Спосіб та пристрій для виробництва сталевої смуги
Номер патенту: 57818
Опубліковано: 15.07.2003
Формула / Реферат
1. Пристрій для виробництва тонкої сталевої смуги, що включає щонайменше одну або більше ливарних машин безперервної дії 1 для лиття сталевих слябів товщиною менше за 120 мм, пічний пристрій 7, придатний для нагріву і/або гомогенізації сляба, і щонайменше один пристрій прокатки 10 для обтиснення по товщині сляба, що транспортується з пічного пристрою 7, який відрізняється тим, що між ливарною машиною безперервної дії 1 або ливарними машинами безперервної дії і пристроєм прокатки 10 розташована зварювальна машина 7,3 для плавлення вузьких торцевих поверхонь слябів і з'єднання разом розміщених один за одним слябів, де зварювальна машина 7,3 може пересуватися у міру зварювання в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки 10, а пічний пристрій 7 включає першу зону і другу зону, які розміщені одна за одною в напрямку стандартного проходження, при цьому зварювальна машина розташована між першою і другою зонами.
2. Пристрій за п. 1, який відрізняється тим, що зварювальна машина 7,3 може пересуватися у міру зварювання в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки з швидкістю від 4 до 20 м/хв, переважно з швидкістю від 10 до 17 м/хв.
3. Пристрій за п. 1 або 2, який відрізняється тим, що зварювальна машина 7,3 являє собою індукційну зварювальну машину.
4. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що зварювальна машина 7,3 оснащена пристосуванням для обмеження тепловіддачі від слябів в навколишнє середовище.
5. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що загальна довжина пічного пристрою 7 складає від 250 до 330 м.
6. Пристрій за п. 5, який відрізняється тим, що перша зона і друга зона розташовані на деякій відстані одна від одної, яка в напрямку стандартного проходження становить 4-25 м, переважно 5-17 м.
7. Пристрій за п. 5 або 6, який відрізняється тим, що друга зона має довжину від 25 до 100 м.
8. Пристрій за будь-яким з пп. 5-7, який відрізняється тим, що друга зона включає секцію підігрівання і секцію прогрівання.
9. Пристрій за будь-яким з пп. 5-8, який відрізняється тим, що пристосування для обмеження тепловіддачі від слябів в навколишнє середовище розташоване між першою і другою зонами.
10. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що цей пристрій оснащений другим пічним пристроєм для розміщення сляба.
11. Пристрій за п. 10, який відрізняється тим, що щонайменше один з пічних пристроїв - першого пічного пристрою і другого пічного пристрою - оснащений конвеєрними засобами для транспортування сляба з другого пічного пристрою в перший пічний пристрій.
12. Пристрій за п. 11, який відрізняється тим, що конвеєрні засоби включають так званий паралельний перегін.
13. Пристрій за будь-яким з пп. 10-12, який відрізняється тим, що другий пічний пристрій оснащений другою секцією підігрівання і другою секцією прогрівання, розташованою після другої секції підігрівання в напрямку стандартного проходження слябів.
14. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що пічний пристрій 7 оснащений першою секцією підігрівання і першою секцією прогрівання, розташованою після першої секції підігрівання, на вхідній стороні пічного пристрою 7 в напрямку стандартного проходження слябів.
15. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що пічний пристрій 7 оснащений в кінці (в напрямку стандартного проходження слябів) додатковою секцією прогрівання, розташованою після конвеєрних засобів, якщо вони є, і перед зварювальною машиною.
16. Спосіб виробництва сталевої смуги, за яким рідку сталь відливають щонайменше на одній ливарній машині безперервної дії 1 з отриманням сляба товщиною менше 120 мм, який при використанні тепла лиття транспортують через пічний пристрій 7 і потім прокочують в пристрої прокатки 10 для отримання смуги заданої товщини, який відрізняється тим, що розміщені один за одним сляби, можливо заздалегідь обтисненні по товщині, з'єднують разом шляхом плавлення обернених одна до одної вузьких торцевих поверхонь за допомогою зварювання, а сляби, які були зварені один з одним, прокочують способом нескінченної прокатки в пристрої прокатки, при цьому ділянку зварювання переміщують разом зі слябами, і після зварювання один з одним сляби піддають температурній гомогенізації щонайменше на ділянці зварного шва.
17. Спосіб за п. 16, який відрізняється тим, що один з одним зварюють сляби з двох ливарних машин безперервної дії 1.
18. Спосіб за будь-яким з п. 16 або 17, який відрізняється тим, що один з одним зварюють сляби з багаторівчакової ливарної машини безперервної дії.
19. Спосіб за будь-яким з пп. 16-18, який відрізняється тим, що одночасно використовують велику кількість пічних пристроїв 7 і що сляби з пічних пристроїв з'єднують один з одним за допомогою зварювальної машини.
20. Спосіб за будь-яким з пп. 16-19, який відрізняється тим, що пічний пристрій використовують як буферний простір для тимчасового зберігання слябів у разі перерви в роботі однієї з частин установки, призначеної для обробки зварених разом слябів.
Текст
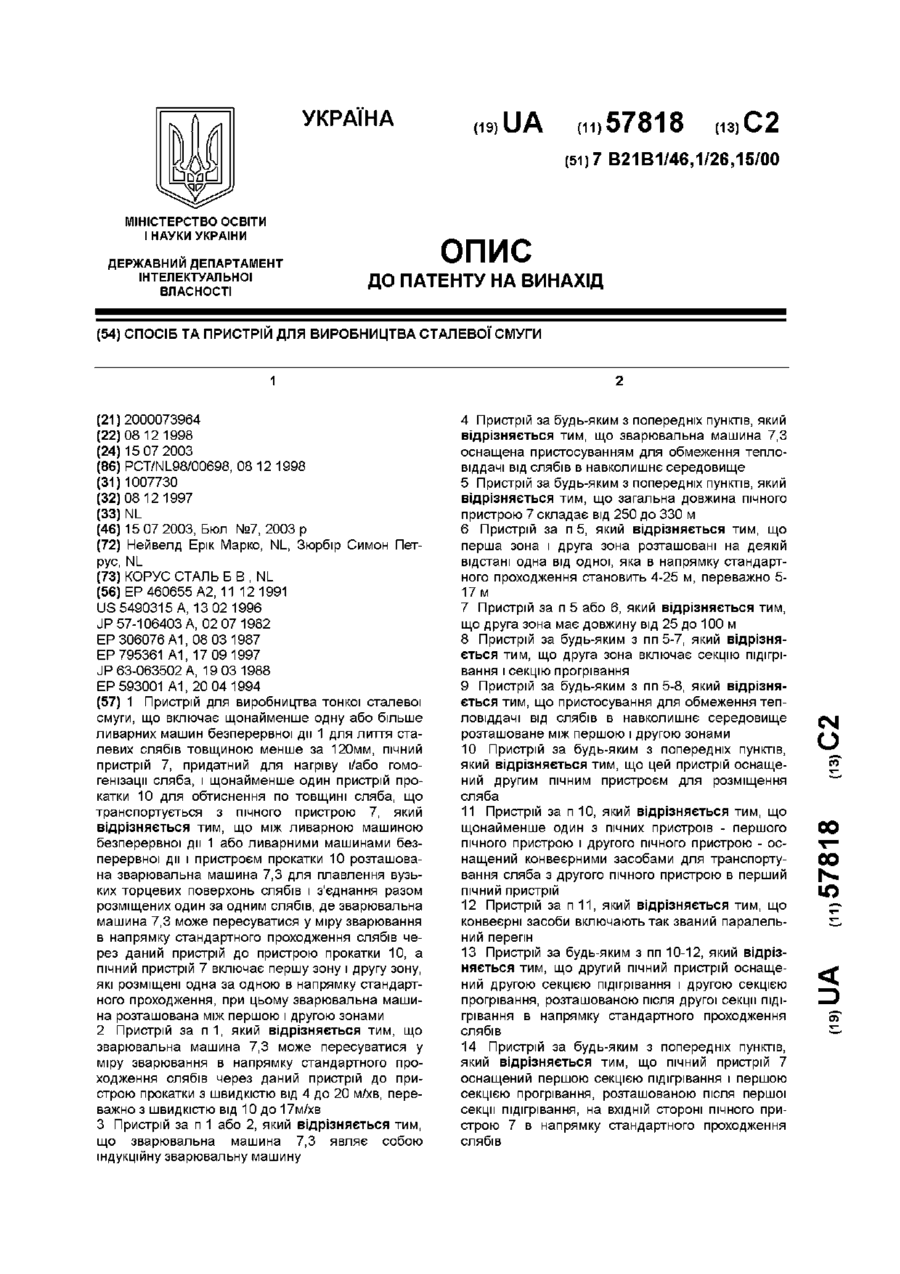
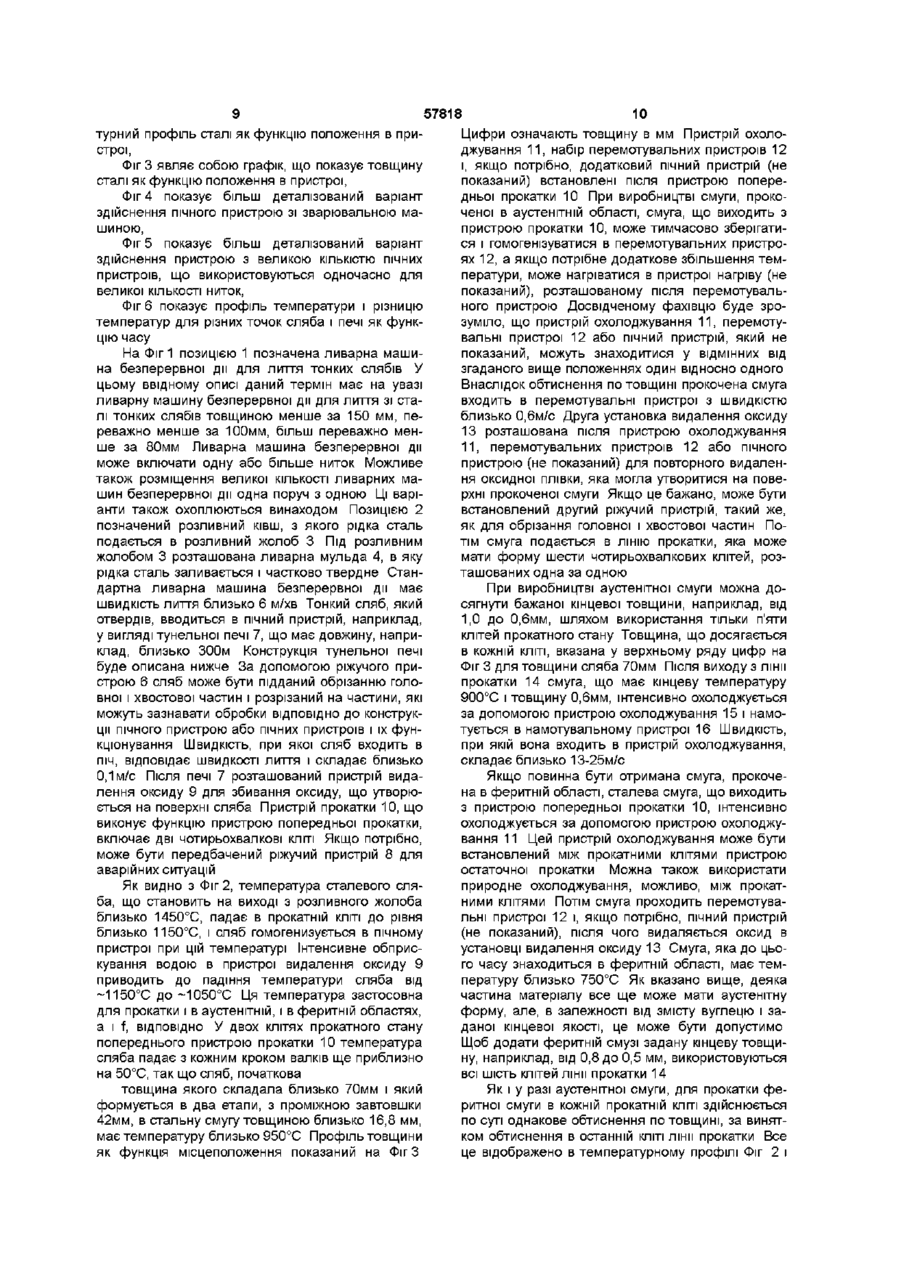
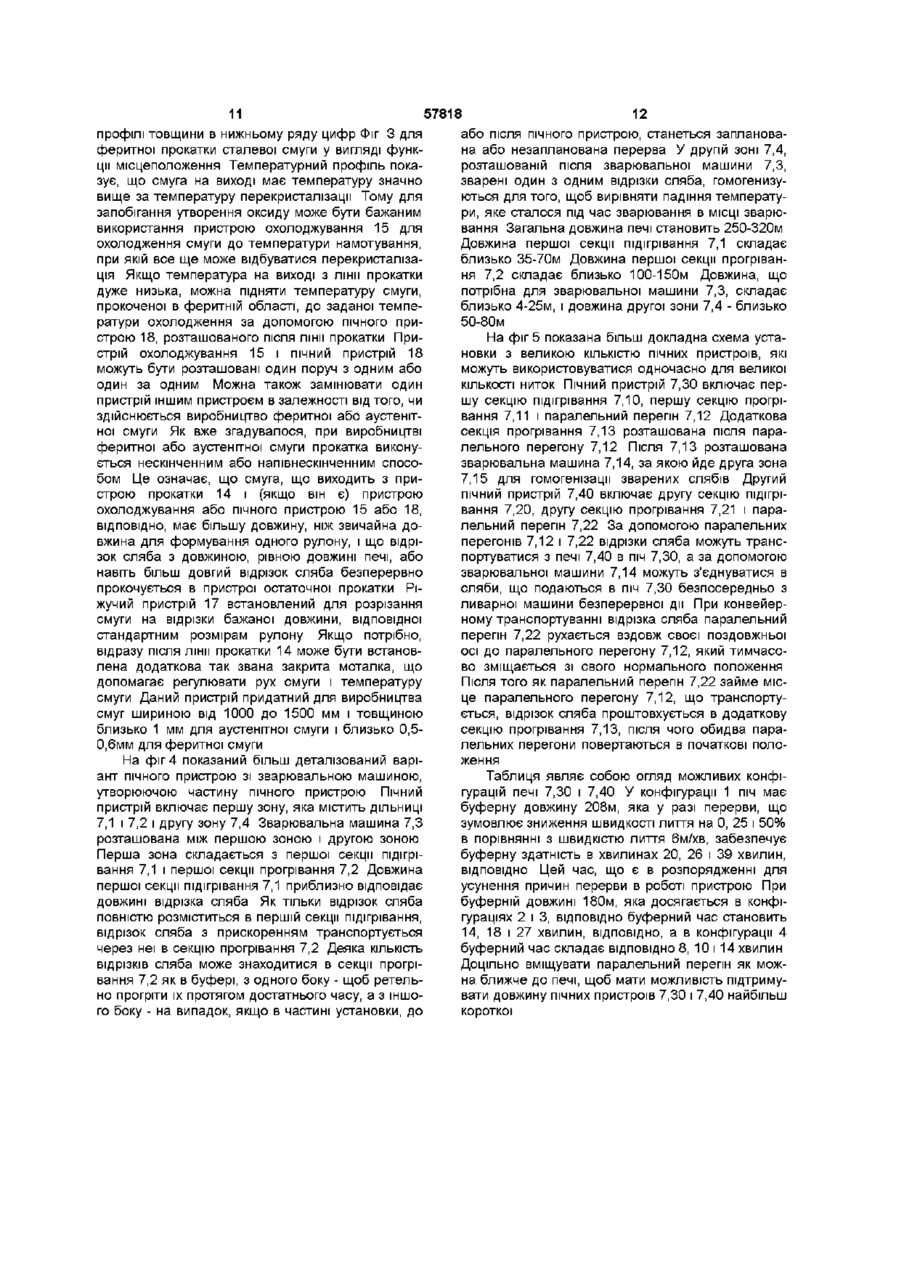
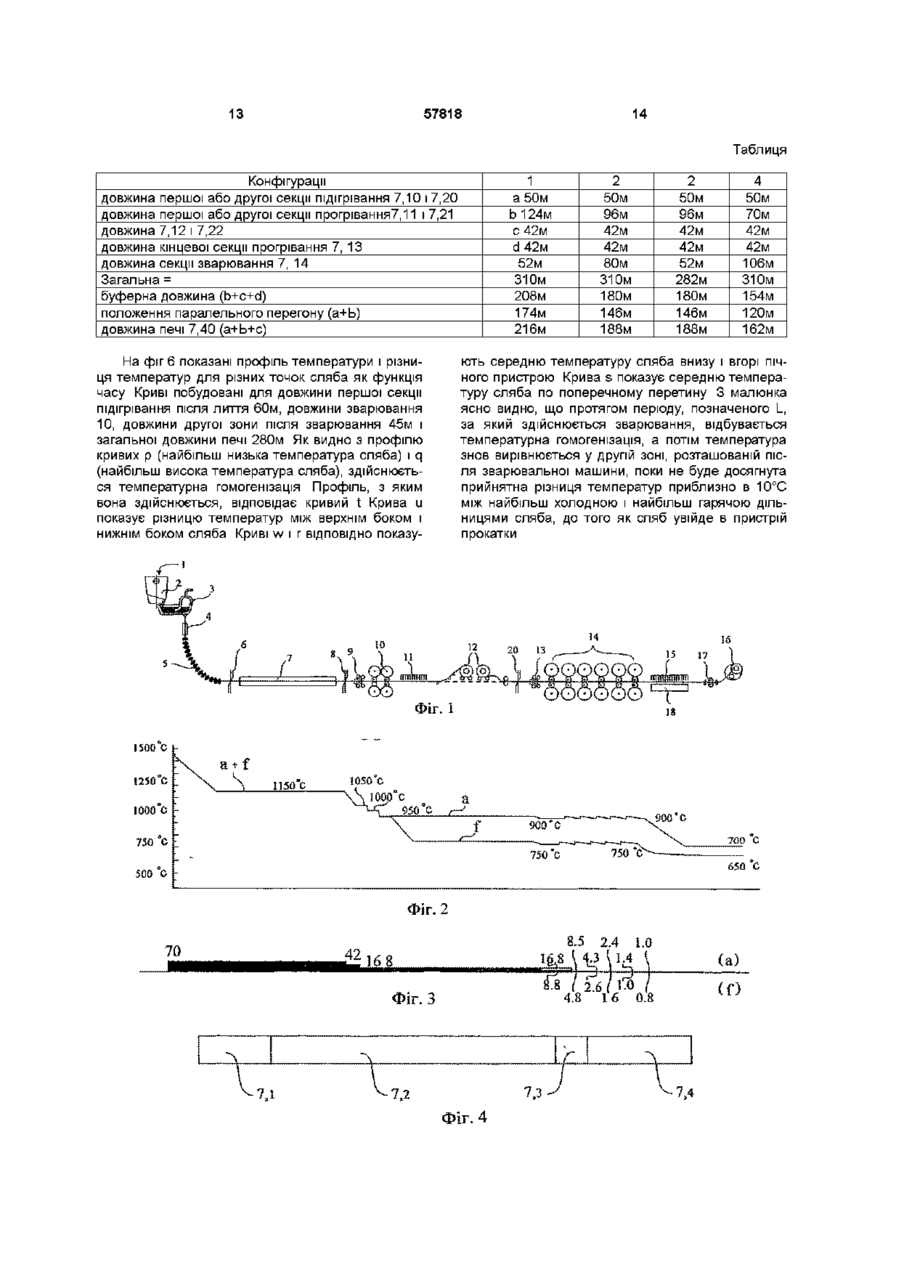
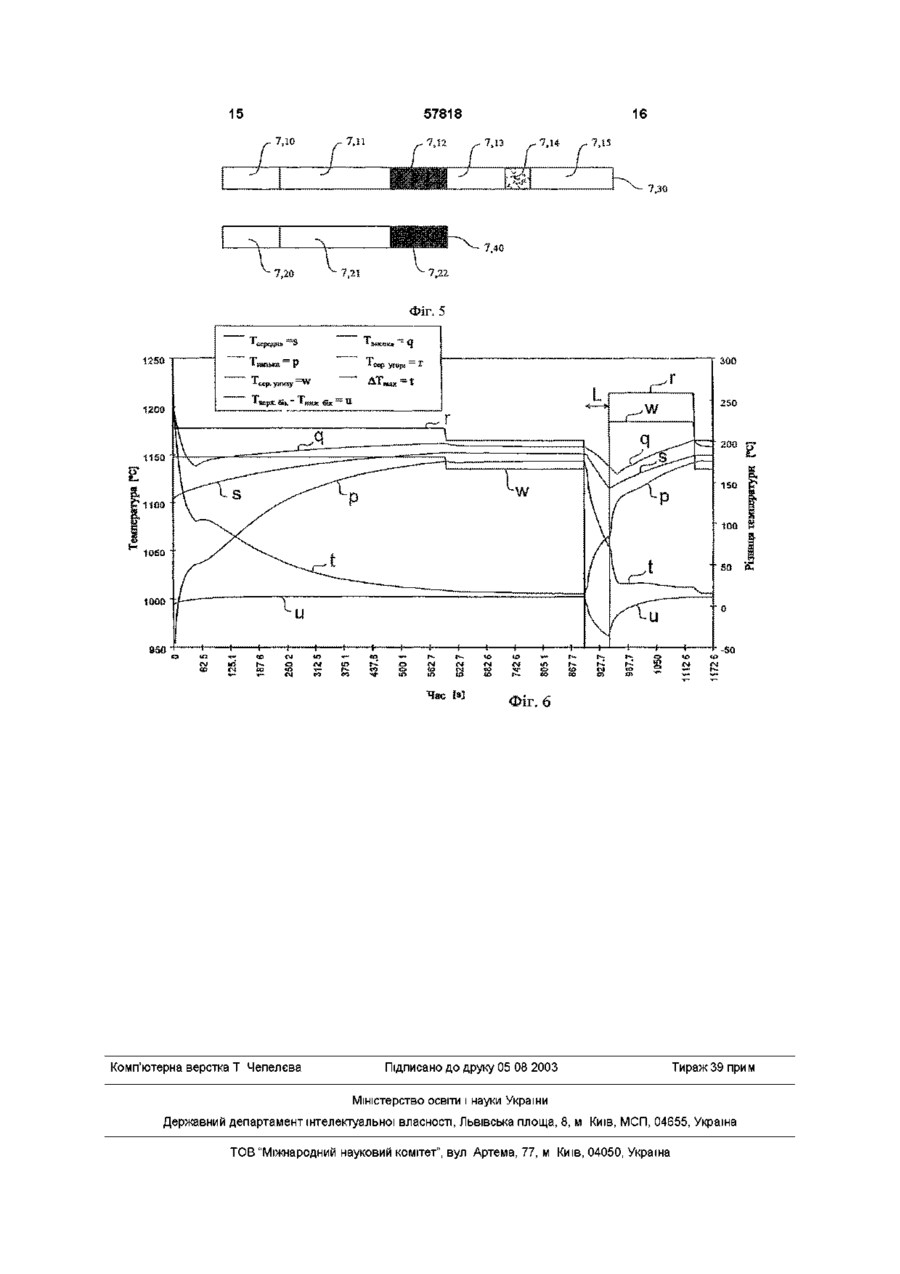
1 Пристрій для виробництва тонкої сталевої смуги, що включає щонайменше одну або більше ливарних машин безперервної дії 1 для лиття сталевих слябів товщиною менше за 120мм, пічний пристрій 7, придатний для нагріву і/або гомогенізації сляба, і щонайменше один пристрій прокатки 10 для обтиснення по товщині сляба, що транспортується з пічного пристрою 7, який відрізняється тим, що між ливарною машиною безперервної дії 1 або ливарними машинами безперервної дії і пристроєм прокатки 10 розташована зварювальна машина 7,3 для плавлення вузьких торцевих поверхонь слябів і з'єднання разом розміщених один за одним слябів, де зварювальна машина 7,3 може пересуватися у міру зварювання в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки 10, а пічний пристрій 7 включає першу зону і другу зону, які розміщені одна за одною в напрямку стандартного проходження, при цьому зварювальна машина розташована між першою і другою зонами 2 Пристрій за п 1 , який відрізняється тим, що зварювальна машина 7,3 може пересуватися у міру зварювання в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки з швидкістю від 4 до 20 м/хв, переважно з швидкістю від 10 до 17м/хв 3 Пристрій за п 1 або 2, який відрізняється тим, що зварювальна машина 7,3 являє собою індукційну зварювальну машину 4 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що зварювальна машина 7,3 оснащена пристосуванням для обмеження тепловіддачі від слябів в навколишнє середовище 5 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що загальна довжина пічного пристрою 7 складає від 250 до 330 м 6 Пристрій за п 5, який відрізняється тим, що перша зона і друга зона розташовані на деякій відстані одна від одної, яка в напрямку стандартного проходження становить 4-25 м, переважно 517м 7 Пристрій за п 5 або 6, який відрізняється тим, що друга зона має довжину від 25 до 100 м 8 Пристрій за будь-яким з пп 5-7, який відрізняється тим, що друга зона включає секцію підігрівання і секцію прогрівання 9 Пристрій за будь-яким з пп 5-8, який відрізняється тим, що пристосування для обмеження тепловіддачі від слябів в навколишнє середовище розташоване між першою і другою зонами 10 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що цей пристрій оснащений другим пічним пристроєм для розміщення сляба 11 Пристрій за п 10, який відрізняється тим, що щонайменше один з пічних пристроїв - першого пічного пристрою і другого пічного пристрою - оснащений конвеєрними засобами для транспортування сляба з другого пічного пристрою в перший пічний пристрій 12 Пристрій за п 11, який відрізняється тим, що конвеєрні засоби включають так званий паралельний перегін 13 Пристрій за будь-яким з пп 10-12, який відрізняється тим, що другий пічний пристрій оснащений другою секцією підігрівання і другою секцією прогрівання, розташованою після другої секції підігрівання в напрямку стандартного проходження слябів 14 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що пічний пристрій 7 оснащений першою секцією підігрівання і першою секцією прогрівання, розташованою після першої секції підігрівання, на ВХІДНІЙ стороні пічного пристрою 7 в напрямку стандартного проходження слябів О 00 00 ю 57818 15 Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що пічний пристрій 7 оснащений в КІНЦІ (в напрямку стандартного проходження слябів) додатковою секцією прогрівання, розташованою після конвеєрних засобів, якщо вони є, і перед зварювальною машиною 16 Спосіб виробництва сталевої смуги, за яким рідку сталь відливають щонайменше на одній ливарній машині безперервної дії 1 з отриманням сляба товщиною менше 120мм, який при використанні тепла лиття транспортують через пічний пристрій 7 і потім прокочують в пристрої прокатки 10 для отримання смуги заданої товщини, який відрізняється тим, що розміщені один за одним сляби, можливо заздалегідь обтисненні по товщині, з'єднують разом шляхом плавлення обернених одна до одної вузьких торцевих поверхонь за допомогою зварювання, а сляби, які були зварені один з одним, прокочують способом нескінченної прокатки в пристрої прокатки, при цьому ділянку зварювання переміщують разом зі слябами, і після зварювання один з одним сляби піддають температурній гомогенізації щонайменше на ДІЛЯНЦІ зварного шва 17 Спосіб за п 16, який відрізняється тим, що один з одним зварюють сляби з двох ливарних машин безперервної дії 1 18 Спосіб за будь-яким з п 16 або 17, який відрізняється тим, що один з одним зварюють сляби з багаторівчакової ливарної машини безперервної Винахід відноситься до пристрою для виробництва тонкої сталевої смуги, що включає щонайменше одну або декілька ливарних машин безперервної дії для відливання тонких сталевих слябів, пічний пристрій, придатний для нагріву і/або температурної гомогенізації сляба, і щонайменше один пристрій прокатки для обтиснення по товщині сляба, що транспортується з пічного пристрою Винахід також відноситься до способу виробництва сталевої смуги, по якому рідку сталь відливають щонайменше на одній ливарній машині безперервної дії з отриманням сляба, який, при використанні тепла лиття, транспортують через пічний пристрій і потім прокочують в пристрої прокатки для отримання смуги з бажаною кінцевою товщиною Пристрій такого типу описаний в заявці W0-A97/46332 Шляхом цього посилання зміст даної заявки вважається включеним в дану заявку У вказаній заявці пропонується, серед іншого, використання пристрою такого типу для способу нескінченної прокатки У вказаній заявці під способом нескінченної прокатки мається на увазі такий спосіб прокатки, в якому сляби або (після проходження через попередній пристрій прокатки) смуги з'єднують одну з одною, так що спосіб нескінченної прокатки може бути здійснений на обробному прокатному стані Раніше пропонувалося з'єднувати сляби один з одним шляхом придания задній кромці сляба такої форми, щоб він міг бути з'єднаний з передньою кромкою наступного сляба, якій також надається відповідна, часто компліментарна, форма Необхідні для цього пристосування дуже складні і займають багато місця Крім того, сляби, що з'єднуються, зазнають тривалого впливу атмосфери, внаслідок чого сляби охолоджуються, і на них утворюється оксидний шар Спосіб нескінченної прокатки, зокрема, стосовно до тонких слябів, тобто слябів завтовшки 100мм або менше, переважно 80мм або менше, забезпечує можливість досягнення дуже високого рівня температурної однорідності під час прокатки Ця перевага практично зводиться нанівець через складний спосіб з'єднання, описаного вище Задача винаходу складається в створенні пристрою, що забезпечує можливість з'єднання один з одним тонких слябів, які, можливо, були заздалегідь піддані швидкому і легкому обтисненню по товщині Ця задача вирішується за допомогою пристрою, який відрізняється тим, що для з'єднання слябів один з одним між ливарною машиною або машинами безперервної дії і пристроєм прокатки встановлена зварювальна машина За допомогою зварювальної машини можливо забезпечити швидке з'єднання кромок, що мають пряму або іншу просту форму, двох слябів, які повинні бути з'єднані один з одним Зварювальна машина не займає багато місця, так що сляби, що з'єднуються, знаходяться на відкритому повітрі недовго і тому лише короткочасно виділяють тепло в навколишнє середовище Таким чином, використання зварювальної машини також сприяє зниженню КІЛЬКОСТІ оксиду, що утворюється на поверхні слябів, що зварюються один з одним Для того щоб уникнути проміжного зберігання, наприклад, із застосуванням проміжного перемотувального пристрою, переважний варіант здійснення пристрою по винаходу відрізняється тим, що зварювальна машина встановлена з можливістю переміщення по мірі зварювання в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки За рахунок того, що зварювальна машина може переміщатися разом зі слябами, що зварюються, сляб, обтиснений або необтиснений по товщині, і смуга можуть пройти з однією і тією ж швидкістю по всьому пристрою, з урахуванням зменшення товщини Д" 19 Спосіб за будь-яким з пп 16-18, який відрізняється тим, що одночасно використовують велику КІЛЬКІСТЬ пічних пристроїв 7 і що сляби з пічних пристроїв з'єднують один з одним за допомогою зварювальної машини 20 Спосіб за будь-яким з пп 16-19, який відрізняється тим, що пічний пристрій використовують як буферний простір для тимчасового зберігання слябів у разі перерви в роботі однієї з частин установки, призначеної для обробки зварених разом слябів Наступний варіант пристрою по винаходу відрізняється тим, що зварювальна машина встанов 57818 лена з можливістю переміщення в напрямку стандартного проходження слябів через даний пристрій до пристрою прокатки з швидкістю від 4 до 20м/хв, переважно з швидкістю від 10 до 17м/хв У способі нескінченної прокатки швидкість, при якої сляб входить в пристрій прокатки, знаходиться, в залежності від заданої кінцевої товщини смуги і від того, чи досягається ця товщина в аустенітній, феритній або змішаній аустенітно-феритній області, в діапазоні від 4 до 20м/хв, більш переважно від 10 до 17м/хв Для ефективного здійснення процесу швидкість переміщення зварювальної машини переважно рівна швидкості, при якій сляб входить в пристрій прокатки, якщо необхідно - з урахуванням зменшення товщини Наступний варіант відрізняється тим, що зварювальна машина являє собою індукційну зварювальну машину Це усуває необхідність використання при зварюванні зварювального матеріалу з ХІМІЧНИМ складом, ВІДМІННИМ ВІД ХІМІЧНОГО складу слябів, що зварюються разом Це особливо важливе для низьколегованих марок сталі, зокрема, сталі індукційної плавки Крім того, потужність індукційної зварювальної машини легко регулюється Тепловіддача слябів, що зварюються, в атмосферу додатково обмежується у варіанті пристрою по винаходу, який відрізняється тим, що зварювальна машина оснащена пристосуванням для обмеження тепловіддачі від слябів в навколишнє середовище Було виявлено, що при товщині слябів і швидкостей прокатки, які зустрічаються на практиці, спосіб може бути успішно здійснений навіть при застосуванні багаторівчакових ливарних машин безперервної дії, з пічним пристроєм, що має загальну довжину від 250 до 330м Сляби, що зварюються, подають в задане положення один відносно одного з використанням позицюнуючого пристосування, після чого сляби зварюють за допомогою зварювальної машини, оскільки позицюнуюче пристосування і пересувна зварювальна машина не можуть бути розміщені в печі, і під час зварювання сляби неминуче будуть охолоджуватись в зоні зварювання Щоб забезпечити температурну гомогенність, потрібну слябу, наступний варіант пристрою по винаходу відрізняється тим, що пічний пристрій включає першу зону і другу зону, які розташовані одна за одною в напрямку стандартного проходження, а зварювальна машина розташована між першою і другою зонами Пічний пристрій переважно містить засіб транспортування через нього слябів з підвищеною швидкістю, що забезпечує можливість швидкого розвантаження пічного пристрою після запланованої або незапланованої перерви в технологічному процесі і перед початком іншої перерви Було виявлено, що гарне зварювання може бути отримане при невеликому охолоджуванні слябів у варіанті здійснення пристрою по винаходу, який відрізняється тим, що перша зона і друга зона розташовані на деякій відстані одна від одної, яка в напрямку стандартного проходження складає 4-25м, здебільшого 5-17м Для того, щоб повернути слябам, охолодженим під час зварювання, необхідну температуру, друга зона розміщена у напрямку стандартного проходження після зварювальної машини, при цьому, по винаходу, друга зона має довжину від 255 до 100м Було встановлено, що, в залежності від швидкості здійснення зварювання і довжини зварювання, при такій довжині може бути досягнута достатня температурна гомогенізація У другій зоні зварений сляб повинен придбати температурну гомогенність, потрібну для подальшого процесу прокатки Було виявлено, що гарний рівень гомогенності при часі і довжині другої зони, що є в наявності, досягається у варіанті пристрою по винаходу, який відрізняється тим, що друга зона містить секцію підігрівання і секцію прогрівання Щоб мінімізувати охолодження під час процесу зварювання, коли сляби, що зварюються один з одним, зазнають впливу навколишнього середовища, переважно, щоб між першою і другою зонами в пристрої було пристосування для обмеження тепловіддачі від слябів у навколишнє середовище Сучасні ливарні машини безперервної дії, які застосовуються на практиці для лиття тонких слябів, мають швидкість лиття близько бм/хв для слябів товщиною від 50 до 100мм При способі нескінченної прокатки бажано, щоб швидкість, при якій сляб входить в пристрій прокатки, була в діапазоні від -10 до ~20м/хв, переважно в діапазоні від -12 до ~16м/хв Щоб згладити різницю між швидкістю лиття і бажаною швидкістю входження, запропоновано використати багаторівчакову ливарну машину або велику КІЛЬКІСТЬ ливарних машин одна поруч з одною У цьому випадку переважно, щоб пристрій був оснащений другим пічним пристроєм для розміщення сляба У цьому випадку для кожної ливарної машини або для кожної нитки призначений окремий пічний пристрій, тому немає необхідності включати в технологічну схему складні поперечні або поздовжні конвеєрні засоби для передачі слябів у піч Зараз використовуються установки, в яких виникає вищезазначена різниця між швидкістю лиття і швидкістю входження в пристрій прокатки Ця різниця в швидкостях може також виникати в нових установках або установках, які повинні бути змонтовані, наприклад, у випадках, коли по якихнебудь причинах спочатку використовувалася одна ливарна машина або однорівчакова ливарна машина Утому випадку, якщо згодом встановлюється нова ливарна машина безперервної дії або додається друга нитка, переважно, щоб щонайменше один з пічних пристроїв - пічного пристрою і другого пічного пристрою - був оснащений конвеєрними засобами для передачі сляба з другого пічного пристрою в пічний пристрій У цьому випадку існуюча установка може бути збережена, а другий пічний пристрій розміщується послідовно з новою ливарною машиною безперервної дії або другою ниткою Можуть бути використані конвеєрні засоби для передачі слябів з другого пічного пристрою в пічний пристрій, після чого сляби можуть бути з'єднані один з одним в зварювальній машині У зв'язку з необхідністю обмежити займаний простір, що особливо важливо в багаторівчаковій ливарній машині, переважно, щоб конвеєрні засоби включали так званий паралельний перегін 57818 Альтернативою може бути поворотний перегін, коли відрізок сляба з другого пічного пристрою вміщується на поворотний перегін, задній бік якого потім повертається у напрямку до пічного пристрою Передня сторона поворотного перегону, розташованого після пічного пристрою, повертається до першого згаданого поворотного перегону, після чого відрізок сляба, що знаходиться на першому поворотному перегоні, може бути вміщений на другий поворотний перегін Потім поворотні перегони повертаються зворотно в свої початкові положення Перевага полягає в простому з'єднанні з носіями Недоліком є збільшення необхідної площі в порівнянні з паралельним перегоном Було виявлено, що швидка і успішна температурна гомогенізація досягається у варіанті здійснення другого пічного пристрою, який відрізняється тим, що другий пічний пристрій оснащений другою секцією підігрівання і другою секцією прогрівання, розташованою після другої секції підігрівання в напрямку стандартного проходження слябів Для досягнення швидкої і успішної температурної гомогенізації також і в пічному пристрої, переважно, щоб пічний пристрій був оснащений першою секцією підігрівання і першою секцією прогрівання, розташованою після першої секції підігрівання, на ВХІДНІЙ стороні пічного пристрою, в напрямку стандартного проходження слябів Для забезпечення гнучкості роботи пічного пристрою, зокрема, у разі планової або випадкової перерви або після неї, переважно, щоб пічний пристрій був оснащений в КІНЦІ (В напрямку стандартного проходження слябів) додатковою секцією прогрівання, розташованою після конвеєрних засобів, якщо вони є, і перед зварювальною машиною Винахід також включає спосіб виробництва сталевої смуги, в якому рідку сталь відливають щонайменше на одній ливарній машині безперервної дії з отриманням сляба, який при використанні тепла лиття транспортують через пічний пристрій і потім прокочують в пристрої прокатки для отримання смуги з необхідною кінцевою товщиною Цей спосіб також описаний в заявці PCT/NL97/00325 У цій заявці описаний спосіб виробництва нескінченної сталевої смуги, прокоченої в аустенітній, феритній або змішаній аустенітноферитній області Описаний спосіб має безліч переваг Одна з переваг, що забезпечують можливість проведення процесу, полягає в тому, що окремі сляби можуть бути з'єднані один з одним Задача винаходу складається в створенні способу з'єднання слябів один з одним таким чином, щоб описаний процес міг бути здійснений найбільш ефективно Ця задача вирішується за допомогою способу з'єднання слябів один з одним, який відрізняється тим, що сляби, які, можливо, вже були заздалегідь обтиснені по товщині, з'єднують один з одним шляхом зварювання, а сляби, які були зварені один з одним, прокочують способом нескінченної прокатки З'єднання слябів шляхом зварювання забезпечує ту перевагу, що сляби можуть бути швидко з'єднані без утворення неоднорідностей в хімічному складі сталевого сляба, що отримується 8 Як правило, необхідно буде здійснювати зварювання гарячих слябів, які тимчасово знаходяться поза пічним пристроєм Отже, сляби під час зварювання неминуче будуть охолоджуватись на ДІЛЬНИЦІ зварювання, яке повинне бути виконане Щоб запобігти температурній негомогенності, виникаючій в способі нескінченної прокатки, наступний варіант здійснення способу по винаходу відрізняється тим, що сляби після зварювання піддають температурній гомогенізації щонайменше на ДІЛЬНИЦІ зварного шва При нескінченній прокатці бажано, щоб сталь входила в прокатний пристрій з відносно високою швидкістю Сучасні ливарні машини безперервної дії нездібні забезпечити швидкість лиття, яка відповідає необхідній швидкості входження, якщо необхідно - з урахуванням зменшення товщини Тому перевага віддається способу по винаходу, який відрізняється тим, що один з одним зварюються сляби з двох ливарних машин безперервної дії За допомогою двох або більше ливарних машин безперервної дії забезпечується можливість створення досить великого потоку слябового матеріалу, щоб отримати швидкість входження, потрібну в пристрої прокатки Альтернативний варіант, при якому потрібна менша площа і який більш простий в реалізації, зокрема, у разі нових установок, відрізняється тим, що один з одним зварюють сляби з багаторівчаковоі ливарної машини безперервної дії У разі використання великої КІЛЬКОСТІ ливарних машин безперервної дії або багаторівчакової ливарної машини безперервної дії переважно, щоб одночасно використовувалася велика КІЛЬКІСТЬ ПІЧНИХ пристроїв і щоб сляби з пічних пристроїв з'єднувались один з одним за допомогою зварювальної машини У цьому випадку для кожної нитки призначений окремий пічний пристрій Сляби з пічних пристроїв можуть бути вміщені разом, можливо, в одну з печей, а потім з'єднані один з одним зварюванням При здійсненні процесу нескінченної прокатки велика КІЛЬКІСТЬ дільниць установки пов'язані одна з одною за допомогою сталевого сляба або сталевої смуги Перерва на одній ДІЛЬНИЦІ установки означає, що весь пристрій або велика його частина повинна бути зупинена Перерва може бути запланованою або незапланованою, наприклад, для зміни валків Щоб подолати перерви будьякого типу, наступний варіант способу по винаходу відрізняється тим, що пічний пристрій використовують як буферний простір для тимчасового зберігання слябів у разі перерви в одній з частин установки, призначеної для обробки зварених слябів Пічний пристрій може діяти як буфер для перерв в секціях, розташованих і перед цим пічним пристроєм, і після цього пічного пристрою Чим довше пічний пристрій, тим більше буде його буферна здатність Далі винахід пояснюється більш детально з посиланнями на малюнки, які ілюструють необмежуючий варіант здійснення винаходу На малюнках Фіг 1 схематично показує вигляд збоку пристрою, в якому може бути використаний винахід, Фіг 2 являє собою графік, що показує темпера 57818 10 турний профіль сталі як функцію положення в приЦифри означають товщину в мм Пристрій охолострої, джування 11, набір перемотувальних пристроїв 12 і, якщо потрібно, додатковий пічний пристрій (не Фіг 3 ЯВЛЯЄ собою графік, що показує товщину показаний) встановлені після пристрою попересталі як функцію положення в пристрої, дньої прокатки 10 При виробництві смуги, прокоФіг 4 показує більш деталізований варіант ченої в аустенітній області, смуга, що виходить з здійснення пічного пристрою зі зварювальною мапристрою прокатки 10, може тимчасово зберігатишиною, ся і гомогенізуватися в перемотувальних пристроФіг 5 показує більш деталізований варіант ях 12, а якщо потрібне додаткове збільшення темздійснення пристрою з великою КІЛЬКІСТЮ пічних ператури, може нагріватися в пристрої нагріву (не пристроїв, що використовуються одночасно для показаний), розташованому після перемотувальвеликої КІЛЬКОСТІ ниток, ного пристрою Досвідченому фахівцю буде зроФіг 6 показує профіль температури і різницю зуміло, що пристрій охолоджування 11, перемотутемператур для різних точок сляба і печі як функвальні пристрої 12 або пічний пристрій, який не цію часу показаний, можуть знаходитися у ВІДМІННИХ ВІД На Фіг 1 позицією 1 позначена ливарна машизгаданого вище положеннях один відносно одного на безперервної дії для лиття тонких слябів У Внаслідок обтиснення по товщині прокочена смуга цьому ввідному описі даний термін має на увазі входить в перемотувальні пристрої з швидкістю ливарну машину безперервної дії для лиття зі стаблизько 0,6м/с Друга установка видалення оксиду лі тонких слябів товщиною менше за 150 мм, пе13 розташована після пристрою охолоджування реважно менше за 100мм, більш переважно мен11, перемотувальних пристроїв 12 або пічного ше за 80мм Ливарна машина безперервної дії пристрою (не показаний) для повторного видаленможе включати одну або більше ниток Можливе ня оксидної плівки, яка могла утворитися на поветакож розміщення великої КІЛЬКОСТІ ливарних мархні прокоченої смуги Якщо це бажано, може бути шин безперервної дії одна поруч з одною Ці варівстановлений другий ріжучий пристрій, такий же, анти також охоплюються винаходом Позицією 2 як для обрізання головної і хвостової частин Попозначений розливний ківш, з якого рідка сталь тім смуга подається в ЛІНІЮ прокатки, яка може подається в розливний жолоб 3 Під розливним мати форму шести чотирьохвалкових клітей, розжолобом 3 розташована ливарна мульда 4, в яку ташованих одна за одною рідка сталь заливається і частково твердне Стандартна ливарна машина безперервної дії має При виробництві аустенітної смуги можна дошвидкість лиття близько 6 м/хв Тонкий сляб, який сягнути бажаної кінцевої товщини, наприклад, від отвердів, вводиться в пічний пристрій, наприклад, 1,0 до 0,6мм, шляхом використання тільки п'яти у вигляді тунельної печі 7, що має довжину, наприклітей прокатного стану Товщина, що досягається клад, близько 300м Конструкція тунельної печі в кожній КЛІТІ, вказана у верхньому ряду цифр на буде описана нижче За допомогою ріжучого приФіг 3 ДЛЯ ТОВЩИНИ сляба 70мм Після виходу з лінії строю 6 сляб може бути підданий обрізанню голопрокатки 14 смуга, що має кінцеву температуру вної і хвостової частин і розрізаний на частини, які 900°С і товщину 0,6мм, інтенсивно охолоджується можуть зазнавати обробки ВІДПОВІДНО ДО конструкза допомогою пристрою охолоджування 15 і намоції пічного пристрою або пічних пристроїв і їх фунтується в намотувальному пристрої 16 Швидкість, кціонування Швидкість, при якої сляб входить в при якій вона входить в пристрій охолоджування, піч, відповідає швидкості лиття і складає близько складає близько 13-25м/с 0,1м/с Після печі 7 розташований пристрій видаЯкщо повинна бути отримана смуга, прокочелення оксиду 9 для збивання оксиду, що утворюна в феритній області, сталева смуга, що виходить ється на поверхні сляба Пристрій прокатки 10, що з пристрою попередньої прокатки 10, інтенсивно виконує функцію пристрою попередньої прокатки, охолоджується за допомогою пристрою охолоджувключає дві чотирьохвалкові КЛІТІ ЯКЩО потрібно, вання 11 Цей пристрій охолоджування може бути може бути передбачений ріжучий пристрій 8 для встановлений між прокатними клітями пристрою аварійних ситуацій остаточної прокатки Можна також використати природне охолоджування, можливо, між прокатЯк видно з Фіг 2, температура сталевого сляними клітями Потім смуга проходить перемотуваба, що становить на виході з розливного жолоба льні пристрої 12 і, якщо потрібно, пічний пристрій близько 1450°С, падає в прокатній КЛІТІ ДО рівня (не показаний), після чого видаляється оксид в близько 1150°С, і сляб гомогенизується в пічному установці видалення оксиду 13 Смуга, яка до цьопристрої при цій температурі Інтенсивне обприсго часу знаходиться в феритній області, має темкування водою в пристрої видалення оксиду 9 пературу близько 750°С Як вказано вище, деяка приводить до падіння температури сляба від частина матеріалу все ще може мати аустенітну ~1150°С до ~1050°С Ця температура застосовна форму, але, в залежності від змісту вуглецю і задля прокатки і в аустенітній, і в феритній областях, даної кінцевої якості, це може бути допустимо а і f, ВІДПОВІДНО У двох клітях прокатного стану Щоб додати феритній смузі задану кінцеву товщипопереднього пристрою прокатки 10 температура ну, наприклад, від 0,8 до 0,5 мм, використовуються сляба падає з кожним кроком валків ще приблизно всі шість клітей лінії прокатки 14 на 50°С, так що сляб, початкова товщина якого складала близько 70мм і який Як і у разі аустенітної смуги, для прокатки феформується в два етапи, з проміжною завтовшки ритної смуги в кожній прокатній КЛІТІ ЗДІЙСНЮЄТЬСЯ 42мм, в стальну смугу товщиною близько 16,8 мм, по суті однакове обтиснення по товщині, за винятмає температуру близько 950°С Профіль товщини ком обтиснення в останній КЛІТІ ЛІНІЇ прокатки Все як функція місцеположення показаний на Фіг З це відображено в температурному профілі Фіг 2 і 12 11 57818 профілі товщини в нижньому ряду цифр Фіг 3 для або після пічного пристрою, станеться заплановаферитної прокатки сталевої смуги у вигляді функна або незапланована перерва У другій зоні 7,4, ції місцеположення Температурний профіль покарозташованій після зварювальної машини 7,3, зує, що смуга на виході має температуру значно зварені один з одним відрізки сляба, гомогенизувище за температуру перекристалізації Тому для ються для того, щоб вирівняти падіння температузапобігання утворення оксиду може бути бажаним ри, яке сталося під час зварювання в МІСЦІ зварювикористання пристрою охолоджування 15 для вання Загальна довжина печі становить 250-320м охолодження смуги до температури намотування, Довжина першої секції підігрівання 7,1 складає при якій все ще може відбуватися перекристалізаблизько 35-70м Довжина першої секції прогріванція Якщо температура на виході з лінії прокатки ня 7,2 складає близько 100-150м Довжина, що дуже низька, можна підняти температуру смуги, потрібна для зварювальної машини 7,3, складає прокоченої в феритній області, до заданої темпеблизько 4-25м, і довжина другої зони 7,4 - близько ратури охолодження за допомогою пічного при50-80м строю 18, розташованого після лінії прокатки ПриНа фіг 5 показана більш докладна схема устастрій охолоджування 15 і пічний пристрій 18 новки з великою КІЛЬКІСТЮ пічних пристроїв, які можуть бути розташовані один поруч з одним або можуть використовуватися одночасно для великої один за одним Можна також замінювати один КІЛЬКОСТІ ниток Пічний пристрій 7,30 включає перпристрій іншим пристроєм в залежності від того, чи шу секцію підігрівання 7,10, першу секцію прогріздійснюється виробництво феритної або аустенітвання 7,11 і паралельний перегін 7,12 Додаткова ної смуги Як вже згадувалося, при виробництві секція прогрівання 7,13 розташована після параферитної або аустенітної смуги прокатка виконулельного перегону 7,12 Після 7,13 розташована ється нескінченним або напівнескінченним спосозварювальна машина 7,14, за якою йде друга зона бом Це означає, що смуга, що виходить з при7,15 для гомогенізації зварених слябів Другий строю прокатки 14 і (якщо він є) пристрою пічний пристрій 7,40 включає другу секцію підігріохолоджування або пічного пристрою 15 або 18, вання 7,20, другу секцію прогрівання 7,21 і параВІДПОВІДНО, має більшу довжину, ніж звичайна долельний перегін 7,22 За допомогою паралельних вжина для формування одного рулону, і що відріперегонів 7,12 і 7,22 відрізки сляба можуть трансзок сляба з довжиною, рівною довжині печі, або портуватися з печі 7,40 в піч 7,30, а за допомогою навіть більш довгий відрізок сляба безперервно зварювальної машини 7,14 можуть з'єднуватися в прокочується в пристрої остаточної прокатки Рісляби, що подаються в піч 7,30 безпосередньо з жучий пристрій 17 встановлений для розрізання ливарної машини безперервної дм При конвейерсмуги на відрізки бажаної довжини, відповідної ному транспортуванні відрізка сляба паралельний стандартним розмірам рулону Якщо потрібно, перегін 7,22 рухається вздовж своєї поздовжньої відразу після лінії прокатки 14 може бути встановосі до паралельного перегону 7,12, який тимчасолена додаткова так звана закрита моталка, що во зміщається зі свого нормального положення допомагає регулювати рух смуги і температуру Після ТОГО ЯК паралельний перегін 7,22 займе міссмуги Даний пристрій придатний для виробництва це паралельного перегону 7,12, що транспортусмуг шириною від 1000 до 1500 мм і товщиною ється, відрізок сляба проштовхується в додаткову близько 1 мм для аустенітної смуги і близько 0,5секцію прогрівання 7,13, після чого обидва пара0,6мм для феритної смуги лельних перегони повертаються в початкові положення На фіг 4 показаний більш деталізований варіант пічного пристрою зі зварювальною машиною, Таблиця являє собою огляд можливих конфіутворюючою частину пічного пристрою Пічний гурацій печі 7,30 і 7,40 У конфігурації 1 піч має пристрій включає першу зону, яка містить ДІЛЬНИЦІ буферну довжину 208м, яка у разі перерви, що 7,1 і 7,2 і другу зону 7,4 Зварювальна машина 7,3 зумовлює зниження швидкості лиття на 0, 25 і 50% розташована між першою зоною і другою зоною в порівнянні з швидкістю лиття бм/хв, забезпечує Перша зона складається з першої секції підігрібуферну здатність в хвилинах 20, 26 і 39 хвилин, вання 7,1 і першої секції прогрівання 7,2 Довжина ВІДПОВІДНО Цей час, що є в розпорядженні для першої секції підігрівання 7,1 приблизно відповідає усунення причин перерви в роботі пристрою При довжині відрізка сляба Як тільки відрізок сляба буферній довжині 180м, яка досягається в конфіповністю розміститься в першій секції підігрівання, гураціях 2 і 3, ВІДПОВІДНО буферний час становить відрізок сляба з прискоренням транспортується 14, 18 і 27 хвилин, ВІДПОВІДНО, а в конфігурації 4 через неї в секцію прогрівання 7,2 Деяка КІЛЬКІСТЬ буферний час складає ВІДПОВІДНО 8, 10 І 14 хвилин відрізків сляба може знаходитися в секції прогріДоцільно вміщувати паралельний перегін як можвання 7,2 як в буфері, з одного боку - щоб ретельна ближче до печі, щоб мати можливість підтримуно прогріти їх протягом достатнього часу, а з іншовати довжину пічних пристроїв 7,30 і 7,40 найбільш го боку - на випадок, якщо в частині установки, до короткої 57818 13 14 Таблиця Конфігурації довжина першої або другої секції підігрівання 7,10 і 7,20 довжина першої або другої секції прогрівання7,11 і 7,21 довжина 7,12 і 7,22 довжина кінцевої секції прогрівання 7, 13 довжина секції зварювання 7, 14 Загальна = буферна довжина (b+c+d) положення паралельного перегону (а+Ь) довжина печі 7,40 (а+Ь+с) На фіг 6 показані профіль температури і різниця температур для різних точок сляба як функція часу Криві побудовані для довжини першої секції підігрівання після лиття 60м, довжини зварювання 10, довжини другої зони після зварювання 45м і загальної довжини печі 280м Як видно з профілю кривих р (найбільш низька температура сляба) і q (найбільш висока температура сляба), здійснюється температурна гомогенізація Профіль, з яким вона здійснюється, відповідає кривий t Крива u показує різницю температур між верхнім боком і нижнім боком сляба Криві w і г ВІДПОВІДНО показу 1 52м 2 50м 96м 42м 42м 80м 2 50м 96м 42м 42м 52м 310м 208м 174м 216м 310м 180м 146м 188м 282м 180м 146м 188м а 50м Ь124м с 42м d 42м 4 50м 70м 42м 42м 106м 310м 154м 120м 162м ють середню температуру сляба внизу і вгорі пічного пристрою Крива s показує середню температуру сляба по поперечному перетину 3 малюнка ясно видно, що протягом періоду, позначеного L, за який здійснюється зварювання, відбувається температурна гомогенізація, а потім температура знов вирівнюється у другій зоні, розташованій після зварювальної машини, поки не буде досягнута прийнятна різниця температур приблизно в 10°С між найбільш холодною і найбільш гарячою дільницями сляба, до того як сляб увійде в пристрій прокатки ФІГ. 1 1500 С 1250°С 1150 С 1000°С 900 °С 700 750 °С 650 С 500 °С Фіг. 2 70 С 8.5 2.4 1.0 42 168 16,8 \4.3 І 1.4 \ 4.8 Фіг. З Фіг. 4 1б 0.8 (а) (f) 15 7,30 7.40 7,20 7,21 7,22 Фіг. 5 300 1250 1200 1150 1O 1Q 1050 350 Ч8С Комп'ютерна верстка Т Чепелєва W Фіг. 6 Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing a thin steel strip
Назва патенту російськоюСпособ и устройство для производства стальной ленты
МПК / Мітки
МПК: B21B 1/26, B21B 1/46, B21B 15/00
Мітки: смуги, сталевої, пристрій, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/8-57818-sposib-ta-pristrijj-dlya-virobnictva-stalevo-smugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виробництва сталевої смуги</a>
Спосіб і пристрій для виробництва сталевої смуги
Номер патенту: 55414
Опубліковано: 15.04.2003
Автори: Конеліссен Маркус Корнеліс Марія, ДЕН ХАРТОГ Хьюберт Віллем, Гроот Алдрікус Марія
МПК: B21B 1/22, C21D 8/04, B21B 1/46
Мітки: виробництва, спосіб, пристрій, смуги, сталевої
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, за яким розплавлену сталь відливають в установці для безперервного розливання в плоску заготовку і, використовуючи теплоту розливу, переміщують її через піч, попередньо прокатують у пристрої для попередньої прокатки і прокатують начисто в пристрої для чистової прокатки в сталеву смугу до бажаної товщини готового виробу, який відрізняється тим, що прокатку сталевої смуги на останній стадії прокатки...
Спосіб виробництва стальної смуги або листа
Номер патенту: 51761
Опубліковано: 16.12.2002
Автори: ДЕН ХАРТОГ Хьюберт Віллем, Конеліссен Маркус Корнеліс Марія, Гроот Алдрікус Марія
МПК: B21B 1/26, C21D 8/04, C21D 8/02, B21B 1/46
Мітки: смуги, листа, виробництва, спосіб, стальної
Формула / Реферат:
1. Спосіб виробництва стальної смуги, в якому рідку сталь відливають на ливарній машині безперервної дії з отриманням тонкої пластини, при використанні тепла від лиття, пропускають через пічний пристрій, піддають обтисненню в чорновій кліті, послідовно зменшуючи товщину пластини до перехідної товщини і формуючи стальну смугу, остаточно піддають прокатуванню в чистовій прокатній кліті в стальну смугу бажаної кінцевої товщини, який...
Пристрій для неперервного лиття вузької смуги металу (його варіанти), електромагнітний обмежувальний засіб і спосіб неперервного лиття вузької смуги металу
Номер патенту: 37223
Опубліковано: 15.05.2001
Автори: Ховард Л. Гербер, Ісмаел Г. Сауседо
МПК: B22D 11/06
Мітки: лиття, його, неперервного, вузької, пристрій, обмежувальний, спосіб, електромагнітний, металу, варіанти, засіб, смуги
Формула / Реферат:
1. Устройство для непрерывного литья узкой полосы металла, содержащее два противоположно вращающихся горизонтальных вала, установленных с вертикально ориентированным зазором, участок которого открыт со стороны торцов валов, и электромагнитное ограничивающее средство, включающее ограничивающую катушку, состоящую из двух частей, первая из которых своей фронтальной поверхностью обращена к зазору, а между первой и второй частями ограничивающей...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/46, B21B 1/30, B22D 11/10, B21B 1/24
Мітки: дії, тонкого, лиття, установка, машина, безперервної, спосіб, отримання, розливна, сляба, смуги, стальної
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Пристрій для електрогальванічного нанесення металевого покриття на смуги
Номер патенту: 57003
Опубліковано: 16.06.2003
Автор: Вернер Шіміон
МПК: C25D 17/10, C25D 17/00
Мітки: смуги, металевого, пристрій, електрогальванічного, покриття, нанесення
Формула / Реферат:
1. Пристрій для електрогальванічного нанесення металевого покриття на смуги, які переміщуються в кислому електроліті, збагаченому металом, що має щонайменше один нерозчинний анод, розташований паралельно смузі, включеній як катод, при цьому метал з електроліту осаджується на поверхню смуги, який відрізняється тим, що кожний анод паралельно напрямку проходження смуги розділений на анодні смуги (5а, 5b), анодні смуги (5а, 5b) ізольовані один...
Попередній патент: Стероїд як активний агент фармацевтичної композиції, призначеної для спрямованої компенсації дефіциту естрогену в центральній нервовій системі
Наступний патент: Спосіб і конвертер для одержання аміаку
Випадковий патент: Бальнеологічна ванна "релакс"