Спосіб термічного зміцнення прокату
Номер патенту: 43215
Опубліковано: 15.11.2001
Автори: Черненко Валерій Тарасович, Кокшаров Олександр Миколайович, Шрамко Микола Єгорович, Білоус Геннадій Пилипович, Худик Валеріан Тарасович, Костюченко Михайло Іванович, Приходько Євгенія Валер'янівна, Довгаль Петро Григорович, Курочкін Олександр Федорович

Формула / Реферат
1. Спосіб термічного зміцнення прокату, що включає нагрівання заготовки, гарячу прокатку, переривне·гартування готового профілю до 700-350°С і регулювання швидкості його повздовжнього переміщення після припинення кінематичного зв´язку з чистовою кліттю, який відрізняється тим, що регулювання швидкості розкату здійснюють по відношенню тривалості проходження його переднього і заднього кінців поміж датчиками наявності металу, встановленими перед і після зони активного охолодження металу·
2. Спосіб за п.1, який відрізняється тим, що відношення тривалості проходження переднім і заднім кінцями розкату поміж датчиками наявності металу витримують у межах 1,01-1,15.
Текст
1. Спосіб термічного зміцнення прокату, що включає нагрівання заготовки, гарячу прокатку, 43215 Разом з тим, при розташуванні зони активного охолодження в середині збільшеної бази, змінення її протяжності не впливає на значення відношення тривалості її проходження кінцями рушійного з прискоренням розкату. Таким чином, при оцінюванні та регулюванні розгону прокату, відношення тривалості перерваного гартування кінців розкату може бути замінено відношенням тривалості проходження кінцями розкату відстані між датчиком наявності металу, встановленими перед та після зони активного охолодження. Обмеження відношення тривалості охолодження переднього і заднього кінців розкату нижнім значенням рівним 1,01 виключає можливість наганяти передніми кінцями наступних штаб задніх кінців попередніх штаб. Обмеження цього відношення верхнім значенням, рівним 1,15, забезпечує можливість зниження розкиду механічних властивостей нижче допустимого рівня. В запропонованому винаході виробництво термічнозміцненого прокату в потоці безперервного прокатного стану здійснюється таким чином. Нагріту у методичній печі заготовку при температурах, що забезпечують перебування металів в аустенітному стані, прокатують у заданий профіль. Термічне зміцнення прокату здійснюють перерваним гартуванням у суцільному потоці води, що забезпечує виконання умов теплообміну першого роду. Оскільки довжина розкату готового профілю перебільшує відстань між чистовою кліттю і кінцем зони активного охолодження, частина розкату, примикаюча до переднього кінця, підлягає перерваному гартуванню при знаходженні прокату у чистовій кліті, швидкість якого відносно стабільна, тому що визначається швидкістю прокатки. А та частина розкату, яка примикає до заднього кінця, підлягає гартуванню після виходу металу з чистової кліті і тому піддається прискорюванню. Тривалість охолодження передньої частини розкату, необхідну для отримання заданого рівня зміцнення, забезпечують відповідною довжиною зони активного охолодження. Регулювання швидкості повздовжнього переміщення задньої частини розкату після припинення його кінематичного з'вязку з чистовою кліттю здійснюють по відношенню тривалості проходження переднього і заднього кінців розкату між датчиками наявності металу, встановленими перед та після зони активного омолодження, які витримують у межах 1,01-1,15 та коректують шляхом регулювання величини і тривалості силового впливу на прокат із боку охолоджуючих пристроїв і розташованих за ними секцій рольгангів. Перевірку запропонованого способу здійснювали на безперервних станах комбінату "Криворіжсталь". Проведеними дослідженнями встановлено, що при прискореному охолодженні прокату в прямоточних проводкових пристроях суцільним потоком води, що забезпечує отримання арматурних профілів класу А-500 із низьковуглецевої сталі, регулювання швидкості прокату після припинення кінематичного зв'язку з чистовою кліттю по відношенню тривалості проходження його переднього і заднього кінців між датчиками наявності металу, розташованими перед і після зони активного охолодження металу забезпечує безперебійну роботу систем регулювання швидкості руху прокату. Обмеження цього відношення в межах 1,01-1,15, поряд із запобіганням нагонів передніми кінцями наступних штаб задніх кінців попередніх штаб, виключає можливість одержання термічно зміцненого прокату з розкиданням механічних властивостей по його довжині, що перевищують встановлені межі. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 2
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for thermal strengthening rolled metal
Автори англійськоюKhudik Valerian Tarasovych, Kostiuchenko Mykhailo Ivanovych, Chernenko Valerii Tarasovych, Kurochkin Oleksandr Fedorovych, Shramko Mykola Yehorovych, Dovhal Petro Hryhorovych, Prykhodko Yevheniia Valeriianivna, Bilous Hennadii Pylypovych, Koksharov Oleksandr Mykplaiovych
Назва патенту російськоюСпособ термического упрочнения проката
Автори російськоюХудик Валерьян Тарасович, Костюченко Михаил Иванович, Черненко Валерий Тарасович, Курочкин Александр Федорович, Шрамко Николай Егорович, Довгаль Петр Григорьевич, Приходько Евгения Валерьяновна, Билоус Геннадий Филиппович, Кокшаров Александр Николаевич
МПК / Мітки
МПК: C21D 1/02
Мітки: термічного, зміцнення, прокату, спосіб
Код посилання
<a href="https://ua.patents.su/2-43215-sposib-termichnogo-zmicnennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного зміцнення прокату</a>
Пристрій для термічного зміцнення і гідротранспортування прокату
Номер патенту: 33907
Опубліковано: 15.02.2001
Автори: Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Сміяненко Ігор Миколайович, Омесь Микола Михайлович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Макаров Григорій Орестович
МПК: C21D 1/02, B21B 45/02
Мітки: зміцнення, гідротранспортування, термічного, пристрій, прокату
Текст:
...камерою сумісного охолодження і вузлом скиду відпрацьованої води забезпечує організацію виробництва високоміцного арматурного прокату за рахунок збільшення загальної довжини зони активного охолодження без втрати гідротранспортуючої і охолоджуючої здібностей потоку охолоджувача в результаті падіння його швидкості. На малюнку (фігура) показаний запропонований пристрій для прискореного охолодження прокату, одержаного способом дворівчакової...
Спосіб термічного зміцнення прокату
Номер патенту: 11862
Опубліковано: 25.12.1996
Автори: Мадатян Сергій Ашотович, Суріков Ігор Миколайович, Гермашев Анатолій Федорович, Нечепоренко Анатолій Петрович, Тільга Степан Сергійович, Худик Юрій Тарасович, Баскін Семен Леонідович, Натапов Аркадій Соломонович, Левченко Лев Назарович, Івченко Олександр Васильович, Зборовський Леонід Олександрович
Мітки: зміцнення, термічного, спосіб, прокату
Формула / Реферат:
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацию заготовки, прокатку, ускоренное охлаждение на отводящем рольганге, деформацию при смотке и охлаждение на воздухе, отличающийся тем, что, с целью повышения конструктивной прочности при максимальном выходе годного проката, охлаждение ведут со скоростью выше критической до температуры самоотпуска 560-660°С и деформируют изгибом и продольным кручением со...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Худик Юрій Тарасович, Нечепоренко Анатолій Петрович, Костюченко Михайло Іванович, Рибалка Віктор Федорович, Івченко Олександр Васильович, Гунькін Ігор Олександрович, Приходько Євгенія Валер'янівна, Нечепоренко Володимир Андрійович, Худик Валер'ян Тарасович, Костирко Сергій Андрійович
Мітки: прокату, термічного, зміцнення, спосіб
Формула / Реферат:
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Пристрій для термічного зміцнення прокату
Номер патенту: 12472
Опубліковано: 28.02.1997
Автори: Бердічевський Юрій Євгенович, Пашинский Володимир Вікторович, Ємченко Юрій Борисович, Бублик Павло Федорович
МПК: C21D 1/62
Мітки: пристрій, термічного, зміцнення, прокату
Формула / Реферат:
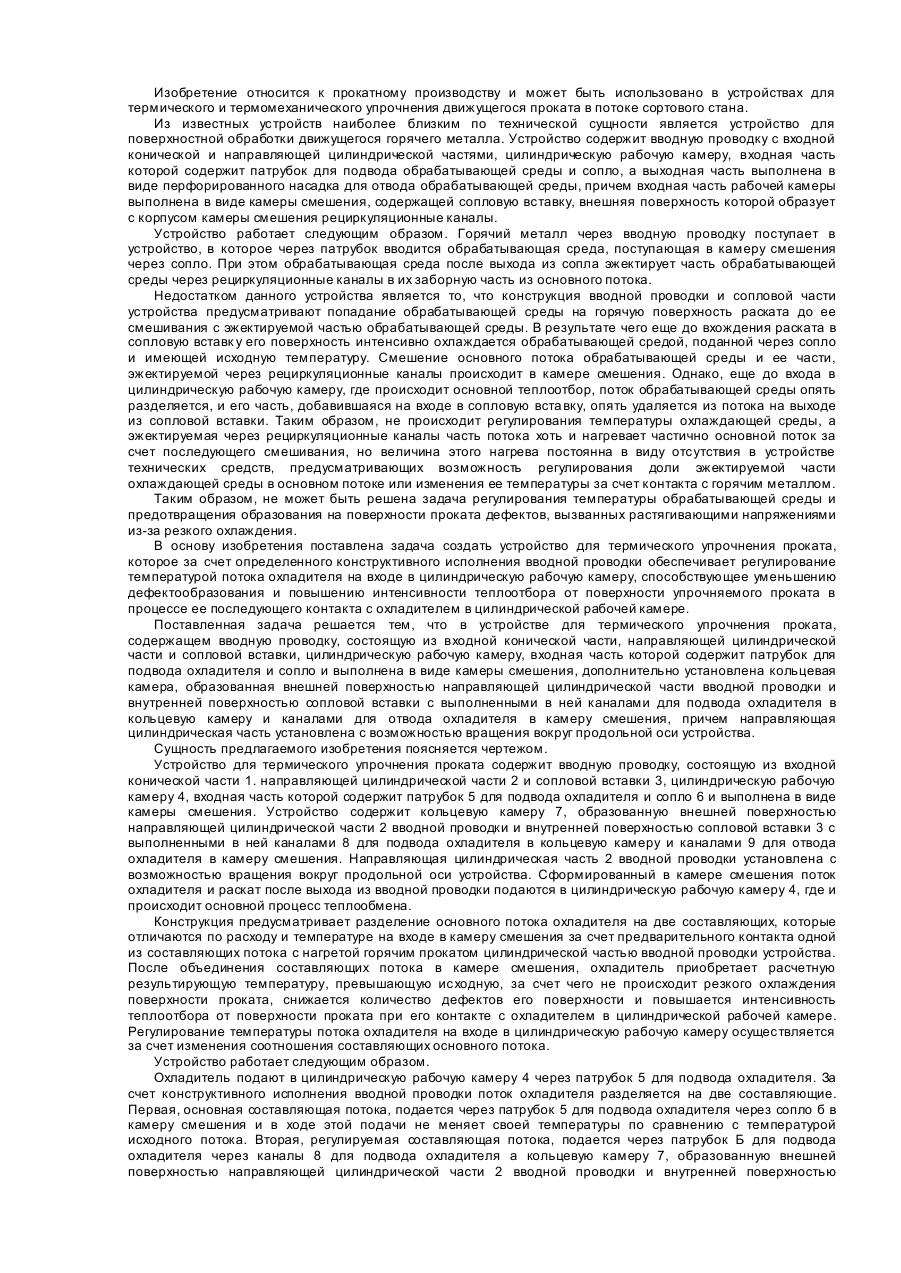
Устройство для термического упрочнения проката, содержащее вводную проводку, состоящую из входной конической части, направляющей цилиндрической части и сопловой вставки, цилиндрическую рабочую камеру, входная часть которой содержит патрубок для подвода охладителя и сопло и выполнена в виде камеры смешения, отличающееся тем, что устройство дополнительно содержит кольцевую камеру, образованную внешней поверхностью направляющей...
Спосіб виготовлення термічно зміцненого прокату
Номер патенту: 41038
Опубліковано: 15.08.2001
Автори: Худик Валеріан Тарасович, Дубина Олег Вікторович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович
МПК: C21D 1/02
Мітки: прокату, виготовлення, зміцненого, термічної, спосіб
Формула / Реферат:
Спосіб виготовлення термічно зміцненого прокату, який включає нагрів заготовки, гарячу прокатку і перерване гартування до 700 - 350°С, який відрізняється тим, що режим транспортування прокату в процесі перерваного гартування після припинення його кінематичного зв'язку з чистовою кліттю регулюють по значенню відношення тривалості перерваного гартування переднього і заднього кінців розкату, яке встановлюють із його функціональної залежності...
Попередній патент: Засіб для лікування гострої печінкової недостатності
Наступний патент: Спосіб отримання полімерної сірки
Випадковий патент: Спосіб імунізації птиці проти ньюкаслської хвороби