Високоефективний сигаретний фільтр
Номер патенту: 67876
Опубліковано: 15.07.2004
Автори: Тойфель Еберхард, Заккерс Еммеріх, Маурер Гюнтер
Формула / Реферат
1. Високоефективний сигаретний фільтр, що виконаний з волокон або елементарних ниток зі складних ефірів целюлози і має механічну руйнівність, який відрізняється тим, що співвіднесене з титром елементарних ниток співвідношення маси волокна (або маса елементарних ниток) та опору потоку диму S трохи більше 0,7, причому значення S розраховується за формулою:
![]() де
де
mA - маса волокна (г);
ΔΡ - опір потоку диму (daPA);
dpf - титр волокна (dtex),
і для опору потоку диму застосовується значення, перераховане на діаметр 7,8 мм, залишкова звитість матеріалу фільтра не перевищує значення 1,45, маса волокна становить максимально 10 мг/мм довжини фільтра і твердість сигаретного фільтра дещо перевищує 90 % твердості фільтрона.
2. Високоефективний сигаретний фільтр за п. 1, який відрізняється тим, що матеріал складного ефіру целюлози являє собою ацетилцелюлозу.
3. Високоефективний сигаретний фільтр за пп. 1 або 2, який відрізняється тим, що сигаретний фільтр має, за випробувальним тестом (тест CBDTF), щонайменше 40 % втрати ваги через 10 тижнів випробування.
4. Високоефективний сигаретний фільтр за одним з пп. 1-3, який відрізняється тим, що матеріал складного ефіру целюлози є термопластичним, а волокна або елементарні нитки містять рівномірно розподілений пластифікатор.
5. Високоефективний сигаретний фільтр за одним з пп. 1-4, який відрізняється тим, що на поверхні волокон або елементарних ниток знаходиться розчинний у воді склеювальний засіб.
6. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що залишкова звитість становить близько 1,05-1,4, зокрема близько 1,1-1,3.
7. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що виготовлений зі смуги волокна, ширина якого дорівнює декільком значенням ширини фільтра.
8. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що виготовлений зі смуги волокна, яка заздалегідь розділена на декілька смуг.
9. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що термопластичні волокна або елементарні нитки містять ацетилцелюлозу, зокрема 2,5-ацетат целюлози, бутират целюлози, ацетобутират целюлози, ацетопропіонат целюлози і/або пропіонат целюлози.
10. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що при використанні пластифікатора його вміст становить близько 1-40 %.
11. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що при використанні пластифікатора він являє собою триацетин, діацетат триетиленгліколю і/або діетилцитрат.
12. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що термопластичні волокна або елементарні нитки виготовлені на основі ацетилцелюлози зі ступенем заміщення близько 1,5-3,0, зокрема близько 2,2-2,6.
13. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що розчинні у воді склеювальні засоби присутні у вигляді поліетиленгліколів, розчинних у воді складних або простих ефірів, крохмалю і/або похідних крохмалю, р-полівінілових спиртів, р-полівінілацетатів.
14. Високоефективний сигаретний фільтр за п. 1, який відрізняється тим, що співвіднесене з титром волокна співвідношення маси волокна (і відповідно маса елементарних ниток) та опору потоку диму S становить максимально 2, зокрема близько 0,8-1,3.
15. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що маса волокна (і відповідно маса елементарного волокна) становить щонайменше близько 4 мг/мм, зокрема близько 5-8 мг/мм, довжини фільтра.
16. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що твердість фільтрона сигаретного фільтра становить близько 90-95 %, зокрема близько 91-93 %.
17. Високоефективний сигаретний фільтр за одним з пп. 3-16, який відрізняється тим, що має, за випробувальним тестом (тест CDDTF), втрату маси щонайменше близько 50 мас.%.
18. Високоефективний сигаретний фільтр за одним з попередніх пунктів, який відрізняється тим, що волокна або елементарні волокна складного ефіру целюлози містять добавки у вигляді фотореакційних добавок, які містять добавки, що сприяють біологічному розкладу, добавки з селективною дією утримуючої здатності і/або кольорові пігменти.
19. Високоефективний сигаретний фільтр за п. 18, який відрізняється тим, що фотореакційна добавка являє собою тонкодисперсний діоксид титану типу анатазу із середнім розміром частинок менше 2 мкм.
20. Високоефективний сигаретний фільтр за п. 18, який відрізняється тим, що добавки являють собою органічні кислоти та кислі складні ефіри карбонової кислоти, поліфеноли і/або похідну порфірину.
Текст
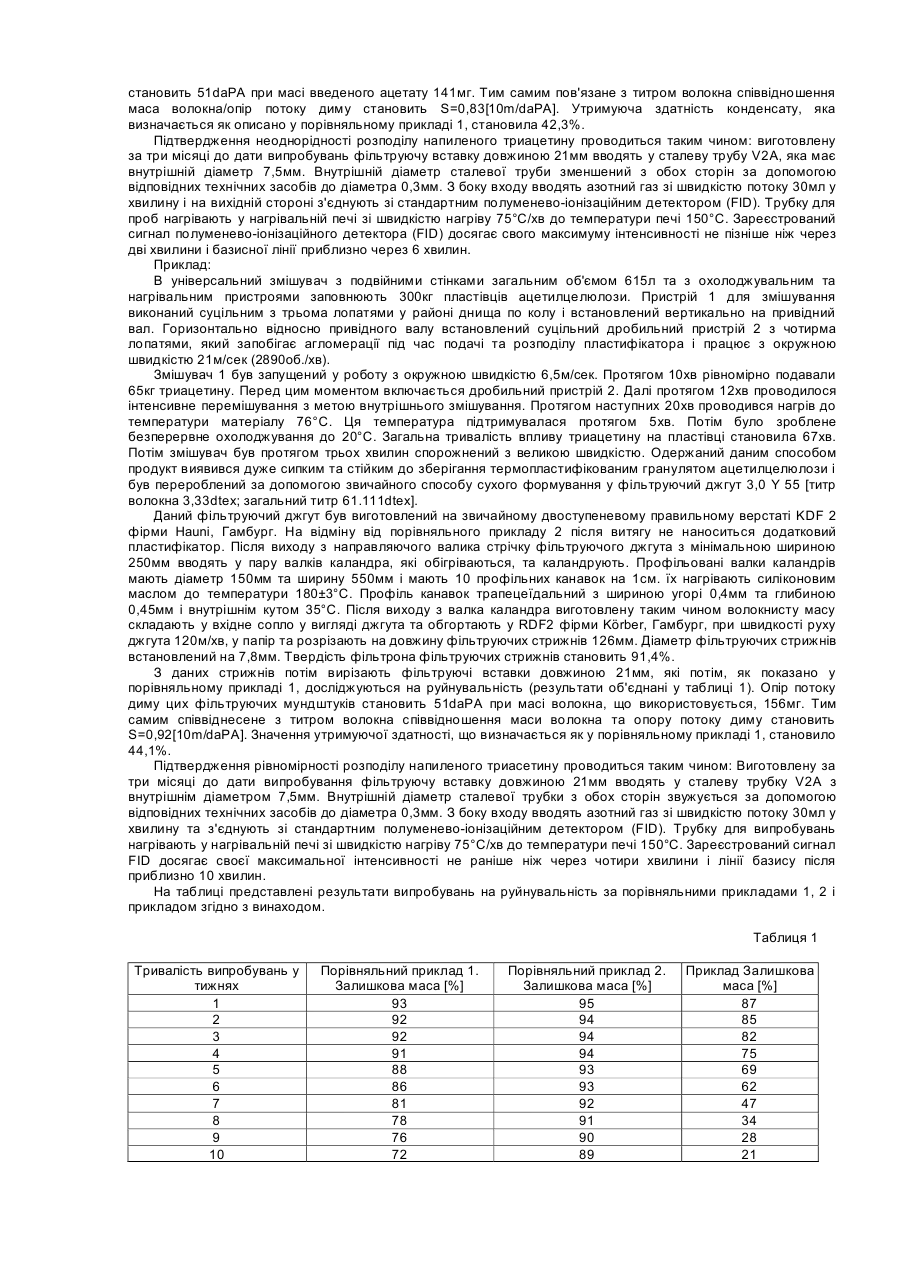
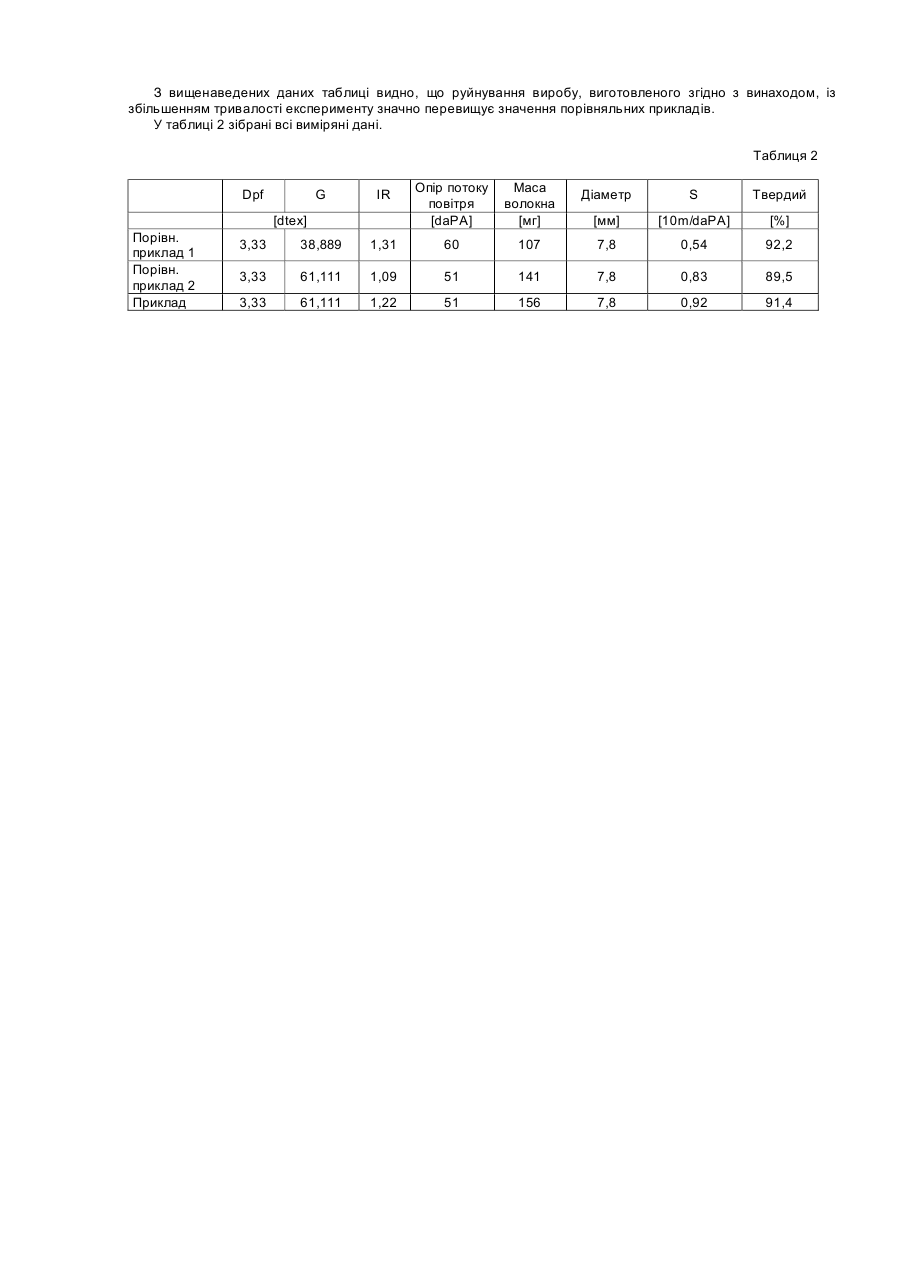
Даний винахід відноситься до високоефективного сигаретного фільтра, який має механічну руйнувальність, на основі волокон або елементарних ниток з складних ефірів целюлози. Більшість сигаретних фільтрів, що застосовуються у цей час, виготовляють з фільтруючого джгута, який складається з нескінченних сплутаних волокон 2,5-ацетил-целюлози. Для виробництва фільтруючого джгута пропускають приблизно 30%-ий розчин 2,5-аиетилцелюлози в ацетоні через багатоканальні екструзійні головки для екструзії тонких ниток, випаровують ацетон у прядильній шахті шляхом обдуву нагрітим повітрям, збирають велику кількість елементарних ниток (3.000-35.000) у джгут і потім цей джгут сплутують у відповідній камері. Після цього продукт сушать, збирають у нагромаджувач і потім пресують у пакунки вагою до 300-600кг. Загальна кількість фільтруючих джгутів, що виробляється цим часом у всьому світі даним способом, складає близько 500.000 тонн у рік, що підкреслює економічне значення процесу. Після транспортування фільтруючого джгута виготовлювачам фільтрів або сигарет, фільтруючі джгути витягують з пакунка та обробляють на машині для виготовлення фільтруючих стрижнів, як це описане, наприклад, у патенті США №5,460,590, для одержання фільтруючих стрижнів. При цьому фільтр витягують у відповідному пристрої, вводять у нього добавку для проклеювання волокон, і після утворення трьохмірного фільтруючого стрижня вводять його за допомогою завантажувальної лійки у формуючий вузол, поперечно стискають, обгортають папером і розрізають на остаточні відрізки фільтруючих стрижнів. Добавка, яка вводиться для проклеювання елементарних ниток, являє собою, як правило, висококиплячий розчинник ацетилцелюлози, наприклад, гліцеринтриацетат (триацетин), який після його додавання на короткий час розчиняє поверхню елементарних ниток. При цьому у тих місцях, де безладно стикаються дві елементарні нитки, через деякий час створюється жорстке місце склеювання, а надлишки мігрують у поверхню волокон, при цьому рідка крапля розчину 2,5-ацетату целюлози у доданому розчиннику затвердіває. Після деякого періоду витримки (менше однієї години) одержують, з умовою вищезазначеної міграції речовини, механічно міцні, з трьохмірною прошивкою фільтруючі стрижні (які нижче означаються як "об'ємний фільтр") з низькою щільністю (у цей час прийнято 80-120мг/см3), які завдяки їх жорсткості можна без ускладнень обробляти на сучасних сигаретних машинах з великими швидкостями. Переваги даного способу полягають у високій ефективності виготовлення фільтруючих джгутів, у низькій вартості транспортування джгута від виготовлювача до кінцевого замовника та особливо у високій продуктивності при виготовленні фільтрів, яка не в останню чергу залежить від погонної довжини джгутів у пакунках. Переробка фільтруючих джгутів проводиться на традиційних (комерційних) машинах для виготовлення фільтруючих стрижнів, наприклад, машинах KDF 3/AF 3 фірми Körber AG, Гамбург. Згідно з рівнем техніки, швидкість виробництва становить 600м/хв. Продуктивність виготовлення фільтрів може бути ще значніше збільшена при застосуванні описаної у DE-A-43 40 029 технології здвоєного джгута та при застосуванні представленої у DE-A-43 20 303 технології виготовлення здвоєного джгута. Ще одна перевага звичайного виготовлення фільтра обгрунтована тим, що шляхом зміни співвідношення швидкостей між підготовчим та формуючим вузлами, властивості фільтра у частині падіння тиску і тим самим ефективність фільтрування можуть змінюватися у широких межах при збереженні характеристик фільтруючого джгута. Крім того, за описаним способом можна шляхом зміни титру волокна або загального титру виготувати майже будьяку кількість фільтрів з різною ефективністю (продуктивністю) фільтрування. Для виготовлення об'ємних фільтрів у цей час широко застосовують 2,5-ацетат целюлози. Беручи до уваги дискусію про куріння та здоров'я, він має підтверджені високі властивості питомої утримуючої здатності. Так, наприклад, фільтр з ацетату целюлози фільтрує небезпечні для здоров'я нітрозаміни та феноли значно ефективніше, ніж конденсат та нікотин. Крім того, смак диму звичайних у цей час сумішей тютюну, наприклад, "American Blend", "German Blend" та "Virginia" у комбінації з об'ємним фільтром з ацетату целюлози оцінюється курцем як найбільш приємний. Інша неоцінима перевага об'ємного фільтра з 2,5-ацетату целюлози заснована на оптичній однорідності поверхні розрізу фільтрів. Всі інші можливі полімери, з якими можна було б виготувати об'ємні фільтри за допомогою аналогічного способу, не змогли завоювати ринок внаслідок негативного впливу на смак диму, відсутності питомої утримуючої здатності, ускладнень із затвердінням та розрізанням джгутів на машині для виготовлення фільтруючих стрижнів, а також на сигаретній машині. Надзвичайно негативна оцінка присмаку диму та недостатня питома утримуюча здатність при застосуванні інших полімерів для виготовлення об'ємних фільтрів дають зрозуміти, що переваги даних фільтрів з ацетату целюлози причинно не пов'язані з фізичною конструкцією фільтра, а пояснюються адсорбційними властивостями 2,5-ацетату целюлози, які повинні себе виявити позитивно так само і у плоских фільтрах. Зрозуміло, об'ємні фільтри з 2,5-ацетату целюлози, незважаючи на їх безперечну перевагу на ринку, визначили деякі серйозні недоліки: опір потоку диму та фільтраційну здатність, які визначені для об'ємних фільтрів на основі конструктивних та фізичних даних. Фільтрування частинок або утримання конденсату "Rk" звичайного об'ємного фільтра являє собою функцію титру елементарних ниток (тонкість волокна), діаметра фільтра, опору потоку диму та довжини фільтра. Дійсно: Rk=f(dpf, D, l, ΔP) (1), де: dpf - титр волокна [dtex] D - діаметр фільтра [мм] L - довжина фільтра [мм] ΔΡ - опір потоку диму [daPA] Були проведені випробування для відображення взаємозв'язку між цими величинами за допомогою одержаних емпіричним шляхом рівнянь. Приклади цьому можна знайти у наступних друкарських виданнях: "Design of Cigarettes". C.L. Brown, Hoechst - Celanese Corporation, 3 Auflage, 1990 und Cable©: Capability Line Expert Copyright © 1994 by Rhodia Acetow AG, D-79123 Freiburg. У тогочасній комп'ютерній програмі "Cable" для розрахунку фільтра застосовували наступну одержану емпіричним шляхом взаємозалежність: Rk=100*(l-Dk) (2) де Dk=фільтруюча здатність фільтра відносно конденсату, причому: Dk=exp(L*A+В) (3) A=K1-K2*dpf (4) L=21-l (5) і В=-(К3*D4*ΔP+K4/dpf+K5) (6). При цьому К1-К5 є постійними, які розраховуються відповідно до застосованої суміші тютюну і кожний метод визначення утримуючої здатності визначається емпіричним шляхом. Іншими словами: для заданої довжини фільтра та встановленого діаметра ефективність (продуктивність) сигаретного фільтра однозначно визначається опором потоку диму фільтра та титром волокна типу фільтруючого джгута, що використовується. Проводили також випробування з метою збільшення ефективності фільтрування об'ємних фільтрів із збереженням таких даних, як довжина, діаметр, опір потоку диму та титр волокна. Такий високопродуктивний фільтр описаний, наприклад, у DE-A-26 58 479, причому у цьому випадку збільшення ефективності досягається за рахунок додавання підвищуючих утримуючих здатність тонкодисперсних оксидів металів. Також однозначно визначений опір потоку диму об'ємного фільтра ΔΡ. Він залежить від діаметра D фільтра, його довжини 1, титру волокна dpf, загального титру G [g/10exp4*m], а також від маси волокна mА [г]. ΔP-f(D, l, dpf, G, mA) (7). Для заданого фільтруючого стрижня з опором потоку диму ΔΡ, діаметром D та довжиною 1 при застосуванні певного фільтруючого джгута однозначно визначається маса волокна. Зв'язок між масою волокна та опором потоку диму внаслідок різноманіття фільтруючих джгутів, що є у розпорядженні, розмірів фільтруючих стрижнів, здійснюваних різних залишкових звитостей не треба вважати математично обмеженим цим рівнянням. Але вищезгаданий джгут дозволяє розрахувати для кожної специфікації джгутів, залишкової звитості та розмірів фільтруючих стрижнів масу волокна для заданого опору потоку диму. Маса волокна mА фільтра визначається за допомогою залишкової звитості та загального титру наступним рівнянням: I R=10.000*mA/(G*l) (8) При цьому залишкова звитість розуміється як співвідношення довжини звитих волокон до довжини фільтра. Залишкова звитість є характеристикою певного сигаретного фільтра. На основі можливих за допомогою рівня техніки значень залишкової звитості та загальноприйнятих у цей час титрів волокон для об'ємних фільтрів можна охарактеризувати загальну кількість об'ємних фільтрів співвідношенням маси волокна з опором потоку диму, співвіднесеним з титром волокна. У об’ємності фільтра співвідношення маси волокна та опору потоку диму S, яке відноситься до титру волокна, чітко визначено і це значення ніколи не перевищує 0,7 і тим самим являє совою характеристичну величину. Цю залежність можна виразити для об'ємного фільтра зі складного ефіру целюлози наступною формулою: S=(mA/AP7,8)/dpf100м/хв. Тим самим, в основу винаходу покладена задача виготовлення плоских фільтрів на основі нескінченних волокон складного ефіру целюлози, які не мають перелічених вище недоліків фільтрів, зокрема, описаних у US-A-4,007,745. Крім того, вони повинні також мати без трьохмірного зшивання достатню твердість, причому можливість їх механічного руйнування повинна відповідати можливості розкладу плоских фільтрів, виготовлених з волокнистої маси з короткими волокнами. При цьому твердість фільтра повинна бути орієнтована на потреби ринку. Крім того, плоскі фільтри повинні зберігати відомі з рівня техніки переважні або в окремих випадках, поліпшені властивості. Згідно з винаходом вищезгадана задача вирішується високоефективним сигаретним фільтром з можливістю механічного руйнування на основі волокон або елементарних ниток складного ефіру целюлози, який відрізняється тим, що a) віднесене до титру волокна співвідношення маси волокна та опору потоку диму S більше 0,7, причому величина S обчислюється за формулою: S=(mA/ΔP7,8)/dpf[10m/daPA], де mA означає масу волокна [г], ΔΡ опір потоку диму (daPA) та dpf титр волокна (dtex) і для опору потоку диму застосовано значення, перераховане на діаметр 7,8мм, b) залишкова звитість матеріалу фільтра не перевищує значення 1,45, c) маса волокна становить максимально 10мг/мм довжини фільтра і d) твердість сигаретного фільтра дещо перевищує 90% твердості фільтрона. Для виготовлення фільтра згідно з винаходом застосовують або термопластичний складний ефір целюлози у волокнах або елементарних нитках, або - у разі нетермопластичного складного ефіру - розчинний у воді склеювальний засіб. Якщо розглядати волокнистий матеріал, то дійсним є відповідне виконання також і для філаментного матеріалу, якщо це доцільне. (Відносно термопластичних властивостей похідних складного ефіру целюлози посилаємося на DE-A-19609143 у зв'язку з внутрішніми та зовнішніми пластифікаторами (S1 Z65 ff). Висловлені там твердження мають основоположне значення для розуміння наступних міркувань. Крім того, для визначення термопластів посилаємося на "Römpps Chemielexikon,8. перероблене та розширене видання, т.6, Franckh'sche Verlagsbuchhandlung, Stuttgart 1988", стор.4229".). Для термопластичного волокнистого матеріалу зі складного ефіру целюлози можна розрізнювати два випадки. У першому випадку волокнистий матеріал виготовляють з вже від природи термопластичного складного ефіру целюлози, наприклад, ацетобутирату целюлози. У ньому фільтруючий джгут можна переробити у фільтр згідно з винаходом без додаткових операцій. У випадку нетермопластичного вихідного полімеру, наприклад, 2,5-ацетату целюлози, його необхідно термопластифікувати добавкою відповідного пластифікатора. У цьому випадку пластифікатор повинен бути однорідно розподілений у волокнах. Однорідний розподіл пластифікатора у волокнах підтверджується різними методами. Це, наприклад: запис кінетики випаровування пластифікаторів. Для цього можна нагрівати пробку фільтра у потоку інертного газу та встановлювати кінетику випаровування по спаленню у полуменево-іонізаційному детекторі, що є у продажу (ПІД). Кінетика випаровування рівномірно введеного у волокно пластифікатора завжди відрізняється у залежності від нанесеного на поверхню пластифікатора. Оскільки випаровування відбувається під дифузійним контролем, кінетика випаровування при рівномірному розподілі завжди значно повільніша, ніж при поверхневому нанесенні. Інша можливість полягає у тому, щоб представити кінетику випаровування за допомогою диференціальною термогравіметрії. По-третє, рівномірний розподіл можна визначити за допомогою короткочасного способу екстракції у придатних для полімеру розчинниках з подальшим кількісним аналізом пластифікатора. Даний метод дає для однорідно розподіленого пластифікатора значно менше значення результату аналізу у порівнянні з пластифікатором, нанесеним тільки поверхово при однаковому відсотковому вмісті. Інша можливість якісно розрізнювати поверхневі та рівномірно розподілені пластифікатори полягає у можливості дослідження за допомогою ближнього інфрачервоного відображення. Даний метод дає для однорідно розподіленого пластифікатора значно менше значення результату аналізу у порівнянні з нанесеним тільки на поверхню пластифікатором при однаковому відсотковому вмісті. Для виготовлення фільтра згідно з винаходом фільтруючий джгут виймають з пакунка, пневматично розпрямляють та витягують прийнятим для об'ємних фільтрів способом. Перед власне операцією виготовлення фільтра проміжно створюється нетканий матеріал з можливо низькою твердістю у напрямку обох плоских осей. Несподівано виявилося, що це особливо вдається тоді, коли пластифікатор, необхідний для термопластифікації полімеру, рівномірно розподілений у волокні. У рамках даного винаходу співвідношення маси волокна та опору потоку диму S, співвіднесене до титру волокна за вищезгаданою формулою більше 0,7. Якщо це значення нижче, то це приводить до значень утримуючої здатності, які мають місце у звичайних фільтрах з ацетату целюлози. Переважно співвідношення маси волокна та опору потоку диму S, співвіднесене з титром волокна складає максимально близько 2 і, зокрема, у межах 0,8-1,3. Якщо переважне значення близько 2 для співвідношення S перевищене, то даний продукт не відповідає бажаним вимогам економічності. Відносно інших основних параметрів переважно дійсними є наступні типові умови: Залишкова звитість IR фільтруючого матеріалу менше 1,45. Переважно залишкова звитість становить близько 1,05-1,4, зокрема, 1,1-1,3. Маса волокна може містити у рамках суті винаходу максимально 10мг/мм довжини фільтра, зокрема максимально 9,0 мг/мм довжини фільтра та переважно не менше близько 4мг/мм довжини фільтра. Переважний діапазон становить приблизно 5-8мг/мм довжини фільтра. Якщо максимальне значення 10мг/мм довжини фільтра перевищене, то такий продукт вже не економічний. Переважно дотримується мінімальне значення близько 5мг/мм довжини фільтра. Якщо дана величина менше, то за рівнем техніки вже неможливо дотримувати необхідну мінімальну твердість сигаретного фільтра 90%. Граничне мінімальне значення твердості фільтрона 90% орієнтоване на вимоги ринку. Твердість фільтрона сигаретного фільтра згідно з винаходом може бути при цьому встановлена приблизно на 90-95%, зокрема, приблизно на 91-93%. (Визначення твердості фільтрона: Циліндричний стрижень діаметром 12мм натискає своєю плоскою торцевою поверхнею вертикально з навантаженням 300г на встановлений горизонтально фільтруючий стрижень. Співвідношення стислого діаметра з одержаним до цього шляхом зіткнення вихідним діаметром дає відсоткові дані про твердість фільтрона). Особливою перевагою виявляється те, що високоефективний сигаретний фільтр згідно з винаходом за тестом CBDTF через 10 тижнів тривалості тесту має втрату ваги мінімально 40%, зокрема мінімально близько 50мас%. Опір потоку диму фільтра відповідно до винаходу складає переважно у межах 1-12daPA/мм довжини фільтра. Титр волокна застосованого фільтруючого джгута становить 1-20dtex. Здатність до руйнування сигаретного фільтра згідно з винаходом підвищується внаслідок невеликої залишкової звитості IR. Ця незначна залишкова звитість зменшує поперечне зчеплення волокон всередині і між площинами і нетканим матеріалом. Залишкова звитість фільтра відповідно до винаходу, як пояснено вище, становить менше 1,45. Для подальшого поліпшення здатності до механічного руйнування фільтра згідно з винаходом рекомендується виготовляти його зі смуг волокон багаторазової ширини відповідно до рішення DE 4340029. Відповідно до іншого варіанту виконання сигаретний фільтр можна виготовляти зі смуги волокна, яка перед введенням у штрангову частину машини для виготовлення фільтруючих стрижнів розділена на декілька смуг. Нескінченні термопластичні волокна складного ефіру целюлози згідно з винаходом можуть містити ацетат целюлози, зокрема, 2,5-ацетат целюлози, бутират целюлози, ацетобутират целюлози, ацетопропіонат целюлози і/або пропіонат целюлози. Переважно нескінченні термопластичні волокна з ацетату целюлози згідно з винаходом мають ступінь заміщення близько 1,5-3,0, переважно близько 2,2-2,6. Використані для термопластифікації застосованих складних ефірів целюлози та рівномірно розподілені у волокнах пластифікатори можуть бути вибрані з наступних груп: складний ефір гліцерину (зокрема, гліцеринтриацетат), карбонат етилену та пропілену, етил лимонної кислоти (зокрема, ацетилцитрат та триетилцитрат), складний ефір гліколю (зокрема, триетилглікольдіацетат (TEGDA) або диетиленглікольдибензоат), карбовакс®, (зокрема, поліетиленгліколь з молекулярною вагою 200-14.000, виготовлений приблизно як на фірмі UCC, США), сульфолан (тетрагідротіофен-1,1-діоксид), ефір жирної кислоти (зокрема, триоктилфосфат, трифенілфосфат або триметилфосфат), складні ефіри фталевої кислоти (зокрема, диметилфталат, діетилфталат і/або діізодецилфталат) та суміші будь-якого складу з одного або декількох цих речовин. Кількість пластифікуючих пластифікаторів і/або розчинних у воді клеючих засобів, що застосовуються, фахівець може без великих зусиль дізнатися з рівня техніки. Загалом вміст пластифікаторів і/або клеючих речовин складає від близько 1 до близько 40мас.%, в особливих випадках вміст пластифікатора може і перевищувати цю межу, не торкаючись технічною ідеї винаходу. Як розчинні у воді клеючі засоби, які переважно знаходяться на поверхні волокон, можуть застосовуватися звичайні висококиплячі розчинники, які застосовуються при виготовленні об'ємних фільтрів з ацетату целюлози, наприклад, поліалкіленоксиди (наприклад, поліетиленгліколі, поліпропіленгліколі або сополімери з поліетилен- та поліпропіленоксиду, а також їх похідні), розчинні у воді складні або прості ефіри (а також складний ефір або простий ефір целюлози), крохмаль, похідні крохмалю, р-полівінілові спирти (частково або повністю гідролізовані, а також їх похідні), простий ефір полівінілу (і його похідні), р-полівінілацетати і/або полісахариди, розчинні у воді поліаміди та оліакрилати, тобто, накладаються на стрічку волокна. У наступному переважному варіанті виконання винаходу волокна або елементарні нитки складного ефіру целюлози містять добавки у вигляді фотохімічних реакційних добавок, добавки, які сприяють біологічному розкладу, добавки з селективною дією утримуючої здатності і/або кольоровими пігментами. Як фотохімічна реакційна добавка переважно застосовується тонкодисперсний діоксид титану типу анатаза зі середньою величиною частинок менше 2мкм. Як добавки, які сприяють біологічному розкладу, потрібно особливо назвати: азотовмісні речовини, природні або мікробні продукти розкладу яких вивільняють основні аміни (наприклад, сечовину та її похідні; олігопептиди та протеїни, наприклад, бета-лактоглобулін; продукти конденсації з карбонілів та амінів, як гексаметилентетрамін; а також азотовмісні органічні гетероциклічні сполуки, зокрема, карбазол). Переважними добавками з селективною утримуючою дією є речовини, які сприяють фільтруванню, названі, наприклад, у WO 97/16986. Переважно застосовуються органічні кислоти, наприклад, складні ефіри карбонової кислоти, багатоатомні феноли або похідні порфірину. Тим самим завдяки відповідним заходам можна поліпшити високоефективні сигаретні фільтри відносно біологічного та фотохімічного руйнування у такій мірі, що в об'ємних фільтрах з рівня техніки це є можливим тільки відносно. Пов'язані з винаходом переваги тим самим є різноманітними. Зокрема, велика перевага полягає у легкості руйнування фільтра згідно винаходу під впливом навколишнього середовища. Це можна значно поліпшити з точки зору біологічного та фотохімічного розкладу у порівнянні з відомими об'ємними фільтрами. Крім того, у порівнянні з об'ємними фільтрами, наприклад, з ацетату целюлози, виконується задача підвищеного утримання при однаковому опорі потоку диму, причому одночасно поставлені перед фільтром вимоги, зокрема, виготовлювачем сигарет, а також кінцевим споживачем, повністю виконуються. Завдяки змішуванню різних вихідних джгутів будь-якої величини волокон (титру волокон) можна, крім того, відповідно встановити оптимальний розмір площі та продуктивність фільтрування. Такий принцип роботи дозволяє також оптимувати фільтр також відносно твердості його фільтрона. Крім того, за допомогою пластифікатора, який г, наприклад, триацетину, дозволяє домогтися впливу на смакові відчуття, причому одночасно значно менше пластифікатора переходить безпосередньо у дим. Внаслідок цього у високоефективному сигаретному фільтрі згідно з винаходом констатоване значне зменшення концентрації. Нижче винахід описаний детальніше на прикладах, які не обмежують технічне рішення. У рамках розкриття винаходу фахівцеві зрозумілі нижченаведені приклади виконання. Приклади: Порівняльний приклад 1: Як порівняльний приклад 1, який представляє прийнятий у цей час сигаретний фільтр (об'ємний фільтр), був виготовлений сигаретний фільтр з фільтруючого джгута 3,0 Υ 35. Цей фільтр складається з титру елементарних волокон 3,33dtex та загального титру 38.889dtex, причому Υ описує поперечний перетин елементарного волокна. Фільтри мають довжину 21мм при діаметрі 7,80мм. Вміст триацетину становить 7% (=8,5мг). Опір потоку диму становить 60daPA при масі використаного ацетату 107мг. Фільтри були оточені непористою паперовою оболонкою фірми Glatz (D-67468 Neidenfels) з позначенням F 796-28. Твердість фільтрона фільтруючих стрижнів становить 92,2%. У зв'язку з цим фільтр має нормоване за титром елементарного волокна співвідношення маси/опору потоку диму S=0,54 (10m/daPA). Ці фільтри були після цього досліджені за описаним нижче, розробленим робочою групою фірми CORESTA, методом випробувань (випробування CBDTF) відносно їх руйнування. Результати представлені у таблиці 1. Матеріал для випробувань (10 фільтруючих вставок, вільних від паперу) був опромінений ксеноновим пальником при довжині хвиль більше 290нм. Інтенсивність опромінення визначали при 340нм та встановили у вигляді 0,35 Wm-2nm-1. Температура, виміряна стандартом білого, становить 55°С. Двічі у день проводиться зрошування проб деіонізованою водою. Один раз у день проби піддають механічному навантаженню шляхом струшування чотирма сталевими кульками М=16г, D=1,2мм) у сталевій склянці. Один раз у тиждень після кондиціонування проб проводять визначення маси та вибірково об'єму. Для визначення утримуючої здатності конденсату фільтра фільтри довжиною 21мм були приєднані до тютюнового джгута "American Blend" та викурені по CORESTA №22 та 23. Фільтр Кембриджа і відділені від тютюнового недопалка фільтри були екстраговані у метанолі і після відповідного розбавлення призначені для ультрафіолетової спектроскопії для екстинкції розчинів при довжині хвилі 310nm. Після цього утримуюча здатність розраховується за наступною формулою: Rk=EFilter/(Efilter+Ecambridgefliter) У порівняльному прикладі 1 утримуюча здатність конденсату була 37,5%. Порівняльний приклад 2: Фільтруючий джгут 3.0 Υ 55 (титр волокна: 3.33dtex; загальний титр: 61.111dtex) був приготований на звичайному правильному двоступеневому верстаті KDF 2 фірми Наші, Гамбург, та зрошений 8%-ним триацетином. Після виходу з направляючого валка стрічка з фільтруючого джгута, що має мінімальну ширину 250мм, вводиться у пару валків каландра, яка нагрівається, та обробляється на каландрі з ефективним лінійним тиском 40кг/см. Профільовані валки каландра мають діаметр 230мм та ширину 350мм з канавками і мають 10 профільних канавок на 1см. Їх нагрівають силіконовим маслом до температури 205±3°С. Профіль канавок має трапецеїдальну форму з шириною у верхній частині 0,4мм та глибиною 0,45мм та з внутрішнім кутом 35°. Після виходу з валка каландра виготовлений таким чином нетканий матеріал внаслідок введення у вхідне сопло складають у вигляді джгута та обгортають папером у діючій установці KDF2 фірми Кörber, Гамбург, зі швидкістю джгута 70м/хв та розрізають на довжину 126мм фільтруючих стрижнів. Діаметр фільтруючих стрижнів встановлений на 7,8мм. Твердість фільтрона фільтруючих / стрижнів становить 89,5%. Потім з цих стрижнів нарізують фільтруючі вставки довжиною 21мм, які потім, як представлено у порівняльному прикладі 1, досліджують на їх руйнувальність (Результати наведені у таблиці 1). Опір потоку диму даних фільтрів становить 51daPA при масі введеного ацетату 141мг. Тим самим пов'язане з титром волокна співвідношення маса волокна/опір потоку диму становить S=0,83[10m/daPA]. Утримуюча здатність конденсату, яка визначається як описано у порівняльному прикладі 1, становила 42,3%. Підтвердження неоднорідності розподілу напиленого триацетину проводиться таким чином: виготовлену за три місяці до дати випробувань фільтруючу вставку довжиною 21мм вводять у сталеву трубу V2A, яка має внутрішній діаметр 7,5мм. Внутрішній діаметр сталевої труби зменшений з обох сторін за допомогою відповідних технічних засобів до діаметра 0,3мм. З боку входу вводять азотний газ зі швидкістю потоку 30мл у хвилину і на вихідній стороні з'єднують зі стандартним полуменево-іонізаційним детектором (FID). Трубку для проб нагрівають у нагрівальній печі зі швидкістю нагріву 75°С/хв до температури печі 150°С. Зареєстрований сигнал полуменево-іонізаційного детектора (FID) досягає свого максимуму інтенсивності не пізніше ніж через дві хвилини і базисної лінії приблизно через 6 хвилин. Приклад: В універсальний змішувач з подвійними стінками загальним об'ємом 615л та з охолоджувальним та нагрівальним пристроями заповнюють 300кг пластівців ацетилцелюлози. Пристрій 1 для змішування виконаний суцільним з трьома лопатями у районі днища по колу і встановлений вертикально на привідний вал. Горизонтально відносно привідного валу встановлений суцільний дробильний пристрій 2 з чотирма лопатями, який запобігає агломерації під час подачі та розподілу пластифікатора і працює з окружною швидкістю 21м/сек (2890об./хв). Змішувач 1 був запущений у роботу з окружною швидкістю 6,5м/сек. Протягом 10хв рівномірно подавали 65кг триацетину. Перед цим моментом включається дробильний пристрій 2. Далі протягом 12хв проводилося інтенсивне перемішування з метою внутрішнього змішування. Протягом наступних 20хв проводився нагрів до температури матеріалу 76°С. Ця температура підтримувалася протягом 5хв. Потім було зроблене безперервне охолоджування до 20°С. Загальна тривалість впливу триацетину на пластівці становила 67хв. Потім змішувач був протягом трьох хвилин спорожнений з великою швидкістю. Одержаний даним способом продукт виявився дуже сипким та стійким до зберігання термопластифікованим гранулятом ацетилцелюлози і був перероблений за допомогою звичайного способу сухого формування у фільтруючий джгут 3,0 Υ 55 [титр волокна 3,33dtex; загальний титр 61.111dtex]. Даний фільтруючий джгут був виготовлений на звичайному двоступеневому правильному верстаті KDF 2 фірми Наunі, Гамбург. На відміну від порівняльного прикладу 2 після витягу не наноситься додатковий пластифікатор. Після виходу з направляючого валика стрічку фільтруючого джгута з мінімальною шириною 250мм вводять у пару валків каландра, які обігріваються, та каландрують. Профільовані валки каландрів мають діаметр 150мм та ширину 550мм і мають 10 профільних канавок на 1см. їх нагрівають силіконовим маслом до температури 180±3°С. Профіль канавок трапецеїдальний з шириною угорі 0,4мм та глибиною 0,45мм і внутрішнім кутом 35°C. Після виходу з валка каландра виготовлену таким чином волокнисту масу складають у вхідне сопло у вигляді джгута та обгортають у RDF2 фірми Körber, Гамбург, при швидкості руху джгута 120м/хв, у папір та розрізають на довжину фільтруючих стрижнів 126мм. Діаметр фільтруючих стрижнів встановлений на 7,8мм. Твердість фільтрона фільтруючих стрижнів становить 91,4%. З даних стрижнів потім вирізають фільтруючі вставки довжиною 21мм, які потім, як показано у порівняльному прикладі 1, досліджуються на руйнувальність (результати об'єднані у таблиці 1). Опір потоку диму цих фільтруючих мундштуків становить 51daPA при масі волокна, що використовується, 156мг. Тим самим співвіднесене з титром волокна співвідношення маси волокна та опору потоку диму становить S=0,92[10m/daPA]. Значення утримуючої здатності, що визначається як у порівняльному прикладі 1, становило 44,1%. Підтвердження рівномірності розподілу напиленого триасетину проводиться таким чином: Виготовлену за три місяці до дати випробування фільтруючу вставку довжиною 21мм вводять у сталеву трубку V2A з внутрішнім діаметром 7,5мм. Внутрішній діаметр сталевої трубки з обох сторін звужується за допомогою відповідних технічних засобів до діаметра 0,3мм. З боку входу вводять азотний газ зі швидкістю потоку 30мл у хвилину та з'єднують зі стандартним полуменево-іонізаційним детектором (FID). Трубку для випробувань нагрівають у нагрівальній печі зі швидкістю нагріву 75°С/хв до температури печі 150°С. Зареєстрований сигнал FID досягає своєї максимальної інтенсивності не раніше ніж через чотири хвилини і лінії базису після приблизно 10 хвилин. На таблиці представлені результати випробувань на руйнувальність за порівняльними прикладами 1, 2 і прикладом згідно з винаходом. Таблиця 1 Тривалість випробувань у тижнях 1 2 3 4 5 6 7 8 9 10 Порівняльний приклад 1. Залишкова маса [%] 93 92 92 91 88 86 81 78 76 72 Порівняльний приклад 2. Залишкова маса [%] 95 94 94 94 93 93 92 91 90 89 Приклад Залишкова маса [%] 87 85 82 75 69 62 47 34 28 21 З вищенаведених даних таблиці видно, що руйнування виробу, виготовленого згідно з винаходом, із збільшенням тривалості експерименту значно перевищує значення порівняльних прикладів. У таблиці 2 зібрані всі виміряні дані. Таблиця 2 Dpf G IR [dtex] Порівн. приклад 1 Порівн. приклад 2 Приклад Опір потоку повітря [daPA] Маса волокна [мг] Діаметр S Твердий [мм] [10m/daPA] [%] 3,33 38,889 1,31 60 107 7,8 0,54 92,2 3,33 61,111 1,09 51 141 7,8 0,83 89,5 3,33 61,111 1,22 51 156 7,8 0,92 91,4
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh performance cigarette filter
Автори англійськоюTeufel Eberhard, Maurer Gunter
Назва патенту російськоюВысокоэффективный сигаретный фильтр
Автори російськоюТойфель Эберхард, Маурер Гюнтер
МПК / Мітки
Мітки: фільтр, високоефективний, сигаретний
Код посилання
<a href="https://ua.patents.su/8-67876-visokoefektivnijj-sigaretnijj-filtr.html" target="_blank" rel="follow" title="База патентів України">Високоефективний сигаретний фільтр</a>
Спосіб виготовлення джгута з ацетату целюлози (варіанти), сигаретний фільтр (варіанти)
Номер патенту: 27822
Опубліковано: 16.10.2000
Автори: Хайн Гюнтер, Клус Хуберт
МПК: A24D 3/10
Мітки: целюлози, сигаретний, джгута, фільтр, спосіб, виготовлення, ацетату, варіанти
Текст:
...фильтр, согласно изобретению, выполнен из жгута на основе целлюлозы-(2,5)-ацетата, который содержит разрушающие фильтр добавки, растворимые в воде и трудно растворимые в прядильном растворе. Известный способ можно было бы пояснить следующим сравнительным примером. Сравнительный пример. Был изготовлен целлюлозноацетатный прядильный раствор с содержанием твердого вещества, равного 28 мае. % целлюлозоацетата и 0,5 мае. % двуокиси титана...
Біорозкладний фільтр для сигарет
Номер патенту: 56285
Опубліковано: 15.05.2003
Автор: Хеннінг Пауль-Георг
Мітки: сигарет, фільтр, біорозкладний
Формула / Реферат:
1. Сигарета з біорозкладним фільтром, що містить тютюновий штранг, який обгорнутий у сигаретний папір, фільтр, що виконаний з «нормальним» затриманням із целюлозного руна, одержаного за Air-Laid методом, причому вентиляційна зона фільтра розташована по периметру обгортки, яка відрізняється тим, що фільтр має конденсатозатримуючу здатність від 40 до 60 %, целюлозне руно- «недекатироване», експлуатаційне відношення нікотин/конденсат тютюнового...
Фільтр для очищення газів

Номер патенту: 53502
Опубліковано: 15.01.2003
Автори: Лагно Інна Валеріївна, Лешак Роман Михайлович, Федорчак Євген Йосипович, Лешак Юлія Романівна
МПК: B01D 25/00, B01D 33/00
Мітки: фільтр, очищення, газів
Формула / Реферат:
Фільтр для очищення газів, що містить кільцевий диск, до якого закріплений своєю основою конічний фільтрувальний вузол, який відрізняється тим, що кільцевий диск виконаний з осьовою маточиною, до якої закріплена вершина конічного фільтрувального вузла.
Фільтр сигарети або папіроси
Номер патенту: 62605
Опубліковано: 15.12.2003
Автор: Дунісов Ігор Олексійович
МПК: A24D 3/04
Мітки: папіроси, сигарети, фільтр
Формула / Реферат:
Фільтр сигарети або папіроси, що включає порожній корпус і два фільтруючих елементи, які послідовно розташовані в корпусі, який відрізняється тим, що один фільтруючий елемент розташований зі зміщенням відносно іншого фільтруючого елемента уздовж подовжньої осі корпуса з утворенням замкнутої порожнини між фільтруючими елементами.
Фільтр газовий

Номер патенту: 59710
Опубліковано: 15.09.2003
Автори: Лешак Роман Михайлович, Лагно Інна Валеріївна, Лешак Юлія Романівна
МПК: B01D 25/00, B01D 33/00
Формула / Реферат:
Фільтр газовий, що містить корпус у вигляді кільцевого диска, до якого жорстко закріплений каркас конічної форми з ребрами жорсткості та фільтрувальний елемент, який відрізняється тим, що каркас виконаний у вигляді конічної пружини.
Попередній патент: Спосіб ультразвукового контролю головки рейки
Наступний патент: Чотирибойковий кувальний пристрій
Випадковий патент: Матеріал для електричних контактів комутаційних апаратів