B21B 1/30 — при переривчастому процесі прокатки
Спосіб тонколистової рулонної прокатки
Номер патенту: 93266
Опубліковано: 25.01.2011
Автори: Шемякін Олександр Васильович, Присяжний Андрій Григорович, Новахатько Сергій Анатолійович, Лепорська Наталія Василівна, Васекін Андрій Валерійович, Капланов Василь Ілліч, Капланова Олена Василівна
МПК: B21B 1/30
Мітки: спосіб, тонколистової, прокатки, рулонної
Формула / Реферат:
Спосіб тонколистової рулонної прокатки на реверсивному триклітьовому стані, який відрізняється тим, що прокатку здійснюють за шість проходів, причому при прокатці в одному напрямку ступінь обтискання в першому проході встановлюють до 20 %, в другому збільшують до 2 разів, в третьому зменшують до 10 %, а при прокатці в зворотному напрямку ступінь обтискання в четвертому і п'ятому проходах встановлюють до 40 %, а в шостому зменшують до 10...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Бройєр Міхель, Хоф Хартмут, Зельбах Пауль
МПК: B21B 1/30, B21B 1/26
Мітки: стан, прокатній, спосіб, прокатки, металу, також, алюмінію, зокрема, гарячої
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб та пристрій для здійснення прокатки
Номер патенту: 87828
Опубліковано: 25.08.2009
Автор: Денкер Вольфганг
МПК: B21B 1/30
Мітки: здійснення, пристрій, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки штабового матеріалу, зокрема металевої штаби (3), при якому штабу (3) одного рулону (2, 7) розмотують на розмотувальній моталці (1, 6), заправляють в реверсивний прокатний стан (8) і прокатують, після чого намотують в рулон (10) на моталці (9), при цьому металеву штабу (3) до досягнення заданої товщини реверсивно переміщують між розмотувальною моталкою (1, 6) та моталкою (9) і при кожному проході піддають обтисненню в...
Прокатний стан для прокатки металевих виробів
Номер патенту: 87693
Опубліковано: 10.08.2009
Автори: Клапдор Армін, Орндорф Ральф
МПК: B21B 1/30
Мітки: металевих, виробів, прокатки, стан, прокатній
Формула / Реферат:
1. Прокатний стан (1) для прокатки металевих виробів (2), який містить щонайменше одну прокатну кліть (3), а також лінію (4) транспортування, що проходить з обох сторін від прокатної кліті (3) на задану довжину, для виробу, що прокатується, який відрізняється тим, що в зоні протяжності лінії (4) транспортування з кожної сторони щонайменше однієї прокатної кліті (3) розташований щонайменше один приймальний пристрій (5) для рулону (6)...
Спосіб виробництва тонкої гарячекатаної штаби і прокатний стан для його реалізації
Номер патенту: 82548
Опубліковано: 25.04.2008
Автори: Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: спосіб, виробництва, гарячекатаної, прокатній, штаби, реалізації, тонкої, стан
Формула / Реферат:
1. Спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двоклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в змотувальний пристрій, наступне розмотування і прокатку в безперервній чистовій прокатній групі, який відрізняється тим, що на останньому чорновому проході штабу примусово охолоджують перед змотуванням, при цьому...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Кірштайн Хартмут, Райхель Хайко
МПК: B21B 1/30
Мітки: гарячої, прокатній, установка, спосіб, штаб, прокатки, стеккеля, кліті
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Спосіб виробництва нагартованої стрічки з вуглецевої сталі
Номер патенту: 15223
Опубліковано: 15.06.2006
Автори: Мурашкін Олександр Вікторович, Побегайло Олег Андрійович, Іванченко Олена Павлівна, Будніков Володимир Іванович, Норка Сергій Петрович, Уланова Олександра Лук'янівна, Шебанець Едуард Миколайович, Пасько Тетяна Григорівна, Климанчук Владислав Владиславович
МПК: B21B 1/30
Мітки: вуглецевої, стрічки, спосіб, нагартованої, сталі, виробництва
Формула / Реферат:
1. Спосіб виробництва нагартованої пакувальної стрічки з вуглецевої сталі, що включає холодну прокатку і порізку, який відрізняється тим, що спочатку роблять вибір марки сталі для виробництва нагартованої і напівнагартованої стрічки з вуглецевої якісної сталі з вмістом вуглецю 0,17...0...0,24 % і кремнію 0,17...0...0,37 %, причому холодна прокатка здійснюється з відносним ступенем деформації для нагартованої стрічки...
Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Білобров Юрій Миколайович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30, B21B 41/00
Мітки: штаби, стан, тонкої, виробництва, реверсивний, гарячекатаної
Формула / Реферат:
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби,...
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30, B21B 1/46
Мітки: виробництва, гарячекатаної, прокатній, стан, штаби, тонкої
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
МПК: B21B 1/30
Мітки: смуги, виробництва, стан, гарячекатаної, тонкої
Формула / Реферат:
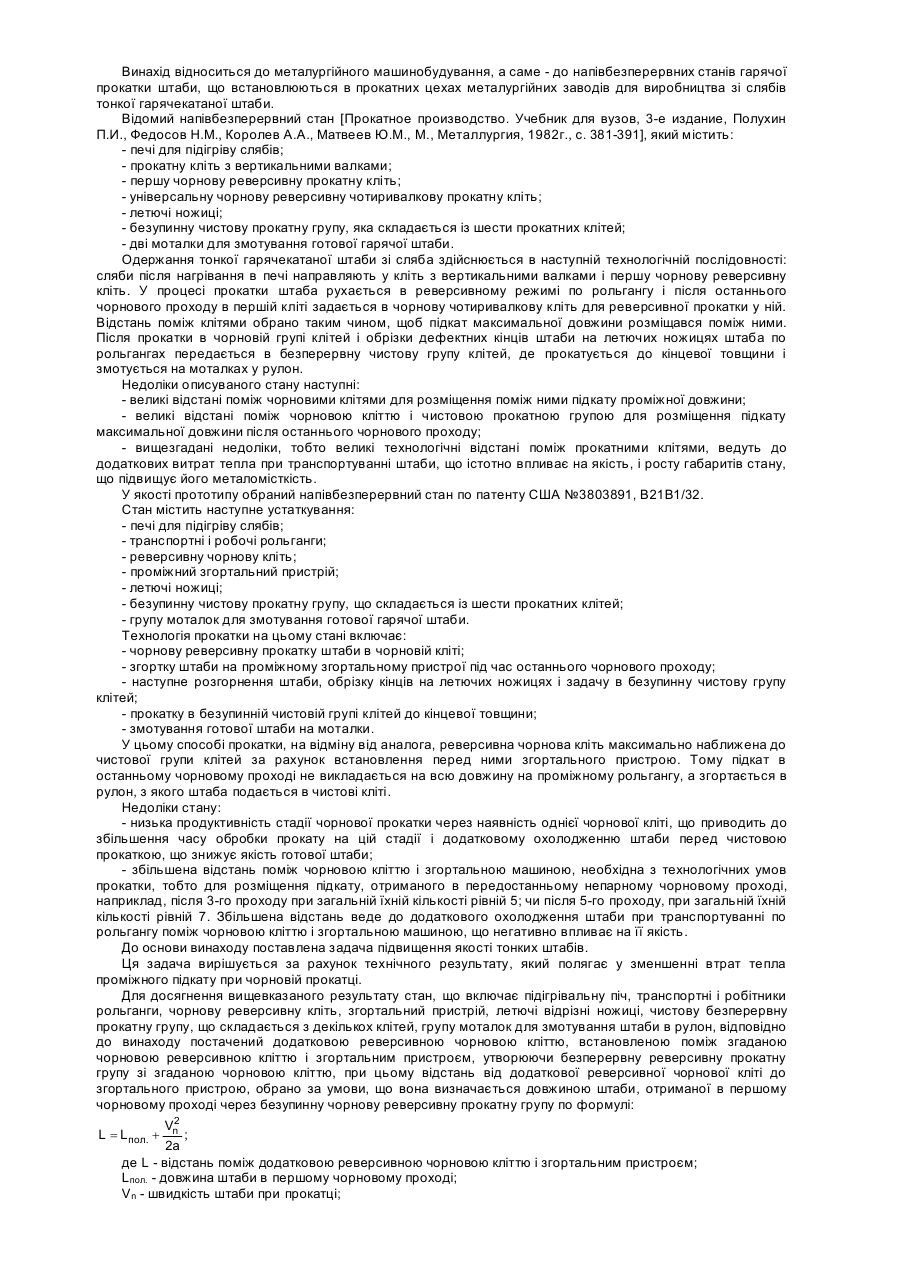
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.2. Стан за п. 1, який відрізняється тим, що чистова прокатна...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: прокатки, гарячої, спосіб, стан, тонкої, штаби, здійснення
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Леонідов-Канєвський Євген Володимирович, Остапенко Арнольд Леонтійович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович
МПК: B21B 1/30, B21B 41/00, B21B 1/46 ...
Мітки: прокатки, смуги, тонкої, здійснення, спосіб, міні-стан, гарячої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб виробництва смуг і стан для дресирування смуг
Номер патенту: 61427
Опубліковано: 17.11.2003
Автори: Клименко Фелікс Констянтинович, Братутін Вячеслав Генадійович, Зільберг Юрій Володимирович
МПК: B21B 1/24, B21B 1/30, B21B 1/22 ...
Мітки: дресирування, стан, виробництва, смуг, спосіб
Формула / Реферат:
1. Спосіб виробництва смуг, що включає холодну прокатку, відпал і дресирування смуг за кілька проходів, який відрізняється тим, що дресирування здійснюють знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з деформацією в кожному проході не менше 3,5 - 4,0 %.2. Стан для дресирування смуг, що включає пристрої для натягу смуги, холості деформуючі ролики, що розташовані між пристроями для натягу смуги, який...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Левіна Валентина Іванівна, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Савенко Юрій Євдокимович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: штаби, спосіб, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/30, B21B 1/46, B21B 1/24 ...
Мітки: сляба, безперервної, установка, машина, стальної, лиття, дії, отримання, розливна, смуги, спосіб, тонкого
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: холодного, реверсивному, стрічок, рулонах, стані, спосіб, прокатування
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Крикунов Борис Петрович, Шум Валентин Борисович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович, Столба Володимір Анатольйович, Абалешев Валерій Олександрович, Волошин Валентин Авксеньтійович, Следнев Володимір Петрович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
МПК: B21B 1/02, B21B 1/30
Мітки: спосіб, прокатки, злитків, марок, спокійних, сталі
Формула / Реферат:
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче...