Пристрій для виготовлення бортових коробок
Формула / Реферат
1. Устройство для изготовления бортовых коробок, содержащее приводной пуансон, формовочную камеру с противоположными подпружиненными стенками, снабженную валами, несущими загибатели и приводные элементы, отличающееся тем, что, с целью повышения качества коробок и производительности, оно снабжено расположенным на выходе формовочной камеры шаговым конвейером, оснащенным сушильной камерой с воздушным соплом и рамками для захвата коробок, смонтированными с возможностью расположения каждой из них при соответствующем шаге конвейера соосно формовочной камере, валы загибателей своими осями расположены на продолжении ребер формовочной камеры и соединены с загибателями через С-образные кронштейны, приводные элементы выполнены в виде зубчатых секторов и сочлененных с ними зубчатых реек, снабженных возвратно-поступательным приводным звеном, при этом каждый загибатель выполнен в виде пластины и имеет форсунку с гибкой трубкой для подвода клеевого состава.
2. Устройство по п. 1, отличающееся тем, что привод пуансона выполнен двухпозиционным с выстоем пуансона во время загиба клапанов бортов коробки.
3. Устройство по п. 1, отличающееся тем, что, с целью дозированной подачи клеевого состава, каждая форсунка снабжена байонетовым приводом, толкатель которого закреплен посредством продольного резьбового соединения.
Текст
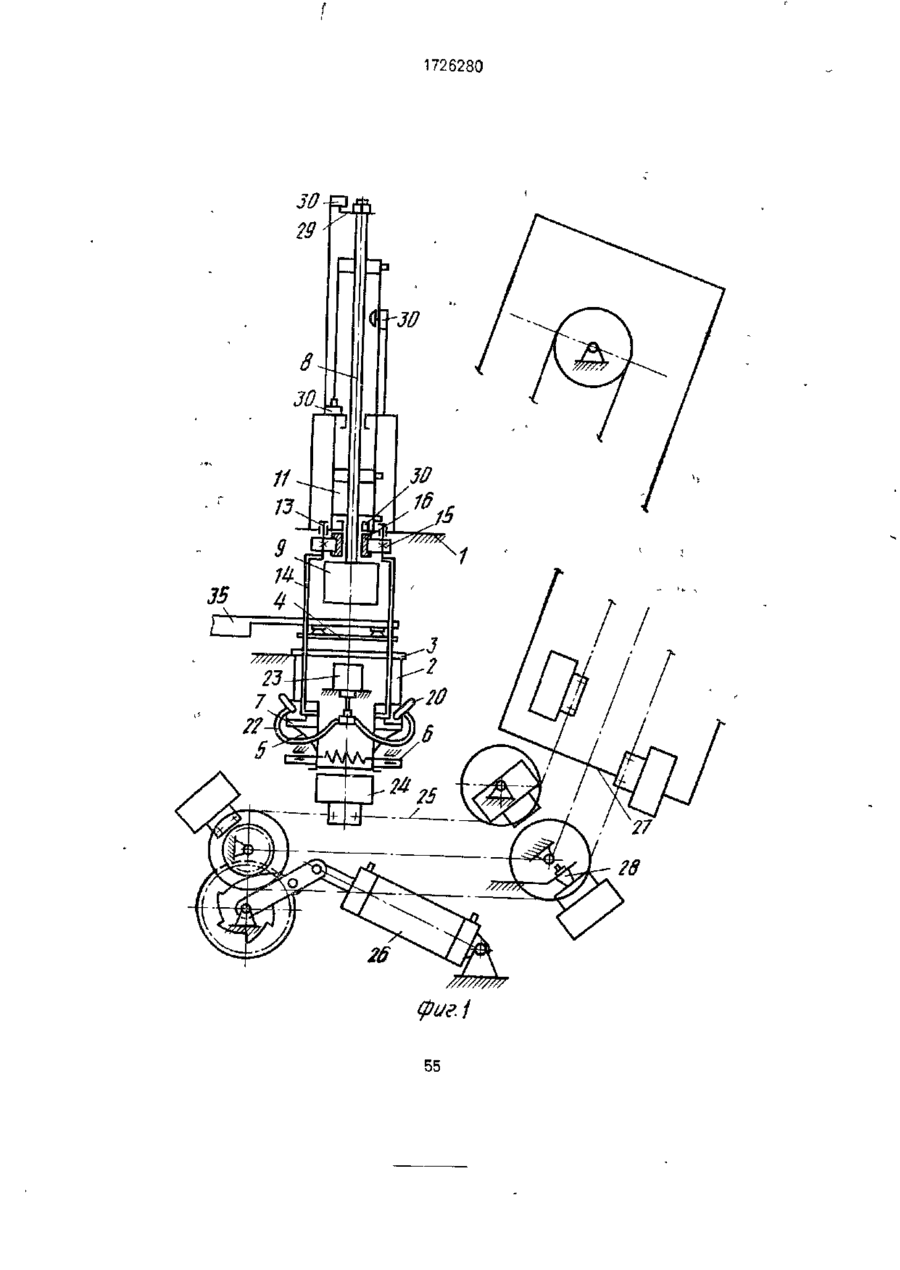
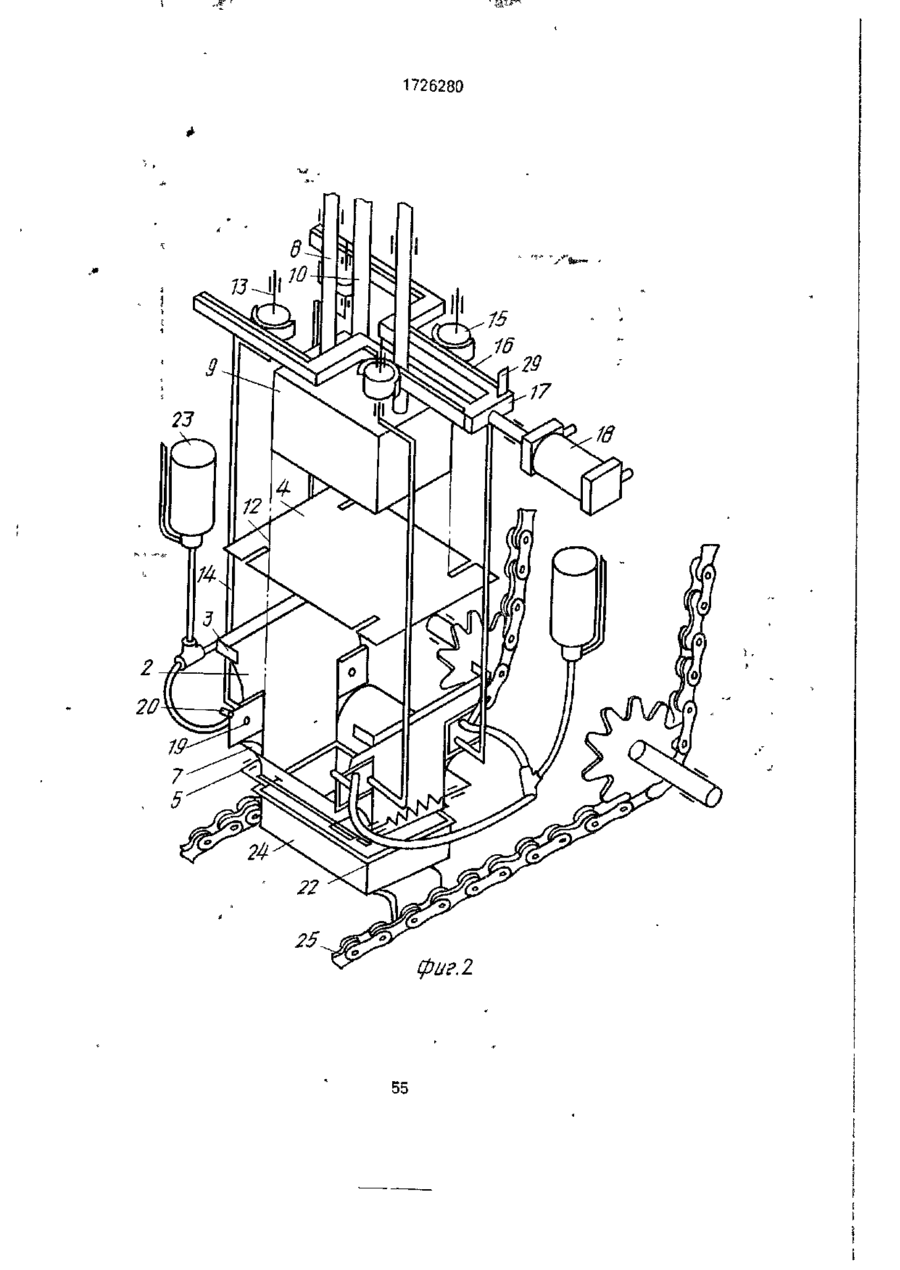
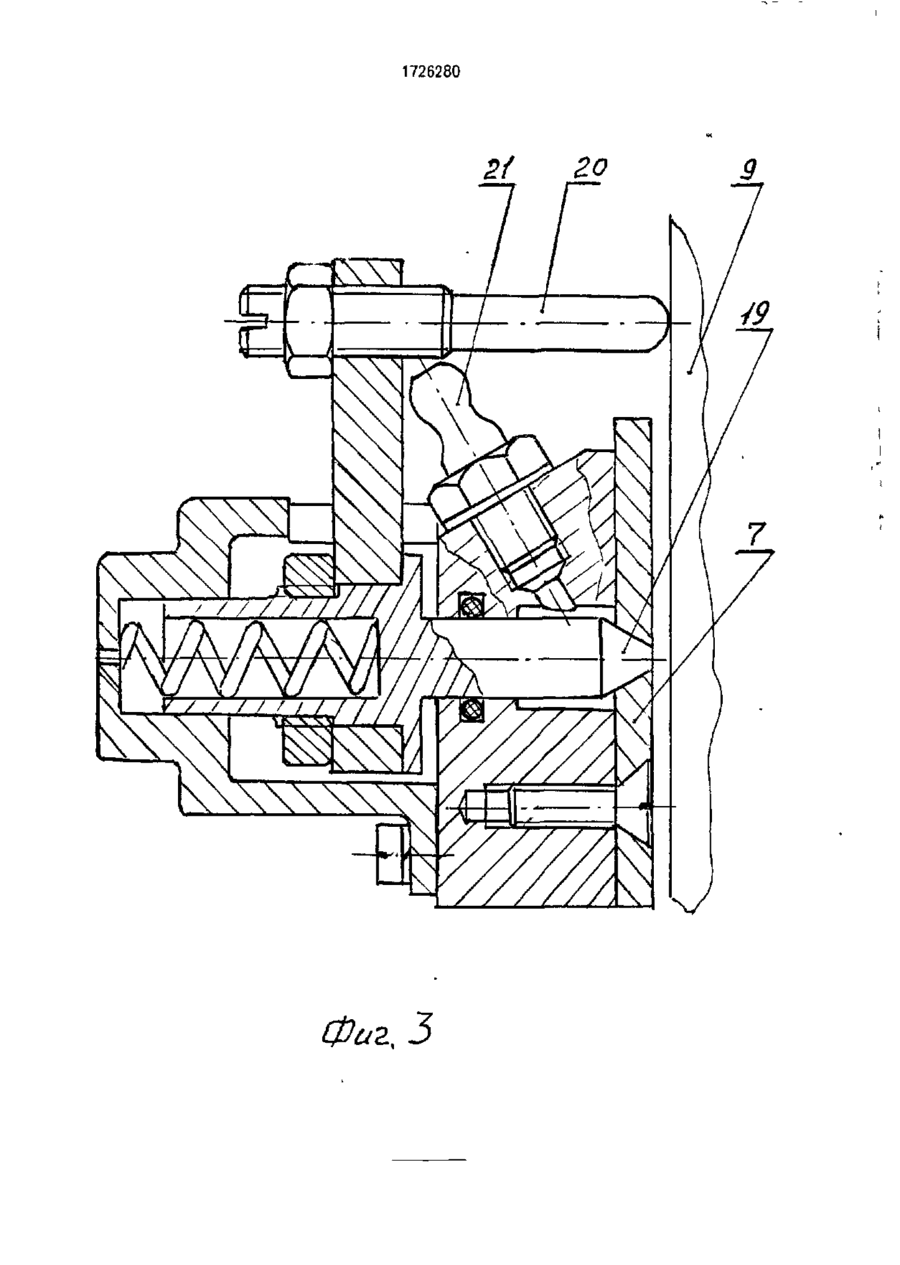
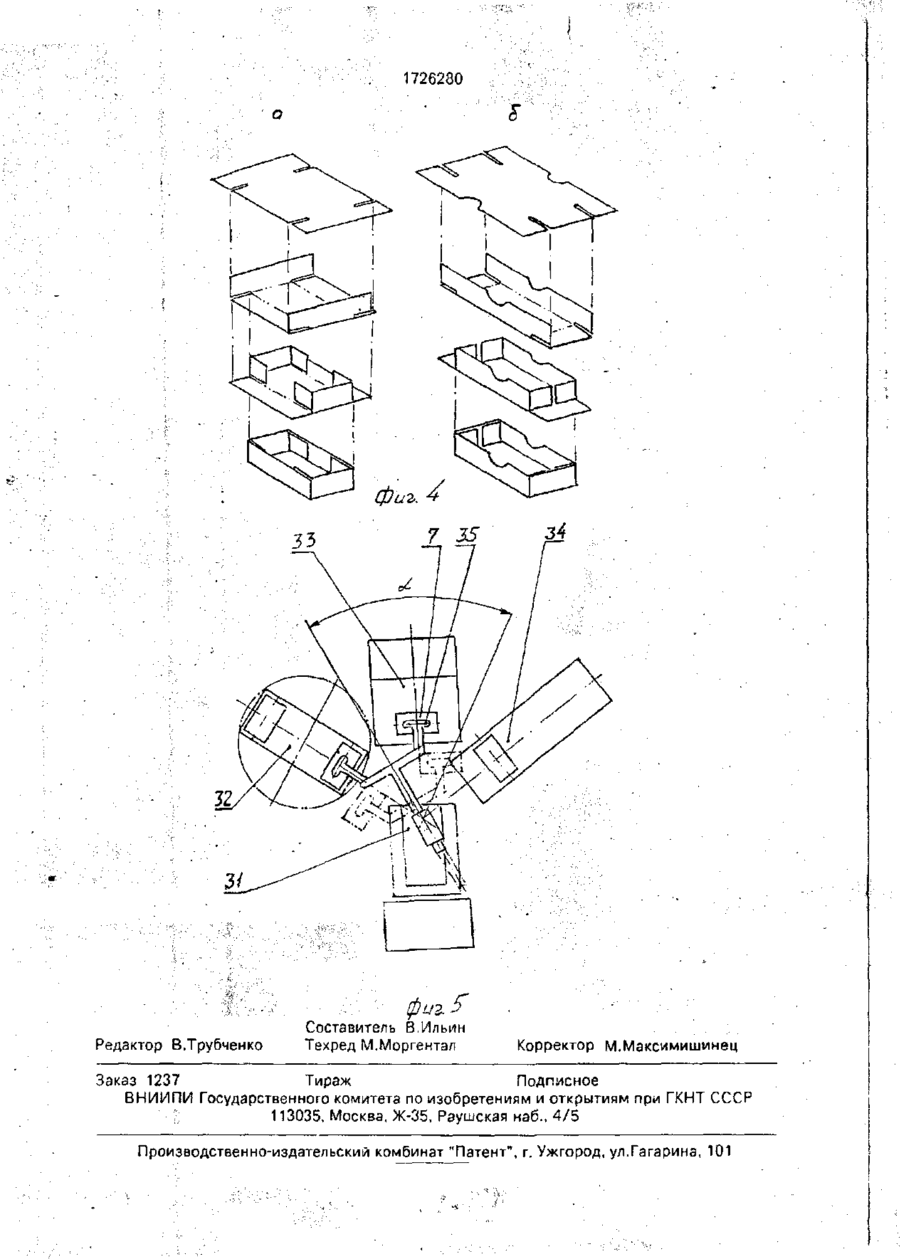
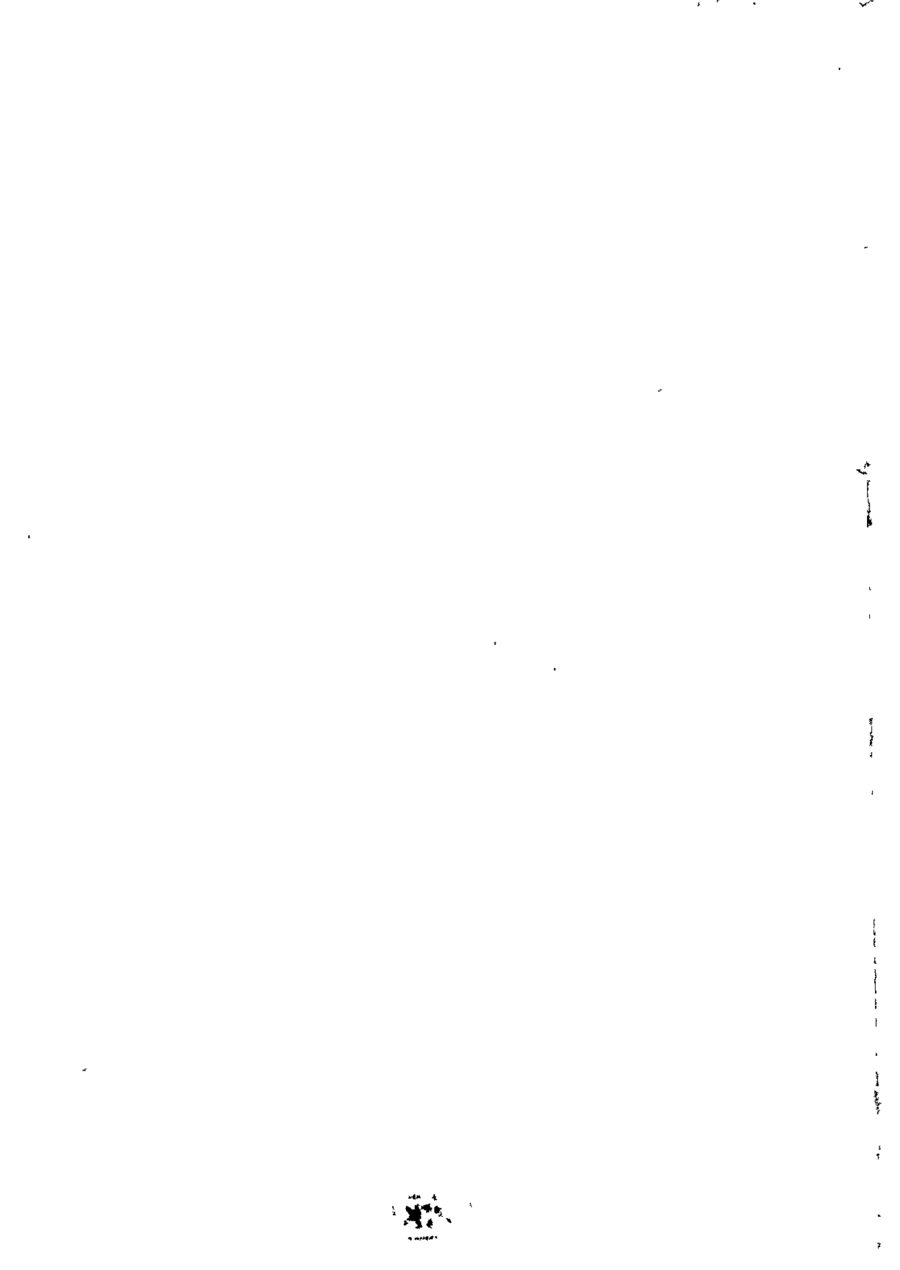
Изобретение относится к картонно-буможной промышленности, а конкретно к процессу изготовления бортовых коробок с клеевым соединением в автоматическом режиме. Цель изобретения - повышение качества коробок и производительности. Устройство содержит двухпозиционный привод пуансона, вокруг которого происходит формование коробки при перемещении им плоской заготовки через формовочную камеру. Загиб клапанов бортов коробки осуществляется загибателями, поворот которых происходит по ходу загиба за счет размещения осей поворота на продолжении ребер формовочной камеры и вынесения валов поворота при помощи С-образных кронштеинов. Подача клеевого состава выполнена дозированной при помощи форсунок, размещенных в загибателях. Сформованные коробки подаются пуансоном в рамки, размещенные на шаговом конвейере, проходящего через сушильную камеру Готовые коробки удаляются из рамок струей воздуха, подаваемого из сопла при выходе из сушильной камеры. 2 з.п. ф-лы, 5 ил т С Изобретение относится к картонажнобумажной промышленности и может быть использовано в различных отраслях, связанных с упаковкой продукции в коробки при необходимости их изготовления. Наиболее близким по технической сущности к заявляемому устройству является выбранное в качестве прототипа устройства для формования коробок, содержащее приводной пуансон, формовочную камеру с осями валов, несущих загибатели бортовых клапанов коробок и их приводные элементы, и с противоположными подпружиненными стенками на выходе формовочной камеры Недостатками известной конструкции являются отсутствие узла для нанесения клеевого состава (заготовка подается в устройство с заранее нанесенным клеевым составом и это увеличивает цикл изготовления), сколь жение загибателей по клапанам бортов во время их загиба, в результате чего возникает сила отрыва клапанов в месте перегиба и это не позволяет формовать коробки из тонкого материала (например плотной бумаги), отсутствие ограничений в расхождении клеевого соединения бортов от остаточных сил упругости после перегибов бортов в процессе его отверждения (высыхания), что ведет к деформации коробки и снижению качества изготовления. Целью изобретения является повышение качества изготовления бортовых коробок и повышение производительности Указанная цель достигается тем, что в известной конструкции, содержащей приводной пуансон формовочную камеру с осями валов, несущих загибатели и их приводные элементы, и с противоположными 00 о 1726280 подпружиненными стенками на выходе камеры, оси взлез загибателей расположены на продолжении угловых линий формовочной камеры и соединены с загибателями через С-образные кронштейны, приводные 5 элементы выполнены в виде зубчатых секторов, сочлененных с зубчатыми рейками, закрепленных на возвратно-поступательном приводном звене, каждый загибатель снабжен нажимной форсункой с подводом к ней 10 по гибкой трубке клеевого состава, на выходе формовочной камеры соосно ей расположена с внутренним размером, равным внешнему периметру коробки, одна из рамок, закрепленных на шаговом конвейере, 15 снабженном сушильной камерой и воздушным соплом сброса готовых коробок. Предлагаемое устройство отличается тем, что загибатели перемещаются по ходу загиба клапанов бортов, при этом скольже- 20 ние поверхностей отсутствует и усилий на отрыв клапанов не возникает, при окончании загиба клапанов их поверхности смачиваются клеевым составом, поступающим дозированно из форсунок, размещенных в 25 загибателях, сформованная коробка помещается в рамку и выдерживается в ней до полного затвердения клеевого состава в условиях теплового воздействия сушильной камеры. 30 На фиг.1 показана общая конструктивная схема устройства; на фиг.2 - общий вид устройства в аксонометрии; на фиг.З - форсунка в разрезе; на фиг,4 - этапы видоизменения заготовки в устройстве в вариантах 35 "а" и "б"; на фиг.5 - пример применения устройства в составе робототехнологического комплекса. Устройство для изготовления бортовых коробок содержит закрепленную в основа- 40 нии 1 формовочную камеру, которая состоит из двух неподвижных сужающихся стенок 2 с приемным окном 3 для заготовки 4 и двух подвижных сужающихся стенок 5, закрепленных на подпружиненных направляющих 45 6, В месте сужения неподвижных стенок 2 перед размещением подвижных стенок 5 расположены загибатели 7, которые в открытом положении являются продолжением суженных стенок 2, Соосно оси 50 формовочной камеры в направляющих 8, закрепленных в основании 1,установлен пуансон 9, соединенный со штоком 10 пневмоцилиндра 11, имеющего дополнительный средний штуцер для осуществле- 55 ния двухпозиционного движения пуансона 9. На продолжении угловых линий 12 формовочной камеры установлены в основании 1 оси валов 13, которые соединены с загибателями 7 через С-образные кронштейны 14. Одновременно валы 13 соединены с зубчатыми секторами 15, которые сочленены с зубчатыми рейками 16, укрепленными на звене 17, соединенном со штоком пневмоцилиндра 18. На каждом загибателе 7 установлена подпружиненная форсунка 19 (см. фиг.З), которая соединена через байонет с толкателем 20 продольным резьбовым соединением, К штуцеру 21 подведен по гибкой трубке 22 клеющий состав мз емкости 23. Иа выходе формовочной камеры соосно ей расположена рамка 24, имеющая внутренний периметр, равный внешнему периметру сформованной коробки. Рамка 24 закреплена как и другие такие же рамки на двухцепном конвейере 25, имеющем шаговый привод 26, равный перемещению каждой рамки 24 под формовочную камеру. Цепь конвейера 25 проложена через сушильную камеру 27, на выходе из которой против траектории движения рамок 24 установлено воздушное сопло 28. На направляющих 8 и на звене 17 установлены лапки 29, а на основании 1 на стойках установлены нажимные электровыключатели 30, которые управляют электропневмоклапанами (не обозначено), включающие в работу привода 11, 18,26. Устройство для изготовления бортовых коробок работает следующим образом. После поступления заготовки 4 в приемное окно 3, которое, например, может быть подано рукой робота, включается привод 11 и пуансон 9 перемещает заготовку 4 через формовочную камеру до первой остановки (перед расширением подвижных стенок 5). Заготовка 4 проходит через сужение неподвижных стенок 2 и получают загиб бортов с клапанами (фиг.4). Включается привод 18 и благодаря зубчатой передаче 16,17 от звена 17 валы 13 получают вращение, действуя через С-образные кронштейны 14 на загибатели 7. Загибатели 7, поворачиваясь, вокруг углов загиба клапанов изгибают и прижимают их к поверхностям пуансона 9. При этом толкатели 20 встречают поверхности пуансона 9 и перемещают форсунки 20 на открытие (фиг.З). Величина открытия регулируется в резьбовом соединении толкателя 20 с байонетом, чем достигается дозированная подача клеевого состава. Включаются обратный ход привода 18 и продолжение движения пуансона 9. Загибатели 7 возвращаются в исходное положение, форсунки 19 под действием пружины перекрывают выход клеевого состава, а заготовка 4 вводится пуансоном 9 в расширенный канал подвижных стенок 5. Происходит сгибание второй пары бортов коробки, которая после загиба прижимается к клапанам, 1726280 смоченным клеевым составом. Усилие прижатия обеспечивают пружины направляющих 6. Сформованная таким образом коробка (фиг.4) перемещается пуансоном 9 в рамку 24 до своего предельного положения и контакта подпружиненных подвижных стенок 5 и поверхности пуансона 9. При включении обратного хода пуансона 9 в исходное положение края стенок 5 препятствуют перемещению вместе с ним сформованной коробки, которая остается в рамке 24. После подъема пуансона 9 подается сигнал на включение привода 26, конвейер смещается на шаг, подводя очередную рамку 24 к выходному сечению формовочной камеры, и устройство готово к началу нового цикла. За время прохождения рамок 24 с установленными в них коробками через сушильную камеру 27 происходит отверждение клеевого соединения бортов коробки без деформации формы. Съем готовых коробок осуществляется воздухом, подаваемым в сопло 28. Формула 5 10 15 20 изобретения 1. Устройство для изготовления бортовых коробок, содержащее приводной пуансон, формовочную камеру с противоположными подпружиненными стенками, снабженную валами, несущими загибатели и приводные элементы, о т л и ч а ю щ е е с я тем, что, с целью повышения качества коробок и производительности, оно снабжено расположенным на выходе формовочной камеры шаговым конвейером, оснащенным сушильной камерой с воздушным соплом и рамками для захвата коробок, смонтированными с возможностью расположения каждой из них при соответствующем шаге конвейера соосно формовочной камере, валы загибателей своими осями расположены на продолжении ребер формовочной камеры и соединены с загибателями через С-образные кронштейны, приводные элементы выполнены в виде зубчатых секторов и сочлененных с ними зубчатых реек, снабженных возвратно-поступательным приводным звеном, при этом каждый загибатель выполнен в виде пластины и имеет форсунку с гибкой трубкой для подвода клеевого состава. Применение данного устройства позволяет получать высококачественные бортовые коробки, а сочетание устройства с 25 работой в составе робототехнологического комплекса (РТК) обеспечивает значительное повышение производительности (фиг.5) 2. Устройство по п.1. о т л и ч а ю щ е еи устранение ручного труда. с я тем, что привод пуансона выполнен РТК представлено роботом 31, связанно- 30 двухпозиционным с выстоем пуансона во время загиба клапанов бортов коробки. го с поворотным накопителем 32, имеющего шахтные магазины, куда загружают необра3. Устройство по п.1, о т л и ч а ю щ е еботанные заготовки, штамповочным прессом с я тем, что, с целью дозированной подачи 33, где происходит просечка и рилевка загоклеевого состава, каждая форсунка снабжетовок 7, и устройством 34 по данному описа- 35 на байонетовым приводом, толкатель котонию. Робот 31 оснащен двухлозиционным рого закреплен посредством продольного схватом 35. резьбового соединения. 40 45 50 55 1726280 фиг. і 55 1726280 фи?.2 55 1726280 Фаг, З 1726280 Редактор В.Трубченко Составитель В.Ильин Техред М.Моргентал Корректор М.Максимишинец Заказ 1237 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ҐКНТ СССР ;. 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacture of board boxes
Автори англійськоюIl'in Viktor Tymofiiovych
Назва патенту російськоюУстройство для изготовления бортовых коробок
Автори російськоюИльин Виктор Тимофеевич
МПК / Мітки
МПК: B31B 3/00
Мітки: пристрій, коробок, бортових, виготовлення
Код посилання
<a href="https://ua.patents.su/8-2202-pristrijj-dlya-vigotovlennya-bortovikh-korobok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення бортових коробок</a>
Пристрій для виготовлення виробів із бетонних сумішів
Номер патенту: 2726
Опубліковано: 26.12.1994
Автори: Нестеренко Микола Петрович, Виноградов Юрій Іванович, Бахмудов Курбан Алісултанович, Олехнович Казимир Олександрович
МПК: B28B 1/08
Мітки: виготовлення, виробів, сумішів, бетонних, пристрій
Формула / Реферат:
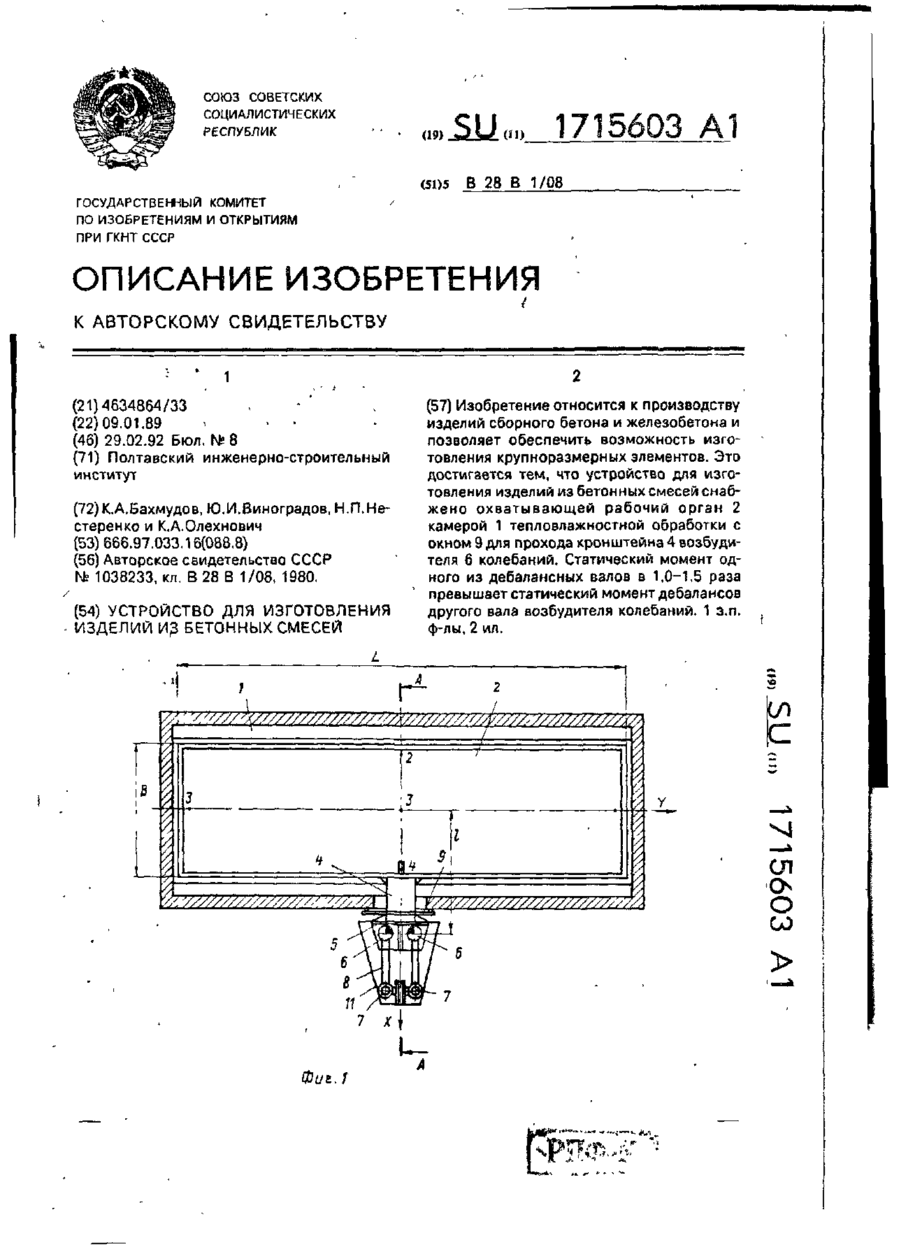
1. Устройство для изготовления изделий из бетонных смесей, содержащее смонтированный на упругих опорах горизонтально подвижный рабочий орган с формой, имеющий форму со сменным поддоном, и установленный на одном из его торцов консольно посредством кронштейна возбудитель колебаний с вертикальными дебалансными валами, отличающееся тем, что, с цельюобеспечения возможности изготовления крупноразмерных элементов, оно снабжено...
Пристрій для виготовлення гіпсових звуковбирих плит
Номер патенту: 858
Опубліковано: 15.12.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Ягнятинський Лев Євсійович, Гелев Георгій Наумович, Рогова Сара Давидовна, Фрідман Роман Аркадійович, Кундін Станіслав Ісакович
МПК: B28B 7/00
Мітки: плит, виготовлення, пристрій, гіпсових, звуковбирих
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, и эластичного коврика с пуансонами, отличающееся тем, что форма снабжена рамой и установлена вертикально на пружинные амортизаторы, крышка с полостью - накидными замками и шарнирно прикреплена к форме,...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Данільцев Володимир Григорович, Соловйов Валерій Борисович, Голованевський Аркадій Ізрайлевич, Шопен Олександр Борисович, Божко Борис Миколайович
МПК: B29K 105/08, B29C 53/00, B29L 23/20
Мітки: виготовлення, пристрій, армованих, пластмас, труб, неперервного
Формула / Реферат:
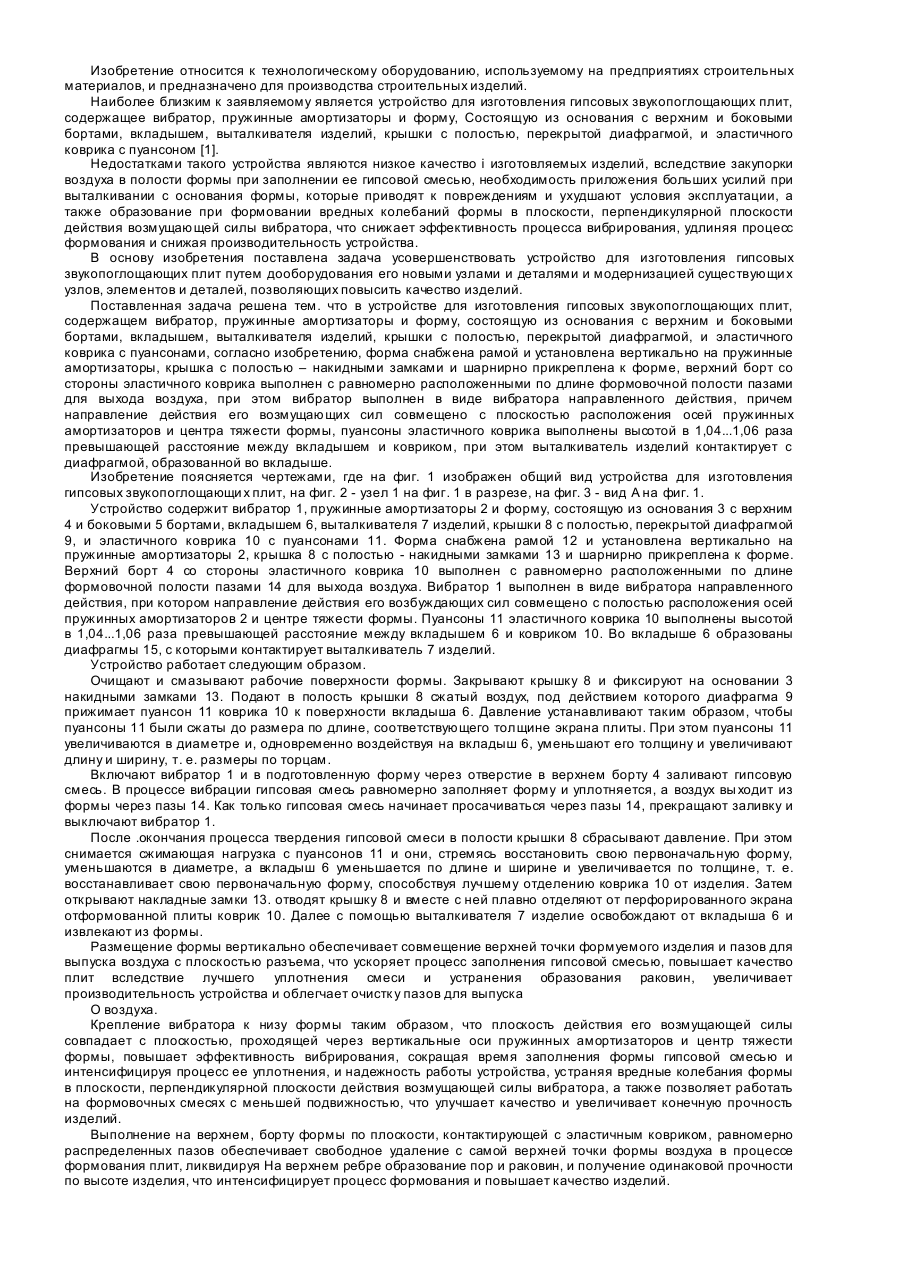
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Пристрій для виготовлення ливарних покришок пневматичних шин
Номер патенту: 2394
Опубліковано: 26.12.1994
Автори: Дзюра Євгеній Антонович, Василенко Віктор Іванович, Науменко Олександр Петрович, Кушнір Олександр Володимирович
МПК: B29C 35/04, B29L 30/00, B29C 45/02
Мітки: шин, пристрій, ливарних, виготовлення, покришок, пневматичних
Формула / Реферат:
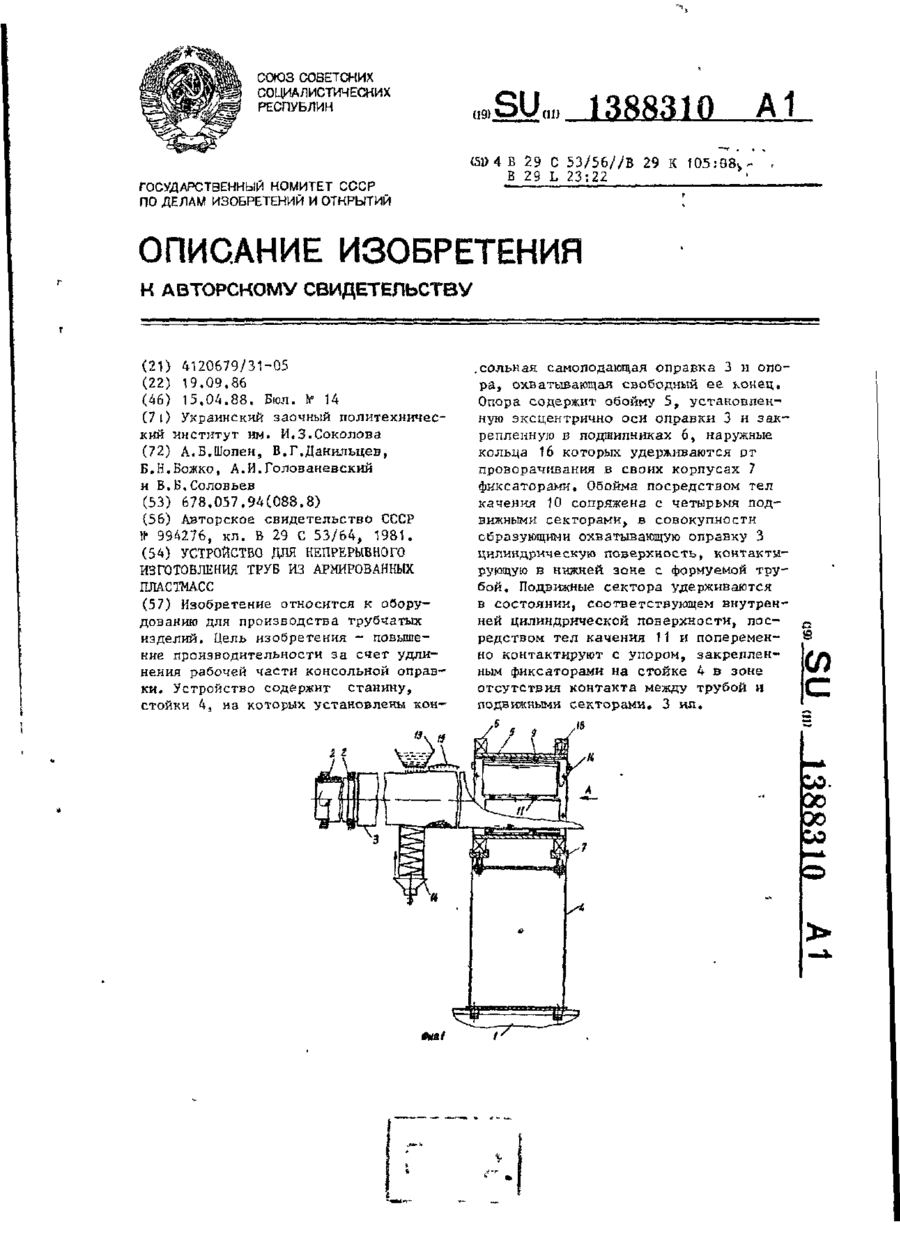
1. Устройство для изготовления литых покрышек пневматических шин, содержащее литьевой пресс, закрепленную на его подвижной траверсе верхнюю полуформу, связанную с его неподвижной траверсой нижнюю полуформу, тороидальный сердечник, образованный поворотными c вертикальной плоскости секторами, связанными посредством двуплечих рычагов и подвижной опоры с механизмом для извлечения секторов, имеющим силовые цилиндры для вертикального...
Пристрій для виготовлення ковпачків з прокладками для закупорювання пляшок
Номер патенту: 2581
Опубліковано: 26.12.1994
Автори: Бокарев Олександр Степанович, Болібрук Святослав Григорович, Остапенко Микола Юхимович, Нечуйвітер Микола Федорович, Мітін Олександр Пилипович
МПК: B67B 3/00
Мітки: закупорювання, ковпачків, пляшок, прокладками, виготовлення, пристрій
Формула / Реферат:
1. Устройство для изготовления колпачков с прокладками для укупорки бутылок, состоящее из механизмов подачи и штамповки фольги, диска с каналами и смонтированных с возможностью возвратно-поступательного перемещения штоков для сборки колпачков с прокладками, течек для подачи колпачков и прокладок и приспособлений для съема и фиксации колпачков, отличающееся тем, что, с целью повышения надежности работы, диск смонтирован из вертикальной оси,...
Попередній патент: Прес-форма для виготовлення суцільних шин
Наступний патент: Спосіб магнітного збагачування слабомагнітних руд і сепаратор для його здійснення
Випадковий патент: Машина для друку цінних паперів із захистом