив домішок, температурних режимів виплавки і переробки булату на фізико-механічні властивості і ЗНОСОСТІЙКІСТЬ 3 КІЛЬКІСТЮ вуглецю 2,2-3,2% візерунок складається з крупних колінчастих ЛІНІЙ білого кольору на чорному блискучому з золотистим відливом фоні Дослідження мікроструктури булату визначало, що домішки зменшують величину аустенітного зерна, збільшують мікротвердість Різниця в твердості пояснюється високою мартенситною точкою і меншою КІЛЬКІСТЮ залишкового аустеніту До домішок відносяться марганець, кремній та ІНШІ елементи Кремній, взаємодіючи з киснем, утворює моноокис кремнію (фактор окрихчення), а також сприяє графітизації Марганець утворює стабільний карбід, ізоморфний цементит і знижує його здатність до деформації Чиста матриця значно поліпшує гарячу пластичну деформацію без виникнення тріщин незалежно від КІЛЬКОСТІ вуглецю Ось чому булат в своєму складі повинен мати мінімальну КІЛЬКІСТЬ марганцю і кремнію В табл 1 наведений ХІМІЧНИЙ склад булату, який виплавляли в однотонній індукційній печі Таблиця 1 КІЛЬКІСТЬ елементів, % С 0,5, 0,78, 1,15, 1,74, 1,9 1,05, 1,07, 1,27, 1,35, 1,51, 1,68, 1,8 2,4, 6,0 Мп Si СЛІДИ 0,07 0,07 0,06 СЛІДИ СЛІДИ Приклад 3 Були проведені плавки булатної сталі в електродуговій печі ємкістю 6 тонн подібного ХІМІЧНОГО складу з дотриманням можливості під час плавки мати вуглецеву вщновлювальну атмосферу і без дотримання цієї атмосфери Змішані шахтові матеріали завантажують в ванну печі (шихтові матеріали використовували ті самі, що і при виплавці в індукційній печі) Під електроди завантажують більші куски брухту Установлюють пічосвод, закривають завантажувальне вікно печі, ущільнюють (герметизують) піч і вмикають на режим Під час утворення електродуги і 1 постійного об1 ривання до утворення незмінної дуги між електродами і шихтою виділяються гази СОг і CO і виникає вуглецева відновлювальна атмосфера (газ CO є відновлювачем) Але температуру рідкого мета S 0,01 0,008 0,022 Р 0,021 0,019 0,032 лу тримали в межах 1600-1560°С (меншої температури в електродуговій печі досягнути неможливо через виникнення в печі козла - кірки з охолодженого металу) Окислювальний шлак скачується і наводиться новий шлак Розкислення шлаку на рафінуванні проводиться сумішшю коксика і гранулопорошкоподібного алюмінію Застосування марганцевих і кремнієвих речовин не допускається Кінцеве розкислювання рідкого металу проводиться в ковші кусковим алюмінієм чи іншими ефективними матеріалами-розкислювачами або модифікаторами Механічні властивості булату з КІЛЬКІСТЮ вуглецю 1,07%, виплавленого в індукційній печі і прокованого при різних температурах після гартування у воді з відпуском, наведені в табл 2 12349 Таблиця 2 Тип печі ІСТ-1 ДСП-6 герметизована не герметизована Температура розплаву °С 1460 1460 1580 1580 1580 1580 Температура пластичної обробки °С 900-650 1200-850 900-650 1200-850 900-650 1200-850 900-650 1200-850 Механічні властивості СТо2, ЮМПа Тв, ЮМПа 5, % 176,5 152,0 134,0 120,0 112,0 100,0 93,5 85,2 12,5 11,0 9,5 9,0 11,0 8,4 8,0 6,8 20,6 18,5 16,0 14,0 21,0 15,6 14,4 12,4 Найращі механічні властивості має булат, який виплавляли в індукційній печі в вуглецевій вщновлюальній атмосфері, з розливкою металу безпосередньо в зливниці, гарячої пластичної деформації при температурі 900-650°С Підвищення температури рідкого металу до 1580°С погіршує механічні властивості булату внаслідок зниження структурно-чутливих властивостей розплаву Були проведені плавки булату, коли флюсуючі добавки завантажувались не разом з шихтою, а на шлак розплавленого металу Механічні властивості мали гірші показники Пояснюється це тим, що флюс сприяє не тільки очищенню металу від марганцю, кремнію, сірки фосфору, але й сприяє збільшенню швидкості відновлення окису заліза (Рв2Оз) вуглецевими речовинами в 5,5-7,5 разів Перелив металу з печі в ковш і з ковша в зливницю сприяє повторному окисленню металу і забруднення його домішками з футеровки ковша, які збільшуються в 3-5 разів Ось чому булат з електродугової печі має значно прші локазники механіч ТверДість, HRC 1,05 0,95 0,9 0,81 0,45 0,4 0,4 0,62 ЧЛ % 138 110,5 90,5 86,0 78,0 69,5 65,5 57,0 KCV, КДж/м2 48 49 50 49 47 50 50 49 них властивостей, аніж з індукційної печі Тому треба уникати повторного окислення металу при його розливці Виявлення візерунку в металу з індукційної і електродугової печі засвідчило, що найкращі візерунки одержані в булату, який виплавляли в індукційній печі з температурою розплаву 1460°С, оброблявся при температурі 900-650°С Відомо, що в заевтектоідних сталях карбіди при перетворені перліта в аустеніт при високих температурах розчиняються в твердій матриці Підвищення температури при обробці булату більше ніж 900°С приводить до розчинення карбідів в матриці і як наслідок зникнення візерунку ЗНОСОСТІЙКІСТЬ булату з КІЛЬКІСТЮ вуглецю 1,35% визначалась в залежності від твердості мікроструктури, для чого зразки піддавали різній термічній обробці і досліджували на машині тертя, контртілом якої є алмазний круг Наслідки випробувань наведені в табл З Таблиця З Вид термічної обробки Поковка без термічної обробки Поковка, відпал, гартування в маслі, без відпуску Поковка, відпал, нормалізація, гартування в маслі з відпуском Т°С 550 600 Поковка, відпал, нормалізація, гартування в воду без відпуску Поковка, відпал, нормалізація, гартування в воду з відпуском Т°С 200 250 300 400 420 450 500 550 Твердість, Hv 220 Знос, мк/мм Коефіцієнт 5555 0,30 357,5 372,5 1111, 1666 3708 0,4 0,3 296 305 240, 258 268 1540 1616 1818 1400 0,35 0,50 0,45 872 1282 0,2 872 620, 675 630 502,5 425 380, 390 325 268 3030 1329 3100 2222 4160 1250, 2000 4167 4762 0,3 0,20 0,30 0,40 0,35 0,4 0,3 0,45 Мікроструктура Сорбітоподібний і грубопластинчатий перліт, тонка цементітна сітка Троостіто-мартенсит, зернистий перліт, виділення карбідів Сорбіт, зернистий перліт, цементітна сітка та же з менш визначеною цеменТІТНОЮ СІТКОЮ Мартенсит з виділенням дрібних карбідів Мартенсит, дрібні карбіди Проміжна між булатом з відпуском при 200 і 550°С Мартенсит, укрупнені карбіди, троостіт, сорбіт, перліт 12349 Продовження табл З Вид термічної обробки Поковка, відпал, нормалізація Твердість, Hv 255, 262 257,5 257, 262 255 257,5 Булат з КІЛЬКІСТЮ вуглецю 0,5%, поковка, відпал, нормалізація, гартування у воду з відпуском Т°С 250 450 Знос, мк/мм Коефіцієнт 1333 926 2000 2100 1430 0,35 0,45 0,4 0,5 0,35 2250 2630 0,4 0,35 510 320 ЗНОСОСТІЙКІСТЬ булату також визначалась з КІЛЬКІСТЮ вуглецю 0,5-6,0% після гарячої пластичної деформації без термічної обробки на машині тертя, контртілом якої був зразок із сталі 38ХНЮА з азотованою поверхнею на глибину 125 мк, який використовувався у всіх дослідженнях, що сприяло усуненнюпобічних факторів Для дослідження використовували метал з КІЛЬКІСТЮ вуглецю до 2,0% індукційної печі, а більше 2,0% з електроду Мікроструктура Пластинчатий і зернистий перліт, карбіди у вигляді сітки Ферит, зернистий перліт Ферит, зернистий і пластинчатий перліт ювої печі, одержаний шляхом додання вуглецевої речовини в рідкий метал для отримання булату з визначеною КІЛЬКІСТЮ вуглецю, що також сприяло усуненню побічних факторів ми мали один хімсклад булату, за винятком вуглецю марганцю 0,11%, кремнію - 0,09%, сірки і фосфору менше 0,010% кожного Наслідки випробовувань наведені втабл 4 Таблиця 4 КІЛЬКІСТЬ вуглецю, % Твердість Ну, (НВ) Знос зразка, мк/год 0,50 1,15 0,83 184 15 28 2,2 2,07 262 26,5 ЗО Для порівняння ЗНОСОСТІЙКОСТІ булату були випробувані зразки із сталі 38ХНЮА з азотованою поверхнею на глибину 120 мк, ЗНОСОСТІЙКІСТЬ якої дорівнювала 29 мк/год, і сталі 20Х з цементованою поверхнею на глибину 1,2 мм, ЗНОСОСТІЙКІСТЬ якої дорівнювала 35 мк/год 2,8 2,45 271 32,3 39,7 237 353 26,3 6,0 3,6 4,5 3,38 353 306 221 29 1,82 1,58 303 286 321 45 1,36 1,23 21,7 105 . 655 29,3 14 126 20 24 3 17,3 Таким чином, можна вважати, що булат з кількістю вуглецю від 0,5 до 6,0% можна використовувати як зносостійкий матеріал для виготовлення інструменту, оснастки та конструкційних деталей машин, що підтверджується випробовуванням булату в промислових умовах, табл 5 Таблиця 5 Назва інструменту, оснастки, конструкційних деталей Шарошка для кошлання шкіри Ніж фрезерного культиватора Марка сталі, сплаву, чавуну Твердість HRC (НВ) Р18, ВК-15 Булат з 1,35% С 65Г з наплавкою ріжучого леза сормайтом ПГ-С27, ГОСТ 21448-75, булат з 1,05% С 62,65 60 45 (сталь) 65 (сормайт) 40 60 62 ЗО 50 65 Ніж фуганку обробки деревини(буку) Х6ВФ булат з 1,07% С Лопатка дробометальної камери Білий чавун з 2,4% С, 1,2% Мп, 1,2% Сч, булат з 2,4% С булат з 1,15% С 255 НВ 59 Назва матеріалу, який обробляється Шкіра Те саме Супіщаний грунт Ресурс роботи години, штук 210 год 205 год 82 год Те саме 201,223 Деревина (бук) Те саме Дріб ст 5 14 год 12 год 14 год 11,5 год Литво Те саме Те саме 38 год 25 год Поковка Прокат Примітка Ніж нормалізувався, леза гартувалася 12349 Продовження табл 5 Назва інструменту оснастки, конструкційних деталей Марка сталі, сплаву, чавуну Твердість HRC (НВ) 9ХС, ХВГ 56 Булат з 1,05% С Ніж ГІЛЬОТИНИ 45 Назва матеріалу, який обробляється Лавсанова плівка товщиною 250 мк з покриттям свинцевою фольгою на епоксидній Ресурс роботи години, штук 164 год Примітка 358 год СМОЛІ Різак стрічковий У8А Булат з 0,78% С 40-42 44 Досвід випробовувань булату на ЗНОСОСТІЙКІСТЬ в лабораторних умовах (табл 3 і 4) засвідчив, що ЗНОСОСТІЙКІСТЬ не завжди знаходиться в прямій залежності від твердості ЗНОСОСТІЙКІСТЬ сталі, чавунів 11 сплавів визначається в основному ХІМІЧНИМ складом, структурою і умовами експлуатації У зв'язку з тим, що ХІМІЧНИЙ склад зразків булату був однаковий (табл 3) і умови випробувань теж однакові (табл 3 і 4), залишається припустити, що основною причиною неоднакової ЗНОСОСТІЙКОСТІ Є мікроструктура Були проведені дослідження растровим електронним мікроскопом зразків після ковки і різних видів термічної обробки з найменшою, середньою і найбільшою зносостійкостю (табл 3) В усіх зразках на поверхнях контакту металу і каменю виявлени борозни і гребні В булату з найменшою СТІЙКІСТЮ абразивний знос здійснюється мікрорізанням - зрізанням тонких блоків, безперервно виникаючих на контактній поверхні Карбідна фаза дробиться і викришується Гребні руйнуються методом зрізування, а також ковзанням однієї частки матеріалу по іншій Мікроструктура металу-булату крупнозерниста Зерна обволочені не роздрібленою сіткою надлишкового цементіту Всередині зерен присутній пластинчатий перліт Таким чином, об'єм і межі зерен знижують МІЦНІСТЬ булату, сприяють утворенню глибоких подряпин, що знижує ЗНОСОСТІЙКІСТЬ Булат з найменшим зносом не має помітного зрізу на контактній поверхні Здійснюється більшою мірою пластичне відтиснення матеріалу на вершину гребнів, подріблення і викришування карбідів не спостерігається, борозни не мають глибоких утворень - все це сприяє високій ЗНОСОСТІЙКОСТІ булату У його структурі спостерігається вільна розірвана сітка на межі зерен Зерно являє собою дисперсну ферито-карбідну суміш з помітними малими частками цементіту Значка частка вуглецю знаходиться в твердому розчині, а виділені частки карбіду надто дисперсні що сприяє високій МІЦНОСТІ ПІД ВПЛИВОМ абразиву карбіди не дробляться і не викришуються Не спостерігається інтенсивного руйнування самого металу Характер руйнування булату із середнім зносом і його мікроструктура мають проміжні величини гребнів і борозен, карбідів і розташування їх між зернами Таким чином, за характером руйнування можна визначити ЗНОСОСТІЙКІСТЬ булату Повстина, шкіріміт Те саме 290, 320 год 500, 520 год Вироби з булату залишають темний слід на папері, марлі та інших світлих матеріалах Було зроблено припущення, що булат має вільний графіт Для дослідження застосовано метод мікрозондового рентгенівського локального аналізу за загальнопринятою методикою вузьким пучком і в режимі сканування на мікроаналізаторі типу MS-46 фірми Самека При збільшені хЗООО виявлено наявність вільних кристалів графіту, який забезпечує підвищену ЗНОСОСТІЙКІСТЬ як змащувач поверхонь тертя Неруйнівна матриця, дисперсність карбідів, змащування поверхонь тертя графітом - все це сприяє підвищенню ЗНОСОСТІЙКОСТІ булату Графитизація високовуглецевих сталей відбувається при розкисленні рідкого металу алюмінієм, пом'якшуючому тривалому відпалі в межах температур 700-800°С, повільному охолодженні, ковці в умовах малих температур - все це дотримувалось при виготовлені булату Охолодження зливків (металу) має бути в межах температур 90-100°С/год, що забезпечує отримання аустенітного зерна більше 450 мк, від величини якого залежить наявність і гатунок візерунка Тривалість витримки металу в межах критичних температур Аі (-20, +50)°С в процесі охолодження зливку, а також деформування при багаторазовому нагріву металу сприяє утворенню зернистого перліту, що в свою чергу сприяє підвищенню механічних властивостей металу Структурні складові металу (ферит, перліт, цементіт, евтектика) в процесі теплової обробки змінюють форму і розміри і витягуються уздовж напрямку деформування, формуючи майбутній візерунок ферит, сорбіт, цементіт, евтектика мають білий (світлий) колір, а перліт, троостіт, мартенсит - чорний, темний В залежності від КІЛЬКОСТІ вуглецю і методів деформування маємо нижчі, середні і вищі гатунки булату При деформації карбіди розосереджуються в такому порядку, який диктується умовами деформування смуги, колінчасті вали, хвильоподібні розташування, які будуть бачиться неозброєним оком, якщо відстань від, утворень буде більше 200 мк, що забезпечується величиною аустенітного зерна більше 450 мк До найбільш високих гатунків відноситься булат із золотистим відливом, який утворюється, коли КІЛЬКІСТЬ вуглецю в металі відповідає 2,2-3,2%, КІЛЬКІСТЬ цементіту при цьому відповідає 34-50% з 12349 найбільшою контрастністю ВІДТІНКІВ складових перліта і цементітної евтектики При меншій КІЛЬКОСТІ вуглецю золотистий ВІДТІНОК не наблюдається, хоча отримані вироби мають візерунок, який можна віднести до вищих гатунків (великим сітчастим і колінчастим білим візерунком на чорному фоні) При більшій КІЛЬКОСТІ вуглецю, ніж 3,2%, візерунок поступово змінює свій вигляд основу - фон складає цементіт і ектектика, а візерунок - перліт (мартенсит) Таку ж будову має булат з КІЛЬКІСТЮ вуглецю до 0,8% (ферит - основа/фон), перліт візерунок 3 металу до 1,8% С виготовляють булат "маджлі" Відомо, ЩО давн" майстри термічну обробку поєднували з процесом деформування, в сучасному розумінні здійснювали термомеханічну обробку Але цей спосіб був пригодний тільки для виготовлення холодного озброєння В наш час, коли конструкційні деталі машин, оснастка і інструмент потребують великою твердості (в переважній більшості), пластичності, необхідно застосовувати складну термічну обробку, щоб отримати велику твердість і пластичність (відпал, нормалізація, гартування для булату з вуглецем до 2,0% або відпал і нормалізація - для булату з вуглецем більше 2,0%) Вироби з булату з високою твердістю (50-65 HRC) можуть використовуватись в статичному, кінематичному і динамічному режимах (табл 5) Застосування булату в промислових умовах засвідчує, що булат може замінити як високоміцний зносостійкий матеріал, такі сталі як 65Г, 9ХС, 20ХМ, Х12М, 65X13, ХВГ, 38ХН ЮА, 110В2ХМФ, Х6ВФ, Р18, ВК-15, сортмайт марки ПГ-С27, білі хромисті чавуни та ІНШІ наплавочні і зносостійкі матеріали, в залежності від умов застосування Підвищена ЗНОСОСТІЙКІСТЬ булату в порівнянні з легованими сталями, сплавами та наплавочними матеріалами забезпечується міцним утриманням карбідів заліза матрицею, карбіди не викришуються, руйнування металу здійснюється методом відтюнення матеріалу, а не мікрорізанням, як спостерігається в інших сталях, сплавах та чавунах змазування поверхней тертя графітом, дисперсність карбідів, МІЦНІСТЬ і пластичність матриці Запропонований спосіб одержання булату з використанням як шихти тільки заліза і вуглецю, яких в нашій державі - Україні є вдостатній КІЛЬКОСТІ, по технологи, яка може бути впроваджена на металургійних заводах на існуючому обладнанні, забезпечує техніко-економічний ефект, позбавляє необхідності закуповувати легуючі елементи за кордоном, налагодити виготовлення продукції металургійними заводами не тільки для потреб власного виробництва, але й для експорту и за кордон Технологія виготовлення булату вперше у світі випробувана в промислових умовах в НВО "Більшовик" міста Києва і вперше у СВІТІ впроваджена у виробництво на електрометалургійному заводі "Дніпроспецсталь" міста Запоріжжя, який виготовлює продукцію круг, квадрат, поковки Алчевський металургійний комбінат провів ДОСЛІДНІ роботи по виготовленню товстого листа (більше 5 мм), а завод "Запоріжсталь" міста Запоріжжя вже виготовляє тонкий лист Інші металургійні заводи України успішно можуть освоїти необхідну для держави продукцію Булат має добрі технологічні властивості при гарячій і холодній механічній обробці, а прекрасн/ властивості як високоякісний і зносостійкий матеріал він набуває після термічної обробки ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing damascus steel
Автори англійськоюNazarenko Vasyl Romanovych
Назва патенту російськоюСпособ изготовления булата василия назаренка
Автори російськоюНазаренко Василий Романович
МПК / Мітки
МПК: C22C 38/00
Мітки: василя, назаренка, булату, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/8-12349-sposib-vigotovlennya-bulatu-vasilya-nazarenka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення булату василя назаренка</a>
Спосіб виготовлення градієнтних стекол
Номер патенту: 9549
Опубліковано: 30.09.1996
Автори: Чернікова Ірина Валеріївна, Милянич Андрій Остапович, Бек Юрій Маркіянович, Шередько Микола Андрійович, Дигдалович Андрій Михайлович
МПК: C03C 3/076
Мітки: спосіб, виготовлення, стекол, градієнтних
Формула / Реферат:
Спосіб виготовлення градієнтних стекол, який включає приготування шихти, засипку її в форму, плавлення та охолодження, який відрізняється тим, що при плавленні проводять центрифугування розплаву в ізотермічних умовах.
Спосіб виготовлення інструменту
Номер патенту: 8622
Опубліковано: 30.09.1996
Автори: Гаврилко Ігор Васильович, Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович
МПК: C21D 1/34
Мітки: спосіб, виготовлення, інструменту
Формула / Реферат:
Способ изготовления инструмента, включающий осаждение на инструментальную основу износостойких соединений тугоплавких металлов IV группы периодической системы и последующую обработку покрытия тлеющим разрядом в среде реакционного газа, отличающийся тем, что, с целью повышения износостойкости при упрощении производства, обработку покрытия осуществляют в тлеющем разряде при остаточном давлении воздуха 3´10-2-5´10-1 мм рт.ст. в...
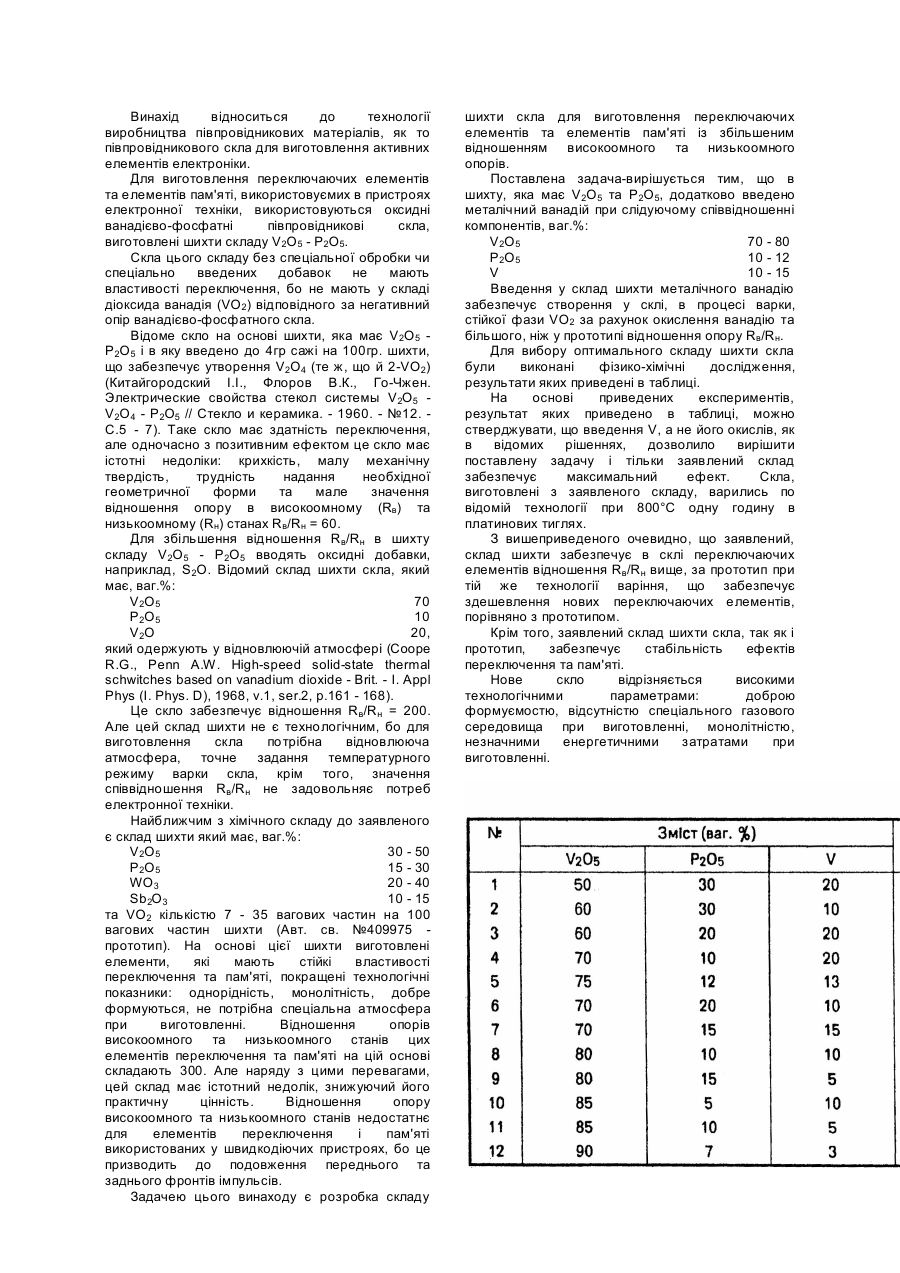
Шихта скла для виготовлення елементів переключення та пам’яті
Номер патенту: 25679
Опубліковано: 30.10.1998
Автори: Дьяченко Ніна Андріївна, Черненко Іван Михайлович, Івон Олександр Іванович
МПК: C03C 3/12
Мітки: елементів, шихта, пам'яті, скла, переключення, виготовлення
Формула / Реферат:
Шихта скла для виготовлення елементів переключення та пам'яті, яка має V2O5 та P2O5, яка відрізняється тим, що в неї додатково введений металічний ванадій, при такому відношенні компонентів, ваг.%: V2O5 70 - 80 P2O5 10 - 20 V 10 - 15
Спосіб виготовлення периклазовуглецевих вогнетривів
Номер патенту: 25805
Опубліковано: 28.02.2000
Автори: Кузнєцов Гєннадій Івановіч, Карась Гєнріх Єфімовіч, Родгольц Юрій Соломоновіч, Кабаргін Сєргєй Лєонідовіч, Аксєльрод Лєв Моісєєвіч, Ентін Владімір Ісааковіч, Шапіро Єфім Яковлєвіч
МПК: C04B 35/035
Мітки: вогнетривів, спосіб, периклазовуглецевих, виготовлення
Формула / Реферат:
Спосіб виготовлення периклазовуглецевих вогнетривів, що містять зв'язуюче фенольне порошкоподібне, шляхом змішування периклазовмісного матеріалу фракції 3 - 1мм з рідким зв'язуючим, потім з периклазовмісним матеріалом фракції 1 - 0мм і вуглецевим компонентом, введення в отриману суміш тонкодисперсної складової, - що містить антиоксидант, і остаточного перемішування всіх компонентів, який відрізняється тим, що тонкодисперсну складову...
Спосіб виготовлення плівкової термопари
Номер патенту: 13819
Опубліковано: 25.04.1997
Автори: Байцар Ганна Степанівна, Миколайчук Олексій Гордійович, Яцишин Богдан Петрович, Вигдорович Віленін Наумович
МПК: H01L 35/34, G01N 25/18, G01K 7/02
Мітки: плівкової, виготовлення, спосіб, термопари
Формула / Реферат:
Спосіб виготовлення плівкової термопари шляхом конденсації у вакуумі плівок термо-електродів з матеріалу системи "метал-напівпровідник", причому конденсацію плівки першого термоелектроду проводять у кристалічному стані, а другого - в аморфному стані при температурі підкладки 290 К £ Tп £ Ткр - 150 К, який відрізняється тим, що конденсацію плівки першого термоелектроду проводять при температурі підкладки Ткр - 150 К...
Попередній патент: Спосіб одержання ди-(2-диметиламіноетил) сульфіду
Наступний патент: Глісуюче судно на підводних крилах
Випадковий патент: Кондитерський виріб