Спосіб виготовлення промислових підлог з цементобетону
Формула / Реферат
1. Спосіб виготовлення промислових підлог з цементобетону, при якому проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, витримують до затвердіння залитий у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, при цьому, якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом витримки до затвердіння залитого у внутрішній об'єм опалубки цементобетону протягом не менше 48 годин до остаточного його висихання і набору міцності, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучанню в прорізі шва сторонніх предметів, який відрізняється тим, що перед проведенням технологічних операцій, які становлять суть технологічного процесу по виготовленню промислових підлог з цементобетону, вибирають колір, у який буде пофарбована поверхня промислових підлог, виготовлених з цементобетону, наприкінці їх виготовлення, у разі необхідності зміни кольору покриття, після виконання технологічних операцій, при яких проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, наносять на поверхню цементобетону суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його у вибраний певний колір, після виконання технологічних операцій по нанесенню на поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, виконують ряд технологічних операцій, які містять у собі послідовне втирання в поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, і витримку за часом цементобетону після затиркання поверхні зазначеного цементобетону, а завершують технологічний процес виготовлення промислових підлог з цементобетону виконанням технологічних операцій, які передбачають нанесення на поверхню цементобетону або плівкоутворювальної речовини, яка служить для утримання вологості цементобетонної конструкції та для захисту її поверхні, або гідрофобізуючої речовини, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, або нанесення послідовно двох зазначених речовин разом.
2. Спосіб за п. 1, який відрізняється тим, що у внутрішній об'єм опалубки заливають армований або неармований цементобетон.
3. Спосіб за п. 1, який відрізняється тим, що суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, наносять у кількості від 1 до 8 кілограмів на квадратний метр.
4. Спосіб за п. 1, який відрізняється тим, що як суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, використовують суміш із гідравлічного в'яжучого, мінерального наповнювача, пігментів і модифікуючих добавок або аналогічну за параметрами і фізико-механічними характеристикам речовину.
5. Спосіб за п. 1, який відрізняється тим, що як гідрофобізуючу речовину, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, використовують суміш із розчинника та смоли або аналогічну за параметрами і фізико-механічними характеристикам речовину.
6. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій щодо нанесення разом на поверхню цементобетону плівкоутворювальної та гідрофобізуючої речовини першою наносять плівкоутворювальну речовину.
7. Спосіб за п. 1, який відрізняється тим, що якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом затиркання поверхні цементобетону, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучанню в прорізі шва сторонніх предметів.
Текст
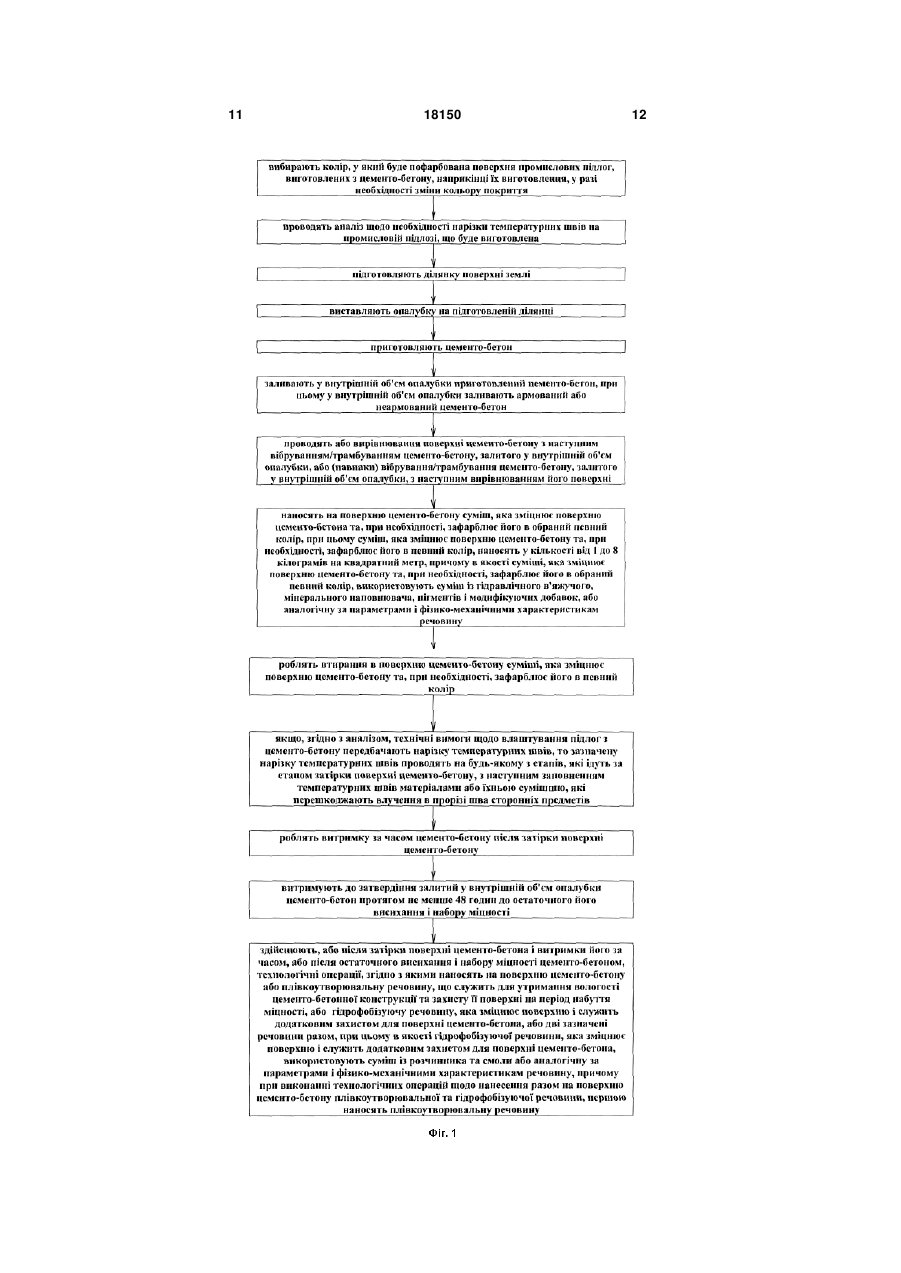
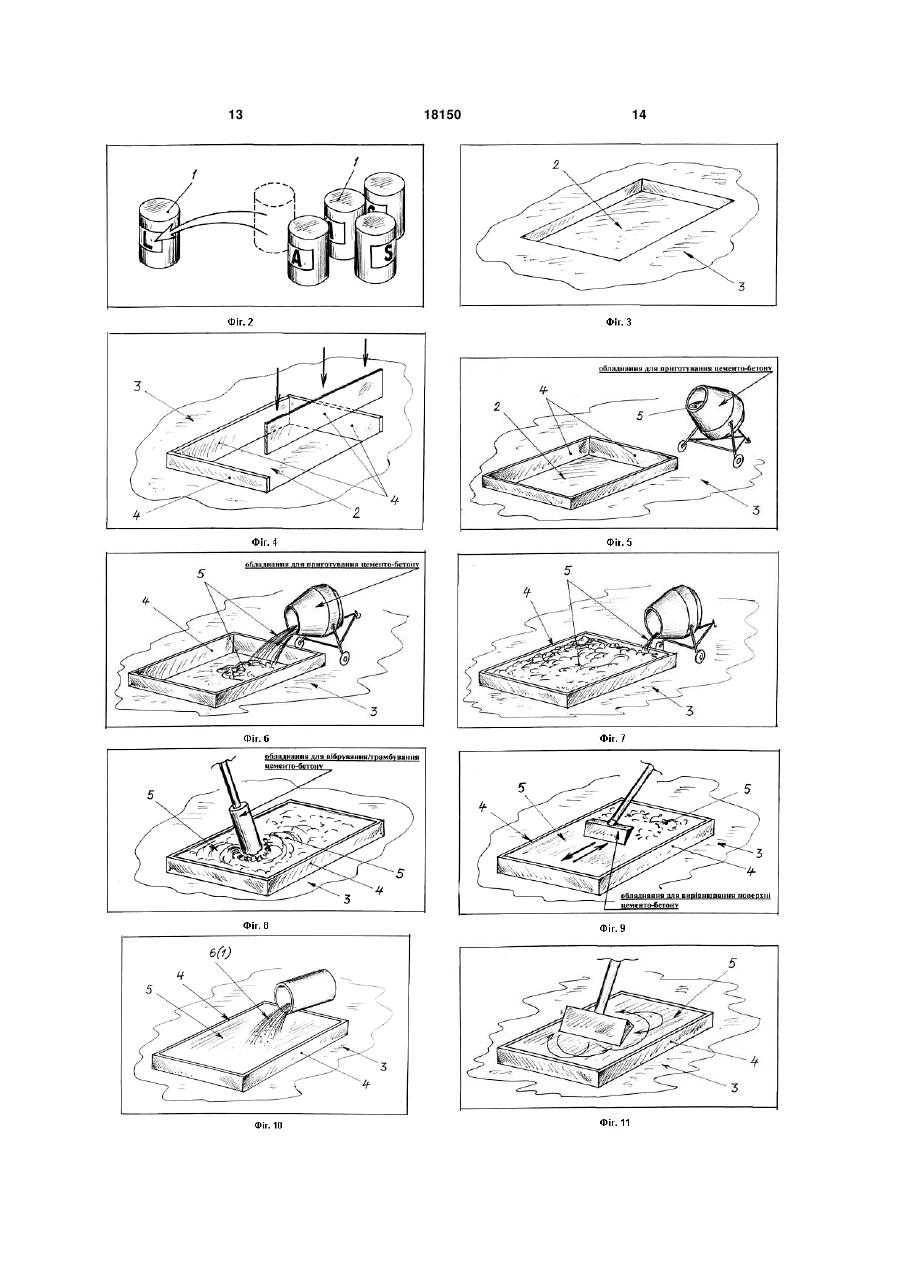
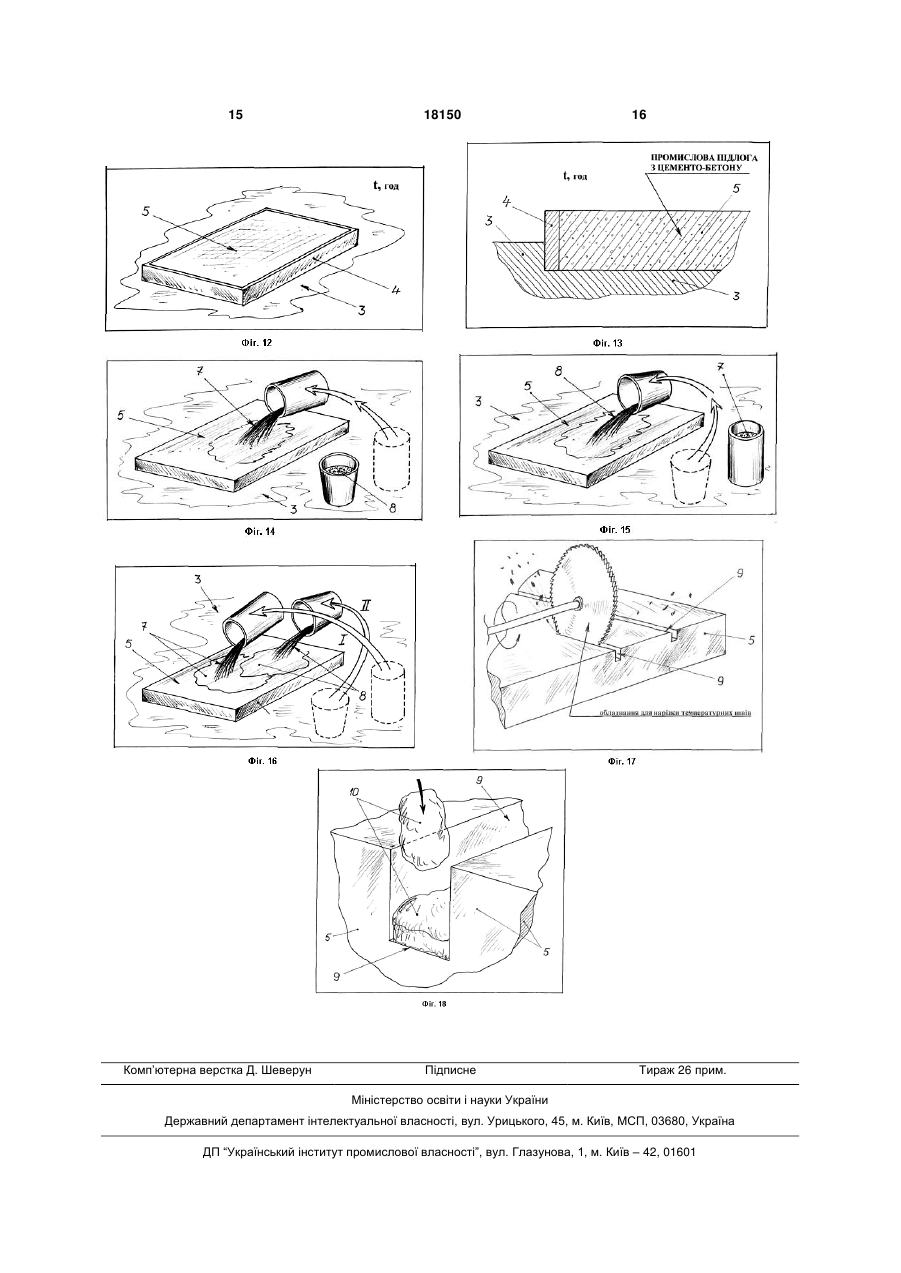
1. Спосіб виготовлення промислових підлог з цементобетону, при якому проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, витримують до затвердіння залитий у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, при цьому, якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом витримки до затвердіння залитого у внутрішній об'єм опалубки цементобетону протягом не менше 48 годин до остаточного його висихання і набору міцності, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучанню в прорізі шва сторонніх предметів, який відрізняється тим, що перед проведенням технологічних операцій, які становлять суть технологічного процесу по виготовленню промислових підлог з цементобетону, вибирають колір, у який буде пофарбована поверхня промислових підлог, виготовлених з цементобетону, наприкінці їх виготовлення, у разі необхідності зміни кольору покриття, після виконання технологічних операцій, 2 (19) 1 3 18150 4 модифікуючих добавок або аналогічну за параметрами і фізико-механічними характеристикам речовину. 5. Спосіб за п. 1, який відрізняється тим, що як гідрофобізуючу речовину, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, використовують суміш із розчинника та смоли або аналогічну за параметрами і фізико-механічними характеристикам речовину. 6. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій щодо нанесення разом на поверхню цементобетону плівкоутворювальної та гідрофобізуючої речовини першою наносять плівкоутворювальну речовину. 7. Спосіб за п. 1, який відрізняється тим, що якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом затиркання поверхні цементобетону, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучанню в прорізі шва сторонніх предметів. Корисна модель відноситься до галузі хімії, зокрема, до технологій проведення бетонних робіт щодо виготовлення покриттів з цементобетону, а саме, до способів виготовлення промислових підлог з цементобетону. Відомий спосіб виготовлення покриттів з цементобетону при якому підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, вирівнюють поверхню цементобетону, витримують до затвердіння залитий у внутрішній об'єм опалубки цементобетон і завершують технологічний процес виготовлення покриттів із цементобетону шляхом нарізки температурних швів [1]. До недоліків відомого способу відноситься те, що колір зовнішній поверхні покриття з цементобетону є практично однаковим для виробів з зазначеного цементобетону, а саме, сірим (чи сірим з будь-якими відтінками). До недоліків відомого способу можна віднести і те, що поверхня цементобетону не захищена від агресивності зовнішнього середовища, а це призводить до того, що поверхня конструкцій, а саме, промислових підлог, виконаних з цементобетону, має незначну зносостійкість та протиударну міцність. Найбільш близьким технічним рішенням як по суті, так і по задачах, що вирішуються, яке обрано за прототип, є спосіб виготовлення промислових підлог з цементобетону, при якому проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, витримують до затвердіння залитий у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, при цьому якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом витримки до затвердіння залитого у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучення в прорізі шва сторонніх предметів [2]. До недоліків відомого способу виготовлення промислових підлог з цементобетону, який обрано за прототип, відноситься те, що колір зовнішньої поверхні покриття з цементобетону є практично однаковим для виробів з зазначеного цементобетону, а саме, сірим (чи сірим з будьякими відтінками). До недоліків відомого способу можна віднести і те, що поверхня цементобетону не захищена від агресивності зовнішнього середовища, а це призводить до того, що поверхня конструкцій промислових підлог, виконаних з цементобетону, має незначну зносостійкість та протиударну міцність. В основу корисної моделі покладена задача шляхом введення в технологічний процес виготовлення промислових підлог з цементобетону додаткових технологічних операцій, забезпечити підвищення фізикомеханічних характеристик промислових підлог, виготовлених з цементобетону. Суть корисної моделі в способі виготовлення промислових підлог з цементобетону, при якому проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого 5 у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, витримують до затвердіння залитий у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, при цьому якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом витримки до затвердіння залитого у внутрішній об'єм опалубки цементобетон протягом не менше 48 годин до остаточного його висихання і набору міцності, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучення в прорізі шва сторонніх предметів, полягає в тому, що перед проведенням технологічних операцій, які становлять суть технологічного процесу по виготовленню промислових підлог з цементобетону, вибирають колір, у який буде пофарбована поверхня промислових підлог, виготовлених з цементобетону, наприкінці їх виготовлення, у разі необхідності зміни кольору покриття, після виконання технологічних операцій, при яких проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, наносять на поверхню цементобетону суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в обраний певний колір, після виконання технологічних операцій по нанесенню на поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, виконують ряд технологічних операцій, які містять у собі послідовне втирання в поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, і витримку за часом цементобетону після затірки поверхні зазначеного цементобетону, а завершують технологічний процес виготовлення промислових підлог з цементобетону виконанням технологічних операцій, які передбачають нанесення на поверхню цементобетону або плівкоутворювальної речовини, яка служить для утримання вологості цементобетонної конструкції та для захисту її поверхні, або гідрофобізуючої речовини, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, або нанесення послідовно двох зазначених речовин разом. Суть корисної моделі полягає і в тому, що у внутрішній об'єм опалубки заливають армований або неармований цементобетон, суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, наносять у кількості від 1 до 8 кілограмів на квадратний метр, в якості суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, використовують суміш із гідравлічного в'яжучого, 18150 6 мінерального наповнювача, пігментів і модифікуючих добавок, або аналогічну за параметрами і фізико-механічними характеристикам речовину, в якості гідрофобізуючої речовини, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, використовують суміш із розчинника та смоли, або аналогічну за параметрами і фізико-механічними характеристикам речовину, при виконанні технологічних операцій щодо нанесення разом на поверхню цементобетону плівкоутворювальної та гідрофобізуючої речовини, першою наносять плівкоутворювальну речовину. Суть корисної моделі полягає також і в тому, що якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом затірки поверхні цементобетону, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучення в прорізі шва сторонніх предметів. Порівняльний аналіз технічного рішення із прототипом дозволяє зробити висновок, що спосіб виготовлення промислових підлог з цементобетону, який заявляється, відрізняється тим, що перед проведенням технологічних операцій, які становлять суть технологічного процесу по виготовленню промислових підлог з цементобетону, вибирають колір, у який буде пофарбована поверхня промислових підлог, виготовлених з цементобетону, наприкінці їх виготовлення, у разі необхідності зміни кольору покриття, після виконання технологічних операцій, при яких проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням цементобетону, залитого у внутрішній об'єм опалубки, або вібрування/трамбування цементобетону, залитого у внутрішній об'єм опалубки, з наступним вирівнюванням його поверхні, наносять на поверхню цементобетону суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в обраний певний колір, після виконання технологічних операцій по нанесенню на поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, виконують ряд технологічних операцій, які містять у собі послідовне втирання в поверхню цементобетону суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, і витримку за часом цементобетону після затірки поверхні зазначеного цементобетону, а завершують технологічний процес виготовлення промислових підлог з цементобетону виконанням технологічних операцій, які передбачають нанесення на поверхню цементобетону або плівкоутворювальної речовини, яка служить для утримання вологості цементобетонної конструкції та для захисту її поверхні, або гідрофобізуючої речовини, яка зміцнює поверхню і служить додатковим захистом для поверхні 7 цементобетону, або нанесення послідовно двох зазначених речовин разом, при цьому у внутрішній об'єм опалубки заливають армований або неармований цементобетон, суміш, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, наносять у кількості від 1 до 8 кілограмів на квадратний метр, в якості суміші, яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, використовують суміш із гідравлічного в'яжучого, мінерального наповнювача, пігментів і модифікуючих добавок, або аналогічну за параметрами і фізикомеханічними характеристикам речовину, в якості гідрофобізуючої речовини, яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, використовують суміш із розчинника та смоли, або аналогічну за параметрами і фізико-механічними характеристикам речовину, при виконанні технологічних операцій щодо нанесення разом на поверхню цементобетону плівкоутворювальної та гідрофобізуючої речовини, першою наносять плівкоутворювальну речовину, причому якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів, то зазначену нарізку температурних швів проводять на будь-якому з етапів, які ідуть за етапом затірки поверхні цементобетону, з наступним заповненням температурних швів матеріалами або їхньою сумішшю, які перешкоджають влучення в прорізі шва сторонніх предметів. Таким чином, спосіб виготовлення промислових підлог з цементобетону, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою креслень, де на Фіг.1 представлена блок-схема здійснення способу виготовлення промислових підлог з цементобетону, який заявляється, на Фіг.2-18 показані основні етапи технологічного процесу по виготовленню промислових підлог з цементобетону, в основу якого покладений спосіб, який заявляється. Спосіб виготовлення промислових підлог з цементобетону, який заявляється, здійснюється наступним чином - згідно з технологією, показаною на Фіг.1 (див. Фіг.1 та Фіг.2-18). Попередньо вибирають колір (позиція 1) (див. Фіг.2), у який буде пофарбована поверхня промислових підлог, виготовлених з цементобетону, наприкінці їх виготовлення, у разі необхідності зміни кольору покриття, та проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена. Після цього (або паралельно з вибором кольору, у який буде пофарбована поверхня конструкції (при необхідності), а саме, поверхня промислових підлог, виготовлених з цементобетону, наприкінці її виготовлення) підготовляють ділянку (позиція 2) поверхні землі (позиція 3) (див. Фіг.3). Підготовка основи (а саме, ділянки (позиція 2)) здійснюється перед укладанням бетону і полягає у виїмці ґрунту, 18150 8 ретельному трамбуванню поверхні, вирівнюванні рівнів, видаленні м'яких ділянок ґрунту з наступним заповненням основи (а саме, ділянки (позиція 2)) щебеночно-пісочною сумішшю для забезпечення твердої міцної основи з належним пристроєм дренажу. Далі виставляють опалубку (позиція 4) на підготовленій ділянці (позиція 2) (див. Фіг.4). Після цього (або паралельно з підготовкою ділянки (позиція 2) поверхні землі (позиція 3) і виставленням опалубки (позиція 4) на підготовленій ділянці (позиція 4)) приготовляють цементобетон (позиція 5) (див. Фіг.5) /З/. Коли цементобетон (позиція 5) буде приготовлений, його заливають у внутрішній об'єм опалубки (позиція 4), причому у внутрішній об'єм опалубки (позиція 4) заливають армований або неармований цементобетон (позиція 5) (див. Фіг.6 та Фіг.7). Після виконання технологічних операцій по заливці у внутрішній об'єм опалубки (позиція 4) цементобетону (позиція 5) (див. Фіг.7), проводять (як варіанти технологічного процесу) або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням (наприклад, за допомогою спеціального обладнання /3/) цементобетону (позиція 5), залитого у внутрішній об'єм опалубки (позиція 4), або (навпаки) вібрування/трамбування цементобетону (позиція 5), залитого у внутрішній об'єм опалубки (позиція 4) (див. Фіг.8), з наступним вирівнюванням його поверхні (див. Фіг.9), наприклад, спеціальним обладнанням для вирівнювання поверхні [3]. Продовжують технологічний процес щодо виготовлення промислових підлог з цементобетону виконанням технологічних операцій, згідно з якими наносять (див. Фіг.10) на поверхню цементобетону (позиція 5) (яка є вирівненою) суміш (позиція 6), яка зміцнює поверхню цементобетону (позиція 5) та, при необхідності, зафарблює його в обраний певний колір (позиція 1), при цьому суміш (позиція 6), яка зміцнює поверхню цементобетону (позиція 5) та, при необхідності, зафарблює його в певний колір, наносять у кількості від 1 до 8 кілограмів на квадратний метр, причому в якості суміші (позиція 6), яка зміцнює поверхню цементобетону (позиція 5) та, при необхідності, зафарблює його в обраний певний колір, використовують суміш із гідравлічного в'яжучого, мінерального наповнювача, пігментів і модифікуючих добавок, або аналогічну за параметрами і фізикомеханічними характеристикам речовину. Причому технологічно в якості суміші (позиція 6), яка зміцнює поверхню цементобетону (позиція 5) та, при необхідності, зафарблює його в обраний певний колір, використовують суміш із гідравлічного в'яжучого, мінерального наповнювача, пігментів і модифікуючих добавок (наприклад, з наступним складом компонентів: гідравлічне в'яжуче (цемент) 20-50%, мінеральний наповнювач (пісок будь-якого типу фракції до 4мм без додавання або з додаванням металевого наповнювача) - 30-80%, пігменти - 0,55%, модифікуючі добавки - 1-10%), або аналогічну 9 за параметрами і фізико-механічними характеристикам речовину. Після нанесення на поверхню цементобетону (позиція 5) суміші (позиція 6), яка зміцнює поверхню цементобетону (позиція 5) та, при необхідності, зафарблює його в обраний певний колір, роблять втирання (див. Фіг.11) в поверхню цементобетону (позиція 5) суміші (позиція 6), яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, при цьому втирання здійснюють з використанням спеціального обладнання (див. Фіг.11). По завершенню технологічних операцій щодо втирання (див. Фіг.11) в поверхню цементобетону (позиція 5) суміші (позиція 6), яка зміцнює поверхню цементобетону та, при необхідності, зафарблює його в певний колір, роблять витримку за часом (t,год) цементобетону (позиція 5) (див. Фіг.12). На протязі витримки за часом (t,год) цементобетону (позиція 5) знов проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, та на якому етапі робити нарізку швів, якщо вони будуть необхідні. Далі витримують до затвердіння залитий у внутрішній об'єм опалубки (позиція 4) цементобетон (позиція 5) протягом (t,год) не менше 48 годин до остаточного його висихання і набору міцності (див. Фіг.13). Завершують технологічний процес виготовлення промислових підлог з цементобетону виконанням технологічних операцій, згідно з якими здійснюють, або після затірки поверхні цементобетона і витримки його за часом (див. Фіг.12), або після остаточного висихання і набору міцності цементобетоном (позиція 5, див. Фіг.13), технологічні операції, згідно з якими наносять на поверхню цементобетону (позиція 5) або плівкоутворювальну речовину (позиція 7) (див. Фіг.14), що служить для утримання вологості цементобетонної конструкції та захисту її поверхні на період набуття міцності, або гідрофобізуючу речовину (позиція 8) (див. Фіг.15), яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону, або дві вищезазначені речовини разом (див. Фіг.16). При цьому в якості гідрофобізуючої речовини (позиція 8), яка зміцнює поверхню і служить додатковим захистом для поверхні цементобетону (позиція 5), використовують суміш із розчинника та смоли або аналогічну за параметрами і фізико-механічними характеристикам речовину. Як варіант в якості гідрофобізуючої речовини (позиція 8), яка зміцнює поверхню цементобетонної конструкції і служить додатковим захистом для поверхні цементобетону 18150 10 (позиція 5), використовують суміш із розчинника та смоли (наприклад, з наступним складом компонентів: розчинник - 50-90%, смола - 10-50%), або аналогічну за параметрами і фізикомеханічними характеристикам речовину. Технологічно (як варіант технологічного процесу) при виконанні технологічних операцій щодо нанесення разом на поверхню цементобетону (позиція 5) плівкоутворювальної (позиція 7) та гідрофобізуючої речовини (позиція 8), першою (позиція І, див. Фіг.16) наносять плівкоутворювальну речовину (позиція 7), а другою (позиція II) - гідрофобізуючу речовину (позиція 8) (див. Фіг.16). В процесі виконання технологічних операцій, що складає суть технологічного процесу щодо виготовлення промислових підлог з цементобетону, аналізують необхідність нарізки температурних швів (позиція 9) на промисловій підлозі, що буде виготовлена. Якщо, згідно з аналізом, технічні вимоги щодо влаштування підлог з цементобетону передбачають нарізку температурних швів (позиція 9), то зазначену нарізку температурних швів (позиція 9) (див. Фіг.17) проводять на будь-якому з етапів, які ідуть за етапом затірки поверхні цементобетону (позиція 5), з наступним заповненням температурних швів (позиція 9) матеріалами (позиція 10) (див. Фіг.18) або їхньою сумішшю, які перешкоджають влучення в прорізі шва сторонніх предметів. Підвищення ефективності застосування способу виготовлення промислових підлог з цементобетону, у порівнянні з прототипом, досягається за рахунок пофарбування поверхні цементобетону у будь-який колір. Підвищення ефективності застосування способу виготовлення промислових підлог з цементобетону, у порівнянні з прототипом, досягається також і тим, що шляхом введення спеціальних речовин у технологічний процес виготовлення текстурних покриттів із цементобетону, поверхня цементобетону захищається від агресивності зовнішнього середовища, а це призводить до того, що поверхня цементобетону буде мати значну за величиною зносостійкість та протиударну міцність. Джерела інформації 1. Шихтенко І.В. «Технологія бетонних робіт». К.: Техніка, 2001, - 192 с. - аналог. 2. Є.К. Карапузов, В.Г. Соха, Т.Є. Остапченко «Матеріали і технології в сучасному будівництві». Підручник. - К.: Вища освіта, 2004, стор. 30 Розділ 3. Технологія влаштування елементів підлог. 3.1. «Улаштування основи (підстильного шару) підлоги по Грунту» - прототип. 3. Шихтенко І.В. «Технологія бетонних робіт». К.: Техніка, 2001, - 192 с. 11 18150 12 13 18150 14 15 Комп’ютерна верстка Д. Шеверун 18150 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make industrial floor of cement-concrete
Назва патенту російськоюСпособ изготовления промышленного пола из цементобетона
МПК / Мітки
МПК: C04B 20/00, C04B 40/00, E04B 1/16, C04B 22/06
Мітки: виготовлення, промислових, підлог, цементобетону, спосіб
Код посилання
<a href="https://ua.patents.su/8-18150-sposib-vigotovlennya-promislovikh-pidlog-z-cementobetonu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення промислових підлог з цементобетону</a>
Спосіб улаштування та ремонту підлог на залізобетонній основі
Номер патенту: 59305
Опубліковано: 15.08.2003
Автори: Рудченко Юрій Андрійович, Шаленний Василь Тимофійович, Дмитренко Ігор Сергійович
МПК: E04F 15/08
Мітки: залізобетонний, ремонту, підлог, улаштування, спосіб, основі
Формула / Реферат:
Спосіб улаштування та ремонту підлог на залізобетонній основі шляхом підготовки основи, нанесення розчину, укладання металевого листа врівень з поверхнею покриття та ущільнення розчину, який відрізняється тим, що після нанесення розчину до арматурного каркасу залізобетонної основи підключають позитивний, а до металевого листа - негативний полюси джерела постійного струму, а після часткового ущільнення розчину полярність змінюють і періодично...
Трохи піднесена підлога, опірна конструкція, система настилу підлог та спосіб виготовлення опори
Номер патенту: 40632
Опубліковано: 15.08.2001
Автори: Адамс Гарольд Ф., Суарез Родерік А., Інгл Люіс Х.
МПК: E04B 5/00, E04F 15/024
Мітки: конструкція, настилу, система, підлога, піднесена, опірна, підлог, трохи, спосіб, опори, виготовлення
Формула / Реферат:
1. Приподнятый пол для размещения над существующим полом, содержащий панель, несущую нагрузку, и негорючее средство для отделения панели, несущей нагрузку, от существующего пола с включением распорки, имеющей центральную секцию для опоры панели, несущей нагрузку, отличающийся тем, что с центральной секции свешиваются множество плеч.2. Опорная конструкция, содержащая плиты основания и негорючую опору с...
Спосіб підвищення термостійкості будівельних конструкцій (перекриття над підвалами, техпідпіллями, підлог по грунту)
Номер патенту: 23488
Опубліковано: 02.06.1998
Автор: Князюк Михайло Дмитрович
МПК: E04C 2/04
Мітки: підлог, перекриття, спосіб, конструкцій, підвищення, грунту, термостійкості, будівельних, техпідпіллями, підвалами
Формула / Реферат:
1. Спосіб підвищення термостійкості будконструкцій (перекриття над підвалами, техпідпіллями, підлог по грунту) включає нанесення на стелю (під підлогу) теплоізоляційних матеріалів шаром 30-50 мм та шару захисної штукатурки, або приклеювання плитного теплоізоляційного матеріалу, або нанесенням додаткового чи заміна більш ефективного теплоізоляційного шару під підлогу при капремонті, який відрізняється тим, що утеплювач наноситься на...
Шліфувально-натирочна машина для підлог
Номер патенту: 34615
Опубліковано: 15.03.2001
Автор: Куликов Борис Олександрович
МПК: B24B 27/00
Мітки: машина, підлог, шліфувально-натирочна
Формула / Реферат:
Шліфувально-натирочна машина для підлог, включаюча електродвигун на корпусі, вал якого з'єднаний з віброконтуром та який створює високочастотні коливання шліфплиті, камеру з каналом та штуцером, адаптер з закріпленим на ньому мішком для пилу, електрокабель з'єднуючий електродвигун з електромережею штепсельним роз'єднувачем відрізняється тим, що шліфувальні аркуші з отворами замінюються довгодіючими металічними пластинами з отворами з робочою...
Пристрій для електрообігріву підлог тваринницьких приміщень
Номер патенту: 37703
Опубліковано: 15.05.2001
Автори: Румянцев Олексій Олексійович, Романченко Микола Анастасійович, Куришев Всеволод Якович, Мірошник Олександр Олександрович, Коршунов Костянтин Сергійович
МПК: A01K 1/015
Мітки: підлог, тваринницьких, пристрій, електрообігріву, приміщень
Формула / Реферат:
1. Пристрій для електрообігріву підлог тваринницьких приміщень, до якого входять траншея з верхнім покриттям, на якому розміщені секції технологічного обладнання для утримання, наприклад, свиноматок та поросят, укладені вздовж траншеї трубчасті нагрівники, всередині яких розміщені електронагрівальні елементи, що забезпечують температурний режим на поверхні підлоги, який відрізняється тим, що електронагрівальні елементи кожного нагрівника...
Попередній патент: Спосіб кріплення декоративних панелей
Наступний патент: Система дистанційного контролю показань лічильників газу
Випадковий патент: Пристрій для контролю харатеристик сільськогосподарських матеріалів