Спосіб виробництва стальної смуги або листа
Номер патенту: 51761
Опубліковано: 16.12.2002
Автори: Конеліссен Маркус Корнеліс Марія, Гроот Алдрікус Марія, ДЕН ХАРТОГ Хьюберт Віллем
Формула / Реферат
1. Спосіб виробництва стальної смуги, в якому рідку сталь відливають на ливарній машині безперервної дії з отриманням тонкої пластини, при використанні тепла від лиття, пропускають через пічний пристрій, піддають обтисненню в чорновій кліті, послідовно зменшуючи товщину пластини до перехідної товщини і формуючи стальну смугу, остаточно піддають прокатуванню в чистовій прокатній кліті в стальну смугу бажаної кінцевої товщини, який відрізняється тим, що вид прокатування вибирають з групи, що містить феритне прокатування і аустенітне прокатування, де феритне прокатування включає безперервну подачу смуги, пластини або їх частин, щонайменше після виходу з пічного пристрою, крізь чорнову і чистову прокатні кліті до обробляючого пристрою, розташованого після чистової прокатної кліті, при швидкостях, в основному, відповідних швидкості входу в чорнову кліть і швидкості на подальшому етапі обтиснення, що здійснюють в чорновій і чистовій прокатних клітях, охолодження смуги, що виходить з чорнової кліті, до температури, при якій сталь має, в основному, феритну структуру, при цьому сталь, що відливається у ливарній машині безперервної дії не зв'язана із сталлю, що прокатується у чистовій прокатній кліті, а аустенітне прокатування включає безперервну подачу смуги, пластини або їх частин, щонайменше після виходу з пічного пристрою крізь чорнову і чистову прокатні кліті до обробляючого пристрою, розташованого після чистової прокатної кліті, нагрів або підтримання температури смуги, що виходить з чорнової кліті при температурі аустенітного діапазону, прокатування смуги в чистовій прокатній кліті до кінцевої товщини, в основному, в аустенітній області, охолодження до температури феритної області, при цьому сталь, що відливається у ливарній машині безперервної дії, не зв'язана із сталлю, що прокатується у чистовій прокатній кліті, феритно або аустенітно прокатану сталь після отримання необхідної кінцевої товщини розрізають на шматки необхідної довжини та охолоджують відрізи і шматки.
2. Спосіб за п. 1, який відрізняється тим, що кінцева товщина смуги, яка прокатана в аустенітній області, складає менше за 1,8 мм, переважно менше за 1,5 мм, і ще краще - менше за 1,2 мм, і смугу або лист піддають холодному плющенню в феритній області до феритної кінцевої товщини при загальному коефіцієнті обтиснення менше за 90 %, при цьому стальну смугу виготовляють з низько- або наднизьковуглецевої стали і вона може застосовуватися як сталь для глибокого витягу.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що загальний коефіцієнт обтиснення після плющення в феритній області складає менше за 87 %.
4. Спосіб за п. 2 або п. 3, який відрізняється тим, що феритну кінцеву товщину щонайменше частково отримують на етапі феритного прокатування.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що перехідна товщина складає менше за 20 мм.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що коефіцієнт відношення ширини до товщини стальної смуги складає більше за 1500, переважно більше за 2000.
Текст
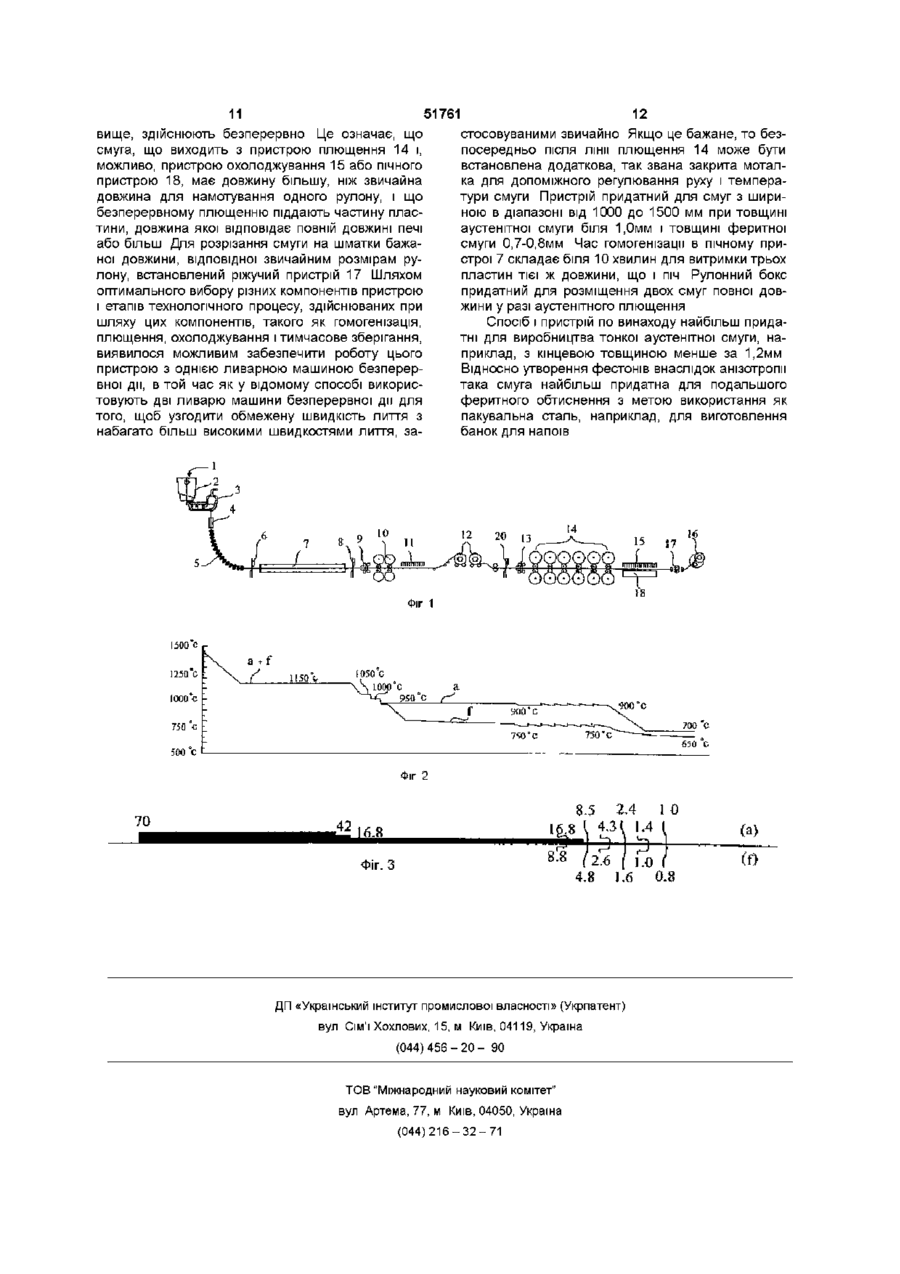
1 Спосіб виробництва стальної смуги, в якому рідку сталь відливають на ливарній машині безперервної дії з отриманням тонкої пластини, при використанні тепла від лиття, пропускають через пічний пристрій, піддають обтисненню в чорновій КЛІТІ, послідовно зменшуючи товщину пластини до перехідної товщини і формуючи стальну смугу, остаточно піддають прокатуванню в чистовій прокатній КЛІТІ в стальну смугу бажаної кінцевої товщини, який відрізняється тим, що вид прокатування вибирають з групи, що містить феритне прокатування і аустенітне прокатування, де феритне прокатування включає безперервну подачу смуги, пластини або їх частин, щонайменше після виходу з пічного пристрою, крізь чорнову і чистову прокатні КЛІТІ до обробляючого пристрою, розташованого після чистової прокатної КЛІТІ, при швидкостях, в основному, ВІДПОВІДНИХ швидкості входу в чорнову кліть і швидкості на подальшому етапі обтиснення, що здійснюють в чорновій і чистовій прокатних клітях, охолодження смуги, що виходить з чорнової КЛІТІ, до температури, при якій сталь має, в основному, феритну структуру, при цьому сталь, що відпивається у ливарній машині безперервної дії не зв'язана із сталлю, що прокатується у чистовій прокатній КЛІТІ, а аустенітне прокатування включає безперервну подачу смуги, пластини або їх частин, щонайменше після виходу з пічного пристрою крізь чорнову і чистову прокатні КЛІТІ до обробляючого пристрою, розташованого після чистової прокатної КЛІТІ, нагрів або підтримання температури смуги, що виходить з чорнової КЛІТІ при температурі аустенітного діапазону, прокатування смуги в чистовій прокатній КЛІТІ ДО кінцевої товщини, в основному, в аустенітній області, охолодження до температури феритної області, при цьому сталь, що відпивається у ливарній машині безперервної дії, не зв'язана із сталлю, що прокатується у чистовій прокатній КЛІТІ, феритно або аустенітно прокатану сталь після отримання необхідної кінцевої товщини розрізають на шматки необхідної довжини та охолоджують відрізи і шматки 2 Спосіб за п 1, який відрізняється тим, що кінцева товщина смуги, яка прокатана в аустенітній області, складає менше за 1,8 мм, переважно менше за 1,5 мм, і ще краще - менше за 1,2 мм, і смугу або лист піддають холодному плющенню в феритній області до феритної кінцевої товщини при загальному коефіцієнті обтиснення менше за 90 %, при цьому стальну смугу виготовляють з низько- або наднизьковуглецевої стали і вона може застосовуватися як сталь для глибокого витягу 3 Спосіб за п 1 або п 2, який відрізняється тим, що загальний коефіцієнт обтиснення після плющення в феритній області складає менше за 87 % 4 Спосіб за п 2 або п 3, який відрізняється тим, що феритну кінцеву товщину щонайменше частково отримують на етапі феритного прокатування 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що перехідна товщина складає менше за 20 мм 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що коефіцієнт відношення ширини до товщини стальної смуги складає більше за 1500, переважно більше за 2000 Винахід відноситься до способу виробництва стальної смуги або листа, в якому рідку сталь відливають на ливарній машині безперервної дії з отриманням тонкої пластини, а потім, при використанні тепла від лиття, передають через пічний пристрій, піддають обтисненню на обтиснювальному стані до перехідної товщини і остаточно прокатують в пристрої чистового плющення в стальну смугу або лист бажаної кінцевої товщини, а також О (О ю 51761 до пристрою, який придатний для використання в цьому способі Далі в тексті термін стальна смуга також відноситься до стального листа "Тонка пластина" означає пластину, товщина якої менше за 150мм, переважно менше за 100мм Спосіб цього типу відомий з Європейської патентної заявки № 0 666 122 У цій патентній заявці описаний спосіб, в якому тонку стальну пластину безперервного відливання після гомогенізації в тунельній печі піддають декільком етапам гарячого плющення, тобто в аустенітній області, з отриманням смуги товщиною менше за 2мм Для досягнення такої кінцевої товщини в пристроях плющення і ЛІНІЯХ плющення, які можуть бути реалізовані на практиці, пропонується піддавати стальну смугу повторному нагріву принаймні після першої КЛІТІ прокатного стану, переважно, за допомогою індукційної електропечі Між ливарною машиною безперервної дії і тунельною піччю знаходиться ріжучий пристрій, за допомогою якого тонку пластину, що безперервно відпивається, розрізують на шматки приблизно однакової довжини, після чого ці шматки гомогенізують в тунельній печі при температурі біля 10501150°С Якщо потрібно, то після виходу з тунельної печі шматки розрізують на половинні смуги, які після пристрою плющення змотуються в рулони відповідної ваги Задача даного винаходу складається в створенні способу відомого типу, який забезпечує більш широкі можливості і, крім того, за допомогою якого стальна смуга або лист може бути виготовлений з більшою продуктивністю Рішення цієї задачі забезпечується способом по винаходу, який відрізняється тим, що а для виробництва стальної смуги, прокатаної в феритній області, смугу, пластину або її частину подають безперервно щонайменше після виходу з пічного пристрою при швидкостях, в основному ВІДПОВІДНИХ швидкості входу в чистову прокатну кліть і на подальші етапи обтиснення, від чорнової КЛІТІ до обробляючого пристрою, розташованого після чистової прокатної КЛІТІ, при цьому смугу, що виходить з чорнової юпті, охолоджують до температури, при якій сталь має в основному феритну структуру, б для виробництва стальної смуги, прокатаної в аустенітній області, смугу, що виходить з чорнової КЛІТІ, нагрівають або підтримують при температурі аустенітного діапазону і в чистовій прокатній КЛІТІ прокатують до кінцевої товщини в основному в аустенітній області, після чого охолоджують до температури феритної області У цьому контексті під "смугою" мається на увазі пластина, яку піддають обтисненню У звичному способі виробництва феритної, або холоднокатаної, стальної смуги початковим об'єктом є гарячекатаний рулон сталі, який також виготовляють відомим способом, описаним в ЕР 0 666 122 Гарячекатаний рулон стали цього типу звичайно має вагу від 16 до ЗОтонн У цьому випадку проблема складається в тому, що при високому співвідношенні ширини до товщини набутої стальної смуги дуже важко регулювати розміри смуги, а саме товщину по всій ширині і довжині смуги Через розриви в потоку матеріалу головна і хвостова частини гарячекатаної смуги поводяться в пристрої плющення інакше, чим середня частина Отримання розмірів, які потрібні, складають основну проблему для феритного або холодного плющення при вході гарячекатаної смуги в чистову прокатну кліть і при виході з неї Розміри головної і хвостової частин, що мають неправильні розміри, на практиці намагаються скоротити до мінімуму шляхом застосування прогресивних і самоадаптуючих систем управління і цифрових моделей Проте головну і хвостову частини кожного рулону доводиться відбраковувати і цей брак може складати десятки метрів довжини У установках, що використовуються в цей час, відношення ширини до товщини в діапазоні 12001400 вважається практично досяжним максимумом, підвищення цього значення приводить до утворення дуже довгою головною і хвостовою частин до досягнення стабільного режиму і, отже, до збільшення частки ВІДХОДІВ З іншого боку, з метою підвищення ефективності використання матеріалів при виробництві стальної смуги гарячим або холодним плющенням, існує необхідність в збільшенні ширини при одній і тій же або зменшеній товщині На ринку бажані значення відношення ширини до товщини 2000 і більш, однак по причинах, описаних вище, при використанні відомого способу це практично недосяжне Спосіб по винаходу забезпечує можливість чорнового обтиснення стальної смуги при будьякій швидкості виходу з пічного пристрою, в безперервному або постійному процесі в аустенітній області, охолоджування її до феритної області і плющення її в феритній області до отримання кінцевої товщини Для регулювання розмірів смуги виявився достатнім набагато більш простий спосіб управління із зворотним зв'язком Винахід також забезпечує можливість застосувати відомий спосіб, придатний для виробництва тільки гарячекатаної смуги, таким чином, що, при використанні практично тих же засобів цим способом стає можливим виробництво не тільки смуги, прокатаної в аустенітній області, але і смуги, прокатаної в феритній області з властивостями холоднокатаної стальної смуги Це дає можливість використати пристрій, який сам по собі відомий для виробництва стальних смуг, які мають значно більш високу ринкову ЦІННІСТЬ Крім того, спосіб дає особливу перевагу у разі плющення феритної смуги ВІДПОВІДНО ДО етапу а, як буде описано далі Винахід також забезпечує ряд інших переваг, які будуть описані далі При здійсненні технологічного процесу по винаходу переважно, щоб чорнове обтиснення виконували в аустенітній області, при найбільшому видаленні від пічного пристрою, в якому пластина гомогенізувалася при певній температурі Крім того, переважними є висока швидкість плющення і високий коефіцієнт обтиснення Для отримання постійних властивостей стали необхідно запобігти переходу пластини або принаймні дуже великої и 51761 частини в двофазну область, в якій є одночасно і аустенітна і феритна структури Після виходу з пічного пристрою гомогенізована аустенітна пластина швидше охолоджується у бокових кромок Відомо, ЩО охолоджування відбувається насамперед по кромковій частиш пластини, яка має ширину, порівнянну з поточною товщиною пластини або смуги Шляхом плющення смуги невдовзі після її виходу з печі і переважно при значному коефіцієнті обтиснення ширина охолодженої кромковій частини обмежується Після ЦЬОГО можливе виготовлення смуги правильної форми, з постійними, передбачуваними властивостями практично по всій ширині нку з двох деталей, перша з яких являє собою корпус з основою, а друга - кришку, для першої деталі беруть плоску заготівлю з сталі глибокої витяжки, з якої спочатку шляхом глибокої витяжки виготовляють чашку діаметром, наприклад, 90мм і висотою, наприклад, 30мм, а потім з цієї чашки шляхом витяжки з стоншенням виготовляють банку діаметром, наприклад, 66мм і висотою, наприклад, 115мм Характерною товщиною сталевого матеріалу на різних стадіях виготовлення є початкова товщина заготівлі 0,26мм, товщина основи і стінок чашки 0,26мм, товщина основи банки 0,26мм, товщина стінки банки на половиш висоти 0,09мм, товщина верхньої кромки банки 0,15мм Фактично рівномірний розподіл температури по ширині, а також товщина пластини забезпечують додаткову перевагу більш широкого робочого діапазону, всередині якої може використовуватися даний винахід Оскільки здійснення плющення в двофазній області небажане, робочий діапазон температур обмежений знизу температурою тієї частини пластини, яка першою входить в двофазну область, тобто є кромковою частиною Тому в звичній технології температури центральної частини лежать набагато вище перехідної температури, при якій аустенітна структура починає перетворюватися в феритну Для того, щоб незважаючи на це мати можливість використати більш високу температуру центральної частини, в колишній технології пропонувалося підігрівати кромки При використанні даного винаходу ця міра не потрібна або принаймні потрібна в набагато меншій мірі, внаслідок чого процес аустенітного плющення може продовжуватися доти, поки практично вся пластина, зокрема, в поперечному напрямі, знаходиться при температурі, близькій до перехідної температури Сталь для глибокої витяжки повинна володіти надзвичайно хорошою формуємістю і зберігати цю властивість у часі, тобто не повинна зазнавати старіння Старіння приводить до підвищення формуючих зусиль, тріщиноутворенню при формуванні і поверхневим дефектам через лінії ковзання Один з способів визначення міри старіння являє собою так зване перестаріння шляхом осадження вуглецю При виконанні вимоги високої формуємості забезпечується можливість отримання мінімально можливої кінцевої товщини стінки банки і верхньої кромки банки при даній початковій товщині заготовки, внаслідок чого досягається економія матеріалу за рахунок максимального зниження ваги банок Верхня кромка банки вимагає особливих якостей від сталі для глибокої витяжки Після ТОГО як банку відформувати шляхом витяжки з стоншенням, верхню кромку зменшують в діаметрі, тобто проводять так зване формування горловини, щоб отримати можливість використання кришки меншого діаметра і зекономити матеріал, що йде на II виготовлення Після формування горловини вдовж краю верхньої кромки виконують фланець для того, щоб можна було прикріпляти кришку Формування горловини, зокрема виконання фланця, являють собою такі технологічні процеси, для яких потрібна висока додаткова формуємість стали для глибокого витягу, яка вже була деформована раніше при виготовленні корпусу Більш рівномірний розподіл температури запобігає такій ситуації, коли відносно мала частина пластини вже перейшла в двофазну область і подальше плющення стає небажаним, тоді як її велика частина все ще знаходиться в глибокій аустенітній області і може зазнавати плющення Необхідно врахувати також той факт, що при охолоджуванні з аустенітної області над відносно невеликим температурним відрізком температурного діапазону, в межах якого відбувається перетворення, перетворенню зазнає велика частина матеріалу Це означає, що навіть невелике пониження нижче за температуру переходу приводить до перетворення більшої частини стали 3 цієї причини на практиці важливо забезпечити, щоб температура не впала нижче максимальної температури цього діапазону Більш докладні варіанти виконання винаходу і пристрій для здійснення винаходу, а також ілюстративні варіанти виконання описані в патентній заявці NL № 1003293, яка, таким чином, вважається повністю включеною в даний патент Винахід найбільш може бути використано у виробництві стали глибокої витяжки Для того щоб бути придатною для використання в якості стали для глибокої витяжки, марка стали повинна задовольняти ряду вимог, найважливіші з яких розглядаються далі Щоб отримати закриту, так звану складову ба Крім формуємості, важлива також чистота стали Чистота в цьому випадку означає міру відсутності головним чином окисних і газоподібних включень Такі включення виникають при виробництві стали в кисневих установках і утворюються з ливарного порошку, який використовують при безперервному литті стальних пластин, які є вихідним матеріалом у виробництві стали для глибокого витягу При формуванні горловини або фланця, включення підвищують ризик утворення тріщин, які, в свою чергу, стають причиною протікання заповненої і закритої банки при її подальшому використанні При зберіганні і транспортуванні витік вмісту з банки може викликати псування, зокрема, внаслідок забруднення, інших банок або товарів, що знаходиться поблизу, і шкода може у багато разів перевищувати вартість пошкодженої банки і її вмісту Чим менше товщина кромки банки, тим більше ризик появи тріщин через включення Тому сталь для глибокого витягу повинна бути позбавлена яких-небудь включень Оскільки при існуючому в цей час способі вироб 51761 ництва стали наявність включень неминуча, то вони повинні бути принаймні мінімальними по розміру і бути присутні в дуже малих кількостях Наступна вимога відноситься до міри анізотропії стали для глибокого витягу У технології виготовлення складових банок з двома деталями способом глибокого витягу/витягу з утонениям стінок, верхня кромка банки утворює в горизонтальній площині не плоску, а хвилеподібну поверхню по периметру банки Фахівці називають ці хвилеподібні гребеш фестонами Тенденція до утворення фестонів є слідством анізотропії стали для глибокого витягу Для того, щоб отримати верхню кромку, лежачу в горизонтальній плоскості, яку потім можна відформувати у фланець, доводиться зрізати фестони до рівня самої глибокої впадини, що приводить до втрат матеріалу Міра утворення фестонів залежить від загального коефіцієнта обтиснення при холодному плющенні і від концентрації вуглецю По технологічних міркуваннях як висхідний матеріал звичайно застосовують гарячекатані листи або смуги товщиною не менше за 1,8 мм При =85%-ному стоншенні кінцева товщина складає біля 0,27мм 3 метою економії матеріалу на одну банку кінцеву товщину бажано зменшити, переважно до величини менше за 0,21мм Вже були названі переважні величини біля 0,17 мм Таким чином, для даної початкової товщини біля 1,8мм потрібно стоншення більш ніж на 90% При звичайних концентраціях вуглецю це приводить до значного утворення фестонів, необхідність зрізання яких, в свою чергу, приводить до надмірних втрат матеріалу і знижує вигоду, що отримується за рахунок зменшення товщини Рішення знайдене у використанні зверхнизьковуглецевій стали (стали ЗНВ) Така сталь з допустимими концентраціями вуглецю від 0,01% до 0,001% і менш виготовляється в кисневих установках шляхом нагнітання в стальну ванну більшої КІЛЬКОСТІ КИСНЮ І, отже, спалення більшої КІЛЬКОСТІ вуглецю Після ЦЬОГО, якщо потрібно, може бути зроблена обробка у вакуумному ковші для подальшого зниження концентрації вуглецю При подачі в стальну ванну більшої КІЛЬКОСТІ кисню в ній утворюється також небажані металеві оксиди, які залишаються у вигляді включень в стальній пластині, що відпивається, а пізніше - в холоднокатаній смузі При зменшенні кінцевої товщини холоднокатаної стали вплив включень зростає Як вже згадувалося, включення ШКІДЛИВІ через те, що вони приводять до утворення тріщин Цей недолік найбільш характерний для сталі ЗНВ при зменшенні товщини У результаті вихід корисного продукту при виготовленні тари з ЗНВ марок сталі знижується через великий відсоток браку Інша задача даного винаходу складається в створенні способу виробництва стали для глибокого витягу з марок стали низьковуглецевого класу, тобто марок стали, вміст вуглецю в яких складає від 0,1% до 0,01%, що дасть можливість при високій виробітки матеріалу досягнення малої кінцевої товщини, а також отримання інших переваг Цей спосіб по винаходу відрізняється тим, що стальну смугу виготовляють з низьковуглецевої сталі, вміст вуглецю в якій від 0,1% до 0,001%, і охоло 8 джують при перехідній товщині менше за 1,8мм з аустенітної області до феритної області, при загальним коефіцієнті обтиснення шляхом плющення в феритній області менше за 90% Рівень анізотропії залежить від концентрації вуглецю і загального коефіцієнта обтиснення при плющенні, якому сталь для глибокого витягу зазнала в феритній області Винахід заснований також на тій обставиш, що загальний коефіцієнт обтиснення в феритній області після переходу з аустенітної області є важливим фактором для утворення фестонів, і що утворення фестонів при холодному плющенні в феритній області можна запобігти або обмежити шляхом підтримки коефіцієнта обтиснення в певних межах, вибраних в залежності від вмісту вуглецю, шляхом введення в феритну область досить тонкої смуги Переважний варіант здійснення способу по винаходу відрізняється тим, що загальний коефіцієнт обтиснення при плющенні в феритній області складає менше за 87% Рівень обтиснення при плющенні, при якому спостерігається мінімум анізотропії, залежить від концентрації вуглецю і зростає із зменшенням концентрації вуглецю Для низковуглецевої сталі коефіцієнт обтиснення при холодному плющенні для отримання мінімальної анізотропії і, отже, для мінімального утворення фестонів знаходиться в діапазоні менше за 87% або, що більш переважно, менше за 85 % Для хорошої формуємості переважно, щоб загальний коефіцієнт обтиснення складав більше за 75%, ще краще - більше за 80% Витяжка, яка повинна провестися в феритній області, може бути невеликою, з малою кінцевою товщиною у разі іншого варіанту винаходу, коли перехідна товщина складає менше за 1,5мм Вказаний спосіб забезпечує отримання стали для глибокого витягу з використанням звичної технологи і звичного обладнання, а також дає можливість отримання більш тонкої сталі для глибокого витягу, чим це було можливе досі Зокрема, для плющення і подальшої обробки в феритній області може бути використане звичайне обладнання і технологія Далі винахід пояснюється більш детально на прикладі не обмежуючого варіанту ВІДПОВІДНО ДО малюнків На Фіг 1 схематично показаний вигляд збоку пристрою по винаходу, На Фіг 2 показані температурні зміни в сталі в залежності від місцезнаходження в пристрої, На Фіг 3 показана залежність зміни товщини стали від місцезнаходження в пристрої На Фіг 1 позицією 1 позначена ливарна машина безперервної дії для лиття тонких пластин У даному описі мається на увазі, що ливарна машина безперервної дії придатна для лиття з сталі тонких пластин товщиною менше за 150мм, переважно менше за 100мм Позицією 2 позначений ливарний ківш, з якого розплавлену сталь подають в розливний жолоб 3, який в даній конструкції являє собою вакуумний розливний жолоб Під цим розливним жолобом 3 розташована ливарна мульда 4, в яку заливають розплавлену сталь і в якій відбувається щонайменше часткове зтвердження розплаву При необхідності мульда 4 може бути 51761 оснащена електромагнітним гальмом Вакуумний розливний жолоб і електромагнітне гальмо не є необхідними компонентами, і кожний з них може бути також використаний окремо, чим забезпечується можливість досягнення більш високої швидкості лиття і отримання сталі, що відпивається зі структурою поліпшеної якості Швидкість ЛИТТЯ В ЗВИЧНІЙ ливарній машині безперервної дії складає біля бм/хв, при наявності допоміжних засобів, таких як вакуумний розливний жолоб і/або електромагнітне гальмо, швидкість лиття може бути збільшена до 8м/хв або більш Тонку пластину розрізують на частині за допомогою ріжучого пристрою 6 коли вона досягає тунельного печення 7, довжина якої, наприклад, 200м Якщо потрібно, то на випадок аварійної необхідності може бути встановлений ріжучий пристрій 8 Кожна частина пластини містить таку КІЛЬКІСТЬ стали, яке відповідає п'яти-шести звичайним рулонам У печі є приміщення для накопичення декількох таких частин пластини, наприклад, трьох У результаті ті компоненти установки, які розташовані після печі, можуть продовжувати діяти в той момент, коли в ливарній машині безперервної дії відбувається зміна ливарного ковша і повинно початися лиття нової пластини У той же час при такому накопиченні в печі збільшується час знаходження пластин в печі, що забезпечує також крашу температурну гомогенізацію частин пластини Швидкість входу пластини в піч відповідає швидкості лиття і тому складає біля 0,1м/с Після печення 7 розташований пристрій видалення оксиду 9, в цьому випадку за допомогою водяних струменів високого тиску, які збивають оксид, що утворився на поверхні пластини Швидкість, при якій пластина проходить через установку видалення оксиду і входить в пічний пристрій 10, складає біля 0,15м/с Пристрій плющення 10, що виконує функцію чорнової КЛІТІ, включає дві чотиривалкові КЛІТІ Як видно на Фіг 2, температура стальної пластини після розливного жолоба складає біля 1450°С, в конвейєрі падає нижче -за 1150°С і стабілізується на цьому значенні в пічному пристрої Інтенсивне обприскування водою в пристрої видалення оксиду 9 знижує температуру пластини до ~1150°С - 1050°С, як для аустенітного, так і для феритного процесів, ВІДПОВІДНО позначених а і f У двох клітях чорнового стану 10 температура пластини падає при кожному проході через валки ще на ~50°С, так що пластина, початкова товщина якої біля 70мм, формується при проміжній товщині 42 мм в стальну смугу товщиною біля 16,8мм при температурі біля 950°С Графік зміни товщини смуги в залежності від и місцезнаходження показаний на Фіг 3 Цифри означають товщину в мм Після чорнової КЛІТІ 10 розташований охолоджуючий пристрій 11 і набір рулонних боксів 12, а також, якщо це бажане, додатковий пічний пристрій (не показано) У разі виробництва смуги, прокатаної в аустенітній області, смуга, що виходить з пристрою плющення 10, може тимчасово зберігатися і гомогенізуватися в рулонних боксах 12, а якщо потрібно додаткове збільшення температури, вона нагрівається в пристрої нагріву (не показано), розташованому після рулонного боксу Фахівцю буде зрозуміло, що при 10 стрій охолоджування 11, рулонні бокси 12 і пічний пристрій (який не показаний) можуть бути розміщені також в інших варіантах відносно один одного Внаслідок зменшення товщини прокатана смуга виходить з рулонних боксів з швидкістю біля 0,6м/с Після пристрою охолоджування 11, рулонних боксів 12 або пічного пристрою (не показано) розташована друга установка видалення оксиду 13 для повторного видалення оксидної окалини, яка могла утворитися на поверхні прокатаної смуги Якщо це бажане, то може бути також встановлений ще один ріжучий пристрій для обрізання головної і хвостової частин смуги Після ЦЬОГО смугу подають на ЛІНІЮ плющення, що являє собою, наприклад, шість чотиривалкових клітей, послідовно з'єднаних один з одним У разі виробництва аустенітної смуги можливе отримання бажаної кінцевої товщини, наприклад, 1,0мм при використанні усього п'яти клітей Товщина, яку отримують при початковій товщині пластини 70мм в кожній КЛІТІ, показана у вигляді верхнього ряду цифр на Фіг 3 ПІСЛЯ виходу з лінії плющення 14 смугу, яка має кінцеву температуру близько 900°С і товщину 1,0 мм, інтенсивно охолоджують з допомогою пристрою охолоджування 15 і намотують в рулон в намотувальному пристрої 16 Швидкість входу в намотувальний пристрій складає біля 13м/с Утому випадку, якщо здійснюється виробництво феритної стальної смуги, стальну смугу, що виходить з чорнової КЛІТІ 10, інтенсивно охолоджують при допомозі пристрою охолоджування 11 Потім смуга обходить рулонні бокси 12 і, якщо це бажане, пічний пристрій (не показано), а після цього в установці видалення оксиду 13 знімають оксид Смуга, яка тепер досягла феритної області, має температуру біля 750°С Частина матеріалу, як вказано вище, може все ще мати аустенітну структуру, але, в залежності від вмісту вуглецю і бажаної кінцевої якості, це може бути допустимим Для доведення феритної смуги до бажаної кінцевої товщини біля 0,7-0,8мм використовують всі шість клітей лінії плющення 14 Як і при плющенні смуги в аустенітній області, у разі феритного плющення здійснюють практично однакове обтиснення на кожну кліть, за винятком обтиснення в останній КЛІТІ Це характеризується змінами температури, представленими на Фіг 2, і змінами товщини, представленими в нижньому рядку на Фіг 3 для феритного плющення, в залежності від місцезнаходження Температурна крива показує, що на виході смуга має температуру набагато вище за температуру перекристалізапм Тому, щоб запобігти утворенню оксиду, може бути бажано за допомогою пристрою для охолоджування 15 охолодити смугу до бажаної температури намотування, при якій все ще може відбуватися перекристалізація Якщо температура на виході з лінії плющення 14 дуже низька, то за допомогою пічного пристрою 18, розташованого після лінії плющення, феритна смуга може бути доведена до бажаної температури намотування Пристрій охолоджування 15 і пічний пристрій 18 можуть бути розташовані паралельно або послідовно Можлива також заміна одного пристрою іншим в залежності від того чи здійснюється феритне або аустенітне плющення У разі виробництва феритної смуги плющення, як було вказано 51761 12 11 вище, здійснюють безперервно Це означає, що стосовуваними звичайно Якщо це бажане, то безсмуга, що виходить з пристрою плющення 14 і, посередньо після лінії плющення 14 може бути можливо, пристрою охолоджування 15 або пічного встановлена додаткова, так звана закрита моталпристрою 18, має довжину більшу, ніж звичайна ка для допоміжного регулювання руху і темперадовжина для намотування одного рулону, і що тури смуги Пристрій придатний для смуг з ширибезперервному плющенню піддають частину пласною в діапазоні від 1000 до 1500 мм при товщині тини, довжина якої відповідає повній довжині печі аустенітної смуги біля 1,0мм і товщині феритної або більш Для розрізання смуги на шматки бажасмуги 0,7-0,8мм Час гомогенізації в пічному приної довжини, відповідної звичайним розмірам рустрої 7 складає біля 10 хвилин для витримки трьох лону, встановлений ріжучий пристрій 17 Шляхом пластин тієї ж довжини, що і піч Рулонний бокс оптимального вибору різних компонентів пристрою придатний для розміщення двох смуг повної дові етапів технологічного процесу, здійснюваних при жини у разі аустенітного плющення шляху цих компонентів, такого як гомогенізація, Спосіб і пристрій по винаходу найбільш придаплющення, охолоджування і тимчасове зберігання, тні для виробництва тонкої аустенітної смуги, навиявилося можливим забезпечити роботу цього приклад, з кінцевою товщиною менше за 1,2мм пристрою з однією ливарною машиною безперерВідносно утворення фестонів внаслідок анізотропії вної дм, в той час як у відомому способі використака смуга найбільш придатна для подальшого товують дві ливарю машини безперервної дії для феритного обтиснення з метою використання як того, щоб узгодити обмежену швидкість лиття з пакувальна сталь, наприклад, для виготовлення набагато більш високими швидкостями лиття, забанок для напоїв Фіг 1 1500 с f ша'с і ооо *с 1050 Ъ С 950 °С • : \ 750 °С 500 °С Ґ а f УІЙ °С г— 7W °С г Фіг 2 70 .5 .42 2.4 4.31 І6.В Фіг. З 2.6 .8 ( 1.6 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 1 1,4 1.0 0 I { 0.S (а) То"
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making steel strip or sheet
Автори англійськоюDen Hartog Huibert Willem
Назва патенту російськоюСпособ производства стальной полосы или листа
Автори російськоюдэн Хартог Хьюберт Виллэм
МПК / Мітки
МПК: B21B 1/26, B21B 1/46, C21D 8/02, C21D 8/04
Мітки: спосіб, виробництва, листа, смуги, стальної
Код посилання
<a href="https://ua.patents.su/6-51761-sposib-virobnictva-stalno-smugi-abo-lista.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва стальної смуги або листа</a>
Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки
Номер патенту: 39993
Опубліковано: 16.07.2001
Автори: ДЕН ХАРТОГ Хьюберт Віллем, Пронк Корнеліс
МПК: B21B 1/24, C21D 8/04, B21B 1/46
Мітки: листа, отримання, придатних, сталі, стальної, глибокої, стрічки, витяжки, спосіб, використання
Формула / Реферат:
1. Спосіб отримання стальної стрічки або листа, придатних для використання як сталі для глибокої витяжки та виготовлення корпусів консервних банок шляхом глибокої витяжки і витяжки з стоншенням, що включає етапи формування рідкої низьковуглецевої сталі в ливарний сляб, що має товщину менше за 100 мм, за допомогою ливарної машини безперервної дії, плющення сляба в аустенітній області при використанні тепла лиття для зменшення його товщини до...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B22D 11/10, B21B 1/24, B21B 1/30, B21B 1/46
Мітки: стальної, безперервної, сляба, машина, тонкого, дії, лиття, установка, розливна, смуги, отримання, спосіб
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Номер патенту: 6339
Опубліковано: 29.12.1994
Автори: Манфред Колаковскі, Ханс Штройбель
МПК: B22D 11/04, B22D 11/00
Мітки: вертикального, безперевного, лиття, стрічки, спосіб, кристалізатор, стальної
Формула / Реферат:
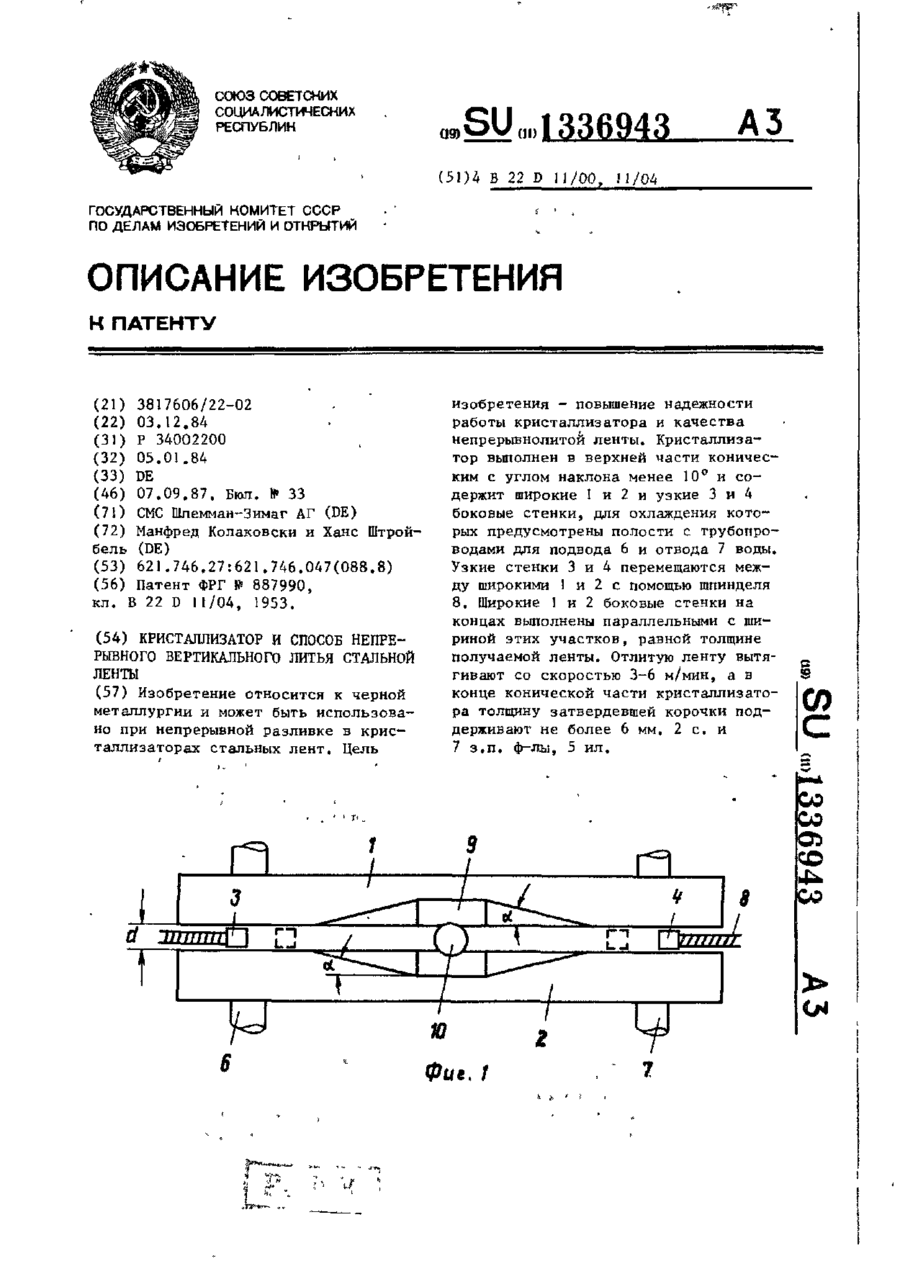
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, широкие боковые стенки которого в верхней части выполнены с углом наклона к вертикали менее 10°, сужеными книзу до размера получаемой ленты, и образуют рабочую полость конической формы, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, концевые участки...
Пристрій для неперервного лиття вузької смуги металу (його варіанти), електромагнітний обмежувальний засіб і спосіб неперервного лиття вузької смуги металу
Номер патенту: 37223
Опубліковано: 15.05.2001
Автори: Ісмаел Г. Сауседо, Ховард Л. Гербер
МПК: B22D 11/06
Мітки: електромагнітний, неперервного, його, лиття, пристрій, засіб, обмежувальний, металу, варіанти, вузької, спосіб, смуги
Формула / Реферат:
1. Устройство для непрерывного литья узкой полосы металла, содержащее два противоположно вращающихся горизонтальных вала, установленных с вертикально ориентированным зазором, участок которого открыт со стороны торцов валов, и электромагнитное ограничивающее средство, включающее ограничивающую катушку, состоящую из двух частей, первая из которых своей фронтальной поверхностью обращена к зазору, а между первой и второй частями ограничивающей...
Спосіб регулювання смуги проходження активного полосового lrc-фільтра
Номер патенту: 42441
Опубліковано: 15.10.2001
Автори: Рогальський Франц Борисович, Корніловська Наталія Володимирівна, Мороз Олена Анатолієвна, Головащенко Наталя Вікторівна
МПК: H04L 25/00
Мітки: полосового, регулювання, lrc-фільтра, проходження, смуги, спосіб, активного
Формула / Реферат:
Спосіб регулювання смуги проходження активного смугового LRC-фільтра, при якому для одержання визначеної смуги частот використовують активний смуговий LRC-фільтр, в якому частотнозалежний LRC-ланцюг включають в коло зворотного зв'язку операційного підсилювача, а частотнозалежний LRC-ланцюг створюють паралельним з'єднанням паралельного та ланцюгового резонансних контурів, налагоджених на одну і ту ж резонансну частоту, а індуктивності та...
Попередній патент: Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів
Наступний патент: Спосіб полімеризації олефінів і розпилювальна форсунка для розпилення рідини у псевдозрідженому шарі
Випадковий патент: Спосіб оцінки негативного впливу радіації на організм молодняка великої рогатої худоби