Спосіб правлення круглого прокату
Номер патенту: 47540
Опубліковано: 15.07.2002
Автори: Алексієнко Георгій Якович, Остапенко Георгій Леонідович, Алексєєнко Богдан Георгійович, Федосов Володимир Гарольдович, Хацкелян Ігор Павлович

Формула / Реферат
Спосіб правлення круглого прокату знакозмінним пружно-пластичним вигином прокату правильними кільцями, що примусово обертаються та ексцентрично розміщені відносно осі правлення, які утворюють зону правлення, при якому попередньо визначають настроювальну величину ексцентриситетів правильних кілець, переміщення прокату здійснюють, використовуючи задану схему нахилу кілець до осі правлення, в процесі правлення прокату проводять зміну ексцентриситетів правильних кілець за заданою програмою, який відрізняється тим, що при правленні переднього і заднього кінців прокату використовують мінімально необхідну кількість правильних кілець, що забезпечують у сукупності процес правлення, групуючи їх з максимально можливим наближенням одне до одного, при цьому використовують задану для переміщення кінців прокату схему нахилу кілець і встановлюють в групі ексцентриситет, рівний 0,2-0,9 його настроювальної величини, а при правленні середньої частини прокату використовують не менше чотирьох правильних кілець, розосереджуючи їх по довжині зони правлення, і встановлюють ексцентриситет на настроювальну величину з урахуванням зміни відстані між кільцями.
Текст
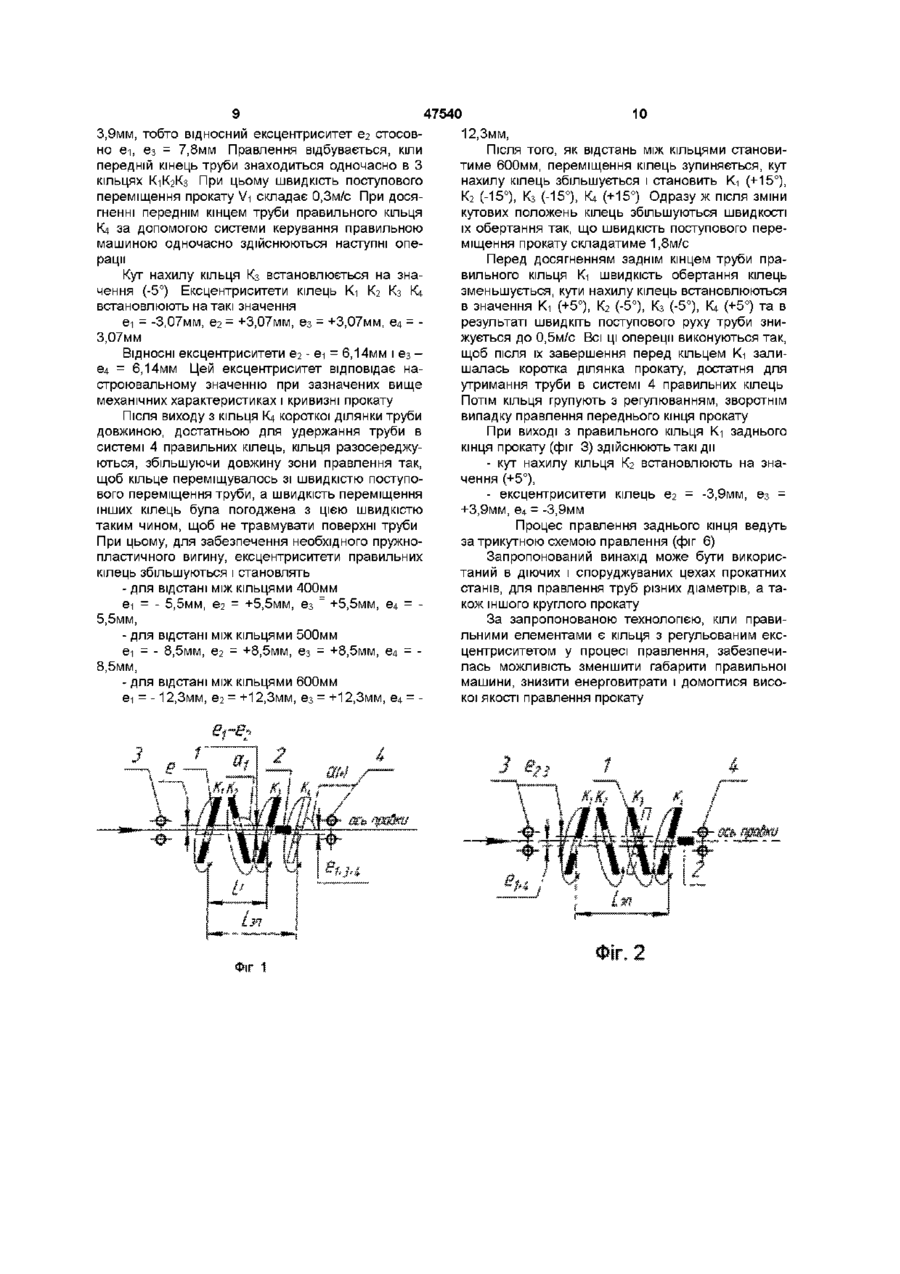
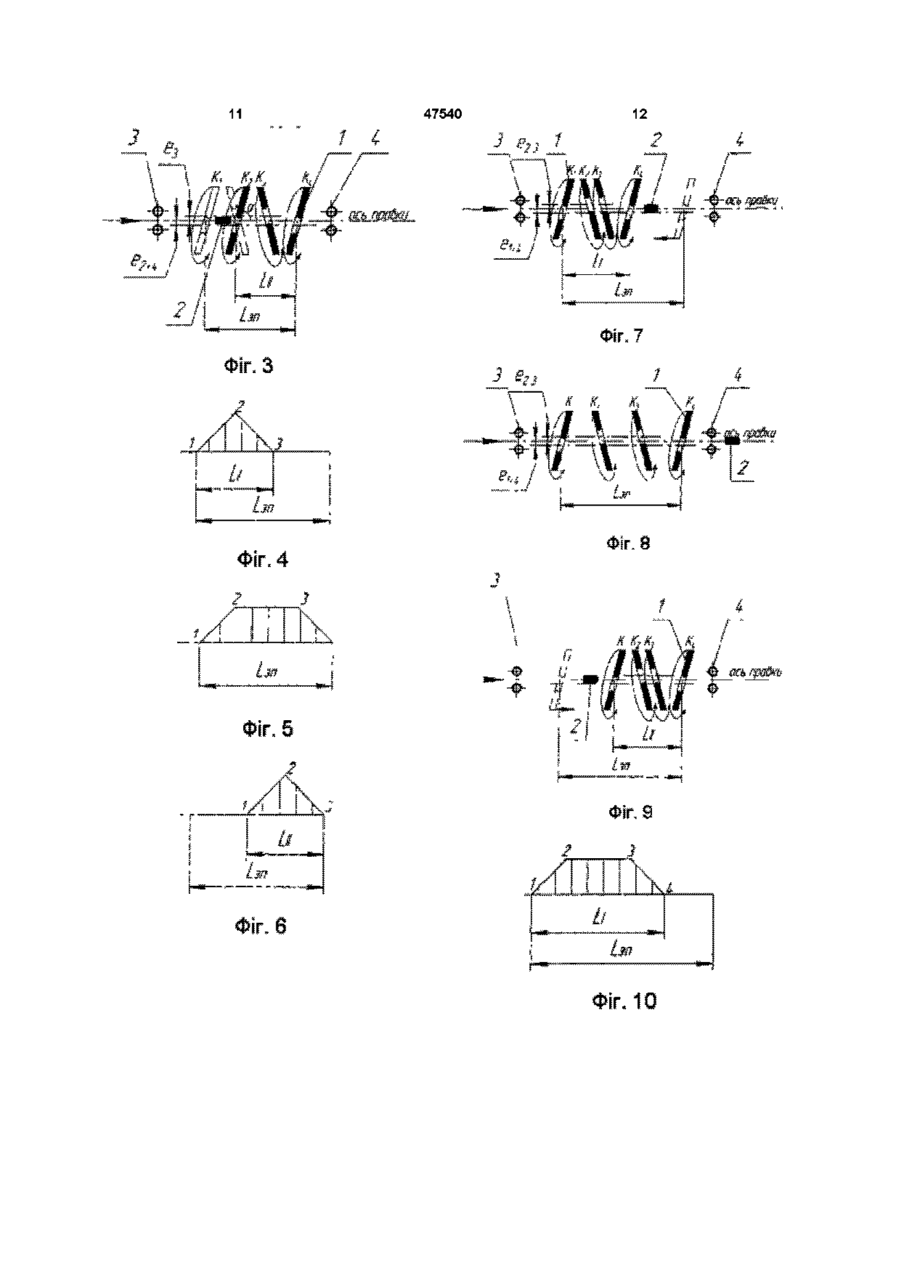
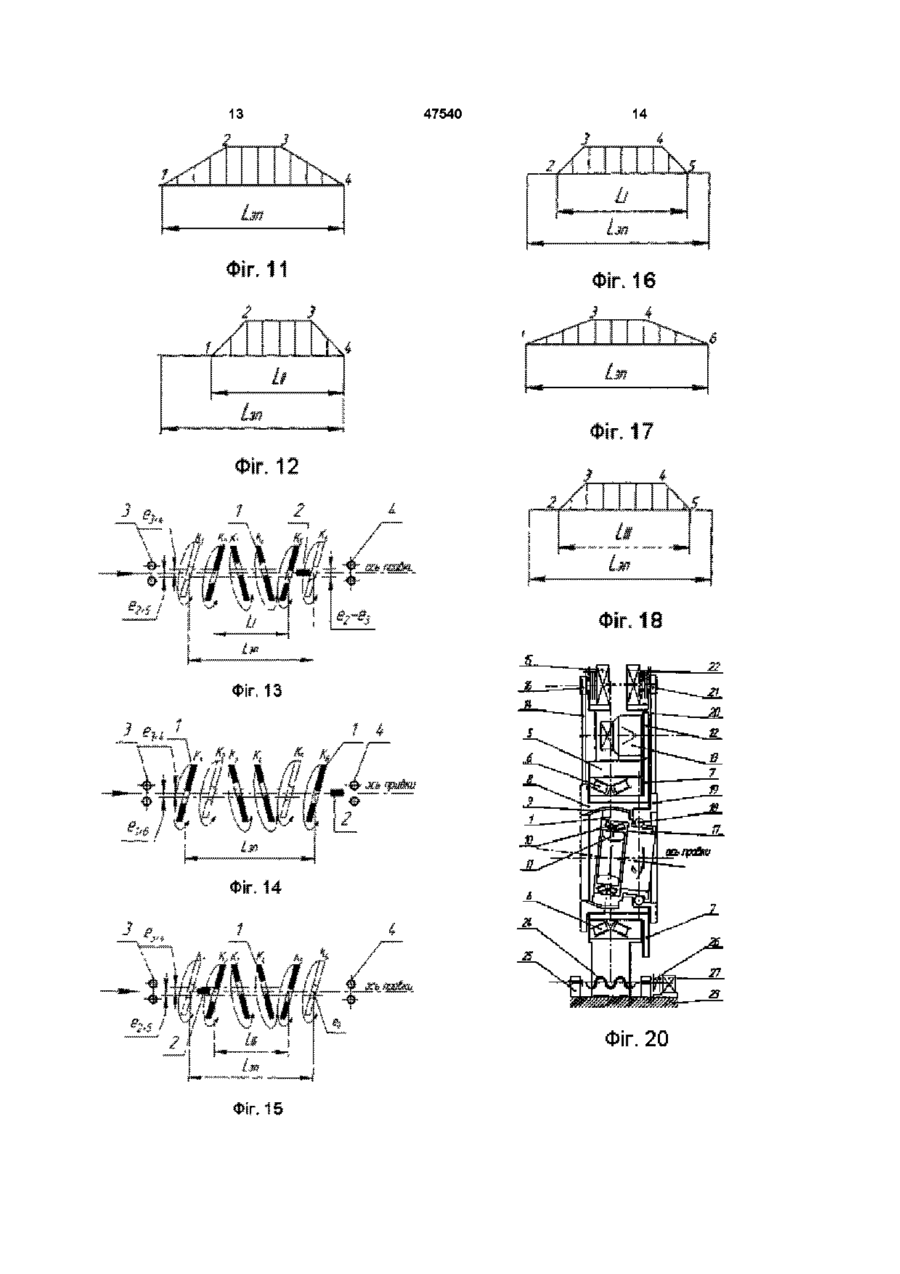
Спосіб правлення круглого прокату знакозмінним пружно-пластичним вигином прокату правильними кільцями, що примусово обертаються та ексцентрично розміщені відносно осі правлення, які утворюють зону правлення, при якому попередньо визначають настроювальну величину ексцентриситетів правильних кілець, переміщення про кату здійснюють, використовуючи задану схему нахилу кілець до осі правлення, в процесі правлення прокату проводять зміну ексцентриситетів правильних кілець за заданою програмою, який відрізняється тим, що при правленні переднього і заднього КІНЦІВ прокату використовують мінімально необхідну КІЛЬКІСТЬ правильних кілець, що забезпечують у сукупності процес правлення, групуючи їх з максимально можливим наближенням одне до одного, при цьому використовують задану для переміщення КІНЦІВ прокату схему нахилу кілець і встановлюють в групі ексцентриситет, рівний 0,2-0,9 його настроювальної величини, а при правленні середньої частини прокату використовують не менше чотирьох правильних кілець, розосереджуючи їх по довжині зони правлення, і встановлюють ексцентриситет на настроювальну величину з урахуванням зміни відстані між кільцями О Винахід відноситься до обробки металів тиском, зокрема, до технологій правлення круглого прокату, наприклад, труб Відомий спосіб правлення круглого прокату, викладений у винаході «Правильна машина» (див SU, А с № 927367, М кл і B21D 3/02, Бюлл №18, 1982р) Сутність способу полягає в тім, що правлення роблять знакозмінним пружно-пластичним вигином прокату, що проходить крізь правильні кільця, які примусово обертаються і ексцентрично розміщені відносно осі правлення, що створюють зону правлення Перед початком правлення визначають настроювальну величину ексцентриситетів у залежності від діаметру прокату і механічних характеристик Переміщення прокату здійснюють, використовуючи задану схему нахилу кілець до осі правлення перед обертанням барабану з правильними кільцями Недоліком є складність одержання якісного правлення, особливо переднього кінця прокату, тому що обертання правильних кілець, через відсутність можливості зміни їхніх ексцентриситетів, виконують при знаходженні переднього кінця прокату у всіх кільцях, отже передній кінець прокату фактично не підданий правленню Використання однієї схеми правлення не дозволяє робити якісно правлення сортаменту прокату з великою різницею діаметрів При правленні в барабані з трьома правильними кільцями можлива тільки трикутна схема правлення і, при порівняно великих діаметрах прокату, правильні кільця зазнають дуже високого навантаження, і при такій схемі можлива поява мікротріщин на поверхні прокату При правленні прокату з різною кривизною по його довжині неможливо здійснити якісне правлення, тому що постійно встановлений ексцентриситет відповідає якісному правленню прокату тільки з конкретною постійною кривизною по довжині прокату За прототип прийнятий спосіб правки круглого прокату, описаний у винаході "Правильний пристрій обладнання для прокатного прутка" (п-т Японії, М кл В21ДЗ/04, №63252617, 1988 р) Суть способу полягає в тому, що знакозмінний пружнопластичний вигин прокату роблять ексцентричне розміщеними відносно осі правлення кільцями, що о ю 47540 примусово обертаються і створюють зону правки Попередньо визначають і настроюють ексцентриситет кілець у залежності від діаметра прокату і встановлюють на заданий кут нахил кілець до осі правки, який забезпечує переміщення прокату При ЗМІНІ діаметра прокату за заданою програмою змінюють ексцентриситет середніх кілець у процесі правки, шляхом переміщення правильного кільця по похилій направляючій Недоліком способу є неможливість здійснювати якісну правку прокату по всій його довжині, особливо прокату великого сортаменту (20 - 450мм), оскільки відсутні операції зміни схем правки переднього і заднього КІНЦІВ прокату і середньої частини Правильна машина-прототип не може реалізувати спосіб правки, який пропонують автори, оскільки відсутні технічні рішення, які могли б в процесі правки групувати і розподіляти по зоні правки правильні кільця Крім того, для забезпечення якісної правки прокату необхідно змінювати величини ексцентриситетів правильних кілець у залежності від зміни довжини зони правки між кільцями Це неможливо досягти патентом Японії В основу винаходу поставлене завдання забезпечити можливість якісної правки круглого прокату будь-якого сортаменту по всій його довжині, тобто знизити до мінімуму, а в деяких випадках івилучити невиправлені КІНЦІ прокату, з одночасним зниженням енерговитрат у процесі правки, одержати поверхню прокату без подряпин і мікротріщин, за рахунок вибору схем правки по довжині прокату із зміною ексцентриситу в залежності від довжини і зони правки між правильними кільцями Поставлене завдання досягається тим, що в способі правлення круглого прокату знакозмінним пружно-пластичним вигином прокату правильними кільцями, що примусово обертаються і ексцентричне розміщені відносно осі правлення, які утворюють зону правлення, попередньо визначивши настроювальну величину ексцентриситетів кілець та переміщення прокату здійснюють, використовуючи задану схему нахилу кілець до осі правлення, зміну ексцентриситетів кілець по заданій програмі в процесі правлення прокату ВІДПОВІДНО ДО винаходу, при правленні переднього і заднього КІНЦІВ прокату використовують мінімально необхідну КІЛЬКІСТЬ правильних кілець, забезпечуючих у сукупності процес правлення, групуючи їх з максимально можливим наближенням одне до одного, забезпечуючи при цьому задану для переміщення КІНЦІВ прокату схему нахилу кілець, встановлюючи в групі ексцентриситет, рівний 0,2 - 0,9 настроювальної величини, а при правленні середньої частини прокату використовують не менше чотирьох правильних кілець, розосереджуючи їх по довжині зони правлення, і встановлюють ексцентриситет на настроювальну величину з урахуванням зміни відстані між кільцями Приведена сукупність ознак способу правлення круглого прокату, що заявляється, є достатньою у всіх випадках, на які поширюється обсяг правового захисту Використання мінімально необхідної КІЛЬКОСТІ кілець забезпечує можливість вибрати раціональну схему правлення переднього і заднього КІНЦІВ прокату і, у сукупності з групуванням кілець з максимально можливим наближенням одне до одного, дозволяє здійснити правлення прокату з мінімальними невиправленими кінцями прокату, а в деяких випадках виключити невиправлені кінцеві ділянки прокату Встановлення ексцентриситету кілець при правленні переднього і заднього КІНЦІВ прокату на величину 0,2 - 0,9 настроювального (ен) ексцентриситету, встановленого в залежності від середньостатистичної кривизни по довжині прокату і твердості матеріалу прокату, необхідна для правлення КІНЦІВ прокату за різними схемами правлення, з урахуванням зближення і віддалення правильних кілець одне від одного, що беруть участь у правленні КІНЦІВ прокату При зменшенні величини ексцентриситету менш 0,2 настроювального ексцентриситету (еп) процес правлення неможливий, тому що може бути відсутня пружно-пластична деформація в трубі, а збільшення величини ексцентриситету більш 0,9ен може перевищити межу МІЦНОСТІ матеріалу при деформації коротких ділянок КІНЦІВ прокату Спосіб пояснюється фіг 1-19 На фіг 1 т 3 показані схеми одночасних деформацій з використанням правильної машини з чотирма правильними кільцями на фіг 1 - етап правлення переднього кінця прокату, зосередженого у зоні І_і, на фіг 2 - етап правлення середньої частини прокату з поворотом кільця Кз, здійснюючи задану схему нахилу кілець, на фіг 3 - етап правлення заднього кінця прокату, з поворотом кільця «2 На фіг 4 -ь 6 - показані схеми розподілу моментів вигину при деформації прокату в подовжньому напрямку по етапах правлення На фіг 7 т 9 • показані схеми деформацій з переміщенням правильних кілець, групуючи їх у процесі правлення на фіг 7 - схема правлення переднього кінця прокату, кільця «2, Кз, К4 зсунуті до кільця Кі утворюючи зону правлення І_і на фіг 8 - схема правлення середньої частини прокату, кільця розсунуті на всю зону правлення І-зп, на фіг 9 - схема правлення заднього кінця прокату, кільця Кі «2, Кз зсунуті до кільця \U, утворюючи нову зону правлення І_ц На фіг 10 -ь 12 - показані схеми моментів вигину по схемах правлення (фіг 7-5-9) На фіг 13 -ь 15 - показані схеми деформацій з використанням правильної машини із шістьма правильними кільцями на фіг 13 - схема правлення переднього кінця прокату, на фіг 14 - схема правлення середньої частини прокату (Кг і Кб - не задіяні), на фіг 15 - схема правлення заднього кінця прокату На фіг 16-18 показані схеми моментів вигину по схемах правлення (фіг 13 -ь 15) На фіг 19 - кінематична схема касети правильної машини з правильним кільцем Для реалізації способу правлення круглого 47540 прокату, як приклад пропонується правильна машина, що складається з блоку касет (на фіг 19 показана одна касета), розміщених уздовж осі правлення Касета складається з корпуса 5, у якому через підшипниковий вузол 6 встановлена втулка 7 із внутрішнім ексцентриковим отвором, у якому розміщена обійма 8 із внутрішньою поверхнею, виконаною в поздовжньому перетині по радіусу У поверхні виконаний паз 9 Внутрішня поверхня обойми 8 контактує з кульовою обоймою правильного кільця 1 У КІЛЬЦІ 1 через підшипниковий вузол 10 розміщена робоча втулка 11, внутрішня поверхня отвору якої виконана опуклою по радіусу Шестірня втулки 7 входить у зачеплення із шестірнею 12 привода 13 Обійма 8 зв'язана безшумним ланцюгом 14 із приводом 15 через зірочку 16 Правильне кільце 1 має торець з однієї сторони у виді втулки 17, що через сухар 18 контактує з ексцентриковою розточкою у веденій зірочці 19 і яка, через безшумний ланцюг 20 і ведучу зірочку 21, зв'язана з приводом 22 нахилу кілець 1 Корпус 5 встановлений на напрямних 23 з можливістю переміщення корпусу 5 вздовж осі правлення через гвинт 24, розміщений на опорах 25, муфту 26 і привод 27 Обертання правильного кільця 1 досягається від привода 13, установка ексцентриситету поворотом обійми 8, пригальмовуючи обійму 8 приводом 15 Нахил кілець 1 відносно осі правлення на кут а здійснюється поворотом веденої зірочки 19 із внутрішнім ексцентриковим отвором, змінюючи положення сухаря 18, що впливає на торцеву втулку 17 правильного кільця 1 Спосіб правлення круглого прокату здійснюється таким чином Створюють знакозмінний пружно-пластичний вигин прокату правильними кільцями 1, що примусово обертаються і ексцентрично розміщені відносно осі правлення (фіг 19), які створюють зону правлення І_зп (фіг 1 + 3, 7 -ь 9, 13 -ь 15), попередньо визначивши, з урахуванням жорсткості труби, и діаметру, вихідної кривизни, відстані між центрами правильних кілець, настроювальний ексцентриситет «ен» Переміщення прокату здійснюють, використовуючи задану необхідну схему нахилу кілець до осі правлення Процес правлення роблять зі зміною ексцентриситетів по заданій програмі Зміну ексцентриситетів здійснюють поворотом обійми 8 (фіг 19), пригальмовуючи чи збільшуючи швидкість її обертання приводом 15 При правленні переднього кінця 2 (фіг 1) прокату, прокат задають роликами 3 (фіг 1, 7) і використовують мінімальну КІЛЬКІСТЬ правильних кілець 1 (фіг 19) з максимально можливим наближенням одне до одного, з урахуванням конструктивних можливостей і механічних характеристик виробу правлення Нахил кілець 1 у цій групі встановлюють за заданою схемою, необхідною для примусового переміщення прокату уздовж осі правлення Нахил кілець 1 відносно до осі правлення на задані кути ±а здійснюється, наприклад, поворотом ведомої зірочки 19 (фіг 19) із внутрішнім ексцентриковим отвором, змінюючи положення сухаря 18, що впливає на поверхню торцевої втулки 17 правильного кільця 1 У групі кілець 1 встановлюють ексцентриситет, рівний 0,2 - 0,9 його настроювальної величини Під час правлення середньої частини прокату 2 (фіг 2) використовують не менш чотирьох правильних кілець 6, розосереджуючи їх (фіг 2, 8, 14) по довжині зони правлення І_зп, виконуючи задану схему їх нахилу Ексцентриситет встановлюють на настроювальну величину і змінюють його в залежності від відхилу кривизни ділянки прокату від середньостатистичної величини Розосередження кілець 1 по довжині зони правлення І_зп може здійснюватися переміщенням корпуса 5 касети (фіг 19) з розміщеним у ньому правильним кільцем 1 Переміщення здійснюють приводом 27 за допомогою гвинта 24 і установки корпуса 5 на напрямних 23 Розосередження правильних кілець 1 може здійснюватися вибірково, використовуючи визначені кільця в зоні правлення (фіг 14) При правленні заднього кінця прокату, як і переднього, використовують мінімальну КІЛЬКІСТЬ правильних кілець (фіг 3, 9, 15) з максимальним наближенням одне до одного, утворюючи зону правлення І_п Аналогічно, як і при правленні переднього кінця прокату, ексцентриситет зменшують до величини, що дорівнює 0,2 - 0,9 настроювальної Варіанти здійснення способу Варіант 1 Приймемо, що загальна КІЛЬКІСТЬ правильних кілець у правильній машині - чотири Задається передній кінець прокату 2 (фіг 1), і в роботі беруть участь правильні кільця Кі Кг, Кз (фіГ 1) Е К С Ц Є Н Т Р И С И Т Є Т И КІЛеЦЬ ДОРІВНЮЮТЬ Є-І, Є2, ез Відносний ексцентриситет утворено між середнім кільцем Кг і крайніми кільцями Кі і Кз Ексцентриситети е-і, Є2, ез складають 0,2 - 0,9 настроювальних ексцентриситетів процесу правлення прокату Настроювальний ексцентриситет - це величина при середньостатистичному значенні кривизни прокату з урахуванням його жорсткості, діаметру і відстані між центрами правильних кілець 1 (фіг 19) Правлення переднього кінця 2 прокату здійснюється за схемою розподілу моментів вигину (фіг 4), тобто за трикутною схемою правлення, у зоні Ц Переміщення прокату роблять обертанням кілець Кі Кг Кз (фіг 1), при цьому кільце Кз повертають і встановлюють на кут (-а), що дорівнює куту нахилу кільця К-і, а кут нахилу кільця Кг дорівнює (+а), забезпечуючи необхідну для переміщення схему нахилу кілець 1 Швидкість поступового переміщення прокату становлює Vi [м/с], що відповідає ги [об/мін], обертів правильних кілець Максимальне значення швидкості Vi визначається з умов навантажної можливості використаних вузлів ПІДШИПНИКІВ правильних кілець Після ТОГО, ЯК передній кінець прокату 2 (фіг 2) попадає в четверте правильне кільце \U, кільце Кз нахиляють на кут (+а) так, що середні кільця Кг і Кз встановлюються паралельно один одному Встановлюють ексцентриситети е-і, Є2, ез, Є4 кілець КІ Кг, Кз, «4 на величину, рівну ен, тобто настроювальну, з урахуванням відстані між кільцями (у даному варіанті відстань не змінювалась та еі = Є2 = 47540 ез = Є4 = ен) Правлення переднього кінця прокату продовжують за трапецієподібною схемою (фіг 5) При переході до правлення середньої частини прокату кільця разосереджуються, величина навантаження на кільця зменшується Для підвищення продуктивності в цьому випадку швидкість переміщення прокату можно збільшити до величини V2, Що відповідає П обертів правильних кілець Ці 2 величини пов'язані прямопропорцюнальною залежністю, тому повинна здійснюватись умова Максимально можлива величина П визнача2 ється конструктивними та технічними параметрами вузлів та агрегатів конкретної машини Залежність зміни числа обертів кілець від зміни відстані між ними для забезпечення постійної потужності правлення при складному навантаженні відрізняється від лінійної, і, в залежносте від реалізації способу, може становлювати Л * =(0,5*1,5)'* »t h де h, - відстань між сгрупованими кільцями, Ь відстань між разосередженими кільцями Після виходу заднього кінця прокату 2 (фіг 3) з першого по ходу правлення правильного кільця КІ кільце «2 нахиляють на кут (+ а), забезпечуючи задану для групи кілець «2, Кз, «4 схему нахилу, ексцентриситет Є2, ез, Є4 змінюють, зменшуючи його до 0,2 - 0,9ен Зона правлення для даної групи кілець - І 1 Після виходу заднього кінця прокату 1 з кільця «2 включають ролики _ примусового переміщення прокату Швидкість УЗ поступового переміщення прокату при правленні заднього кінця прокату зменшують до значення, що відповідає швидкості правлення переднього кінця прокату Vi Якщо в процесі правлення кривизна по довжині прокату змінюється вище середньостатистичної, то при правленні середньої частини прокату ексцентриситети кілець Кі «2, Кз, «4 змінюють з урахуванням зміни кривизни прокату Величина зміни ексцентриситету може бути визначена з виразу де р - радіус кривизни, Др - зміна радіуса кривизни, І_зп - довжина зони правлення (відстань між крайніми правильними кільцями) Варіант 2 Нехай правильна машина має досить довгу зону правлення І_зп (фіг 7 -ь 9) Тоді під час задачі переднього кінця прокату кільця Кі «2, Кз, «4 згруповані в зоні І_і (фіг 7) Правлення переднього кінця ведуть у чотирьох кільцях за трапецієподібною схемою правлення з ексцентриситетами е-і, Є2, ез, Є4, що дорівнюють 0,2 - 0,9ен (фіг 10) Після проходу переднього кінця прокату через четверте кільце К4 кільця Кг, Кз і К4 переміщують по напрямним зі швидкістю, що дорівнює швидкості переміщення прокату, до рівномірного розосередження їх по всій зоні правлення І_зп, змінюючи (збільшуючи) в цей час ексцентриситети кілець К-і, Кг, Кз, К4 до номінального, з урахуванням збіль 8 шення відстані між кільцями Величина ексцентриситету, в залежності від зміни відстані між кільцями (ДІ_), може бути визначена виразом Ае де ДІ_ - зміна відстані між правильними кільцями, е н - попереднє значення ексцентриситету Після виходу заднього кінця 2 прокату (фіг 9) із транспортуючого ролика 3, кільця Кі Кг, Кз переміщують до кільця К4 зі швидкістю переміщення прокату і групують у зоні І_ц с максимально можливим наближенням одне до одного Правлення ведуть за схемою (фіг 12) Після виходу заднього кінця прокату з кільця Кі підключають до роботи тягнучі ролики 4 Варіант 3 Правильна машина має шість правильних кілець (фіг 13, 14, 15) При правленні переднього кінця 2 (фіг 13) використовують кільця Кг, Кз, І
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for round roll straightening
Автори англійськоюAlekseenko Bohdan Heorhiovych, Fedosov Volodymyr Haroldovych, Ostapenko Heorhii Leonidovych, Hatskelian Ihor Pavlovych, Aleksiienko Heorhii Yakovych
Назва патенту російськоюСпособ правки круглого проката
Автори російськоюАлексеенко Богдан Георгиевич, Федосов Владимир Гарольдович, Остапенко Георгий Леонидович, Хацкелян Игорь Павлович, Алексеенко Георгий Яковлевич
МПК / Мітки
МПК: B21D 3/00
Мітки: круглого, прокату, спосіб, правлення
Код посилання
<a href="https://ua.patents.su/8-47540-sposib-pravlennya-kruglogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб правлення круглого прокату</a>
Спосіб термічного зміцнення прокату
Номер патенту: 43215
Опубліковано: 15.11.2001
Автори: Довгаль Петро Григорович, Кокшаров Олександр Миколайович, Білоус Геннадій Пилипович, Приходько Євгенія Валер'янівна, Шрамко Микола Єгорович, Черненко Валерій Тарасович, Курочкін Олександр Федорович, Худик Валеріан Тарасович, Костюченко Михайло Іванович
МПК: C21D 1/02
Мітки: спосіб, термічного, прокату, зміцнення
Формула / Реферат:
1. Спосіб термічного зміцнення прокату, що включає нагрівання заготовки, гарячу прокатку, переривне·гартування готового профілю до 700-350°С і регулювання швидкості його повздовжнього переміщення після припинення кінематичного зв´язку з чистовою кліттю, який відрізняється тим, що регулювання швидкості розкату здійснюють по відношенню тривалості проходження його переднього і заднього кінців поміж датчиками наявності металу, встановленими...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Худик Валеріан Тарасович, Довгаль Петро Григорович, Білоус Геннадій Пилипович, Квашин Валерій Миколайович, Блохін Дмитро Порфирович, Приходько Євгенія Валер'янівна, Сокуренко Анатолій Валентинович, Костюченко Михайло Іванович
МПК: B21B 1/16, B23D 31/00
Мітки: прокату, спосіб, довжини, мірної, одержання
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Спосіб підрівнювання сортового прокату
Номер патенту: 41587
Опубліковано: 17.09.2001
Автори: Худик Валеріан Тарасович, Костюченко Михайло Іванович, Дубина Олег Вікторович, Шеремет Володимир Олександрович
МПК: B21B 39/00
Мітки: сортового, підрівнювання, прокату, спосіб
Формула / Реферат:
Спосіб підрівнювання сортового прокату, який включає поштучне укладання штанг, котрі передаються рейками холодильника на рольганг, що підрівнює, з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зчеплення штанг з приводними роликами і зупинка штанг у необхідному положенні, який відрізняється тим, що зчеплення штанг з приводними роликами припиняють при досягненні передніми...
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Квашин Валерій Миколайович, Дубина Олег Вікторович, Блохін Дмитро Порфирович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович
МПК: B21B 39/00
Мітки: сортового, підрівнювання, прокату, кінців, спосіб, передніх
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Дубина Олег Вікторович, Худик Валеріан Тарасович
МПК: B21B 37/72
Мітки: спосіб, підрівнювання, сортового, холодильнику, прокату
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Попередній патент: Спосіб визначення к.к.д. газотурбінних установок в експлуатаційних умовах
Наступний патент: Електроповітророзподільник гальма залізничного транспортного засобу
Випадковий патент: Фармацевтична комбінація 5-фторурацилу і похідного 1,4-дигідропіридину та її застосування в лікуванні раку