Форма, пристрій для відливання металевих зливків, спосіб розливання розплавленого металу і зливок, що одержано цим способом
Формула / Реферат
1. Форма для отливки металлических слитков, имеющая прямоугольное основание, направленные вверх и наружу пару торцевых стенок и две боковые стенки, длина которых больше длины торцевых стенок, отличающаяся тем, что первая боковая стенка выполнена выше второй, обе стенки имеют выгнутые наружу кромки с вогнутой нижней стороной и выпуклой верхней стороной, а для сведения к минимуму выхода газа между формами при размещении двух форм рядом друг с другом вогнутая нижняя сторона кромки первой боковой стенки первой формы расположена на выпуклой верхней стороне кромки второй боковой стенки второй формы.
2. Устройство для отливки металлических слитков, содержащее ряд форм по п. 1, установленных вдоль бесконечного конвейера, приводимого в движение вокруг расположенных на расстоянии вращающихся элементов, устройство для подачи расплавленного металла в формы, перемещающиеся по верхней дорожке конвейера от подающего конца конвейера к разгрузочному, разливочный колпак, закрывающий часть форм на верхней дорожке конвейера, плотно прилегающих друг к другу при прохождении под колпаком, соединенным с частью форм с возможностью герметичного скольжения и образования газонепроницаемого ограждения над частью форм, и средство для подачи газа внутрь ограждения, отличающееся тем, что разливочный колпак соединен с возможностью герметичного скольжения с верхней торцевой стороной формы.
3. Устройство по п. 2, отличающееся тем, что боковые стороны соседних форм перпендикулярны направлению движения форм вдоль верхней дорожки конвейера.
4. Устройство по пп. 2 или 3, отличающееся тем, что разливочный колпак имеет пару боковых стенок и крышку, расположенную между боковыми стенками, причем нижний край каждой боковой стенки размещен в пазу, выполненном на верхней торцевой стенке каждой формы.
5. Устройство по п. 4, отличающееся тем, что пазы на верхних торцевых стенках соседних форм расположены на одной прямой и плотно примыкают друг к другу.
6. Устройство по пп. 4 или 5, отличающееся тем, что разливочный колпак содержит входной конец, выполненный из нескольких стенок, простирающихся вниз от крышки между боковыми стенками и расположенных на расстоянии друг от друга, причем нижний конец каждой из этих стенок размещен на проходящих под ними формах.
7. Устройство по п. 6, отличающееся тем, что стенки входного конца разливочного колпака расположены друг от друга на расстоянии, превышающем ширину формы.
8. Устройство по пп. 6 или 7, отличающееся тем, что каждая стенка входного конца или часть её, включающая нижний край, выполнена из гибкой термостойкой ткани.
9. Устройство по любому из пп. 2 - 8, отличающееся тем, что средство для подачи газа внутрь ограждения содержит по крайней мере один газораспределительный канал со множеством выходных отверстий.
10. Устройство по любому из пп. 2 - 9, отличающееся тем, что устройство подачи расплавленного металла содержит вращающееся разливочное колесо, имеющее множество желобов для поочередного заполнения форм при их перемещении по верхней дорожке конвейера.
11. Устройство по любому из пп. 2 - 10, отличающееся тем, что соседние формы размещены с возможностью примыкания друг к другу соседними боковыми сторонами.
12. Устройство по любому из пп. 2 - 10, отличающееся тем, что соседние боковые стороны соседних форм взаимно сцеплены или сблокированы друг с другом с возможностью разъединения при движении вокруг подающего и разгрузочного концов конвейера.
13. Устройство по п. 12, отличающееся тем, что каждая форма выполнена в виде формы по п. 1.
14. Способ разливки расплавленного металла, включающий приведение в движение форм вокруг расположенных на расстоянии вращающихся элементов, подачу газа для создания и поддержания газовой атмосферы и подачу расплавленного металла в формы, перемещающиеся под разливочным колпаком, отличающийся тем, что в нем используют устройство по любому из пп. 2 - 13, при этом подачу газа осуществляют под ограждение устройства.
15. Способ по п. 14, отличающийся тем, что разливают магний или магниевый сплав, а газ выбирают из группы, содержащей азот, аргон, смесь азота и аргона, смесь разбавленного гексафторида серы, диоксида углерода и сухого воздуха, смеси диоксида серы и сухого воздуха.
16. Слиток, отличающийся тем, что он получен способом по пп. 14 или 15.
Текст
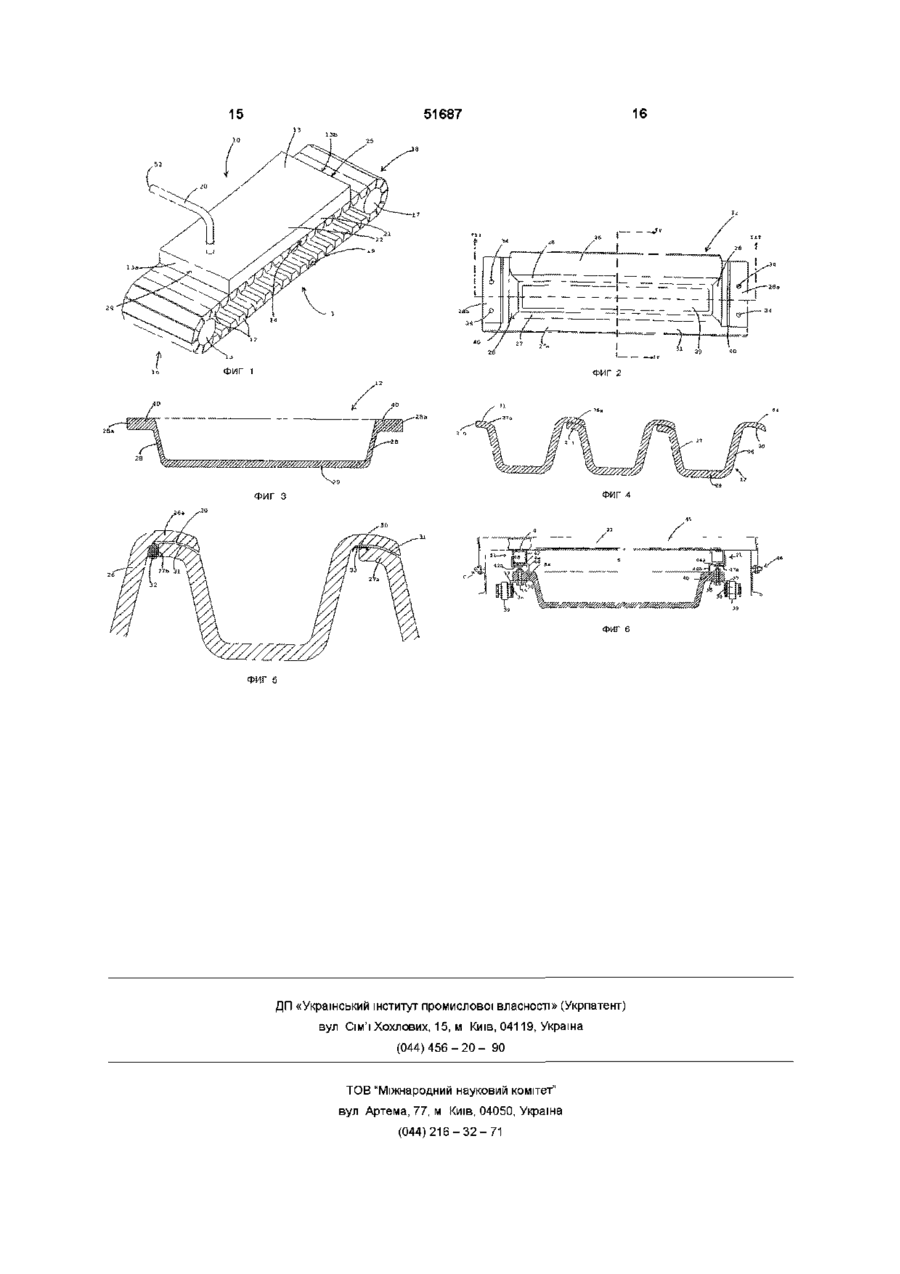
1 Форма для отливки металлических слитков, имеющая прямоугольное основание, направленные вверх и наружу пару торцевых стенок и две боковые стенки, длина которых больше длины торцевых стенок, отличающаяся тем, что первая боковая стенка выполнена выше второй, обе стенки имеют выгнутые наружу кромки с вогнутой нижней стороной и выпуклой верхней стороной, а для сведения к минимуму выхода газа между формами при размещении двух форм рядом друг с другом вогнутая нижняя сторона кромки первой боковой стенки первой формы расположена на выпуклой верхней стороне кромки второй боковой стенки второй формы 2 Устройство для отливки металлических слитков, содержащее ряд форм по п 1, установленных вдоль бесконечного конвейера, приводимого в движение вокруг расположенных на расстоянии вращающихся элементов, устройство для подачи расплавленного металла в формы, перемещающиеся по верхней дорожке конвейера от подающего конца конвейера к разгрузочному, разливочный колпак, закрывающий часть форм на верхней дорожке конвейера, плотно прилегающих друг к другу при прохождении под колпаком, соединенным с частью форм с возможностью герметичного скольжения и образования газонепроницаемого ограждения над частью форм, и средство для подачи газа внутрь ограждения, отличающееся тем, что разливочный колпак соединен с возможностью герметичного скольжения с верхней торцевой стороной формы 3 Устройство по п 2, отличающееся тем, что боковые стороны соседних форм перпендикулярны направлению движения форм вдоль верхней дорожки конвейера 4 Устройство по пп 2 или 3, отличающееся тем, что разливочный колпак имеет пару боковых стенок и крышку, расположенную между боковыми стенками, причем нижний край каждой боковой стенки размещен в пазу, выполненном на верхней торцевой стенке каждой формы 5 Устройство по п 4, отличающееся тем, что пазы на верхних торцевых стенках соседних форм расположены на одной прямой и плотно примыкают друг к другу 6 Устройство по пп 4 или 5, отличающееся тем, что разливочный колпак содержит входной конец, выполненный из нескольких стенок, простирающихся вниз от крышки между боковыми стенками и расположенных на расстоянии друг от друга, причем нижний конец каждой из этих стенок размещен на проходящих под ними формах 7 Устройство по п 6, отличающееся тем, что стенки входного конца разливочного колпака расположены друг от друга на расстоянии, превышающем ширину формы 8 Устройство по пп 6 или 7, отличающееся тем, что каждая стенка входного конца или часть ее, включающая нижний край, выполнена из гибкой термостойкой ткани 9 Устройство по любому из пп 2 - 8, отличающееся тем, что средство для подачи газа внутрь ограждения содержит по крайней мере один газораспределительный канал со множеством выходных отверстий 10 Устройство по любому из пп 2 - 9, отличающееся тем, что устройство подачи расплавленного металла содержит вращающееся разливочное колесо, имеющее множество желобов для поочередного заполнения форм при их перемещении по верхней дорожке конвейера 11 Устройство по любому из пп 2 - 1 0 , отличающееся тем, что соседние формы размещены с возможностью примыкания друг к другу соседними боковыми сторонами о 1 0 0 (О ю 12 Устройство по любому из пп 2 - 1 0 , отличающееся тем, что соседние боковые стороны соседних форм взаимно сцеплены или сблокированы друг с другом с возможностью разъединения при движении вокруг подающего и разгрузочного концов конвейера 13 Устройство по п 12, отличающееся тем, что каждая форма выполнена в виде формы по п 1 14 Способ разливки расплавленного металла, включающий приведение в движение форм вокруг расположенных на расстоянии вращающихся элементов, подачу газа для создания и поддержания газовой атмосферы и подачу расплавленного Настоящее изобретение относится к усовершенствованному способу и системе для отливки металлов в изложницах Более конкретно, настоящее изобретение относится к устройству для отливки металлических слитков, форме для использования в этом устройстве, способу, в котором обычно используется это устройство, и металлу, отлитому этим способом Использование изложницы для разливки расплавленных металлов является распространенной практикой Разливка металлов в атмосфере инертного или защитного газа также хорошо известна и важна для случаев некоторых металлов, например, магния Известная система, часто используемая для разливки металлов в изложницы, имеет ряд форм, установленных вдоль бесконечного конвейера, посредством которого формы по очереди подводятся к устройству подачи расплавленного металла или распределительному устройству Конвейер, который может содержать бесконечные цепи или ленты, проходит вокруг продольно расположенных зубцов, звездочек и т п , посредством которых осуществляется привод конвейера Ряд форм установлен на конвейере таким образом, чтобы они были вертикально ориентированы при подведении к подающему устройству или распределительному устройству на верхней дорожке конвейера Обычно формы переворачиваются по очереди, когда каждая из них проходит вокруг зубца, звездочки и т п на разгрузочном конце конвейера, так чтобы значительно затвердевший слиток мог выпасть из своей формы В такой обычной конвейерной системе трудно адекватно ограничить количество воздуха, входящего в атмосферу над формами и/или количество инертного или защитного газа, который вытекает между формами или теряется иным образом Конечно, возможно поместить всю систему в корпус, предохраняющий от утечек, поместив в этот корпус и подающее или распределительное устройство Однако, это значительно повышает общие капитальные затраты и создает некоторые практические трудности при работе, не самой меньшей из которых является сложность доступа в систему в случае неисправности, особенно, если инертный или защитный газ является токсичным В своем первом аспекте настоящее изобрете 51687 металла в формы, перемещающиеся под разливочным колпаком, отличающийся тем, что в нем используют устройство по любому из пп 2 - 1 3 , при этом подачу газа осуществляют под ограждение устройства 15 Способ по п 14, отличающийся тем, что разливают магний или магниевый сплав, а газ выбирают из группы, содержащей азот, аргон, смесь азота и аргона, смесь разбавленного гексафторида серы, диоксида углерода и сухого воздуха, смеси диоксида серы и сухого воздуха 16 Слиток, отличающийся тем, что он получен способом по пп 14 или 15 ние представляет собой устройство для отливки металлических слитков, содержащее ряд изложниц, выполненных в виде форм, установленных вдоль бесконечного конвейера, который движется вокруг расположенных на расстоянии друг от друга вращающихся элементов, устройство подачи расплавленного металла, снабженное загрузочным элементом, для подачи расплавленного металла в пустые формы, движущиеся вдоль верхней дорожки конвейера от подающего конца к разгрузочному концу верхней дорожки конвейера, разливочный колпак, закрывающий, как минимум, часть форм на верхней дорожке конвейера и с возможностью скольжения уплотняющее сцепленный с частью форм, причем соседние формы этой части форм плотно прилегают друг к другу при прохождении под разливочным колпаком, вследствие чего проход газа между упомянутыми соседними формами сведен к минимуму, колпак и часть форм образуют, в сущности, газонепроницаемое ограждение над частью форм, в котором размещен загрузочный элемент устройства подачи расплавленного металла, и средство подачи газа в камеру В своем втором аспекте настоящее изобретение представляет собой способ разливки расплавленного металла с использованием устройства в соответствии с первым аспектом настоящего изобретения, и этот способ содержит следующие этапы приведение в движение ряда изложниц вокруг расположенных на расстоянии вращающихся элементов, введение газа внутрь ограждения для установления и поддержания газовой атмосферы внутри этого ограждения и подача расплавленного металла из загрузочного элемента в последовательно расположенные формы, движущиеся под разливочным колпаком В своем третьем аспекте настоящее изобретение представляет собой металл, отлитый способом в соответствии со вторым аспектом настоящего изобретения Предпочтительно, находящиеся на расстоянии вращающиеся элементы содержат продольно расположенные зубцы, звездочки и т п Предпочтительно, боковые стороны указанных соседних форм расположены, в сущности, перпендикулярно направлению движения форм вдоль верхней до рожки конвейера Предпочтительно, разливочный колпак установлен сверху и проходит вдоль верхней дорожки и каждой боковой стороны конвейера Формы могут иметь в плане прямоугольную форму Хотя это не является обязательным, особенно в отношении полости каждой из них для отливки слитка, такая форма допускается здесь для простоты описания С этой же целью далее будет допущено, что все формы имеют одинаковую конфигурацию и размеры, и каждая из них имеет прямоугольный открытый верх, ограниченный, в сущности, параллельными боковыми сторонами, расположенными, в сущности, перпендикулярно длине конвейера, и соответствующими торцевыми сторонами, проходящими вдоль каждой боковой стороны конвейера Однако, следует отметить, что эти допущения также не являются обязательными На верхней дорожке конвейера последовательно расположенные формы могут тесно соприкасаться друг с другом своими соседними боковыми сторонами открытого верха Их расположение может быть таким, что соседние боковые стороны просто упираются своими противоположными поверхностями В альтернативном варианте соседние стороны могут быть взаимно сцеплены или взаимно сблокированы В каждом случае соседние стороны, предпочтительно, выполнены с жесткими допусками, чтобы свести к минимуму расстояние между последовательно расположенными формами и, следовательно, степень утечки инертного или защитного газа при движении форм по верхней дорожке Однако, независимо оттого, каким образом обеспечено плотное прилегание соседних сторон последовательно расположенных форм на верхней дорожке конвейера, необходимо, чтобы была обеспечена возможность из отсоединения, когда каждая форма доходит и движется вокруг разгрузочного конца конвейера В соответствии с четвертым аспектом настоящего изобретения, форма может содержать, в сущности, прямоугольное основание, пару торцевых стенок и первую и вторую боковые стенки, причем торцевые стенки и боковые стенки направлены вверх от основания, боковые стенки длиннее, чем торцевые, и первая ведущая боковая стенка имеет большую высоту, чем вторая ведомая боковая стенка Первая боковая стенка имеет выгнутую наружу кромку с вогнутой нижней стороной, а вторая боковая стенка имеет выгнутую наружу кромку с выпуклой верхней стороной, и кромки первой и второй боковых стенок выполнены таким образом, что когда две формы расположены горизонтально рядом друг с другом, нижняя вогнутая сторона кромки первой боковой стенки первой из двух форм насаживается сверху на выпуклую верхнюю поверхность кромки второй боковой стенки второй из двух форм, в результате чего сводится к минимуму проход газа между первой боковой стенкой первой формы и второй боковой стенкой второй формы В одном исполнении каждая сторона открытого верха каждой формы образована выгнутой наружу кромкой, одна из которых расположена не 51687 сколько выше, чем другая Более высокая кромка одной из последовательно расположенных форм, например, ведущая кромка в направлении движения по верхней дорожке, может находить на более низкую кромку другой формы Кромки могут быть дугообразными в поперечном сечениях, параллельных этому направлению, так чтобы выпуклая верхняя поверхность нижней кромки заходила под вогнутую нижнюю поверхность верхней кромки При такой дугообразной форме кромки могут иметь радиус кривизны, который облегчает отделение ведущей формы, когда она доходит до разгрузочного конца конвейера Также, при таком выполнении верхняя кромка, предпочтительно, находится, в сущности, на такой же высоте, что и торцы открытого верха, так что при вхождении в нее нижней кромки следующей формы она точно помещается между торцами открытого верха этой следующей формы Разливочный колпак может иметь в плане вытянутую форму Он может также иметь соответствующую боковую конструкцию вдоль каждой из сторон конвейера, посредством которой он, с возможностью скольжения, герметично сцеплен, как минимум, с несколькими последовательно расположенными формами на верхней дорожке, и покрытие, проходящее между боковыми конструкциями, над этими формами Такое герметичное сцепление может быть обеспечено вдоль торцевых сторон открытого верха каждой из форм и, предпочтительно, имеет форму выступа, входящего в паз В одном варианте каждая из этих торцевых сторон имеет паз, в который входит край соответствующей боковой конструкции, Каждый паз, предпочтительно, образован в верхней поверхности этого торцевого края Однако, возможен и противоположный тип сцепления, при котором каждая торцевая часть открытого верха каждой формы может образовывать ребро, которое входит в паз соответствующей боковой конструкции, причем каждое ребро образовано на верхней поверхности этой торцевой части В каждом из герметичных сцеплений типа выступа и паза, сцепление, предпочтительно, осуществляется, в сущности, постоянно вдоль длины конвейера, над которым проходит разливочный колпак Таким образом, когда пазы образованы в торцевых частях открытого верха каждой формы, пазы соседних торцевых сторон последовательно расположенных форм, предпочтительно, расположены, в сущности, на одной прямой и плотно примыкают друг к другу Аналогично, когда на каждой торцевой стороне образовано ребро, ребра соседних торцевых сторон последовательно расположенных форм, предпочтительно, расположены, в сущности, на одной прямой и плотно примыкают друг к другу В каждом случае сцепление типа язычка и паза обеспечивает лабиринтное уплотнение, которое создает извилистый путь, сводящий к минимуму утечку газа из пространства под разливочным колпаком над формами, или проникновение в это пространство окружающего воздуха Как будет очевидно далее, каждая форма несколько охлаждается после выгрузки содержащейся в ней отливки при прохождении вокруг раз 51687 8 атмосферы из этого пространства грузочного конца конвейера и во время возвращеКак входная, так и выходная конструкции разния через подающий конец конвейера в положеливочного колпака содержат воздушный шлюз ние заполнения По достижении положения заКаждая конструкция может содержать пару стенок, полнения и после наполнения расплавленным расположенных на расстоянии друг от друга в металлом каждая форма будет нагреваться Тапродольном направлении, каждая из которых соким образом, требуется, чтобы система допускала единена с покрытием и расположена между боковозможность теплового расширения и сокращения выми конструкциями и соединена с ними Нижний форм во время такого нагрева и охлаждения Эта край каждой стенки этой пары опирается на верх возможность может быть обеспечена боковыми проходящей под ним формы Предпочтительно, конструкциями разливочного колпака В одном расстояние между стенками каждой пары больше варианте, обеспечивающем такую возможность, расстояния между боковыми сторонами каждой как минимум, та часть каждой боковой конструкформы, чтобы обеспечить максимальное сохрации, которая обеспечивает скользящее уплотнение герметичности на каждом конце разливочняющее сцепление с формами, является эластичного колпака Стенки каждой пары могут быть приной и способной изгибаться, чтобы способлены к упругому сцеплению с верхом соответствовать тепловому расширению и сокрапоследовательно расположенных форм С этой щению форм Как минимум, эта часть боковой целью стенки могут быть выполнены из эластичконструкции может быть выполнена из подходяной термостойкой ткани, чтобы упруго опираться щей термостойкой ткани, когда такой материал, на верх последовательно расположенных форм В предпочтительно, используется с уплотнением альтернативном варианте стенки могут быть жесттипа выступа и паза, в котором паз образован в кими, но иметь нижний край, выполненный из таформах В альтернативном варианте эта часть кой ткани, чтобы обеспечить упругое сцепление с каждой боковой конструкции, обеспечивающая формами скользящее уплотняющее сцепление с формами, может быть относительно жесткой и выполнена, Разливочный колпак может быть приспособнапример, из подходящего металла, но с возможлен для подачи инертного или защитного газа в ностью смещения, чтобы соответствовать теплоего пространство при наличии газопровода, провым деформациям, вследствие способности к реходящего в колпак от источника подачи газа Гагулировке в боковом направлении относительно зопровод может просто сообщаться с пространстконвейера, находясь в состоянии уплотнения с вом, например, через боковую конструкцию или соответствующей частью его боковой конструкции покрытие колпака Однако, трубопровод, предпочтительно, сообщается, как минимум, с одним расДолжно быть также принято во внимание, что пределительным каналом колпака, который продвижение форм, перемещаемых конвейером по ходит в в нем в продольном направлении и имеет верхней дорожке, будет несколько волнообразмножество отверстий, через которые газ может ным, несмотря на самые жесткие допуски и плотпоступать в пространство Газ, предпочтительно, ное прилегание форм друг к другу Поэтому желаподается в пространство так, чтобы поддерживать тельно, чтобы скользящее уплотняющее несколько повышенное давление атмосферы, сцепление между формами и боковыми конструкдостаточное для предотвращения поступления циями разливочного колпака было приспособлено окружающего воздуха к этому Таким образом, когда, например, имеет место сцепление типа выступа и паза с вертиИнертный или защитный газ, предпочтителькально открытыми пазами, глубина сцепления в но, подается в пространство таким образом, чтопазах может быть достаточной, чтобы допускать бы газ, в сущности, образовывал соответствуюотклонения по высоте последовательно располощую атмосферу внутри разливочного колпака женных форм вследствие волнообразного движеТаким газом может быть, например, азот, аргон ния или смесь азота с аргоном, а защитным газом может быть, например, смесь разбавленного гексафВ соответствии с описанием этой стадии, подторида серы и сухого воздуха, смесь разбавленноразумевается, что разливочный колпак имеет таго гексафторида серы и диоксида углерода, смесь кую форму, при которой пространство над послеразбавленного гексафторида серы, сухого воздуха довательно расположенными формами на и диоксида углерода, или смесь диоксида серы и верхней дорожке конвейера ограничено боковыми сухого воздуха Если входная и выходная констконструкциями и покрытием, которое проходит рукции содержат воздушные шлюзы, газ, предпочмежду боковыми сторонами Колпак также притительно, подается в эту часть пространства межспособлен для подачи инертного или защитного ду этими конструкциями, так же, как и в часть газа в это пространство для создания там соотпространства между парой стенок, как минимум, ветствующей атмосферы Кроме того, колпак привходной конструкции Как будет показано, каждая способлен для разливания под ним расплавленформа, приближающаяся к входной конструкции, ного металла в каждую из последовательно будет содержать в своей полости окружающий расположенных форм при достижении ею половоздух, и инертный или защитный газ, подающийжения заполнения Более того, разливочный колся а шлюз, содержащийся в этой конструкции, пак имеет входную и выходную конструкции, раснаиболее предпочтительно, направляется таким положенные на расстоянии друг от друга по длине образом, чтобы выпускать окружающий воздух из конвейера, для сцепления с формами, движущипоследовательно расположенных форм перед мися по верхней дорожке, с минимальной возтем, как каждая форма выйдет из шлюза можностью поступления окружающего воздуха в пространство, ограниченное колпаком, и утечки Разливочный колпак может быть различными 51687 10 способами приспособлен к разливанию внутри вого вращающегося элемента 15 на подающем него расплавленного металла в каждую из послеконце 16 конвейера 11 и второго вращающегося довательно расположенных форм Предпочтиэлемента 17 на разгрузочном конце 18 конвейера тельно, расплавленный металл подается в разли11 Элементы 15 и 17 содержат зубцы, звездочки вочный колпак от источника подачи по и т п Один из них приводится в движение для пеподводящему трубопроводу, который сообщается ремещения конвейером 11 последовательно расс устройством распределения расплавленного положенных форм 12 от подающего конца 16 к металла, расположенным внутри колпака в полоразгрузочному концу 18 по верхней дорожке 14, а жении разливки Устройство распределения мозатем -возвращения форм 12 по нижней дорожке жет содержать загрузочную головку, которая об19 к подающему концу 16 разует выходной конец подводящего Колпак 13 расположен продольном направлетрубопровода В этом случае подачу расплавленнии над верхней дорожкой 14 с расположенным на ного металла можно регулировать таким образом, ней рядом форм 12 Продольная протяженность чтобы прекращать ее на период между окончаниколпака 13 такова, что его входной конец 13а расем наполнения одной формы, находящейся в поположен после подающего конца 16, а выходной ложении заполнения, и поступлением следующей конец 13Ь расположен до разгрузочного конца 18 формы в это положение Однако, распределиОтрезок конвейера 11 между подающим концом тельное устройство может быть и постоянно рабо16 и входным концом 13а может быть относительтающим и содержать, например, вращающийся но коротким Однако, отрезок конвейера 11 от выразливочный колесный элемент, имеющий множеходного конца 13Ь до разгрузочного конца 18 долство желобов, которые работают по очереди для жен быть таким, чтобы расплавленный металл, наполнения последовательно расположенных разлитый в последовательно расположенные форм в положении заполнения По крайней мере, формы 12 через подающий расплавленный менад входной частью и над выходной частью по талл трубопровод 20, между концами 13а и 13Ь своей длине разливочный колпак может быть отсмог в значительной степени затвердеть до того, носительно неглубоким, чтобы свести к минимуму как формы 12 обогнут разгрузочный конец 18 и объем инертного или защитного газа, необходиперевернутся для выгрузки слитков мый для создания внутри соответствующей атмоКолпак 13 имеет соответствующие боковые сферы Если устройство распределения металла стеночные конструкции 21 с каждой стороны консодержит загрузочную головку, колпак может быть вейера 11, верхнее покрытие 22, которое прохотаким же неглубоким по всей своей длине Однадит между верхними краями каждой боковой стеко, если распределительное устройство имеет ночной конструкции 21, входную конструкцию 24 форму с большими размерами, такую, как врана входном конце 13а и выходную конструкцию 25 щающийся разливочный колесный элемент, высона выходном конце 13Ь Эти элементы колпака 13 та разливочного колпака в области положения будут позже описаны более подробно Однако, заполнения формы может быть больше, опреденеобходимо отметить, что колпак 13, в сущности, ляя размеры камеры положения заполнения, где ограждает пространство над формами 12, когда размещено и работает загрузочное устройство они проходят от входного конца 13а к выходному концу 13Ь Кроме того, колпак 13 имеет соединиДалее предпочтительные варианты осущесттельное средство (не показано), которое может вления настоящего изобретения будут описаны на быть соединено с источником сжатого инертного примерах со ссылками на следующие прилагаеили защитного газа и приспособлено для подачи мые чертежи газа внутрь колпака 13 Фиг 1 представляет собой схематично изображенный вид в перспективе устройства для отНа Фиг 2 - 6 показано, что каждая форма 12 ливки металла в изложницы, имеет вытянутую прямоугольную форму в плане с ведущей боковой стенкой 26, ведомой боковой Фиг 2 представляет собой вид сверху на изстенкой 27 и торцевыми стенками 28, которые ложницу по Фиг 1, отклонены вверх и немного наружу по отношению ФигЗ представляет собой вид продольного к основанию 29 для удобства заливки формы сечения по линии Ill-Ill на Фиг 2, Формы 12 установлены таким образом, что их боФиг 4 представляет собой вид поперечного ковые стенки 26 и 27 расположены в поперечном сечения по линии IV-IV на Фиг 2, направлении по отношению к конвейеру 11, а их Фиг 5 соответствует Фиг 4, но дополнтельно торцевые стенки 28 примыкают друг к другу и напоказывает уплотнительное средство между соправлены вдоль соответствующих сторон конвейседними изложницами, и ера 11 Фиг 6 соответствует ФигЗ, но дополнительно показывает положение изложницы относительно В каждой форме 12 ведущая боковая стенка других элементов системы по Фиг 1 26 имеет, в сущности, такую же высоту, что и торцевые стенки 28, а ведомая боковая стенка 27 На Фиг 1 представлено устройство для отливимеет немного меньшую высоту Кроме того, кажки металлы 10, которая содержит горизонтально дая боковая стенка 26 и 27 и каждая торцевая расположенный конвейер 11, имеющий установстенка 28 имеют выступающие наружу вытянутые ленные на нем изложницы, выполненные в виде кромки или выступы, обозначенные, соответстформ 12, и разливочный колпак 13, установленвенно, 26а, 27а и 28а Кромки 26а и 27а имеют ный над рядом форм 12 на верхней дорожке 14 дугообразное поперечное сечение, причем кромка конвейера 11 26а ведущей стенки имеет вогнутую нижнюю поКонвейер 11 содержит бесконечные цепи или верхность 30 (см Фиг 4 и 5), которая, в сущности, бесконечную ленту, которые проходят вокруг пер 12 11 51687 накладывается на выпуклую верхнюю поверхКроме того, каждая кромка 28а торцевой стенность 31 кромки 27а ведомой стенки Как наилучки имеет паз 40, образованный на ее верхней пошим образом представлено на Фиг 4 и 5, ведущая верхности, который проходит параллельно накромка 26а проходит над ведомой кромкой 27а правлению движения конвейера 11 Паз 40 каждой предшествующей формы 12 При таком устройсткромки 28а расположен таким образом, что при ве длина кромки 26а ведущей стенки выполняется движении форм 12 по верхней дорожке 14 конвейтакой, чтобы она могла плотно входить между ера 11 все пазы 40 находятся на одной горизонторцевыми стенками 28 предшествующей формы тальной прямой и в тесном соприкосновении с 12 Последовательно расположенные формы 12 пазами последовательно расположенных форм на верхней дорожке 14, таким образом, взаимно 12 Пазы 40 обеспечивают существенное уплотсцепляются или сблокируются так, чтобы они нение с колпаком 13 вдоль каждой стороны конплотно прилегали друг к другу Это, предпочтивейера 11 тельно, осуществляется для того, чтобы утечка Как более отчетливо показано на Фиг 6, кажинертного или защитного газа между последовадая боковая стеночная конструкция 21 колпака 13 тельно расположенными под колпаком 13 формаимеет состоящую из двух частей форму, содерми была сведена к минимуму вследствие плотного жащую трубчатый элемент 42 с квадратным сечеприлегания или контакта поверхностей 30 и 31 нием и удлиненный кронштейн 44 с угловым профилем Каждый элемент 42 и кронштейн 44 Взаимосвязь между перекрывающими друг проходят вдоль, в сущности, всей длины колпака друга кромками 26а и 27а соседних форм 12 является такой, чтобы соседние формы 12 могли 13 между входным концом 13а и выходным конотсоединяться при прохождении вокруг подающецом 13Ь Однако, каждый элемент 42 является го и разгрузочного концов 16 и 18, соответственно, закрытым на каждом конце конвейера 11 По завершении прохода вокруг конКаждый кронштейн 44 имеет горизонтально цов 16 и 18 кромки 26а и 27а вновь образуют перасположенную стенку 44а, на которую опирается рекрывающее сцепление трубчатый элемент 42, и вертикально расположенную стенку 44Ь, которая отходит от внутреннеГерметичность соединения может быть повыго конца стенки 44а Для поддержания взаимосвяшена при использовании уплотняющего средства зи кронштейна 44 с трубчатым элементом 42 между соседними формами 12 (см Фиг 5) Уплотпоследний имеет прикрепленный к его нижней няющее средство может иметь разнообразные стороне профиль 42а, который проходит в бокоформы, включая сжимаемое уплотнение 32, котовом направлении под стенкой 44а При таком устрое проходит вдоль края 27Ь кромки 27а и устаройстве расположение кронштейна 44 может реновлено таким образом, чтобы образовывать гагулироваться в боковом направлении по зонепроницаемое уплотнение в месте соединения отношению к элементу 42, тогда как лабиринтное с ведущей стенкой 26 и ведущей кромкой 26а слеуплотнение между ними поддерживается посреддующей формы, когда формы 12 движутся вокруг ством профиля 42а первого вращающегося элемента 15 и приближаются к входному концу 13а колпака 13 ГазонепоКогда формы 12 проходят под колпак 13 через ницаемое уплотнение между соседними формами входной конец 13а, нижний край стенки 44Ь захо12 остается потом неповрежденным при прохождит в соответствующий паз 40 каждой формы 12 дении форм вдоль верхней дорожки 14 конвейера Эта взаимосвязь поддерживается до тех пор, пока 11 В альтернативном варианте уплотняющее форма 12 не пройдет через выходной конец 13Ь средство может иметь форму продольной пружиколпака 13 Образовавшееся выступо-пазовое ной стальной прокладки 33 которая крепится к соединение между кронштейнами 44 и формами верхней поверхности 31 кромки 27а ведомой стен12 обеспечивает газонепроницаемое уплотнение ки и установлена таким образом, чтобы создавать между ними с допусками и глубиной сцепления, перемычку между поверхностями 30 и 31, обеспедопускающими волнообразное движение форм 12 чивая тем самым газонепроницаемое уплотнение при их перемещении Кроме того, способность между соседними формами 12 при их прохождекронштейнов 44 перемещаться в боковом направнии по верхней дорожке 14 конвейера 11 Так же, лении относительно трубчатых элементов 42 декак и в случае сжимаемого уплотнения 32, прулает допустимой тепловую деформацию форм 12 жинная стальная прокладка 33 образует газонеПокрытие 22 колпака 13 содержит металличепроницаемое уплотнение между соседними форский лист, который образует перекрытие и опирамами 12, когда они движутся вокруг первого ется на соответствующие трубчатые элементы 42 вращающегося элемента 15 и приближаются к Уплотнение между ними образуется, предпочтивходному концу 13а тельно, при помощи подходящей прокладки (не показана), так как это делает возможными теплоКромки 28а торцевых стенок являются пловое расширение и сжатие скими и горизонтально расположенными и имеют пару отверстий 34 (см Фиг 2), посредством котоВ одном или более местах вдоль длины колрых формы присоединяются к конвейеру 11 В пака 13 имеется труба 45 квадратного сечения, отверстия 34 вводят болт и гайку (см Фиг 6), при которая установлена по типу моста и проходит помощи которых горизонтально расположенная выше трубчатых элементов 42 для подачи газа в стенка 36 углового кронштейна 37 прикрепляется к пространство под колпаком над формами 12 С нижней стороне кромки 28а Вертикально распоэтой целью труба 45 имеет соединитель (не покаложенная стенка 38 углового кронштейна 37 призан) для поступления газа от источника сжатого варивается к соединительному элементу 39 конгаза (не показан) и закрыта на каждом конце Трувейера 11 ба 45 укреплена на боковой опорной конструкции 14 13 51687 46 с каждой стороны конвейера 11, и, следоваформ 12 В промежуточном положении по этой тельно, боковые стеночные конструкции 21 поддлине система 10 включает в себя устройство для держиваются на постоянной высоте Труба 45 и разливки расплавленного металла (не показано), элементы 42 сообщаются между собой посредстпод которое подводится по очереди каждая форвом канала 47, образованного их совмещенными ма 12 для наполнения ее определенным количеотверстиями Вокруг каждого канала 47 труба 45 ством расплавленного металла Это разливочное приварена к каждому элементу 42 для обеспечеустройство может содержать подводящий трубония газонепроницаемого соединения Кроме того, провод 20 (см Фиг1), который проходит через вдоль каждого элемента 42 имеется ряд отверколпак 13 и присоединен на своем внешнем конце стий 48, посредством которых внутреннее про52 к соответствующему источнику (не показан) для странство элемента 42 сообщается с ограниченпоступления расплавленного металла для загрузным колпаком 13 пространством над формами 12 ки посредством загрузочной головки (не показана) При таком устройстве инертный или защитный газ в форму 12 под колпаком 13 В таком случае колможет подаваться от источника сжатого газа к пак 13 может иметь, в сущности, постоянную вытрубе 45 и затем к трубчатым элементам 42 по соту на всем своем протяжении, как это показано, каналам 47 Из трубчатых элементов 42 газ постуВ альтернативном варианте разливочное устройпает в колпак 13 через отверстия 48 для создания ство может содержать разливочный колесный соответствующей атмосферы под колпаком 13 элемент, который вращается для подачи расплавГаз подается под достаточным давлением, чтобы ленного металла в каждую из последовательно атмосфера, образованная под колпаком 13, имела расположенных форм 12 через соответствующий небольшое избыточное давление для предотвраодин из множества желобов В последнем случае щения проникновения окружающего воздуха Одможет быть необходимо, чтобы у своей входной и нако, это избыточное давление должно поддерживыходной части колпак имел, в сущности, одинаваться на минимальном уровне, чтобы избежать ковую высоту, а в промежуточной части - большую ненужной утечки газа из системы 10 высоту, которая позволяла бы вмещать вращающийся разливочный колесный элемент Как входная конструкция 24, так и выходная конструкция 25 содержит воздушный шлюз, обраСистема разливки металла в изложницы, позованный поперечно расположенной парой стенок казанная на Фиг 1 - 6, успешно применялась для 50 В каждой из конструкций 24 и 25 продольное отливки магниевых слитков с использованием в расстояние между стенками 50, предпочтительно, качестве защитного газа смеси разбавленного превышает расстояние между ведущей боковой гексафторида серы (SF6) и сухого воздуха Было стенкой 26 и ведомой боковой стенкой 27 каждой установлено, что система работает эффективно, с формы 12 Кроме того, каждая стенка 50 имеет ограниченным проникновением окружающего возуплотнение у верхнего покрытия 22 и у каждой духа и минимальной утечкой SF6 Опубликованбоковой стеночной конструкции 21, т е на всем ные данные известных систем предлагают самый протяжении соприкосновения с колпаком 13 низкий расход защитного газа в количестве 0,7кг Стенки 50 выполнены из, в сущности, газонепрона тонну магниевого литья Однако, при работе ницаемой, гибкой и термостойкой ткани и опирасистемы по данному изобретению было обнаруются на верхние края проходящих под ними форм жено, что этот уровень расхода может быть сни12 Таким образом, стенки 50 обеспечивают газожен, как минимум, на 50% При современных ценепроницаемое уплотнение как на входном конце нах на SF6 (60 австралийских долларов за 13а, так и на выходном конце 13Ь колпака 13 Оккилограмм) это может дать экономию более 1,26 ружающий воздух и водяные пары, образующиеся миллионов австралийских долларов на 60000 тонн при охлаждении форм после выгрузки из них слитлитья, получаемого за год ков, будут поступать на входной конец 13а с пусХотя изобретение имеет конкретное применетыми формами 12 Однако, каждая из форм 12, по ние в области разливки в изложницы магния, оно очереди, вначале будет находиться между парой также может применяться и для разливки других стенок 50 входной конструкции 24, и так как по металлов В недавней неопубликованной работе трубчатым элементам 42 будет поступать инертбыло высказано предположение, что если разлиный или защитный газ в пространство между этивать алюминий в присутствии инертного газа, то ми стенками 50 через отверстия 48, так же, как и в возможно значительное сокращение или полное пространство между входной и выходной констисключение образования дросса В настоящее рукциями 24 и 25, окружающий воздух и водяные время дросс необходимо снимать с верха застыпары будут вытеснены газом до того, как каждая вающего алюминиевого слитка для обеспечения форма 12, по очереди, пройдет под второй, более чистой, плоской поверхности, для эффективного, удаленной от входа, стенкой 50 Подобным обраавтоматизированного штабелирования слитков зом функционируют стенки 50 на выходном конце Опыты с системой по настоящему изобретению конструкции 25, хотя в этом случае существует показывают, что проблема образования дросса и меньшая необходимость в устройстве с двойными необходимость его снятия может быть устранена стенками при использовании системы разливки алюминия в атмосфере инертного газа Система по настоящеМежду входной и выходной конструкциями 24 му изобретению может также применяться для и 25 колпак 13 имеет длину, способную вмещать разливки других металлов, например, свинца ряд последовательно расположенных под ним 51687 ФИГ 5 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMould, apparatus for casting metal ingots, method for pouring melted metal and ingot obtained with this method
Назва патенту російськоюФорма, устройство для отливки металлических слитков, способ разливки расплавленного металла и слиток, полученый этим способом
МПК / Мітки
МПК: B22D 7/06, B22D 21/00, B22D 7/00, B22D 9/00
Мітки: цим, способом, форма, зливків, пристрій, розплавленого, розливання, спосіб, відливання, металу, зливок, одержаної, металевих
Код посилання
<a href="https://ua.patents.su/8-51687-forma-pristrijj-dlya-vidlivannya-metalevikh-zlivkiv-sposib-rozlivannya-rozplavlenogo-metalu-i-zlivok-shho-oderzhano-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Форма, пристрій для відливання металевих зливків, спосіб розливання розплавленого металу і зливок, що одержано цим способом</a>
Розливальний стакан для подання розплавленого металу в кристалізатор безперервного розливання металевих виробів та установка безперервного розливання металевих виробів, обладанана таким стаканом
Номер патенту: 41999
Опубліковано: 15.10.2001
Автори: ДАМАСС Жан-Мішель, Барб Жак
МПК: B22D 11/14, B22D 41/50
Мітки: обладанана, кристалізатор, безперервного, стаканом, подання, металу, розливання, стакан, таким, розливальний, установка, виробів, розплавленого, металевих
Формула / Реферат:
1. Разливочный стакан для подачи расплавленного металла в кристаллизатор непрерывной разливки металлических изделий, содержащий трубу, верхний конец которой предназначен для присоединения посредством крепежных средств к выходному стакану емкости, содержащей расплавленный металл, а нижний конец которой присоединен к концевой части стакана, снабженной отверстиями, предназначенными для распределения расплавленного металла в разливочном...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 11/06, B22D 27/02
Мітки: магніту, установка, варіанти, запобігання, пристрій, спосіб, стрічки, безперервного, металу, електромагнітний, розплаву, розплавленого, відливання, допомогою, витіканню
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович, Горюк Максим Степанович
МПК: B22D 39/00
Мітки: розливання, пристрій, металу, рідкого
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Пристрій для магнітного утримання розплавленого металу (варіанти) та спосіб магнітного утримання розплавленого металу (варіанти)
Номер патенту: 26748
Опубліковано: 12.11.1999
Автор: ПРЕГ Вольтер Ф.
МПК: B22D 27/02, B22D 11/06
Мітки: варіанти, утримання, пристрій, розплавленого, спосіб, магнітного, металу
Формула / Реферат:
1. Устройство магнитного удержания расплавленного металла от утечки через открытую сторону вертикально простирающегося зазора между двумя расположенными в горизонтальной плоскости элементами, между которыми находится расплавленный металл, отличающееся тем, что содержит электропроводную катушку, соединенную с магнитным сердечником, полюса магнитного сердечника размещены в горизонтальной плоскости с промежутком со стороны открытого зазора, а...
Спосіб та пристрій для магнітного утримання розплавленого металу
Номер патенту: 26914
Опубліковано: 29.12.1999
Автори: Гесс Т. Річард, Гербер Л. Ховард
МПК: B22D 11/06
Мітки: металу, спосіб, пристрій, розплавленого, магнітного, утримання
Текст:
...описана ниже, защищающей катушку. Рассеяние магнитного поля в направлении в сторону от открытой стороны зазора предотвращается за счет ограниче45 ния магнитного поля, создаваемого катушкой, в основном открытой стороной зазора. Это достигается частично за счет использования немагнитного электрического проводника, находящегося в элект50 ропроводящей связи с катушкой, обращенного к открытой стороне зазора, и который находится достаточно близко...
Попередній патент: Градирня енергетичної установки
Наступний патент: Ролико-лопатевий гідронасос
Випадковий патент: Спосіб очищення цукрових розчинів