Лінія для виробництва індикаторних смужок
Номер патенту: 13131
Опубліковано: 28.02.1997
Автори: Антипов Віктор Григорович, Пшеничний Володимир Пилипович, Скічко Михайло Олександрович
Формула / Реферат
(57) 1. Линия для производства индикаторных полос, содержащая узел пропитки бумажной ленты индикаторным раствором, включающий ванну для этого раствора, узлы сушки индикаторной ленты, склеивания ее с полимерной подложкой, продольной и попе речной резки, приводы, отличающаяся тем, что узел пропитки дополнительно содержит наполнительный сосуд и насос для подачи индикаторного раствора в ванну, вы полненную с переливным отверстием, соединяющим ее с наполнительным сосудом, при этом в ванне размещен ролик, выполненный с возможностью регулирования глубины погружения, узел сушки выполнен в виде трубчатого корпуса, с размещенными в нем поддерживающими стержнями для ос новы, а узел склеивания содержит катушку для подложки и катушку для липкой ленты, между которыми установлено как минимум три центрирующих ролика, из которых средний подпружинен, за катушкой для липкой ленты расположены опорный ролик для под ложки и установленный над ним центрирующий ролик для липкой ленты, выполненный с боковыми ребордами и закрепленный на шарнире с возможностью осевого перемещения в поперечном направлении подложки и пара прижимных роликов для склеивания подложки с липкой лентой, за которыми установлены последовательно механизм снятия защитного покрытия с липкой ленты, катушка с индикаторной линией и направляющими прижимными роликами и ограничитель поперечного смещения склеенной подложки, узел резки содержит дисковые ножи для продольной резки ленты и механизм поперечной резки ленты на полосы, при этом между ними расположены соответственно разделительный ролик, разрядник для снятия статического электричества и катушка для разрезанной ленты, при этом непосредственно перед механизмом поперечной резки установлены последовательно разделители полос и ограничитель их поперечного смещения.
2. Линия по п. 1,отличающаяся тем, что катушка с основой, индикаторной лентой, подложкой, липкой лентой, защитным слоем разрезанной ленты установлены на механизмах с муфтой обгона.
3. Линия по п. 1, отличающаяся тем. что поддерживающие стержни для основы в корпусе узла сушки имеют длину не менее двух диаметров корпуса сушки.
4. Линия по п. 1, отличающаяся тем, что на поддерживающих роликах перед углом сушки и после сушки установлены две бесконечные нити.
Текст
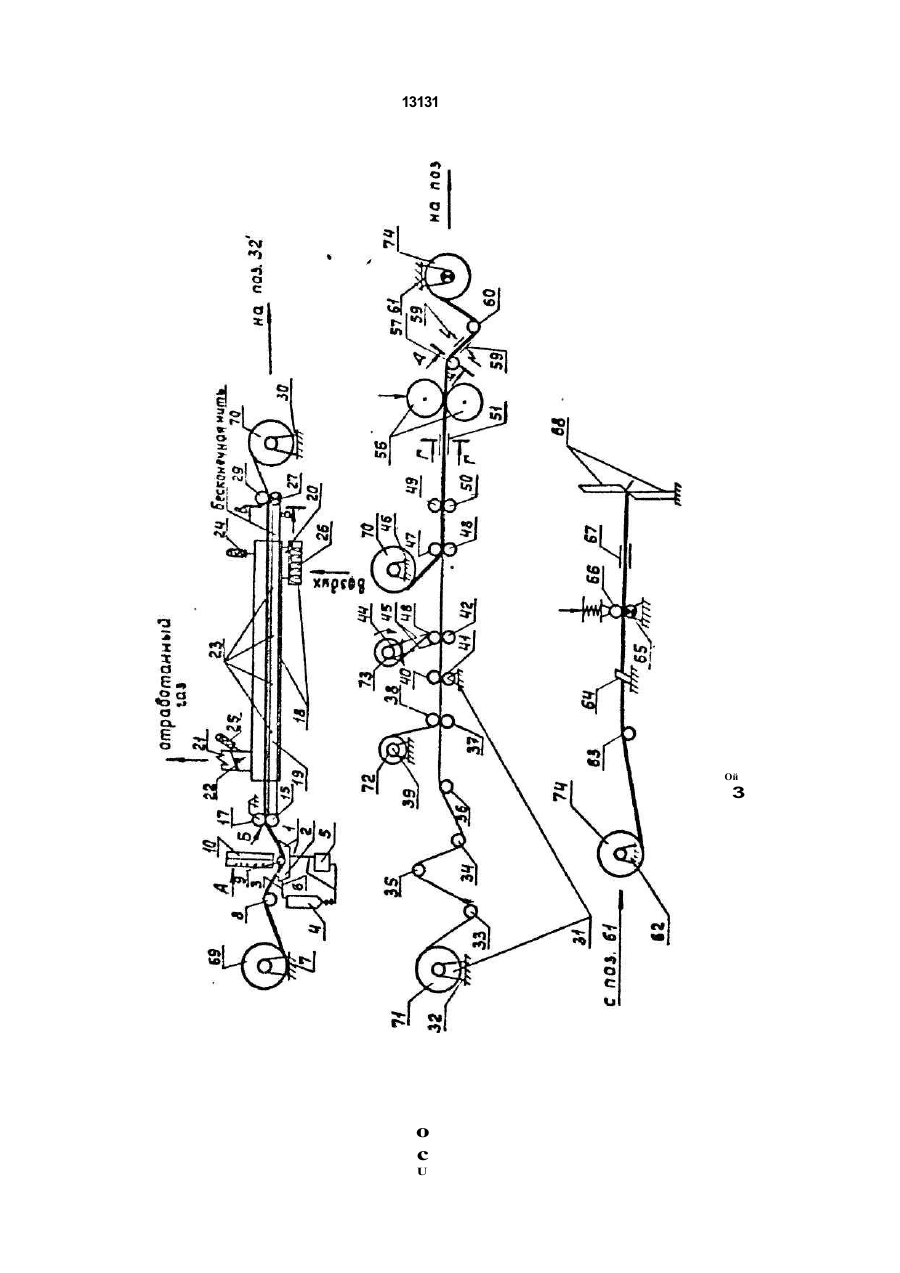
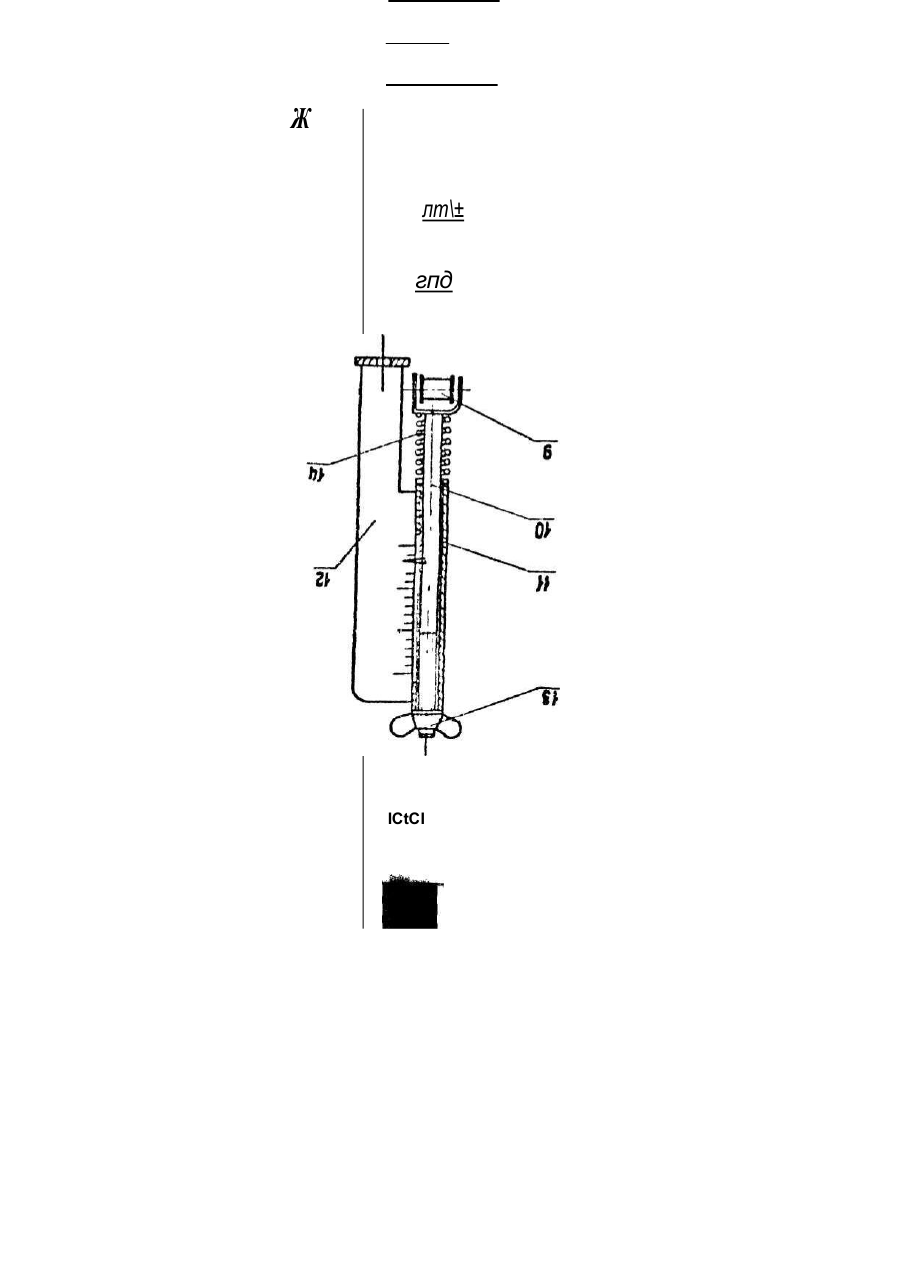
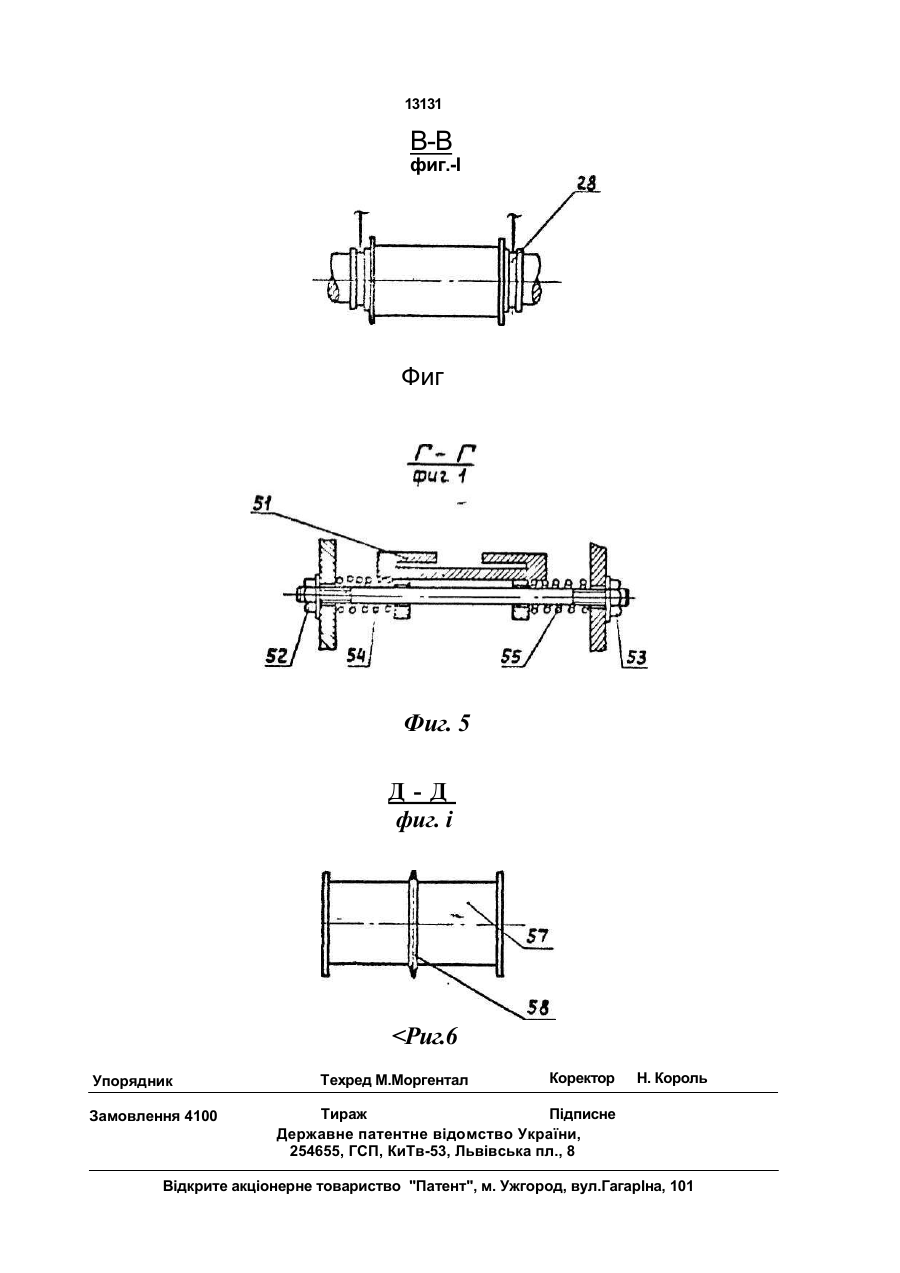
1. Линия для производства индикатор ных полос, содержащая узел пропитки бу мажной ленты индикаторным раствором, включающий ванну для этого раствора, узлы сушки индикаторной ленты, склеивания ее с полимерной подложкой, продольной и попе речной резки, приводы, о т л и ч а ю щ а я с я тем, что узел пропитки дополнительно содержит наполнительный сосуд и насос для подачи индикаторного раствора в ванну, вы полненную с переливным отверстием, сое диняющим ее с наполнительным сосудом, при этом в ванне размещен ролик, выпол ненный с возможностью регулирования глу бины погружения, узел сушки выполнен в виде трубчатого корпуса, с размещенными в нем поддерживающими стержнями для ос новы, а узел склеивания содержит катушку для подложки и катушку для липкой ленты, между которыми установлено как минимум три центрирующих ролика, из которых сред ний подпружинен, за катушкой для липкой ленты расположены опорный ролик для под ложки и установленный над ним центрирую щий ролик для липкой ленты, выполненный с боковыми ребордами и закрепленный на шарнире с возможностью осевого перемещения в поперечном направлении подложки и пара прижимных роликов для склеивания подложки с липкой лентой, за которыми установлены последовательно механизм снятия защитного покрытия с липкой ленты, катушка с индикаторной линией и направляющими прижимными роликами и ограничитель поперечного смещения склеенной подложки, узел резки содержит дисковые ножи для продольной резки ленты и механизм поперечной резки ленты на полосы, при этом между ними расположены соответственно разделительный ролик, разрядник для снятия статического электричества и катушка для разрезанной ленты, при этом непосредственно перед механизмом поперечной резкії установлены последовательно разделители полос и ограничитель их поперечного смещения. 2. Линия по п. 1,о т л и ч а ю щ а я с я тем, что катушка с основой, индикаторной лентой, подложкой, липкой лентой, защит ным слоем разрезаной ленты установлены на механизмах с муфтой обгона. 3. Линия по п. 1, о т л и ч а ю щ а я с я тем. что поддерживающие стержни для ос новы в корпусе узла сушки имеют длину не менее двух диаметров корпуса сушки. 4. Линия по п. 1,о т л и ч а ю щ а я с я тем, что на поддерживающих роликах перед углом сушки и после сушки установлены две бесконечные нити. с > о 13131 Пиния для производства индикаторных полос предназначена для изготовления многослойных полог, применяемых, например, в медицине для определения глюкозы в крови, а также может быть использована в дру- 5 гих отраслях народного хозяйства, где требуются многослойные индикаторные полосы. В основу изобретения "Линия для производства индикаторных полос" поставлена 10 задача повышения уровня мех анизации, производства и улучшения качества индикаторных полос. Поставленная задача решается тем, что в известной линии, содержащей узел про- 15 питки бумажной ленты индикаторным раствором, включающем ванну для этого раствора, узлы сушки индикаторной ленты, склеивание ее с полимерной подложкой, продольной и поперечной резки, приводы, 20 узол пропитки дополнительно содержит наполнительный сосуд и насос для подачи индикаторно(о раствора в в ан ну , выполненную с переливным отверстием, соединяющим ее с наполнительным сосудом, 25 при этом в ванне размещен ролик, выполненный с возможностью регулирования глубины погружения, узел сушки выполнен в виде трубчатого корпуса с размещенными в нем поддерживающими стержнями для ос- 30 новы, а узел склеивания содержит катушку для подложки и катушку для липкой ленты, между которыми установлено как минимум три центрирующих ролика, из которых средний подпружинен, за катушкой для липкой 35 ленты расположены опорный ролик для подложки и установленный над ним центрирующий ролик для липкой ленты, выполненный с боковыми ребордами и закрепленный на шарнире с возможностью осевого переме- 40 щения в поперечном направлении подложки и пара прижимных роликов для склеивания подложки с липкой лентой, за которыми установлены последовательно механизм сжатия защитного покрытия с липкой лентой 45 катушка с индикаторной линией и направляющими прижимными роликами и ограничитель поперечного смещения склеенной подложки, узел резки содержит дисковые ножи для продольной резки ленты и меха- 50 низм поперечной резки ленты на полосы, при этом между ними расположены соответственно разделительный ролик, разрядник для снятия статического электричества и катушка для разрезанной ленты, при этом не55 посредственно перед механизмом поперечнойрезки установлены последовательно разделители полос и ограничитель их поперечного смещения, причем катушки с основой, индикаторной лентой, подложкой, . липкой лентой, защитным слоем разрезанной ленты установлены на механизмах с муфтой обгона, а поддерживающие стержни для основы в корпусе узла сушки имеют длину не менее двух диаметров корпуса сушки и на поддерживающих роликах перед узлом сушки и после сушки установлены две бесконечные нити Благодаря отличительным признакам, таким как выполнение и установка в ванной устройства для пропитки погружного ролика с возможностью регулирования по высоте, достигается оптимальное погружение ленты для нанесения индикаторного слоя и регулируется время ее пребывания в индикаторном растворе, достигается оптимальная (требуемая) пропитка ленты. Если пропитка индикаторным раствором не достигается, что определяется результатами лабораторного анализа, то погружной ролик опускается оператором ниже, и наоборот, если пропитка большая, что отрицательно сказывается на прочности ленты,' то погружной ролик поднимается оператором вверх. Это позволяет поддерживать оптимальное качество индикаторной ленты, управлять механизированным пр оцесс ом проп итки индикаторной ленты. Выполнение ванны для пропитки с переливным отверстием, которые соединено трубопроводом с наполнительным сосудом, насосом и ванной, создает циркуляционный контур, который обеспечивает постоянный уровень индикаторного раствора в ванне и исключает осадок и расслоение компонентов в индикаторном растворе, что положител ьн о вл ияет на качес т во проп ит к и индикаторной ленты, а также механизируется технологическая операция поддерживания оптимального состава индикаторного раствора. Наличие в устройстве для склеивания и расположение за катушкой подложки, как минимум трех роликов, из которых средний подпружинен, позволяет выбрать перекосы и желобчатость сходящей из катушки ленты подложки и направить последнюю симметрично продольной оси заявляемой линии на операцию склеивания с клейкой лентой, в дальнейшем позволит получить качественную индикаторную полоску с размерами индикаторной ленты 10x5 мм. В противном случае, за счет наличия желобчатости ленты подложки, в момент склеивания липкая лента не везде приклеивается, а это приводит к браку индикаторных полос. Кроме того, вследствие плохой центровки ленты подложки, растет брак индикаторных полос, так как на одних индикаторных полосах индикаторный слой будет иметь геометрические 13131 честву к конечному изделию - индикаторной полосе. Расположение после ножей для про дольной резки разделительного ролика по 5 зволяет предотвратить склеивание между собой по резу двух трехслойных лент, что положительно сказывается на качестве изготовления индикаторных полос. Наличие и расположение после разде10 лительного ролика разрядника для снятия статического электричества позволяет производить дальнейшую качественную резку лент на индикаторные полосы. Отсутствие перед ножами поперечной резки разрядни15 ка приводит к нарушению ширины готовой индикаторной полосы, так как в момент разрезания отрезанные индикаторные полосы, за счет наличия статического электричества, налипают на рабочие органы - ножи, в конеч20 ном итоге идет брак. Установка перед механизмом поперечной резки разделителя полос и ограничителя поперечного смещения препятствует их склеиванию перед ножами и в момент попе25 речного разрезания на индикаторные полосы, а также смещению в поперечном направлении, что положительно сказывается на качестве готовых изделий. Установка катушек с основой, индика30 торной лентой, подложкой, липкой лентой, защитным слоем и разрезанной лентой на механизмах с муфтой обгона позволяет обеспечить равномерную натяжку лент в процессе схода и наматывания лент, что по35 ложительно сказывается на качестве изготовления индикаторных полос. Выполнение поддерживающих стержней для основы в корпусе сушки длиной не менее двух диаметров корпуса сушки позво40 ляет оператору удалять в процессе работы присохший индикаторный раствор, который наносится движущейся в корпусе сушки пропитанной сырой индикаторной лентой, путем перемещения поддерживающих стер45 жней в поперечном направлении корпуса сушки. При этом сухой слой индикаторного раствора обрушивается о корпус сушки и уносится потоком подогретого воздуха за ее пределы Очищенный стержень движением 50 оператора в обратном направлении возвращается в исходное положение. Такое выполнение по ддерживающих ст ержней положительно сказывается на качестве изРасположение за ограничителем попеготовления индикаторных полос. речного смещения ножей для продольной 55 Установка двух бесконечных нитей на резки, позволяет разрезать склеенные ленподдерживающие роликах перед сушкой и ты подложки, липкой ленты и индикаторной после сушки позволяет в момент пуска и в ленты на две трехслойные с равными по случае обрыва, быстро вводить пропитанширине (10 мм) участками индикаторной ную, сырую индикаторную ленту в корпус ленты, что обеспечивает требования по касушки, исключая перегрев ее, что также по размеры более 10x5 мм, а на других - менее 10x5 мм. Расположение после катушки с клейкой лет ой пары роликов, из которых нижний является поддерживающим для подложки, а верхний выполнен с боковыми ребордами и закреплен на шарнире с возможностью осевого перемещения в поперечном направлении подложки, обеспечивает возможность центрировать, т.е. совмещать продольные оси симметрии ленты подложки и липкой ленты, что в конечном итоге положительно сказывается на соблюдении требуемых размеров индикаторной ленты на индикатор ных полосах, т.е. обеспечивается качество конечного продукта и механическое центрирование двух лент. Установка за последней парой прижимных роликов для склеивания подложки с липкой лентой механизма снятия защитного покрытия с липкой ленты и расположение за последним катушки с индикаторной лентой и направляющими прижимными роликами, позволяет без нарушения центровки склеенных двух лент, снять с Липкой ленты защит ной слой (ленту) и наложить индикаторную ленту, придавить направляющими прижимными роликами, т.е. такое расположение не требует установки дополнительных центрирующих роликов и механизмов. В результате такой установки механизируются процессы снятия защитного слоя с клейкой ленгы и осуществляется наслаивание индикаторной ленты, а также выдерживаются геометрические размеры индикаторной ленты на готовых индикаторных полосах, т.е. обеспечивается качество готовых изделий. Установка после направляющих прижимных роликов, перед ножами для про дольной резки, ограничителя поперечного смещения склеенных трех лент (подложки, липкой и индикаторной) позволяет отцентрировать, т.е. направить продольную ось симметрии индикаторной ленты на последующий механизм - ножи для продольной резки. Таким образом, механизируется центровка склеенных лент по продольной оси индикаторной ленты, что в конечном итоге позволяет получить равные размеры (10x5) мм индикаторной ленты на индикаторных полосах, т.е. достичь высокого качества изготовления индикаторных полос. 13131 ложительно сказывается на качестве гото-еои продукции. НИ фиг. I дано схематическое изображение линии; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на Фиг. 4 - разрез на В-В 5 нп фиг.1. но фиг. 5 - разрез на Г-Г на фиг. 1; на фиг. 6 - разрез на Д-Д на фиг.1. Линия состоит из устройства для пропитки 1 (фиг. 1), включающее ванну 2 с переливным отверстием 3, наполнительный 10 сосуд 4. насос 5, соединительные трубопроводы 6, механизм для установки катушки с основной индикаторной ленты 7. поддерживающий ролик 8, погружной ролик 9 со штоком 10, установленным в направляющей 11, 15 закрепленной на кронштейне 12. гайкой 13, пружиной 14, поддерживающей направляющий ролик 15 с кольцевыми выточками 16 для бесконечных нитей, отжимной ролик 17, сушильной камеры 18, состоящей из трубча- 20 того корпуса 19 с патрубками для ввода нагретого воздуха 20,выхода отработанного газа 21, заслонки 22, поддерживающих стержней 23. термометров 24 и 25, нагревателя воздуха 26. приводного направляющего ро- 25 лика 27, с кольцевыми выточками 28 для бесконечных нитей, прижимного ролика 29 и приводного механизма для установки катушки с индикаторной леитой 30, устройства склеивания 31, включающего механизм для 30 установки катушки с подложкой 32, центрирующих роликов 33, 34, подпружиненного ролика 35, направляющего ролика 36, поддерживающего подложку ролика 37, центрирующего ролика для клейкой ленты 38, 35 механизма для установки катушки с липкой лентой 39, двух пар прижимных роликов Н),41, 42, 43. Ролик 42 соединен с механиз-м для установки катушки 44 с помощью бесконечного ремня 45 и является механиз- 40 мом снятия защитного покрытия с липкой ленты, за которым расположен механизм для установки катушки с индикаторной лентой 46, направляющие прижимные ролики 47, 48, 49, 50, ограничитель поперечного 45 смещения склеенной подложки, липкой и индикаторных лент 51, установленный с возможностью горизонтального перемещения с помощью винтов 52, 53 и пружин 54, 55, дисковые ножи 56 для продольной резки, 50 разделительный ролик 57 с гребнем 58, разрядник для снятия статического электричества 59, отклоняющий ролик 60, приводной механизм установки катушки для разрезанной ленты 61, 62, поддерживающий ролик 55 63, разделитель полос 64, приводной ролик 65, прижимной подпружиненный ролик 66, ограничитель поперечного смещения 67, ножей поперечной резки 68, катушек 69-74. Линия работает следующим образом. 8 Предварительно подготовленные растворы для пропитки индикаторной ленты заливаются в наполнительный сосуд 4 устройства для пропитки 1. При включении насоса 5 раствор для пропитки индикаторной ленты по соединительным трубопроводам 6 из наполнительного сосуда 4 подается в ванну 2. Постоянный уровень раствора для пропитки поддерживается в оанне 2 с помощью переливного отверстия 3, которое трубопроводом 6 соединено с наполнительным сосудом 4. В процессе работы линии насос 5 постоянно включен и осуществляет циркуляцию раствора для пропитки. Затем на механизм для установки катушки с основной индикаторной лентой 7 устанавливается катушка с бумажной основой 69. свободный конец основы пропускается над поддерживающим роликом 8 под погружным роликом 9, далее над поддерживающим направляющим роликом 15 и липкой лентой или зажимом (на чертеже не показано) закрепляется к двум бесконечным нитям, расположенных в кольцевых вытачках 16, 28 роликов 15 и 27. От вращения приводного ролика 27 бесконечные нити протягивают бумажную ленту основы через трубчатый корпус 19 сушильной камеры 18 по поддерживающим стержням 23 до ведущего ролика 27. Затем лента заправляется под прижимной ролик 29 и на катушку 70, которая установлена на приводном механизме 30. После заправки ленты опускается прижимной ролик 17, а также погружной ролик 9 при помощи гайки 13. пружины 14 шток 10, установленный в направляющей 11, закрепленной в кронштейне 12. При этом бумажная лента основы погружается в раствор для пропитки, находящейся в ванной 2 на глубине, соответствующей необходимости (заданному) времени пропитки. Далее включается нагреватель 26 и вытяжной вентилятор (на чертежах не показан), с помощью которого подогретый воздух проходит через патрубок для ввода нагретого воздуха 20, трубчатый корпус 19 сушильной камеры 18 и выходит через патрубок отработанного газа 21. Температурный режим регул ируется при помощи реостата, расположенного в нагревателе воздуха 26 (на чертежах не показан) и заслонки 22. Контроль температурного режима осуществляется при помощи термометра 24 на входе и термометра 25 на выходе из сушильной камеры 18. После установки температурного режима включается приводной направляющий ролик 27 и приводной механизм с катушкой для индикаторной ленты 30, под воздействием которых бумажная лента основы сматывается с катушки 69, проходит через ванну 2 13131 устройства для пропитки 1, на выходе из ванны 1 отжимной ролик 17 уделяет избыток раствора для пропитки с бумажной основы индикаторной ленты. После чего она поступает в трубчатый корпус 19 сушильной каме 5 ры 18, где поддерживается стержнями 23 от провисания, перекручивания под воздейст вием потока горячего воздуха , выходит из сушильной камеры 18 и при помощи приводного направляющего ролика 27 и прижимно- 10 го ролика 29, лента центрируется и направляется на катушку 70. Таким образом осуществляют пропитку и сушку бумажной основы индикаторным со ставом. 15 Если индикаторный состав наносится многократно, то паралпельно ставится несколько аналогично описанных устройств для пропитки и сушки. Катушка 70 с пропитанной и высушен- 20 ной индикаторной лентой устанавливается на механизм для этой катушки 46, а на механизм для установки катушки с подложкой 32 ставится катушка с подложкой 71 (подложкой является полистирольная лента). На ме- 25 ханизм для установки катушки с липкой лентой 39 устанавливается катушка с липкой лентой 72, на механизм для установки катушки с липкой лентой 44 ставится пустая катушка для липкой ленты 73, на приводной 30 механизм для катушки с разрезанной лентой 61 устанавливается пустая катушка 74. Лента подложки заправляется через центрирующий ролик 33, подпружиненный 35, центрирующий 34, направляющий ролик 36, 35 поддерживающий и пружинные ролики 37, 41 и 42 и 50. Ограничитель поперечного смещения 51, дисковые ножи 56, где осуществляется продольный разрез, через разделительный ролик 57 с гребнем 58, раз- 40 рядник 59, отклоняющий ролик 60 и заправляется в катушку 74. Затем свободный конец липкой ленты с катушки 72 пропускается через центрирующий ролик 38, прижимные ролики 5. 40 - 43, где происходит склеивание 45 липкой ленты с подложкой. После выхода подложки с липкой лентой из пары прижимных роликов 42, 43 отделяется защитное покрытие (пленка) с липкой ленты и заправляется на пустую кэтушку 73. Далее 50 подложка с липкой лентой без защитного слоя подводится под направляющие прижимные ролики 47, 48. 49, 50. куда подяегся индикаторная лента с катушки 70. Склеенная липкой лентой индикаторная лента с подложкой пропускается через ограничитель поперечного смещения 51 и разре зается с помощью дисковых ножей 56. Убедившись в симметричности разреза индикаторной ленты, включают приводной механизм 61 для катушки 74 с разрезанной индикаторной лентой. Катушка 74, вращаясь, наматывает вначале подложку, тем самым индикаторная лента с липкой лентой и подложкой после дисковых ножей 56 проходит через разделительный ролик 57, с помощью гребня 58 разделяется, т.е . склеивание индикаторной ленты по линии разреза исключается. Далее лента с продольным разрезом проходит через разрядник статического электричества и наматывается на катушку 74. Дальнейшее склеивание подложки с индикаторной лентой при помощи липкой ленты осуществляется без вмешательства оператора до полного использования подложки, липкой ленты и индикаторной ленты, имеющихся на катушках 70-72. Катушка 74 с разрезанной вдоль склеенной подложкой, липкой лентой и индикаторной лентой снимается с приводного механизма 61 и устанавливается на механизм для катушки 62. Свободные концы разрезанной ленты (в данном случае два свободных конца) пропускаются над поддерживающим роликом 63, далее по боковым сторонам разделителя полос 64 заправляются под приводной ролик 65 и прижимной ролик 66, ограничитель поперечного смещения 67 (аналогичный поз. 51). При вращении приводного ролика 65 от привода (на чертеже не показан) происходит протягивание двух лент к ножам поперечной резки 68, которые режут ленты на индикаторные полоски. Индикаторные полоски представляют собой полоски подложки размером 60x5 мм, с одной стороны которой наклеена с помощью липкой ленты индикаторная лента размером 10x5 мм. Индикаторные полоски используют в медицине для определения глюкозы в крови. 13131 Ой 3 о с U Ж лт\± гпд ICtCI 13131 B-B фиг.-I Фиг Фиг. 5 Д-Д фиг. і
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of indicator strips
Автори англійськоюAntypov Viktor Hryhorovych, Skichko Mykhailo Oleksandrovych, Pshenychnyi Volodymyr Pylypovych
Назва патенту російськоюЛиния для производства индикаторных полос
Автори російськоюАнтипов Виктор Григорьевич, Скічко Михаил Александрович, Пшеничный Владимир Филиппович
МПК / Мітки
МПК: D21H 25/00
Мітки: індикаторних, смужок, виробництва, лінія
Код посилання
<a href="https://ua.patents.su/8-13131-liniya-dlya-virobnictva-indikatornikh-smuzhok.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва індикаторних смужок</a>
Фотометр для вимірювання концентрації речовин з використанням індикаторних смужок
Номер патенту: 615
Опубліковано: 15.12.1993
Автори: Мельник Ігор Михайлович, Олійник Олександр Миколайович, Рибалка Володимир Васильович, Іванець Леонід Іванович, Пузанов Ігор Кирилович, Єфімов Андрій Семенович
МПК: G01J 1/44
Мітки: індикаторних, смужок, вимірювання, концентрації, використанням, речовин, фотометр
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Фотометр для измерения концентрации веществ с использованием индикаторных полос, содержащий оптический блок, устройство освещения индикаторных полос, помещаемых в оптический блок, светом на заданной длине волны, фотоприемник, оптически связанный с оптическим блоком, к выходу которого подключен усилитель, устройства установки коэффициентов Ki и Кг уравнения аппроксимации кривой зависимости...
Спосіб виготовлення індикаторних смуг для визначення глюкози в крові
Номер патенту: 3450
Опубліковано: 27.12.1994
Автори: Філіппов Олексій Павлинович, Мельник Ігор Михайлович, Синявська Ольга Іванівна, Яцимирський Константин Борисович, Комісаренко Василь Павлович, Єфімов Андрій Семенович
МПК: G01N 33/50
Мітки: глюкози, крові, смуг, індикаторних, спосіб, виготовлення, визначення
Формула / Реферат:
1. Способ изготовления индикаторных полос для определения глюкозы в крови, включающий нанесение на полимерную подложку индикаторного слоя, в состав которого входят целлюлозная основа, выполненная в виде бумажной ленты либо в виде порошка, глюкозооксидаза из Реnісіllіum vіtаlе Ріdорl et Віlаі, пероксидаза, хромогенный реагент о-толидин, буфер и связывающий компонент с последующим высушиванием слоя или его отверждением и нарезкой,...
Спосіб виготовлення індикаторних стрічок на основі поліетилентерефталатної плівки
Номер патенту: 8761
Опубліковано: 30.09.1996
Автори: Бакулін Валерій Сергійович, Орлов Сергій Павлович, Домінікян Галина Олександрівна, Радзюн Ольга Сергіївна
МПК: G01N 31/22
Мітки: спосіб, стрічок, індикаторних, поліетилентерефталатної, плівки, виготовлення, основі
Формула / Реферат:
Способ изготовления индикаторных лент на основе полиэтилентерефталатной пленки, включающий обработку поверхности пленки растворителем и нанесение индикаторного состава, отличающийся тем, что, с целью повышения чувствительности индикаторных лент благодаря повышению их удельной поверхности, обработку поверхности пленки проводят сначала раствором бихромата калия в концентрированной серной кислоте в течение 60-140 с, а затем разбавленной...
Спосіб виготовлення індикаторних смуг для визначеня глюкози в крові
Номер патенту: 3368
Опубліковано: 27.12.1994
Автори: Яцимирський Константин Борисович, Комісаренко Василь Павлович, Філіппов Олексій Павлинович, Єфімов Андрій Семенович, Мельник Ігор Михайлович
МПК: G01N 33/50, C12Q 1/54, C12Q 1/26
Мітки: індикаторних, виготовлення, крові, спосіб, смуг, визначеня, глюкози
Формула / Реферат:
1. Способ изготовления индикаторных полос для определения глюкозы в крови, предусматривающий нанесение на полимерную подложку индикаторного слоя,включающего впитывающую целлюлозную основу, глюкозооксидазу, перексидазу, хромогенный реагент-о-толидин, с последующей сушкой слоя или отверждением и нарезкой, отличающийся тем, что, с целью упрощения процесса, в качестве впитывающей целлюлозной основы используют модифицированную катионо-обменную...
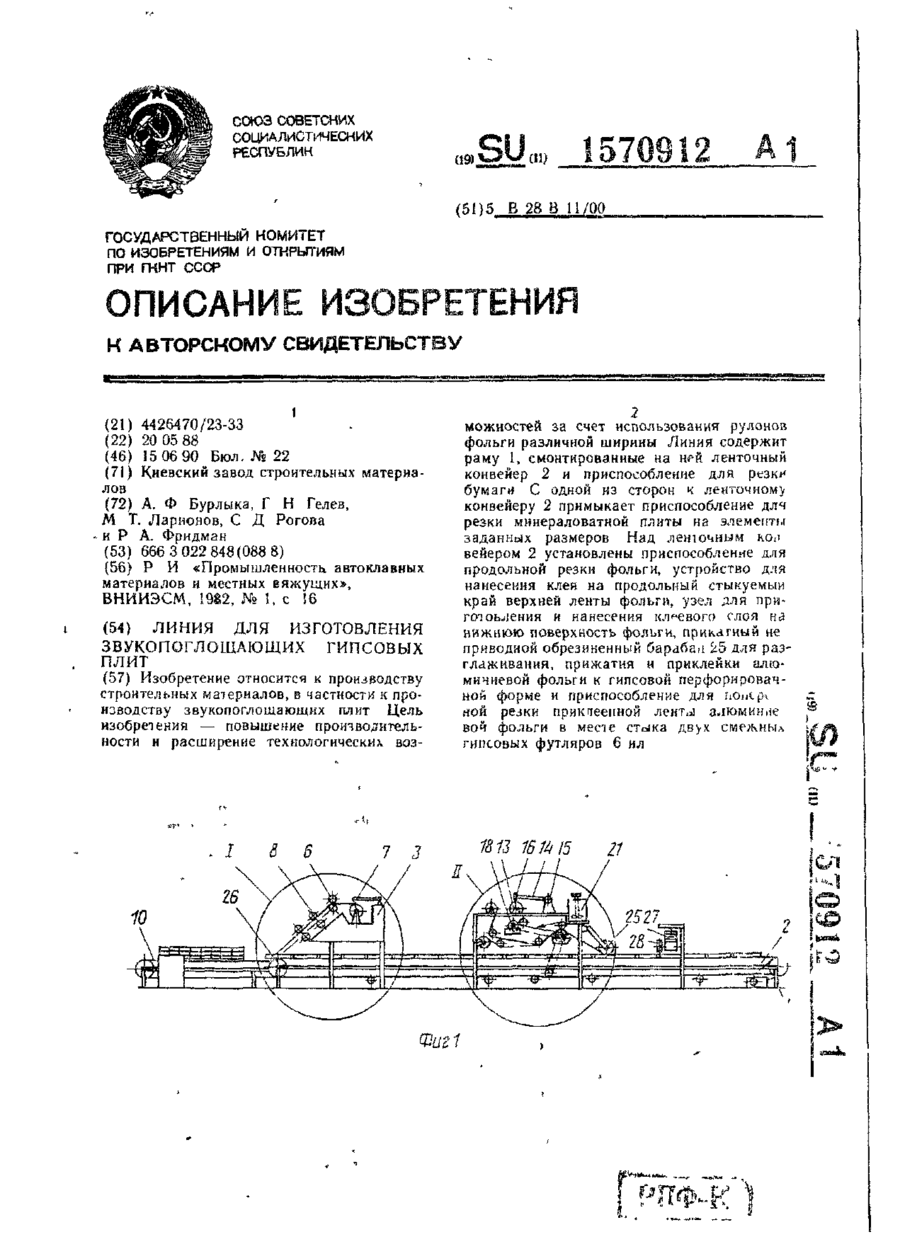
Лінія для виготовлення звукопоглинаючих гіпсових плит
Номер патенту: 511
Опубліковано: 30.04.1993
Автори: Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович, Рогова Сара Давидовна, Ларіонов Михайло Тихонович
МПК: B28B 11/00, B28B 11/04, E04F 13/00
Мітки: лінія, звукопоглинаючих, плит, гіпсових, виготовлення
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для изготовления звукопоглощающих гипсовых плит, содержащая раму с установленным на ней бесконечным тяговым органом для подачи гипсовых форм, приспособления для поперечной резки бумаги и минерало-ватной плиты, узел для приготовления и нанесения клея и механизм подачи алюминиевой фольги, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и расширения технологических...
Попередній патент: Газотурбінна установка
Наступний патент: Швидкодіючий привод вимикача постійного струму
Випадковий патент: Спосіб реагентного очищення стічних вод