Лист полімеру, який містить біфункціональний модифікатор поверхні
Формула / Реферат
1. Лист полімеру, який містить біфункціональний модифікатор поверхні, нанесений на згаданий лист полімеру, при цьому згаданий біфункціональний модифікатор поверхні включає сегмент, який додає опору злипанню, і сегмент, який додає сумісності, де згаданий біфункціональний модифікатор включає амфіфільний блок-полімер поліетилен-полі(етиленгліколь), що описується загальною формулою:
CH3CH2(CH2CH2)m-(OCH2CH2)nOH,
де m знаходиться в діапазоні від приблизно 5 до приблизно 24, а n знаходиться в діапазоні від приблизно 3 до приблизно 30.
2. Лист полімеру за п. 1, де згаданий біфункціональний модифікатор поверхні розпилюють на поверхні згаданого листа полімеру.
3. Лист полімеру за п. 1, де згаданий біфункціональний модифікатор поверхні наносять на поверхню згаданого листа полімеру зануренням згаданого листа полімеру в розчин, який містить згаданий біфункціональний модифікатор поверхні.
4. Лист полімеру за п. 1, де згаданий біфункціональний модифікатор поверхні домішують в розплаві до згаданого листа полімеру.
5. Лист полімеру за п. 1, де кількість біфункціонального модифікатора поверхні, нанесеного на згаданий лист полімеру, складає від приблизно 50 до приблизно 30000 ч./млн.
6. Лист полімеру за п. 1, де кількість біфункціонального модифікатора поверхні, нанесеного на згаданий лист полімеру, складає від приблизно 150 до приблизно 10000 ч./млн.
7. Лист полімеру за п. 1, де кількість біфункціонального модифікатора поверхні, нанесеного на згаданий лист полімеру, складає від приблизно 300 до приблизно 5000 ч./млн.
8. Лист полімеру за п. 1, де полімер вибирають з групи, яка складається з полівінілбутиралю, поліуретану, полівінілхлориду, співполімеру полі(етиленвінілацетату), їх комбінацій і тому подібного.
9. Лист полімеру за п. 8, де полімером є полівінілбутираль.
10. Лист полімеру за п. 9, де полімером є смола полівінілбутиралю, яка містить від приблизно 13 до приблизно 30 масових процентів гідроксильних груп з розрахунку на полівініловий спирт.
11. Лист полімеру за п. 9, де полімером є пластифікований полівінілбутираль, де пластифікатор міститься в кількості приблизно від 20 до 80 частин пластифікатора на сто частин смоли.
12. Лист полімеру за п. 11, де полімером є пластифікований полівінілбутираль, який містить пластифікатор в кількості приблизно від 25 до 60 частин пластифікатора на сто частин смоли.
13. Лист полімеру за п. 12, де полімером є пластифікований полівінілбутираль, де пластифікатор вибирають з групи, яка складається з триетиленглікольді(2-етилбутирату), триетиленглікольді(2-етилгексаноату), триетиленглікольдигептаноату, тетраетиленглікольдигептаноату, дигексиладипату, діоктиладипату, гексилциклогексиладипату, сумішей гептил- і ноніладипатів, діізононіладипату, гептилноніладипату, дибутилсебацату і їх сумішей.
Текст
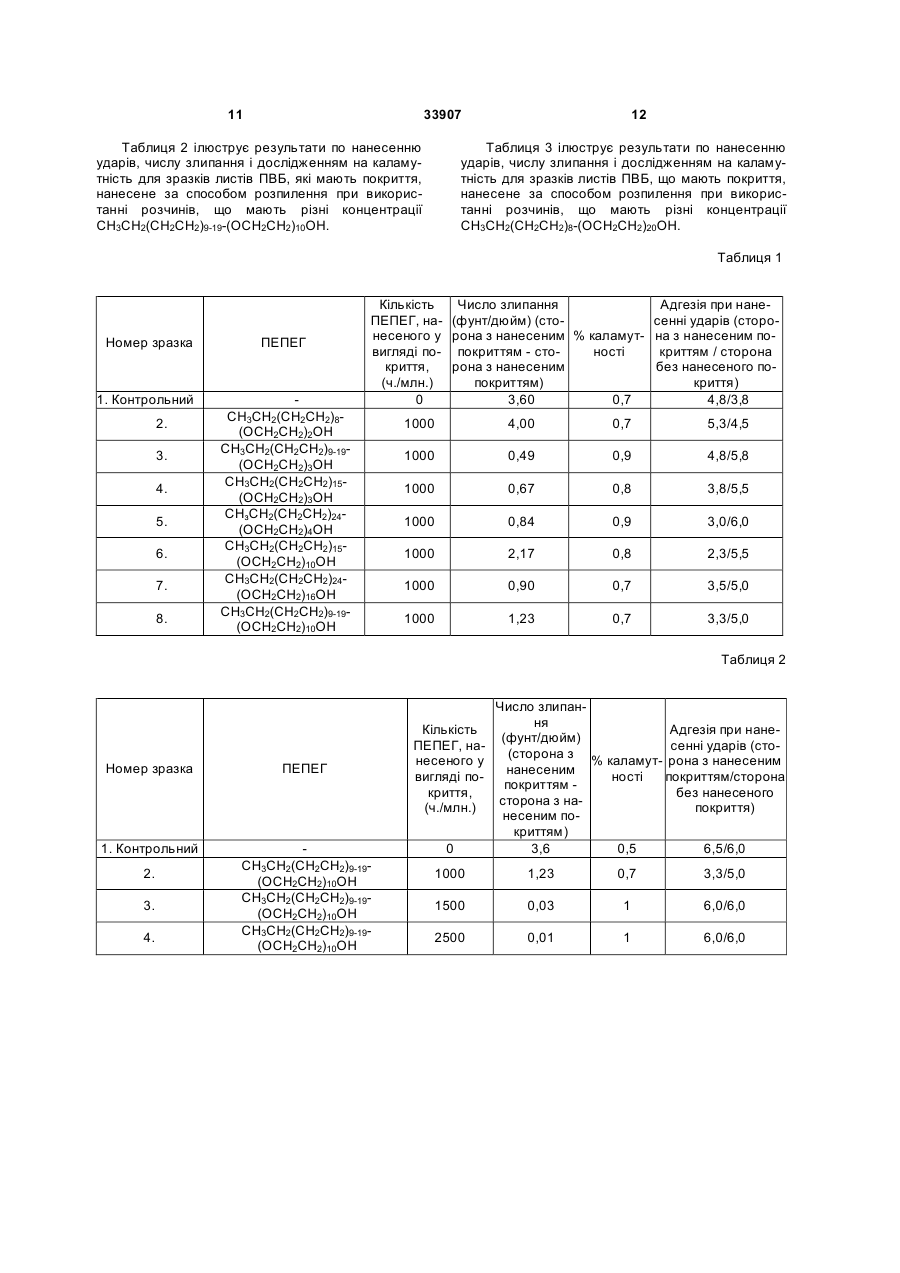
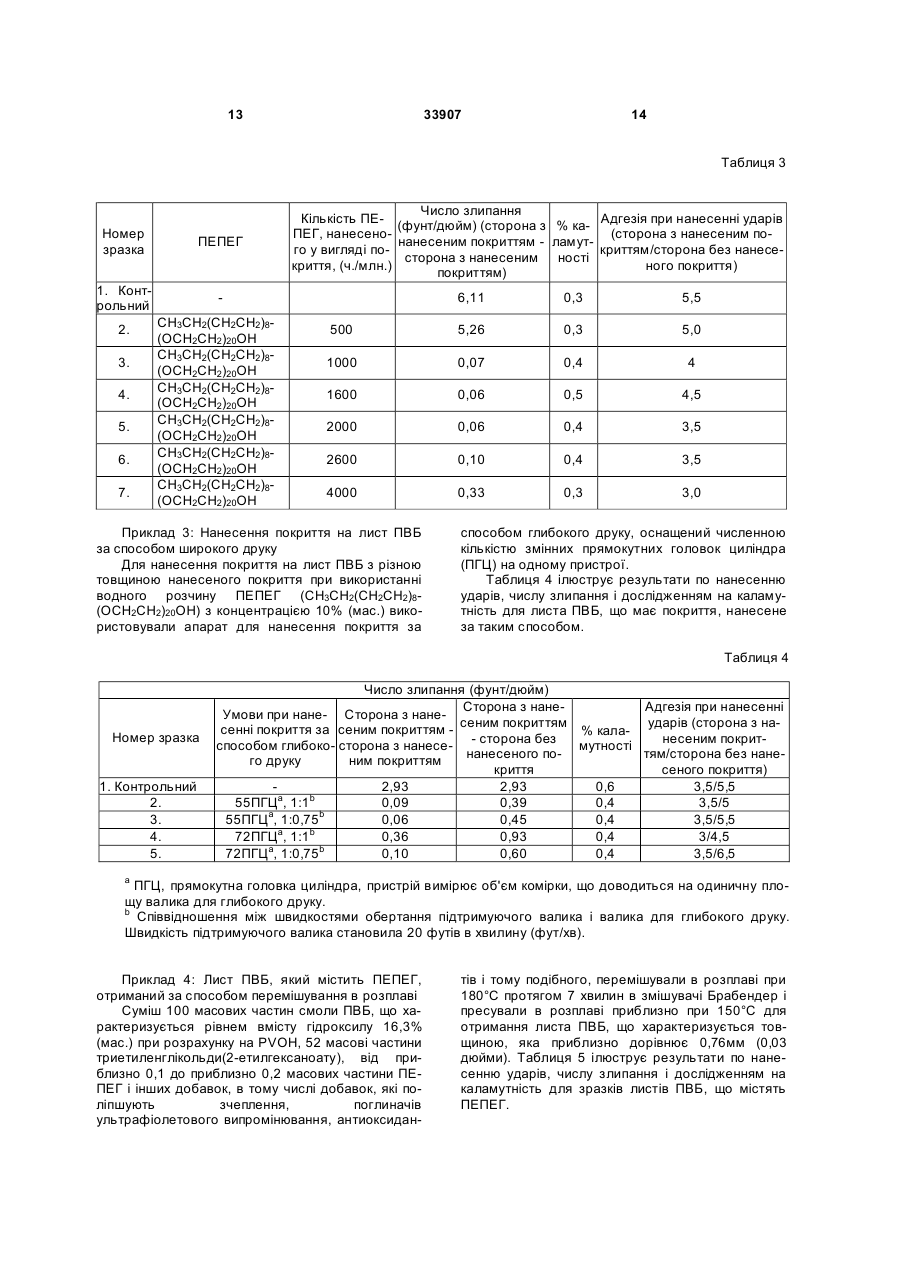
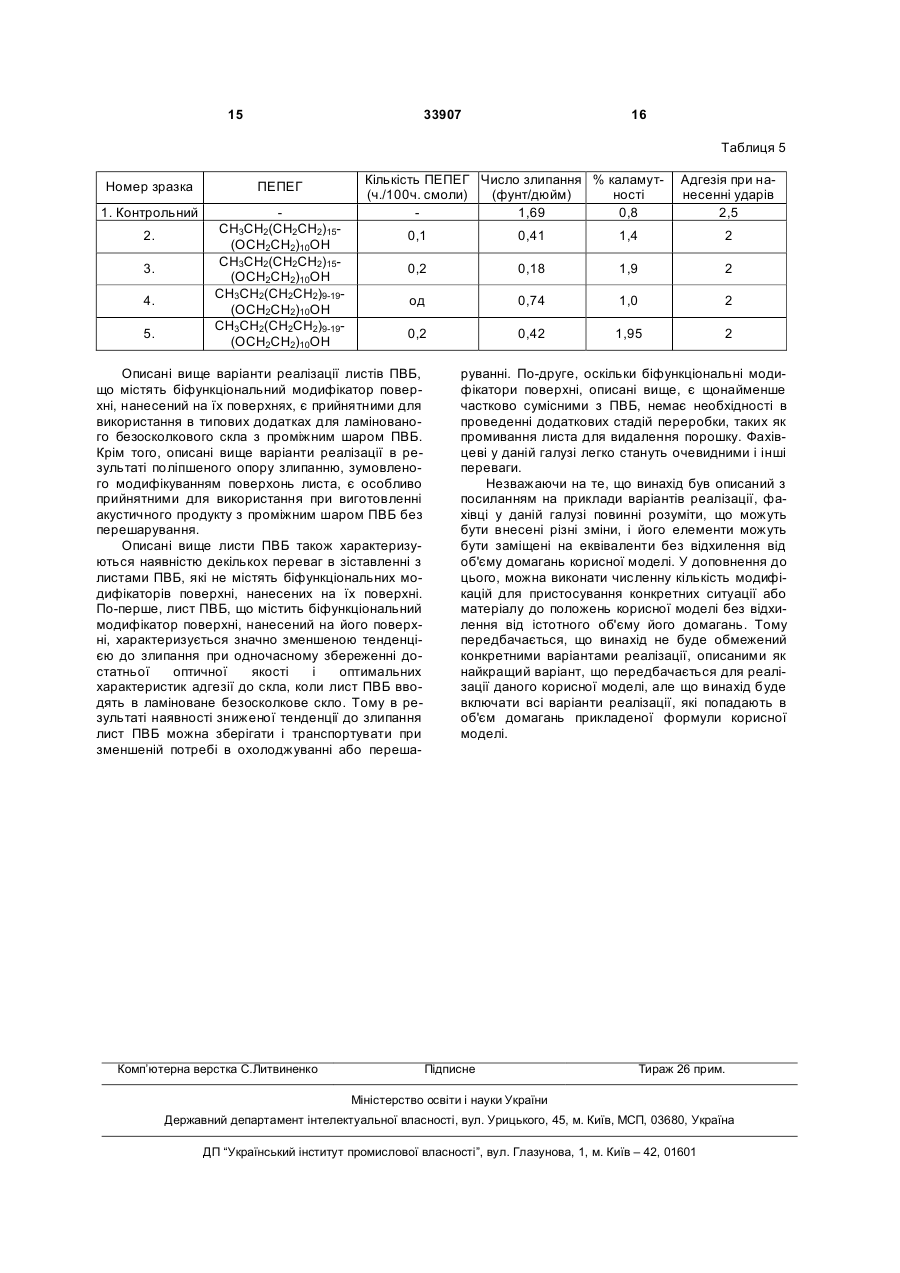
1. Лист полімеру, який містить біфункціональний модифікатор поверхні, нанесений на згаданий лист полімеру, при цьому згаданий біфункціональний модифікатор поверхні включає сегмент, який додає опору злипанню, і сегмент, який додає сумісності, де згаданий біфункціональний модифікатор включає амфіфільний блок-полімер поліетиленполі(етиленгліколь), що описується загальною формулою: CH3CH2(CH2CH2)m-(OCH2CH2)nOH, де m знаходиться в діапазоні від приблизно 5 до приблизно 24, а n знаходиться в діапазоні від приблизно 3 до приблизно 30. 2. Лист полімеру за п.1, де згаданий біфункціональний модифікатор поверхні розпилюють на поверхні згаданого листа полімеру. 3. Лист полімеру за п.1, де згаданий біфункціональний модифікатор поверхні наносять на поверхню згаданого листа полімеру зануренням згаданого листа полімеру в розчин, який містить згаданий біфункціональний модифікатор поверхні. 4. Лист полімеру за п.1, де згаданий біфункціональний модифікатор поверхні домішують в розплаві до згаданого листа полімеру. 5. Лист полімеру за п.1, де кількість біфункціонального модифікатора поверхні, нанесеного на згаданий лист полімеру, складає від приблизно 50 до приблизно 30000ч./млн. U 2 (19) 1 3 онального модифікатора поверхні, нанесеного на поверхню листів полівінілбутиралю. Пластифікований полівінілбутираль (тут і далі в цьому документі «ПВБ») широко використовують для виготовлення листів полімеру, призначених для використання як проміжних шарів в світлопроникних ламінатах, таких як безосколкове скло або полімерні ламінати. Безосколковим склом звичайно називають прозорий ламінат, що включає лист полівінілбутиралю, укладений у вигляді "сендвічевої" структури між двома панелями скла. Безосколкове скло часто використовують для створення прозорого бар'єра в прорізах/отворах в архітектурі і автомобілебудуванні. Його основна функція полягає в поглинанні енергії, такої як викликана ударом предмета, не допускаючи її проникнення через проріз/отвір, що, таким чином, буде зводити до мінімуму пошкодження або травми, які отримуються предметами або особами, що знаходяться в оточеному оболонкою просторі. Добавки до композиції листа в загальному випадку включають добавки, поліпшуючі зчеплення («ДПЗ»), призначені для модифікування адгезії листа до скла, для того, щоб можна було витримувати прийнятний рівень адгезії для запобігання відшаруванню скла з розтріскуванням, і при цьому, все ще забезпечення належного поглинання енергії при ударі. Лист проміжного шару також можна модифікувати для придання додаткових вигідних характеристик безосколковому склу, таких як послаблення акустичного шуму, зменшення пропускання УФ- і/або ІЧ-випромінювання і/або поліпшення естетичної привабливості віконних прорізів. Безосколкове скло звичайно отримують за способом, в якому два шари скла і проміжний шар пластику, такого як ПВБ, збирають в єдиний виріб в пресі попереднього пресування, склеюють з отриманням попереднього ламінату і піддають остаточній обробці з отриманням оптично прозорого ламінату. Фаза зборки в єдиний виріб включає укладання куска скла, укладання зверху нього шару ПВБ, укладання другого куска скла, а після цього обрізання надлишкового ПВБ по кромках шарів скла. Проміжний шар пластику в загальному випадку отримують в результаті перемішування полімеру ПВБ з одним або декількома пластифікаторами і, необов'язково, з одним або декількома іншими інгредієнтами і переробки суміші в розплаві з отриманням листового полотна, яке звичайно збирають і скачують для зберігання і транспортування. У способі ламінування для автомобільного вітрового скла від рулону звичайно відрізають секції листа ПВБ, і дані відрізані секції формують і/або складають в стіс для збирання в єдиний виріб. Після цього відрізану секцію витягують зі стосу і використовують для збирання в єдиний виріб у вигляді шаруватої структури спільно з жорстким субстратом (наприклад, листом скла, що володіє особливою оптичною якістю) таким чином, щоб поверхня жорсткого субстрату і поверхня відрізаної секції знаходилися в безпосередньому контакті і утворювали єдиний виріб в зборі у вигляді ламінату для преса попереднього пресування. У альтернативному варіанті даний єдиний виріб в зборі 33907 4 у вигляді ламінату можна сформувати в результаті перешарування декількох відрізаних секцій (секції) спільно з декількома жорсткими листами. Листу пластифікованого ПВБ, чи є він в формі рулону, або в формі з укладанням в стіс, внутрішньо властива тенденція до прилипання до самого себе («злипання») при температурах оточуючого середовища, що звичайно зустрічаються до і під час реалізації способу ламінування. Була зроблена численна кількість спроб по поліпшенню опору злипанню ПВБ, включаючи механічне надання поверхням листа шорсткості (наприклад, тиснення), нанесення на поверхні листа порошку, такого як бікарбонат натрію, і проведення хімічної або фізичної обробки поверхонь листового полотна ПВБ. На жаль, такі обробки поверхонь часто стають причиною виникнення небажаних проблем, пов'язаних із зручністю в поводженні або з адгезією до скла. У іншому загальноприйнятому практичному варіанті запобігання виникненню такого злипання листове полотно ПВБ можна перешаровувати спільно з іншим листовим матеріалом, таким як поліетилен, або його можна зберігати і транспортувати при охолоджуванні, наприклад, при температурах в діапазоні від приблизно 5 до приблизно 15°С. Однак у випадку модифікацій стандартного листового полотна ПВБ, таких як листове полотно ПВБ, що характеризується високим рівнем вмісту пластифікатора для забезпечення реалізації функції поліпшеного придушення шуму (акустичного), злипання може відбуватися навіть і при умовах охолоджування. У доповнення до цього, було запропоновано введення в ПВБ різних матеріалів, що володіють опором злипанню. Однак введення таких матеріалів в ПВБ може вплинути негативним чином на оптичні властивості ламінату, що виходить в результаті, або на характеристики адгезії листа ПВБ до скла. Відповідно до цього, для поліпшення опору листа ПВБ злипанню необхідні додаткові вдосконалені способи, які не приводили б до негативного впливу на оптичну прозорість ламінатів і характеристики адгезії до скла для листа ПВБ, що виходить в результаті. Як це не дивно, але в цей час було виявлено, що відповідно до даної корисної моделі лист полімеру, який містить біфункціональний модифікатор поверхні, нанесений на поверхні згаданого листа полімеру, в результаті забезпечує отримання поліпшених характеристик опору злипанню, не спричиняючи появи негативних наслідків для оптичних властивостей і адгезії. Крім того, було виявлено, що властивості опору злипанню можна додати поверхні листа полімеру за способом виготовлення, що включає нанесення на поверхню згаданого листа полімеру біфункціональних модифікаторів поверхні. Крім того, даний винахід включає ламіноване безосколкове скло, що включає два листи скла спільно з проміжним шаром у вигляді листа полімеру, розташованого між ними, де лист полімеру містить біфункціональний модифікатор поверхні, нанесений на поверхню згаданого листа полімеру. 5 У цьому документі описуються приклади варіантів реалізації листа полімеру, що містить полівінілбутираль, пластифікатор, введений в полівінілбутираль, і біфункціональний модифікатор поверхні, нанесений на поверхню пластифікованого полівінілбутиралю. Біфункціональний модифікатор поверхні включає блок-співполімер полі(алкіленгліколю) і поліетиленовий ланцюг або вуглеводневий ланцюг, які при нанесенні на лист ПВБ додають модифікатору біфункціональності у вигляді опору злипанню і сумісності, відповідно. Спосіб виготовлення листа полімеру включає переробку полімеру в розплаві з отриманням листа і нанесення на поверхню листа полімеру біфункціонального модифікатора поверхні, що включає блок поліетилену або блок вуглеводневого ланцюга і блок полі(алкіленгліколю). Ламіноване безосколкове скло включає два листи скла з розташованим між ними проміжним шаром у вигляді листа полімеру, де лист полімеру містить біфункціональний модифікатор поверхні, нанесений на згадану поверхню листа полімеру, при цьому згаданий біфункціональний модифікатор поверхні включає сегмент, який додає опору злипанню, і сегмент, який додає сумісності. Пластифікований полімер в формі листа, відповідний даній корисній моделі, містить біфункціональний модифікатор поверхні, нанесений на поверхню листа полімеру. Незважаючи на те, що варіанти реалізації, описані нижче, відносяться до полімеру, що являє собою ПВБ, необхідно розуміти, що полімером може бути будь-яким полімер, який характеризується прийнятною температурою склування. Звичайні такі полімери включають полівінілбутираль, поліуретан, полівінілхлорид, співполімер полі(етиленвінілацетат), комбінації попередніх полімерів і тому подібне. Біфункціональна природа модифікатора поверхні реалізовується в результаті наявності функції опору злипанню і функції сумісності. Таким чином, біфункціональний модифікатор поверхні включає полімер, який характеризується наявністю амфіфільної структури, що включає сегмент, який додає опору злипанню, і сегмент, який додає сумісності. Сегмент, який додає опору злипанню, поліпшує опір злипанню листа полімеру, а сегмент, який додає сумісності, додає листу полімеру відповідну сумісність, що робить можливим збереження оптичної прозорості листа полімеру і оптимальних характеристик адгезії листа полімеру до скла. ПВБ в загальному випадку отримують за відомими способами ацеталювання, які включають проведення реакції з участю PVOH (ПВС) і бутиральдегіду в присутності кислотного каталізатора з подальшими нейтралізацією каталізатора, відділенням, стабілізацією і висушуванням смоли. Полімер звичайно містить від приблизно 13 до приблизно 30 масових процентів (% (мас.)) гідроксильних груп при розрахунку на PVOH, а переважно - від приблизно 15 до приблизно 22% (мас.) гідроксильних груп при розрахунку на PVOH. Полімер додатково містить аж до приблизно 10% (мас.) залишкових складноефірних груп, а переважно - аж до приблизно 3% (мас.) залишкових складноефірних груп при розрахунку на полівіні 33907 6 лацетат, при цьому баланс до 100% складає ацеталь, переважно бутиральдегідацеталь, але, необов'язково, включаючи і інші ацетальні групи, наприклад, 2-етилгексанальну групу. Звичайно продукт ПВБ характеризується молекулярною масою, що перевищує приблизно 70000 грамів на один моль (г/моль). Відповідно до використання в цьому документі термін «молекулярна маса» необхідно розуміти як середню молекулярну масу. Подробиці відносно прийнятних способів отримання ПВБ фахівцям у даній галузі відомі. ПВБ є комерційно доступним в компанії Solutia Inc., СентЛуїс, Міссурі у вигляді смоли Butvar™. До полімеру ПВБ можна додавати добавки для поліпшення його експлуатаційних характеристик в кінцевому продукті. Такі добавки включають нижченаведене, але не обмежуються тільки ним: барвники, пігменти, стабілізатори (наприклад, ультрафіолетові стабілізатори), антиоксиданти, комбінації попередніх добавок і тому подібне. Лист ПВБ звичайно містить приблизно від 20 до 80, а більш часто від 25 до 60 частин пластифікатора на сто частин смоли («ч./100ч. смоли»). Кількість пластифікатора впливає на Tg листа ПВБ. Звичайно збільшення кількості пластифікатора приводить до зменшення Tg. У загальному випадку листи ПВБ характеризуються величиною Tg, яка дорівнює приблизно 30°С або менше. Листи ПВБ, що характеризуються величиною Tg, меншою приблизно 20°С, часто використовують як акустичні листи ПВБ. Звичайно пластифікаторами, що використовуються, є складний ефір багатоосновної кислоти або багатоатомного спирту. Прийнятні пластифікатори включають, наприклад, триетиленглікольди(2-етилбутират), триетиленглікольди(2-етилгексаноат), триетиленглікольдигептаноат, тетраетиленглікольдигептаноат, дигексиладипат, діоктиладипат, гексилциклогексиладипат, суміші гептил- і ноніладипатів, діізононіладипат, гептилноніладипат, дибутилсебацат, полімерні пластифікатори, такі як модифіковані маслом себацинові алкідні смоли і суміші фосфатів і адипатів, такі як описані в [патенті США №3841890], і адипати, таких як описані в [патенті США №4144217]. Пластифікаторами, які звичайно використовуються, також є і змішані адипати, отримані з С4-С9 алкілових спиртів і цикло-С4-С10 спиртів, описані в [патенті США №5013779]. Переважними пластифікаторами є складні С6-C8 ефіри адипінової кислоти, такі як дигексиладипат. Полімер ПВБ і добавки у вигляді пластифікаторів піддають тепловій обробці і формують з наданням форми листа. Приклад одного способу формування листа ПВБ включає екструдування розплавленої смоли ПВБ+пластифікатор+добавки (тут і далі в цьому документі «розплав») в результаті проштовхування розплаву через щілинну екструзійну головку (наприклад, екструзійну головку, що має отвір, який є істотно більшим в одному напрямку в порівнянні з перпендикулярним напрямком). Приклад ще одного способу формування листа ПВБ включає відливання розплавленої смоли або напіврозплавленої смоли з екструзійної головки на валик, отвердження смоли і подальше видалення затверділої смоли у вигляді листа. У 7 будь-якому з варіантів реалізації текстуру поверхні на будь-якій зі сторін або на обох сторонах листа можна регулювати в результаті модифікування поверхонь отвору екструзійної головки або в результаті створення текстури на поверхні валика. Інші методики регулювання текстури листа включають варіювання параметрів речовин реагентів (наприклад, вмісту води в смолі і/або пластифікаторі, температури розплаву або комбінацій попередніх параметрів). Крім того, лист можна сформувати з включенням розташованих з інтервалами виступів, які визначають тимчасову нерегулярність поверхні, що полегшує видалення повітря з листа під час реалізації способів ламінування, по закінченні яких підвищені температури і тиск в способі ламінування приведуть до того, що виступи вплавляти в лист, тим самим, приводячи в результаті до отримання гладкої кінцевої поверхні. У будьякому варіанті реалізації екструдовані листи звичайно характеризуються товщиною в діапазоні від приблизно 0,3 до приблизно 2,5 міліметрів (мм). Біфункціональний модифікатор поверхні переважно наносять на поверхню листа ПВБ або в результаті безпосереднього нанесення у вигляді покриття на поверхню листа ПВБ або в результаті спочатку введення в масу матеріалу листа, а після цього мігрування на поверхні сформованного листа ПВБ. Біфункціональний модифікатор поверхні включає сегмент, який додає опору злипанню, і сегмент, який додає сумісності. Сегмент, який додає опору злипанню, переважно включає поліетиленовий блок або блок вуглеводневого ланцюга, а сегмент, який додає сумісності, переважно включає блок полі(алкіленгліколю). Загальна формула біфункціонального модифікатора поверхні переважно являє собою: R2-(OR1)nOH, де R1 являє собою алкілен, R2 являє собою поліетиленовий або вуглеводневий ланцюг, а n являє собою кількість елементарних ланок алкіленгліколю, які повторюються. Переважні біфункціональні модифікатори поверхні включають амфіфільний блок-полімер поліетиленполі(етиленгліколь) (тут і далі в цьому документі «ПЕПЕГ»), що описується загальною формулою: CH3CH2(CH2CH2)m-(OCH2CH2)nOH, де m знаходиться в діапазоні від приблизно 5 до приблизно 24, а n знаходиться в діапазоні від приблизно 3 до приблизно 30. У такому варіанті реалізації поліетиленовий блок переважно фіксують на поверхні листа ПВБ при використанні блока полі(етиленгліколю). Більш переважно поліетиленовий блок кристалізується в межах мікродомену полімеру з утворенням наноструктурованого шару зверху блока полі(етиленгліколю). Утворення наноструктурованого шару зверху блока полі(етиленгліколю) полегшує зменшення злипання листа ПВБ, особливо тоді, коли лист скачують (в рулон). Приклади методик нанесення біфункціонального модифікатора поверхні на поверхню листа ПВБ включають нижченаведене, але не обмежуються тільки ним: фізичне нанесення модифікатора на поверхню листа. Варіанти фізичного нанесення модифікатора включають нижченаведене, 33907 8 але не обмежуються тільки ним: методики нанесення покриття за способом розпилення, методики занурення, методики нанесення покриття за способом глибокого друку, методики екструдування з розплаву і тому подібне. У прикладі однієї методики нанесення покриття за способом розпилення модифікатор вводять в рідкий носій, тонко подрібнюють і випускають на поверхню листа ПВБ. У прикладі одного варіанту реалізації методики занурення лист ПВБ занурюють в рідину, що містить модифікатор, таким чином, щоб після витягання листа і випаровування носія поверхні листа мали покриття, утворене модифікатором. У прикладі однієї методики нанесення покриття за способом глибокого друку модифікатор у водному або що містить розчинник розчині захоплюють валиком зі структурованою поверхнею з хромовим гальванічним покриттям (валик для глибокого друку), надлишковий модифікатор зіскрібають і рідину переносять із заповнених комірок валика для глибокого друку на полотно ПВБ. У будь-якій методиці носій може бути водним або містити розчинник (наприклад, етанол, метанол, ацетон, метилетиловий кетон, комбінації попередніх розчинників і тому подібне). Після нанесення на лист ПВБ носій випаровується, тим самим, залишаючи модифікатор нанесеним на поверхню листа ПВБ. Концентрація модифікатора в носії повинна бути достатньою для досягнення бажаної концентрації модифікатора на поверхні листа. У типовій методиці розпилення концентрація біфункціонального модифікатора поверхні в носії знаходиться в діапазоні від приблизно 0,1 до приблизно 40% (мас.) при розрахунку на сукупну масу рідини. У будь-якій із згаданих вище методик нанесення покриття кількість біфункціонального модифікатора поверхні, введеного на поверхню листа полімеру, знаходиться в діапазоні від приблизно 50 до приблизно 30000 частин на мільйон (ч./млн.), переважно від приблизно 150 до приблизно 10000ч./млн., а більш переважно від приблизно 300 до приблизно 5000ч./млн. У прикладі варіанту реалізації методики екструдування з розплаву біфункціональний модифікатор поверхні можна вводити в лист ПВБ в результаті перемішування в розплаві модифікатора спільно з пластифікованою смолою ПВБ і екструдування з розплаву або переробки в розплаві суміші з отриманням листа. Після охолоджування підданого екструдуванню або пресуванню листа приблизно до 15°С біфункціональний модифікатор поверхні мігрує до поверхні листа. Модифікатор вводять в розплав при концентрації, достатній для придання бажаних характеристик опору злипанню при одночасному збереженні оптичної прозорості і характеристик адгезії. У прикладі ще одного варіанту реалізації методики перемішування в розплаві модифікатор можна екструдувати спільно зі смолою ПВБ з отриманням структури ламінату, що включає будь-яку комбінацію листів ПВБ і листів ПВБ з введеним модифікатором. Лист ПВБ, який виходить в результаті, містить біфункціональний модифікатор поверхні, характеризується числом злипання щонайменше приблизно на 50%, переважно щонайменше приблизно 9 на 70%, а більш переважно щонайменше приблизно на 90% меншим числа злипання листа полімеру, що містить смолу ПВБ і не містить біфункціональний модифікатор поверхні. Прозорість листа ПВБ, що містить або не містить біфункціональний модифікатор поверхні, можна визначити в результаті вимірювання числа каламутності, яке являє собою процентну частку світла, яке проходить, що розсіюється таким чином, що його напрям відхиляється більше ніж на заданий кут від напрямку падаючого променя, і яке можна визначити відповідно до ASTM D1003. Переважно число каламутності по величині складає менше ніж приблизно 3%, більш переважно, складає менше ніж приблизно 2%, а найбільш переважно - менше ніж приблизно 1%. На адгезію листа ПВБ, що містить біфункціональний модифікатор поверхні, присутність біфункціонального модифікатора поверхні по суті не впливає. Переважно, значення адгезії (кількісне вираження тенденції листа ПВБ прилипати до скла) знаходиться в межах приблизно 20%, більш переважно - в межах приблизно 10%, а найбільш переважно - в межах приблизно 5% від значення адгезії листа ПВБ, що не містить біфункціонального модифікатора поверхні. Адгезію можна виміряти в результаті проведення досліджень на адгезійну міцність нанесенням ударів (досліджень, які дозволяють виміряти міцність зчеплення між листом ПВБ і склом), але не обмежуючись проведенням вимірювань тільки в даних досліджень. Приклади В прикладах використали нижченаведені дослідження: 1. Адгезія при нанесенні ударів Зразки ламінатів з двома шарами скла отримували при використанні стандартних умов ламінування в автоклаві. Ламінати охолоджували до 17,8°С і вручну піддавали ударам, завдаючи ударів молотком для розбивання скла. Після цього все скло, що розбилося, яке не прилипло до листа ПВБ, видаляли, а кількість скла, що залишилося прилиплим до листа ПВБ, візуально зіставляли з набором стандартів. Стандарти відповідали шкалі, в якій скло залишалося прилиплим до листа ПВБ в різних мірах. Зокрема, при стандарті нанесення ударів, відповідному нулю, ніякого скла, прилиплого до листа ПВБ, не залишалося. При стандарті нанесення ударів, відповідному 10, 100% скла залишалося прилиплим до листа ПВБ. 2. Злипання У даному дослідженні вимірювали тенденцію листа ПВБ прилипати до самого себе. У даному дослідженні дві прямокутні смужки плівок відрізали і вміщували разом, формуючи пари, що повністю перекриваються. Верхній лист кожної пари приклеювали до шматка стрічки відповідного розміру. Пари плівок розташовували по центру між двома стальними пластинами і виріб в зборі піддавали впливу тиску 69кПа при температурі 7°С протягом 24 годин. Після цього смуги відшаровували одну від одної в 90-градусному дослідженні на відшарування при використанні апарату для проведення дослідження на відшарування при швидкості відшарування, яка дорівнює 84 дюймам за хвилину. 33907 10 Кількісні характеристики для сили злипання отримували у вигляді фунтів на лінійний дюйм (фунт/дюйм). 3. % каламутності (прозорості) У даному дослідженні вимірювали прозорість ламінату, отриманого з використанням листа ПВБ, і дослідження проводили відповідно до ASTM D1003-61 (Re-approved 1977) - Procedure A -using Illuminant С, кут спостерігача 2 градуси, і апаратом для вимірювання величини каламутності був Hazemeter, Model D25, який доступний в компанії Hunterlab. Приклад 1: Виготовлення листа ПВБ Композицію пластифікованого ПВБ, призначену для отримання листів ПВБ, піддавали попередньому перемішуванню при використанні високоінтенсивного змішувача. Композиція містила 100 масових частин смоли ПВБ, що характеризується рівнем вмісту гідроксилу 16,3% (мас.) при розрахунку на PVOH, 52 частини триетиленглікольди(2етилгексаноату) і інші добавки, в тому числі добавку, яка поліпшує зчеплення, поглиначі ультрафіолетового випромінювання, антиоксидант і інших інгредієнти. Після цього пластифіковану композицію розплавляли в екструдері і в розплавленій формі проштовхували через шліцьову екструзійну головку, що характеризується наявністю на її передньому кінці прямокутного отвору екструзійної головки, обмеженого парою протилежних щік екструзійної головки. Температура розплаву була рівна приблизно 180°С. Товщина екструдованого листа становила приблизно 30 мілів (0,76мм). Кожна сторона листа мала шорстку поверхню, яка під час реалізації способу ламінування робила можливим видалення повітря з міжфазної поверхні між листом і склом. Приклад 2: Нанесення покриття на лист ПВБ за способом розпилення У типовому варіанті нанесення покриття за способом розпилення для тонкого подрібнення рідини, що містить біфункціональний модифікатор поверхні, використовували пневматичний розпилювач і зовнішнє джерело стиснутого повітря при звичайній подачі при тиску в діапазоні від приблизно 70 до приблизно 700 кілопаскалів (кПа) (від приблизно 10 до приблизно 100 фунтів на один квадратний дюйм (фунт/дюйм2)). Рідину, яка містить біфункціональний модифікатор поверхні, отримували в результаті розчинення або диспергування модифікатора у водних розчинах при різних концентраціях. Після цього рідини піддавали тонкому подрібненню і їх випускали щонайменше на одну сторону поверхонь листів ПВБ при використанні обладнання для розпилення з подальшою реалізацією способів висушування для видалення носіїв з залишенням модифікаторів нанесеними на поверхні листів ПВБ. Таблиця 1 ілюструє результати по нанесенню ударів, числу злипання і дослідженням на каламутність для зразків листів ПВБ, які мають покриття, нанесене за способом розпилення при використанні ПЕПЕГ, що характеризується наявністю різних молекулярних структур, які описуються загальною формулою CH3CH2(CH2CH2)m(OCH2CH2)nOH. 11 33907 Таблиця 2 ілюструє результати по нанесенню ударів, числу злипання і дослідженням на каламутність для зразків листів ПВБ, які мають покриття, нанесене за способом розпилення при використанні розчинів, що мають різні концентрації СН3СН2(СН2СН2)9-19-(ОСН2СН2)10ОН. 12 Таблиця 3 ілюструє результати по нанесенню ударів, числу злипання і дослідженням на каламутність для зразків листів ПВБ, що мають покриття, нанесене за способом розпилення при використанні розчинів, що мають різні концентрації СН3СН2(СН2СН2)8-(ОСН2СН2)20ОН. Таблиця 1 Номер зразка 1. Контрольний 2. 3. 4. 5. 6. 7. 8. ПЕПЕГ СН3СН2(СН2СН2)8(ОСН2СН2)2ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)3ОН СН3СН2(СН2СН2)15(ОСН2СН2)3ОН СНзСН2(СН2СН2)24(ОСН2СН2)4ОН СН3СН2(СН2СН2)15(ОСН2СН2)10ОН СН3СH2(СН2СН2)24(ОСН2СН2)16ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)10ОН Число злипання Кількість Адгезія при нанеПЕПЕГ, на- (фунт/дюйм) (стосенні ударів (сторонесеного у рона з нанесеним % каламут- на з нанесеним повигляді по- покриттям - стоності криттям / сторона криття, рона з нанесеним без нанесеного по(ч./млн.) покриттям) криття) 0 3,60 0,7 4,8/3,8 1000 4,00 0,7 5,3/4,5 1000 0,49 0,9 4,8/5,8 1000 0,67 0,8 3,8/5,5 1000 0,84 0,9 3,0/6,0 1000 2,17 0,8 2,3/5,5 1000 0,90 0,7 3,5/5,0 1000 1,23 0,7 3,3/5,0 Таблиця 2 Номер зразка ПЕПЕГ 1. Контрольний CH3CH2(CH2CH2)9-19(ОСН2СН2)10ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)10ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)10ОН 2. 3. 4. Число злипання Кількість Адгезія при нане(фунт/дюйм) ПЕПЕГ, насенні ударів (сто(сторона з несеного у % каламут- рона з нанесеним нанесеним вигляді поності покриттям/сторона покриттям криття, без нанесеного сторона з на(ч./млн.) покриття) несеним покриттям) 0 3,6 0,5 6,5/6,0 1000 1,23 0,7 3,3/5,0 1500 0,03 1 6,0/6,0 2500 0,01 1 6,0/6,0 13 33907 14 Таблиця 3 Номер зразка ПЕПЕГ 1. Контрольний Число злипання Кількість ПЕАдгезія при нанесенні ударів (фунт/дюйм) (сторона з % каПЕГ, нанесено(сторона з нанесеним понанесеним покриттям - ламутго у вигляді покриттям/сторона без нанесесторона з нанесеним ності криття, (ч./млн.) ного покриття) покриттям) 2. 3. 4. 5. 6. 7. СН3СН2(СН2СН2)8(ОСН2СН2)20ОН СН3СН2(СН2СН2)8(ОСН2СН2)20ОН СН3СН2(СН2СН2)8(ОСН2СН2)20ОН СН3СН2(СН2СН2)8(ОСН2СН2)20ОН СН3СН2(СН2СН2)8(ОСН2СН2)20ОН СН3СН2(СН2СН2)8(ОСН2СН2)20ОН 6,11 0,3 5,5 500 5,26 0,3 5,0 1000 0,07 0,4 4 1600 0,06 0,5 4,5 2000 0,06 0,4 3,5 2600 0,10 0,4 3,5 4000 0,33 0,3 3,0 Приклад 3: Нанесення покриття на лист ПВБ за способом широкого друку Для нанесення покриття на лист ПВБ з різною товщиною нанесеного покриття при використанні водного розчину ПЕПЕГ (СН3СН2(СН2СН2)8(ОСН2СН2)20ОН) з концентрацією 10% (мас.) використовували апарат для нанесення покриття за способом глибокого друку, оснащений численною кількістю зміннихпрямокутних головок циліндра (ПГЦ) на одному пристрої. Таблиця 4 ілюструє результати по нанесенню ударів, числу злипання і дослідженням на каламутність для листа ПВБ, що має покриття, нанесене за таким способом. Таблиця 4 Номер зразка 1. Контрольний 2. 3. 4. 5. Число злипання (фунт/дюйм) Сторона з нанеАдгезія при нанесенні Умови при нане- Сторона з нанесеним покриттям ударів (сторона з насенні покриття за сеним покриттям % кала- сторона без несеним покритмутності способом глибоко- сторона з нанесенанесеного потям/сторона без наненим покриттям го друку криття сеного покриття) 2,93 2,93 0,6 3,5/5,5 55ПГЦа, 1:1b 0,09 0,39 0,4 3,5/5 55ПГЦа, 1:0,75b 0,06 0,45 0,4 3,5/5,5 72ПГЦa, 1:1b 0,36 0,93 0,4 3/4,5 72ПГЦа, 1:0,75b 0,10 0,60 0,4 3,5/6,5 а ПГЦ, прямокутна головка циліндра, пристрій вимірює об'єм комірки, що доводиться на одиничну площу валика для глибокого друку. b Співвідношення між швидкостями обертання підтримуючого валика і валика для глибокого друку. Швидкість підтримуючого валика становила 20 футів в хвилину (фут/хв). Приклад 4: Лист ПВБ, який містить ПЕПЕГ, отриманий за способом перемішування в розплаві Суміш 100 масових частин смоли ПВБ, що характеризується рівнем вмісту гідроксилу 16,3% (мас.) при розрахунку на PVOH, 52 масові частини триетиленглікольди(2-етилгексаноату), від приблизно 0,1 до приблизно 0,2 масових частини ПЕПЕГ і інших добавок, в тому числі добавок, які поліпшують зчеплення, поглиначів ультрафіолетового випромінювання, антиоксидан тів і тому подібного, перемішували в розплаві при 180°С протягом 7 хвилин в змішувачі Брабендер і пресували в розплаві приблизно при 150°С для отримання листа ПВБ, що характеризується товщиною, яка приблизно дорівнює 0,76мм (0,03 дюйми). Таблиця 5 ілюструє результати по нанесенню ударів, числу злипання і дослідженням на каламутність для зразків листів ПВБ, що містять ПЕПЕГ. 15 33907 16 Таблиця 5 Номер зразка ПЕПЕГ 1. Контрольний СН3СН2(СН2СН2)15(ОСН2СН2)10ОН СН3СН2(СН2СН2)15(ОСН2СН2)10ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)10ОН СН3СН2(СН2СН2)9-19(ОСН2СН2)10ОН 2. 3. 4. 5. Кількість ПЕПЕГ Число злипання % каламут(ч./100ч. смоли) (фунт/дюйм) ності 1,69 0,8 0,1 0,41 1,4 2 0,2 0,18 1,9 2 од 0,74 1,0 2 0,2 0,42 1,95 2 Описані вище варіанти реалізації листів ПВБ, що містять біфункціональний модифікатор поверхні, нанесений на їх поверхнях, є прийнятними для використання в типових додатках для ламінованого безосколкового скла з проміжним шаром ПВБ. Крім того, описані вище варіанти реалізації в результаті поліпшеного опору злипанню, зумовленого модифікуванням поверхонь листа, є особливо прийнятними для використання при виготовленні акустичного продукту з проміжним шаром ПВБ без перешарування. Описані вище листи ПВБ також характеризуються наявністю декількох переваг в зіставленні з листами ПВБ, які не містять біфункціональних модифікаторів поверхні, нанесених на їх поверхні. По-перше, лист ПВБ, що містить біфункціональний модифікатор поверхні, нанесений на його поверхні, характеризується значно зменшеною тенденцією до злипання при одночасному збереженні достатньої оптичної якості і оптимальних характеристик адгезії до скла, коли лист ПВБ вводять в ламіноване безосколкове скло. Тому в результаті наявності зниженої тенденції до злипання лист ПВБ можна зберігати і транспортувати при зменшеній потребі в охолоджуванні або переша Комп’ютерна верстка C.Литвиненко Адгезія при нанесенні ударів 2,5 руванні. По-друге, оскільки біфункціональні модифікатори поверхні, описані вище, є щонайменше частково сумісними з ПВБ, немає необхідності в проведенні додаткових стадій переробки, таких як промивання листа для видалення порошку. Фахівцеві у даній галузі легко стануть очевидними і інші переваги. Незважаючи на те, що винахід був описаний з посиланням на приклади варіантів реалізації, фахівці у даній галузі повинні розуміти, що можуть бути внесені різні зміни, і його елементи можуть бути заміщені на еквіваленти без відхилення від об'єму домагань корисної моделі. У доповнення до цього, можна виконати численну кількість модифікацій для пристосування конкретних ситуації або матеріалу до положень корисної моделі без відхилення від істотного об'єму його домагань. Тому передбачається, що винахід не буде обмежений конкретними варіантами реалізації, описаними як найкращий варіант, що передбачається для реалізації даного корисної моделі, але що винахід буде включати всі варіанти реалізації, які попадають в об'єм домагань прикладеної формули корисної моделі. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPolymer sheet with bifunctional surface modifying agent
Автори англійськоюChen, Wenjie
Назва патенту російськоюЛист полимера, который содержит бифункциональный модификатор поверхности
Автори російськоюЧень Веньдзе
МПК / Мітки
МПК: C08J 5/18, B32B 17/06, C08L 29/00, C08J 7/00
Мітки: полімеру, лист, містить, поверхні, біфункціональний, модифікатор
Код посилання
<a href="https://ua.patents.su/8-33907-list-polimeru-yakijj-mistit-bifunkcionalnijj-modifikator-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Лист полімеру, який містить біфункціональний модифікатор поверхні</a>
Спосіб одержання електропровідного полімеру, який містить в боковому ланцюзі карбозольні групи
Номер патенту: 2346
Опубліковано: 26.12.1994
Автори: Походенко Віталій Дмитрович, Губа Микола Федорович
МПК: C07C 19/00, C08G 65/00, B01J 19/12
Мітки: спосіб, карбозольні, одержання, містить, електропровідного, ланцюзі, групи, полімеру, боковому
Формула / Реферат:
Способ получения электропроводящего полимера, содержащего в боковой цепи карбазольные группы, путем окислительного электрохимического допирования полимера на аноде в присутствии электролита, отличающийся тем, что в качестве исходного полимера используют поли-N-эпоксипропилкарбазол, в качестве электролита - тетрабутиламмоний тетрафторборат и процесс осуществляют в среде дихлорэтана при концентрации поли-N-эпоксипропилкарбазола и...
Спосіб стабілізації водного розчину водорозчинного полімеру, який містить гідроксиламін, та стабілізована полімерна композиція
Номер патенту: 27323
Опубліковано: 15.09.2000
Автори: Левеллін Морріс Юджин, Хейтнер Ховард Іван
МПК: C08K 3/28, C08L 101/00, C08F 6/00, C08K 3/30, C08L 33/00, C08L 57/00, C08J 3/20, C08K 5/32, C08F 8/32, C08K 5/00
Мітки: спосіб, стабілізована, розчину, водорозчинного, полімеру, полімерна, містить, композиція, гідроксиламін, стабілізації, водного
Текст:
...показывают, что стабилизацию можно получить при 1 молярном % тиосульфата натрия, хотя более устойчивую стабильность получили при 5 молярных % и выше Пример 9. Раствор гидроксамированного полимера готовили из обратимой эмульсии сополимера акриламид-акриловая кислота (97:3). В подходящий реакционный сосуд загружали 50,8 частей гидроксиламинсульфата и 777,5 частей воды К этому при перемешивании добавляли 172,6 частей эмульсионного...
Металевий лист, що містить засоби для його кріплення до опори, прокладка та капот підкоса турбореактивного двигуна
Номер патенту: 83464
Опубліковано: 25.07.2008
Автори: Маі Фредерік, Ремі Крістоф
МПК: F16B 43/00, B64C 1/16
Мітки: двигуна, підкоса, турбореактивного, кріплення, лист, капот, прокладка, засоби, містить, опори, металевій
Формула / Реферат:
1. Металевий лист (10), що містить засоби для його кріплення до опори (21), прокладку (12), укладену вздовж цих засобів, який відрізняється тим, що засоби кріплення містять принаймні один отвір (11), виконаний на металевому листі шляхом штампування, із западиною (15) для приймання головки кріпильного компонента, яка відповідає ділянці (14) металевого листа, що виступає на його внутрішній поверхні, і шайбу (17) для передачі напружень між...
Спосіб одержання карбамідоформальдегідного полімеру, що містить частки діоксиду титану

Номер патенту: 41642
Опубліковано: 17.09.2001
Автори: Комаров Володимир Павлович, Додатко Валерій Федорович, Мельников Борис Іванович, Шапа Микола Миколайович, Зонтов Олександр Володимирович
МПК: C08G 12/00, C08K 3/22, C01G 23/04
Мітки: частки, одержання, містить, спосіб, діоксиду, карбамідоформальдегідного, титану, полімеру
Формула / Реферат:
Спосіб одержання карбамідоформальдегідного полімеру, що містить частки діоксиду титану, що включає готування кислої суспензії колоїдної неорганічної сполуки і поліконденсацію карбаміду та формальдегіду з наступним введенням кислої суспензії колоїдної неорганічної сполуки в реакційну суміш, який відрізняється тим, що поліконденсацію карбаміду та формальдегіду ведуть при рН 3,6¸4,6 в суспензії колоїдного діоксиду титану в гідратованій або...
Спосіб одержання кремнезему, який містить на поверхні шестивалентний хром
Номер патенту: 5832
Опубліковано: 29.12.1994
Автори: Бабич Ігор Вячеславович, Чуйко Олексій Олексійович, Борисенко Микола Васильович, Плюто Юрій Володимирович, Богатирьов Віктор Михайлович
МПК: C01B 33/18
Мітки: кремнезему, містить, поверхні, одержання, хром, шестивалентний, спосіб
Формула / Реферат:
Способ получения кремнезема, содержащего на поверхности шестивалентный хром, включающий обработку кремнезема парами оксихлорида хрома, отличающийся тем, что, с целью увеличения содержания шестивалентного хрома на поверхности частиц, кремнезем последовательно обрабатывают при комнатной температуре оксихлоридом хрома в течение 30-60 мин и газообразным аммиаком в течение 5-20 мин с последующей термообработкой при 380-560 °С в течение 5-30...
Попередній патент: Спосіб лікування ожиріння
Наступний патент: Спосіб очистки води від аліфатичних спиртів
Випадковий патент: Сейсмостійка будова