Індукційний апарат для з’єднання та ремонту кабелів
Номер патенту: 73022
Опубліковано: 16.05.2005
Формула / Реферат
1. Індукційний апарат для з'єднання і ремонту кабелів, який містить багатострижневий шихтований магнітопровід з непарною кількістю стрижнів, котушки індуктора, розташовані на кожному парному стрижні, дві сталеві феромагнітні півформи з мідними вкладками, встановлені на вільних кінцях магнітопроводу, причому площина рознімання півформ збігається з напрямом магнітного потоку в стрижнях, електромагнітні шунти, виконані з набору пластин електротехнічної сталі і установлені на зовнішніх поверхнях півформ паралельно стрижням магнітопроводу, який відрізняється тим, що в установлених на багатострижневий індуктор сталевих півформах тільки перша мідна або латунна вкладка електрично з'єднана з кромками сталевої півформи, при цьому сумарна довжина електричного з'єднання становить ширину крайнього стрижня і половину відстані між крайнім і центральним стрижнями, електричне з'єднання виконано як у лівій, так і в правій частинах півформ, а наступні вкладки для півформ виготовлені з металів, які безпечні за фрикційним іскрінням.
2. Апарат за п. 1, який відрізняється тим, що по конфігурації перерізу півформи встановлений суцільний короткозамкнений виток з електропровідного та теплопровідного металу, такого як мідь, латунь або інші неіскроутворювальні метали або сплави, витки установлені в лівій та правій частинах півформ, у витках виконані прямокутні отвори, розміри і розташування яких відповідають розмірам і розташуванню крайніх стрижнів шихтованого магнітопроводу, сумарна довжина витка по довжині півформи дорівнює відстані від кінця півформи плюс ширина крайнього стрижня, плюс третина відстані між крайнім і центральним стрижнями, а в середній, вільній частині півформи, установлена С-подібна не приварена мідна вкладка, яка має товщину, однакову з товщиною крайніх витків.
3. Апарат за п. 1, який відрізняється тим, що сталеві півформи, установлені на багатострижневий індуктор, виконані порожнистими, у порожнину півформ по всій їх довжині установлені пакети електротехнічної сталі, при цьому в нижній частині порожнистих півформ виконані прямокутні отвори, розміри і розташування яких відповідають розмірам і розташуванню стрижнів індуктора, а товщина сталі порожнистих півформ менша від глибини проникнення електромагнітного поля.
4. Апарат за п. 1, який відрізняється тим, що електромагнітні шунти установлені в заглибленнях на бокових поверхнях півформ і розташовані лише над парними стрижнями шихтованого магнітоприводу, довжина шунтів становить 1,2 ширини цих стрижнів, на нижніх поверхнях півформ встановлені додаткові електромагнітні шунти, які стикаються з парними стрижнями шихтованого магнітоприводу, а довжина кожного з цих шунтів становить третину відстані між парними і непарними стрижнями.
5. Апарат за п. 1, який відрізняється тим, що дві сталеві півформи виконані трійниковими, кожна з півформ уміщує горизонтально розташовану півформу, приварену до вертикального патрубка, мідні вкладки електрично з'єднані по краях сталевих трійників, довжина яких становить третину довжини патрубків, сталеві півформи з'єднані стяжними пристроями в прес-форму, установлену на тристрижневий індуктор з установкою обмежувачів для суміщення осі центрального стрижня індуктора і вертикальної осі трійника, при цьому сумарна висота вертикального патрубка і півформи над центральним стрижнем шихтованого магнітоприводу в два рази більша, ніж висота півформ над крайніми стрижнями, що відповідає величині питомих потужностей, тобто кіловат на один кілограм металу і ремонтованого кабелю.
6. Апарат за п. 1, який відрізняється тим, що на п'ятистрижневий індуктор установлені або сталевий феромагнітний короб прямокутної форми, причому висота короба над трьома центральними стрижнями в два рази більша, ніж над крайніми стрижнями, що відповідає величині питомих потужностей, тобто кіловат на один кілограм короба і бітумної маси, при цьому на вертикальних сталевих стінках короба установлені і електрично з'єднані зі сталлю мідні або латунні листи, або сталеві півформи з електричним з'єднанням мідних вкладок з кромками сталевих півформ, при цьому сумарна довжина електричного з'єднання становить ширину крайнього стрижня і половину відстані між крайнім і наступним стрижнями, або по конфігурації перерізу сталевої півформи установлюють суцільний короткозамкнений виток з електропровідного і теплопровідного металу, такого як мідь.
Текст
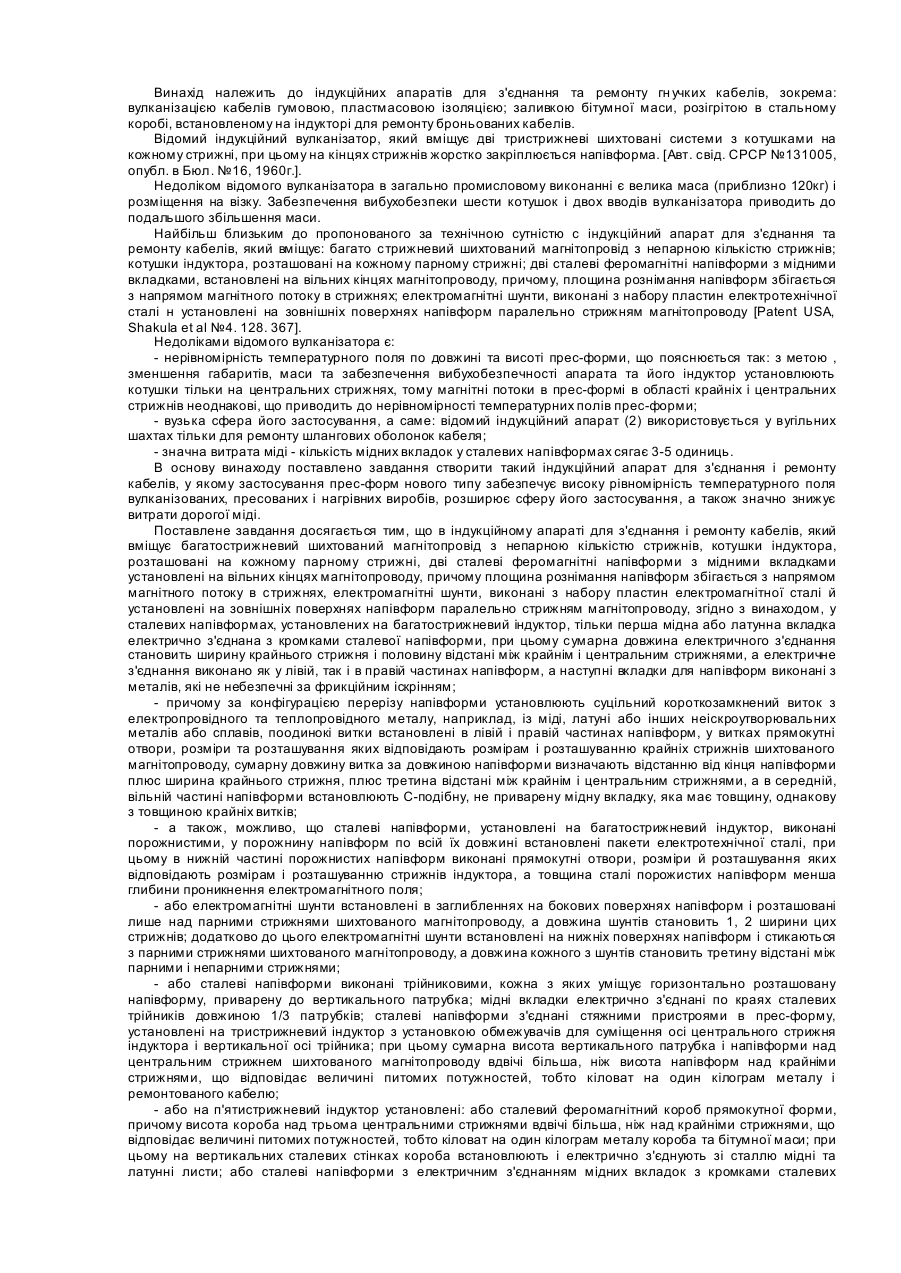
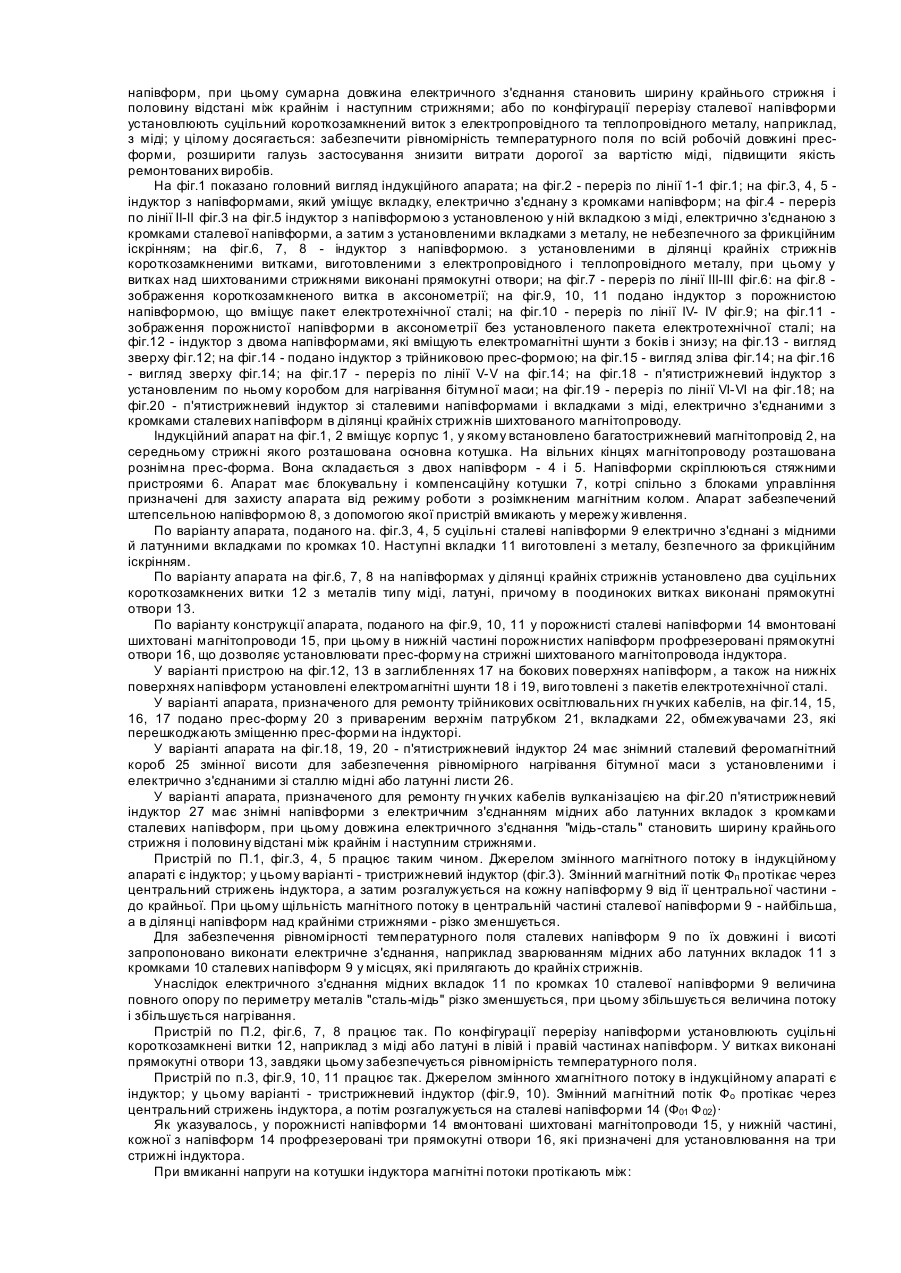
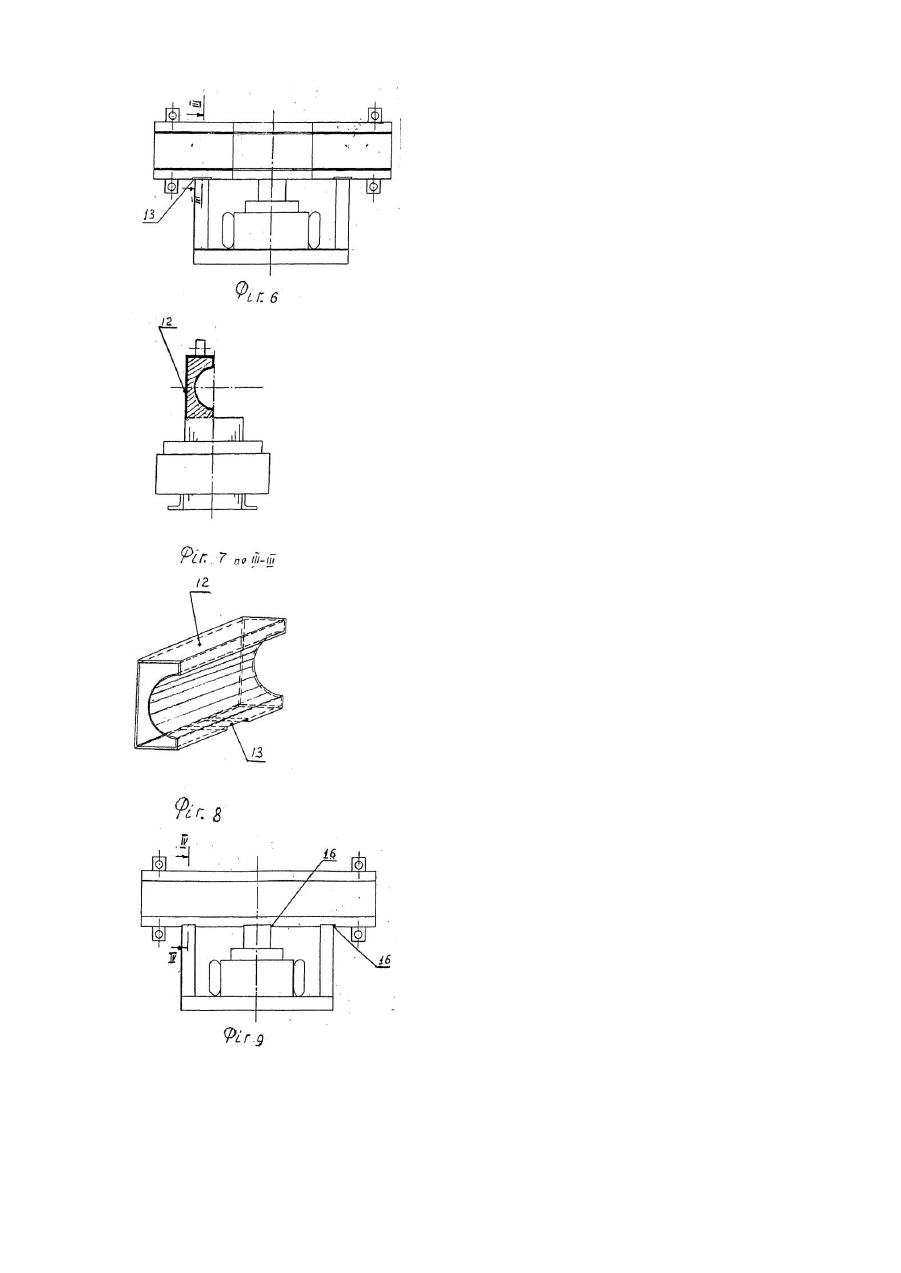
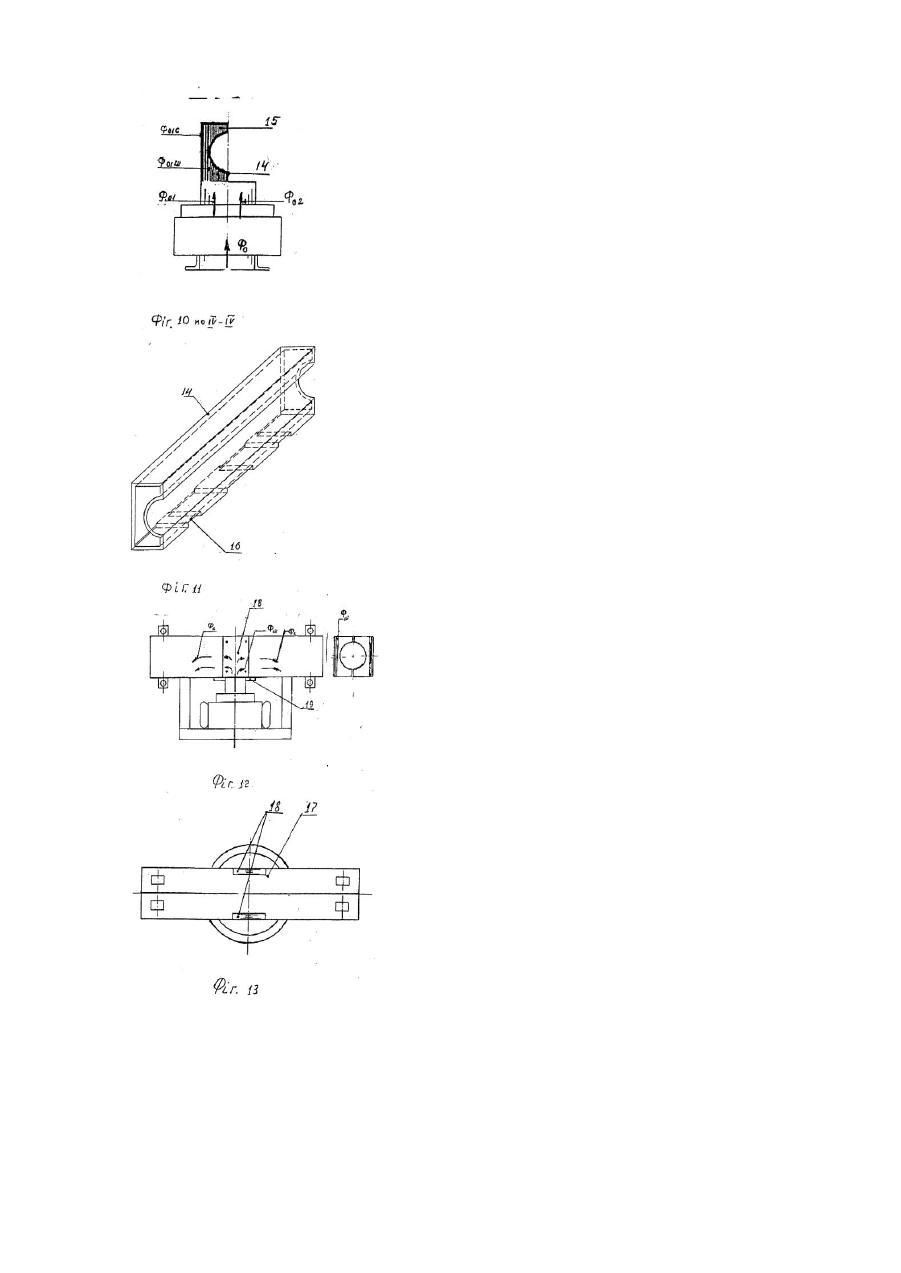
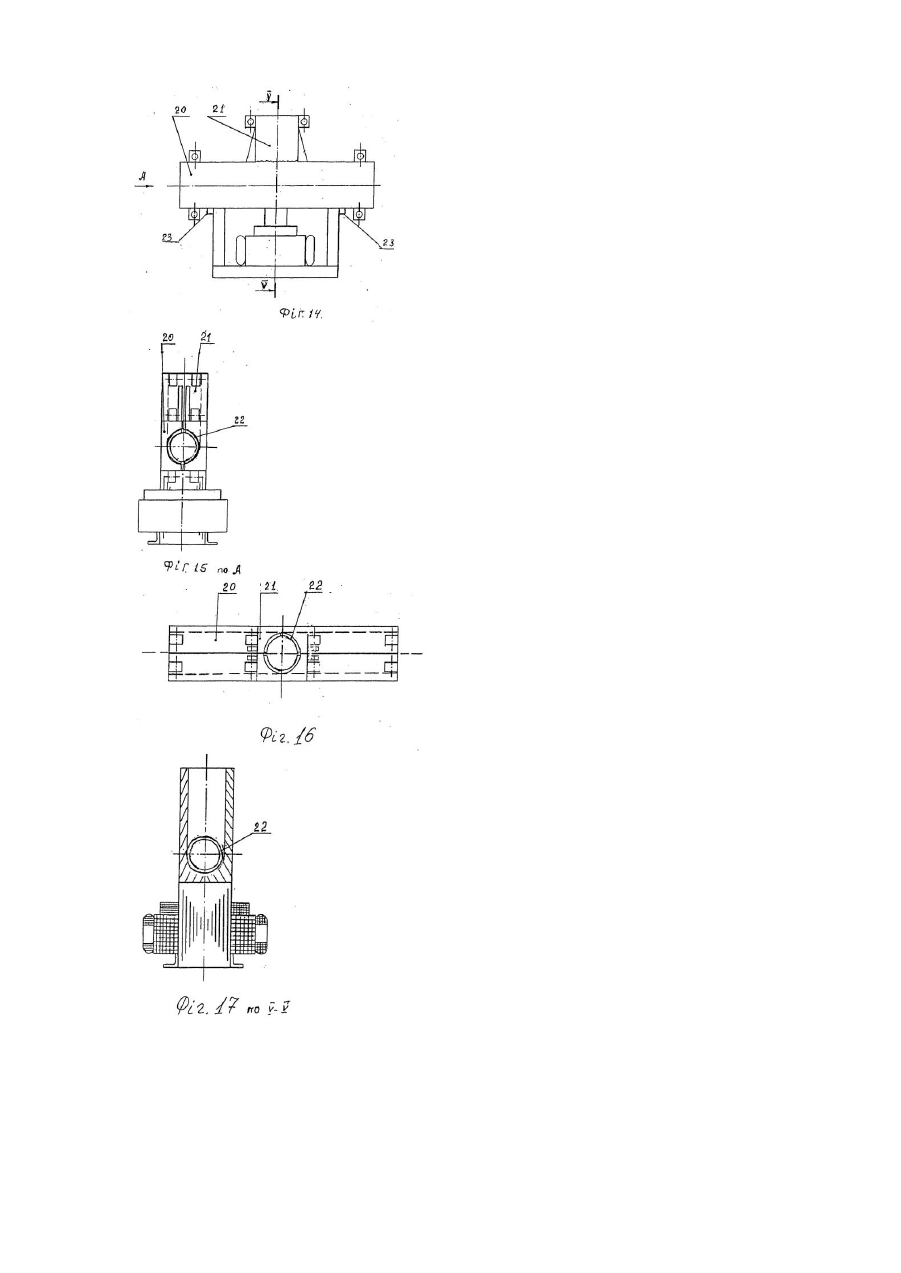
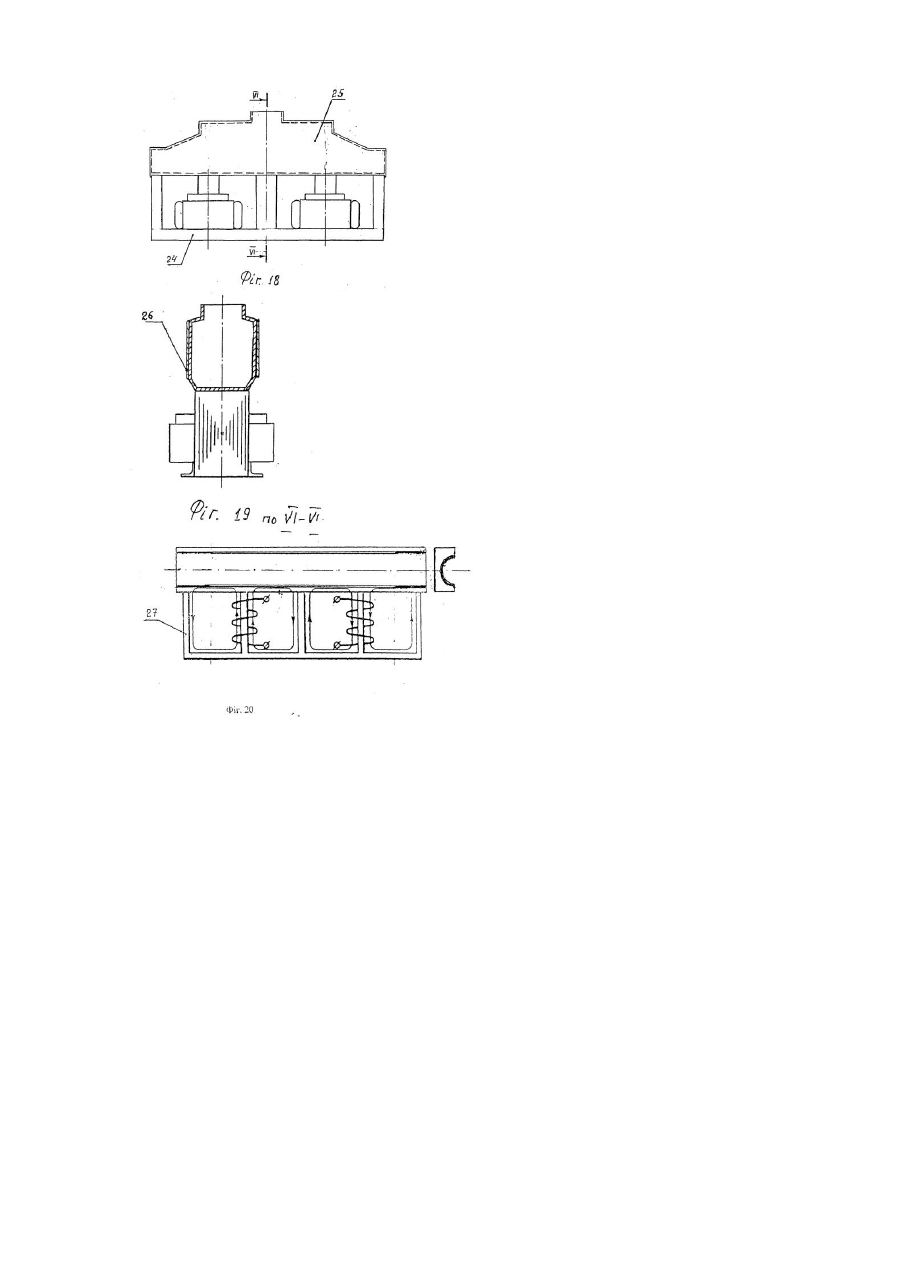
Винахід належить до індукційних апаратів для з'єднання та ремонту гн учких кабелів, зокрема: вулканізацією кабелів гумовою, пластмасовою ізоляцією; заливкою бітумної маси, розігрітою в стальному коробі, встановленому на індукторі для ремонту броньованих кабелів. Відомий індукційний вулканізатор, який вміщує дві тристрижневі шихтовані системи з котушками на кожному стрижні, при цьому на кінцях стрижнів жорстко закріплюється напівформа. [Авт. свід. СРСР №131005, опубл. в Бюл. №16, 1960г.]. Недоліком відомого вулканізатора в загально промисловому виконанні є велика маса (приблизно 120кг) і розміщення на візку. Забезпечення вибухобезпеки шести котушок і двох вводів вулканізатора приводить до подальшого збільшення маси. Найбільш близьким до пропонованого за технічною сутністю с індукційний апарат для з'єднання та ремонту кабелів, який вміщує: багато стрижневий шихтований магнітопровід з непарною кількістю стрижнів; котушки індуктора, розташовані на кожному парному стрижні; дві сталеві феромагнітні напівформи з мідними вкладками, встановлені на вільних кінцях магнітопроводу, причому, площина рознімання напівформ збігається з напрямом магнітного потоку в стрижнях; електромагнітні шунти, виконані з набору пластин електротехнічної сталі н установлені на зовнішніх поверхнях напівформ паралельно стрижням магнітопроводу [Patent USA, Shakula et al №4. 128. 367]. Недоліками відомого вулканізатора є: - нерівномірність температурного поля по довжині та висоті прес-форми, що пояснюється так: з метою , зменшення габаритів, маси та забезпечення вибухобезпечності апарата та його індуктор установлюють котушки тільки на центральних стрижнях, тому магнітні потоки в прес-формі в області крайніх і центральних стрижнів неоднакові, що приводить до нерівномірності температурних полів прес-форми; - вузька сфера його застосування, а саме: відомий індукційний апарат (2) використовується у вугільних шахтах тільки для ремонту шлангових оболонок кабеля; - значна витрата міді - кількість мідних вкладок у сталевих напівформах сягає 3-5 одиниць. В основу винаходу поставлено завдання створити такий індукційний апарат для з'єднання і ремонту кабелів, у якому застосування прес-форм нового типу забезпечує високу рівномірність температурного поля вулканізованих, пресованих і нагрівних виробів, розширює сферу його застосування, а також значно знижує витрати дорогої міді. Поставлене завдання досягається тим, що в індукційному апараті для з'єднання і ремонту кабелів, який вміщує багатострижневий шихтований магнітопровід з непарною кількістю стрижнів, котушки індуктора, розташовані на кожному парному стрижні, дві сталеві феромагнітні напівформи з мідними вкладками установлені на вільних кінцях магнітопроводу, причому площина рознімання напівформ збігається з напрямом магнітного потоку в стрижнях, електромагнітні шунти, виконані з набору пластин електромагнітної сталі й установлені на зовнішніх поверхнях напівформ паралельно стрижням магнітопроводу, згідно з винаходом, у сталевих напівформах, установлених на багатострижневий індуктор, тільки перша мідна або латунна вкладка електрично з'єднана з кромками сталевої напівформи, при цьому сумарна довжина електричного з'єднання становить ширину крайнього стрижня і половину відстані між крайнім і центральним стрижнями, а електричне з'єднання виконано як у лівій, так і в правій частинах напівформ, а наступні вкладки для напівформ виконані з металів, які не небезпечні за фрикційним іскрінням; - причому за конфігурацією перерізу напівформи установлюють суцільний короткозамкнений виток з електропровідного та теплопровідного металу, наприклад, із міді, латуні або інших неіскроутворювальних металів або сплавів, поодинокі витки встановлені в лівій і правій частинах напівформ, у витках прямокутні отвори, розміри та розташування яких відповідають розмірам і розташуванню крайніх стрижнів шихтованого магнітопроводу, сумарну довжину витка за довжиною напівформи визначають відстанню від кінця напівформи плюс ширина крайнього стрижня, плюс третина відстані між крайнім і центральним стрижнями, а в середній, вільній частині напівформи встановлюють С-подібну, не приварену мідну вкладку, яка має товщину, однакову з товщиною крайніх витків; - а також, можливо, що сталеві напівформи, установлені на багатострижневий індуктор, виконані порожнистими, у порожнину напівформ по всій їх довжині встановлені пакети електротехнічної сталі, при цьому в нижній частині порожнистих напівформ виконані прямокутні отвори, розміри й розташування яких відповідають розмірам і розташуванню стрижнів індуктора, а товщина сталі порожистих напівформ менша глибини проникнення електромагнітного поля; - або електромагнітні шунти встановлені в заглибленнях на бокових поверхнях напівформ і розташовані лише над парними стрижнями шихтованого магнітопроводу, а довжина шунтів становить 1, 2 ширини цих стрижнів; додатково до цього електромагнітні шунти встановлені на нижніх поверхнях напівформ і стикаються з парними стрижнями шихтованого магнітопроводу, а довжина кожного з шунтів становить третину відстані між парними і непарними стрижнями; - або сталеві напівформи виконані трійниковими, кожна з яких уміщує горизонтально розташовану напівформу, приварену до вертикального патрубка; мідні вкладки електрично з'єднані по краях сталевих трійників довжиною 1/3 патрубків; сталеві напівформи з'єднані стяжними пристроями в прес-форму, установлені на тристрижневий індуктор з установкою обмежувачів для суміщення осі центрального стрижня індуктора і вертикальної осі трійника; при цьому сумарна висота вертикального патрубка і напівформи над центральним стрижнем шихтованого магнітопроводу вдвічі більша, ніж висота напівформ над крайніми стрижнями, що відповідає величині питомих потужностей, тобто кіловат на один кілограм металу і ремонтованого кабелю; - або на п'ятистрижневий індуктор установлені: або сталевий феромагнітний короб прямокутної форми, причому висота короба над трьома центральними стрижнями вдвічі більша, ніж над крайніми стрижнями, що відповідає величині питомих потужностей, тобто кіловат на один кілограм металу короба та бітумної маси; при цьому на вертикальних сталевих стінках короба встановлюють і електрично з'єднують зі сталлю мідні та латунні листи; або сталеві напівформи з електричним з'єднанням мідних вкладок з кромками сталевих напівформ, при цьому сумарна довжина електричного з'єднання становить ширину крайнього стрижня і половину відстані між крайнім і наступним стрижнями; або по конфігурації перерізу сталевої напівформи установлюють суцільний короткозамкнений виток з електропровідного та теплопровідного металу, наприклад, з міді; у цілому досягається: забезпечити рівномірність температурного поля по всій робочій довжині пресформи, розширити галузь застосування знизити витрати дорогої за вартістю міді, підвищити якість ремонтованих виробів. На фіг.1 показано головний вигляд індукційного апарата; на фіг.2 - переріз по лінії 1-1 фіг.1; на фіг.3, 4, 5 індуктор з напівформами, який уміщує вкладку, електрично з'єднану з кромками напівформ; на фіг.4 - переріз по лінії ІІ-ІІ фіг.3 на фіг.5 індуктор з напівформою з установленою у ній вкладкою з міді, електрично з'єднаною з кромками сталевої напівформи, а затим з установленими вкладками з металу, не небезпечного за фрикційним іскрінням; на фіг.6, 7, 8 - індуктор з напівформою. з установленими в ділянці крайніх стрижнів короткозамкненими витками, виготовленими з електропровідного і теплопровідного металу, при цьому у витках над шихтованими стрижнями виконані прямокутні отвори; на фіг.7 - переріз по лінії III-ІІІ фіг.6: на фіг.8 зображення короткозамкненого витка в аксонометрії; на фіг.9, 10, 11 подано індуктор з порожнистою напівформою, що вміщує пакет електротехнічної сталі; на фіг.10 - переріз по лінії IV- IV фіг.9; на фіг.11 зображення порожнистої напівформи в аксонометрії без установленого пакета електротехнічної сталі; на фіг.12 - індуктор з двома напівформами, які вміщують електромагнітні шунти з боків і знизу; на фіг.13 - вигляд зверху фі г.12; на фіг.14 - подано індуктор з трійниковою прес-формою; на фіг.15 - вигляд зліва фіг.14; на фіг.16 - вигляд зверху фіг.14; на фіг.17 - переріз по лінії V-V на фіг.14; на фіг.18 - п'ятистрижневий індуктор з установленим по ньому коробом для нагрівання бітумної маси; на фіг.19 - переріз по лінії VI-VI на фіг.18; на фіг.20 - п'ятистрижневий індуктор зі сталевими напівформами і вкладками з міді, електрично з'єднаними з кромками сталевих напівформ в ділянці крайніх стрижнів шихтованого магнітопроводу. Індукційний апарат на фіг.1, 2 вміщує корпус 1, у якому встановлено багатострижневий магнітопровід 2, на середньому стрижні якого розташована основна котушка. На вільних кінцях магнітопроводу розташована рознімна прес-форма. Вона складається з двох напівформ - 4 і 5. Напівформи скріплюються стяжними пристроями 6. Апарат має блокувальну і компенсаційну котушки 7, котрі спільно з блоками управління призначені для захисту апарата від режиму роботи з розімкненим магнітним колом. Апарат забезпечений штепсельною напівформою 8, з допомогою якої пристрій вмикають у мережу живлення. По варіанту апарата, поданого на. фіг.3, 4, 5 суцільні сталеві напівформи 9 електрично з'єднані з мідними й латунними вкладками по кромках 10. Наступні вкладки 11 виготовлені з металу, безпечного за фрикційним іскрінням. По варіанту апарата на фіг.6, 7, 8 на напівформах у ділянці крайніх стрижнів установлено два суцільних короткозамкнених витки 12 з металів типу міді, латуні, причому в поодиноких витках виконані прямокутні отвори 13. По варіанту конструкції апарата, поданого на фіг.9, 10, 11 у порожнисті сталеві напівформи 14 вмонтовані шихтовані магнітопроводи 15, при цьому в нижній частині порожнистих напівформ профрезеровані прямокутні отвори 16, що дозволяє установлювати прес-форму на стрижні шихтованого магнітопровода індуктора. У варіанті пристрою на фіг.12, 13 в заглибленнях 17 на бокових поверхнях напівформ, а також на нижніх поверхнях напівформ установлені електромагнітні шунти 18 і 19, виго товлені з пакетів електротехнічної сталі. У варіанті апарата, призначеного для ремонту трійникових освітлювальних гн учких кабелів, на фіг.14, 15, 16, 17 подано прес-форму 20 з привареним верхнім патрубком 21, вкладками 22, обмежувачами 23, які перешкоджають зміщенню прес-форми на індукторі. У варіанті апарата на фіг.18, 19, 20 - п'ятистрижневий індуктор 24 має знімний сталевий феромагнітний короб 25 змінної висоти для забезпечення рівномірного нагрівання бітумної маси з установленими і електрично з'єднаними зі сталлю мідні або латунні листи 26. У варіанті апарата, призначеного для ремонту гн учких кабелів вулканізацією на фіг.20 п'ятистрижневий індуктор 27 має знімні напівформи з електричним з'єднанням мідних або латунних вкладок з кромками сталевих напівформ, при цьому довжина електричного з'єднання "мідь-сталь" становить ширину крайнього стрижня і половину відстані між крайнім і наступним стрижнями. Пристрій по П.1, фіг.3, 4, 5 працює таким чином. Джерелом змінного магнітного потоку в індукційному апараті є індуктор; у цьому варіанті - тристрижневий індуктор (фіг.3). Змінний магнітний потік Фп протікає через центральний стрижень індуктора, а затим розгалужується на кожну напівформу 9 від її центральної частини до крайньої. При цьому щільність магнітного потоку в центральній частині сталевої напівформи 9 - найбільша, а в ділянці напівформ над крайніми стрижнями - різко зменшується. Для забезпечення рівномірності температурного поля сталевих напівформ 9 по їх довжині і висоті запропоновано виконати електричне з'єднання, наприклад зварюванням мідних або латунних вкладок 11 з кромками 10 сталевих напівформ 9 у місцях, які прилягають до крайніх стрижнів. Унаслідок електричного з'єднання мідних вкладок 11 по кромках 10 сталевої напівформи 9 величина повного опору по периметру металів "сталь-мідь" різко зменшується, при цьому збільшується величина потоку і збільшується нагрівання. Пристрій по П.2, фіг.6, 7, 8 працює так. По конфігурації перерізу напівформи установлюють суцільні короткозамкнені витки 12, наприклад з міді або латуні в лівій і правій частинах напівформ. У витках виконані прямокутні отвори 13, завдяки цьому забезпечується рівномірність температурного поля. Пристрій по п.3, фіг.9, 10, 11 працює так. Джерелом змінного хмагнітного потоку в індукційному апараті є індуктор; у цьому варіанті - тристрижневий індуктор (фіг.9, 10). Змінний магнітний потік Фо протікає через центральний стрижень індуктора, а потім розгалужується на сталеві напівформи 14 (Ф01 Ф 02)· Як указувалось, у порожнисті напівформи 14 вмонтовані шихтовані магнітопроводи 15, у нижній частині, кожної з напівформ 14 профрезеровані три прямокутні отвори 16, які призначені для установлювання на три стрижні індуктора. При вмиканні напруги на котушки індуктора магнітні потоки протікають між: а) тристрижневим магнітопроводом і шихтованими магніто-проводами 15 у порожнистих сталевих напівформах 14 (потік ФОІШ); б) тристрижневим магнітопроводом і торцевими частинами сталевих напівформ (потік ФОІС)· Магнітний потік ФОІШ протікає по шихтованому магнітопроводу 15, охопленому порожнистою напівформою 14, по внутрішній поверхні якої на певній глибині протікають вихрові струми, що нагрівають напівформи. Друга частина змінного магнітного потоку ФОІС протікає від три стрижневого шихтованого магнітопроводу безпосередньо до сталевої оболонки порожнистих напівформ в основному по зовнішній поверхні сталевих напівформ. Дослідами установлено, що виконання в нижніх частинах сталеви х напівформ 14 прямокутних отворів 16 забезпечує зниження перегрівання сталевих частин напівформ. Таким чином, нагрівання порожнистих напівформ 14 здійснюється як завдяки вихровим струмам, так і по їх зовнішній поверхні, що забезпечує високий рівень рівномірності температурного поля. З цього випливає, що система, яка складається з індуктора і порожнистих напівформ 14 зі встановленими в них ши хтованими магніто-проводами 15, по суті є особливим трансформатором, причому ши хтовані магнітопроводи 15, вставлені в напівформи 14, є ярмами цього трансформатора, а сталеві порожнисті оболонки є короткозамкненими поодинокими витками з певною величиною повного опору, де R - активний опір; X - індуктивний опір. Величина вихрових стр умів у вн утрішній частині напівформ визначається величиною Ζ - повного опору. Пристрій по п.4, фіг.12, 13 працює так. Електромагнітні шунти 18 установлені в заглибленнях 17 на бокових поверхнях напівформ додатково до цього шунти 19 установлені на нижніх поверхнях напівформ. По електромагнітних шунтах 18, 19 протікає змінний магнітний потік ФШ, що дозволяє зменшити магнітний потік і нагрівання центральної частини сталевих напівформ. За межами центральних шунтів 18, 19 протікають повні магнітні потоки ФС по суцільній частині сталевих напівформ. Таким чином досягається більш висока рівномірність температурного поля як по довжині, так і по висоті сталевих напівформ. Пристрій по п.5, фіг.14, 15, 16, 17 призначено для вулканізації трійникового гнучкого кабеля. При цьому знімають шлангову оболонку гнучкого кабеля та ізоляцію жил, затим зварюють вертикально і горизонтально розташовані мідні жили. Після цього міцно обмотують мідні жили сирою гумою в ділянці трійникового кабеля і установлюють у прес-форми. Потім виконують вулканізацію такого трійника для забезпечення його міцності та вологонепроникності. Пристрій по п.6, фіг.18, 19, 20 працює таким чином. На п'ятистрижневий індуктор 24 можуть бути установлені: - сталевий короб 25, призначений для нагрівання бітумної маси і заливки кабельних муфт броньованих кабелів (до 180-200°С); - сталеві напівформи для ремонту гн учких кабелів з установленими на них короткозамкненими витками з електропровідного металу, наприклад, із міді, причому, витки установлені у лівій і правій частинах напівформ; - сталеві напівформи (фіг.20) мідні вкладки яких електрично з'єднані із кромками сталі, при цьому забезпечується висока якість вулканізації шлангових оболонок гнучких кабелів. Таким чином, пропонований винахід забезпечує високу рівномірність температурного поля виробів, які вулканізуються, пресуються і нагріваються, дозволяє зменшити витрати дорогої міді, значно розширює сферу виробів що підлягають ремонту.
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction device for connecting and repairing cables
Назва патенту російськоюИндукционное устройство для соединения и ремонта кабелей
МПК / Мітки
МПК: H05B 6/36
Мітки: апарат, з'єднання, індукційний, ремонту, кабелів
Код посилання
<a href="https://ua.patents.su/8-73022-indukcijjnijj-aparat-dlya-zehdnannya-ta-remontu-kabeliv.html" target="_blank" rel="follow" title="База патентів України">Індукційний апарат для з’єднання та ремонту кабелів</a>
Індукційний апарат із спрямованою циркуляцією охолодного середовища
Номер патенту: 41111
Опубліковано: 15.07.2004
Автори: Шишка Юрій Іванович, Степенко Ольга Миколаївна
МПК: H01F 27/10
Мітки: охолодного, індукційний, апарат, середовища, спрямованою, циркуляцією
Формула / Реферат:
1. Індукційний апарат із спрямованою циркуляцією охолодного середовища, що містить бак з охолодним діелектричним середовищем, активну частину з охолодними каналами, установлену в баці, ярмові балки, установлені на площинах ярм, які з'єднують стрижні магнітопроводу активної частини, і охолодник, з'єднаний з баком за допомогою підвідних та відвідних патрубків, який відрізняється тим, що ярмові балки одного ярма магнітопроводу виконані...
Електротепломеханічний пристрій для ремонту кабелів
Номер патенту: 5517
Опубліковано: 15.03.2005
Автор: Заблодський Микола Миколайович
Мітки: електротепломеханічний, кабелів, ремонту, пристрій
Формула / Реферат:
Електротепломеханічний пристрій для ремонту кабелів, що містить дві півформи, ряди індукційних котушок з осердями, змінні вкладиші, які жорстко з'єднані з півформами, натискні вузли, знімну прес-форму і знімне осердя, вузол подачі останнього у аксіальному напрямку, при цьому знімна прес-форма встановлена у порожнині півформ з можливістю переміщення повздовж поверхні їх роз'єднання, який відрізняється тим, що осердя індукційних котушок...
Вулканізатор для ремонту кабелів
Номер патенту: 945
Опубліковано: 15.12.1993
Автори: Волощенко Микола Іванович, Заблодський Юрій Петрович, Сєров Віктор Іванович, Войтенко Валерій Іванович, Лейвиков Володимир Єфімович, Шакула Микола Максимович
МПК: H02G 1/00
Мітки: вулканізатор, кабелів, ремонту
Формула / Реферат:
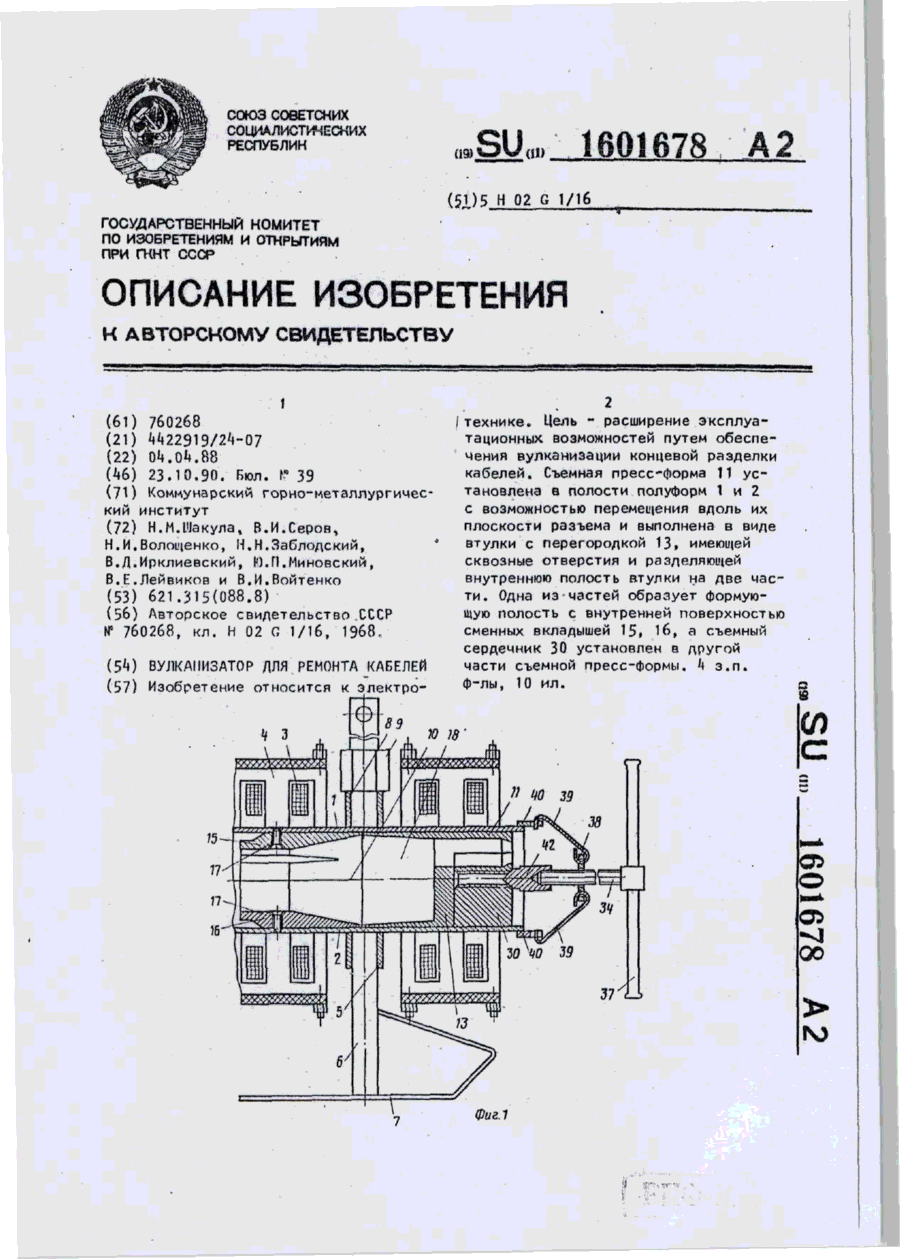
Ф о р м у л а и з о б р е т е н и я 1. Вулканизатор для ремонта кабелей по авт. св. № 760268, о т л и ч а ю щ и й с я тем, что, с целью расширения эксплуатационных возможностей путем обеспечения вулканизации концевой разделки кабелей, вулканизатор дополнительно снабжен съемной пресс-формой, съемным сердечником и узлом подачи последнего в осевом направлении, съемная пресс-форма установлена в полости полуформ с возможностью перемещения...
Індукційний перетворювач вітрової енергії в теплову
Номер патенту: 771
Опубліковано: 15.03.2001
Автори: Жарков Віктор Якович, Лисенко Юлія Анатолівна, Овчаров Володимир Васильович
МПК: F03D 7/06
Мітки: енергії, теплову, перетворювач, вітрової, індукційний
Формула / Реферат:
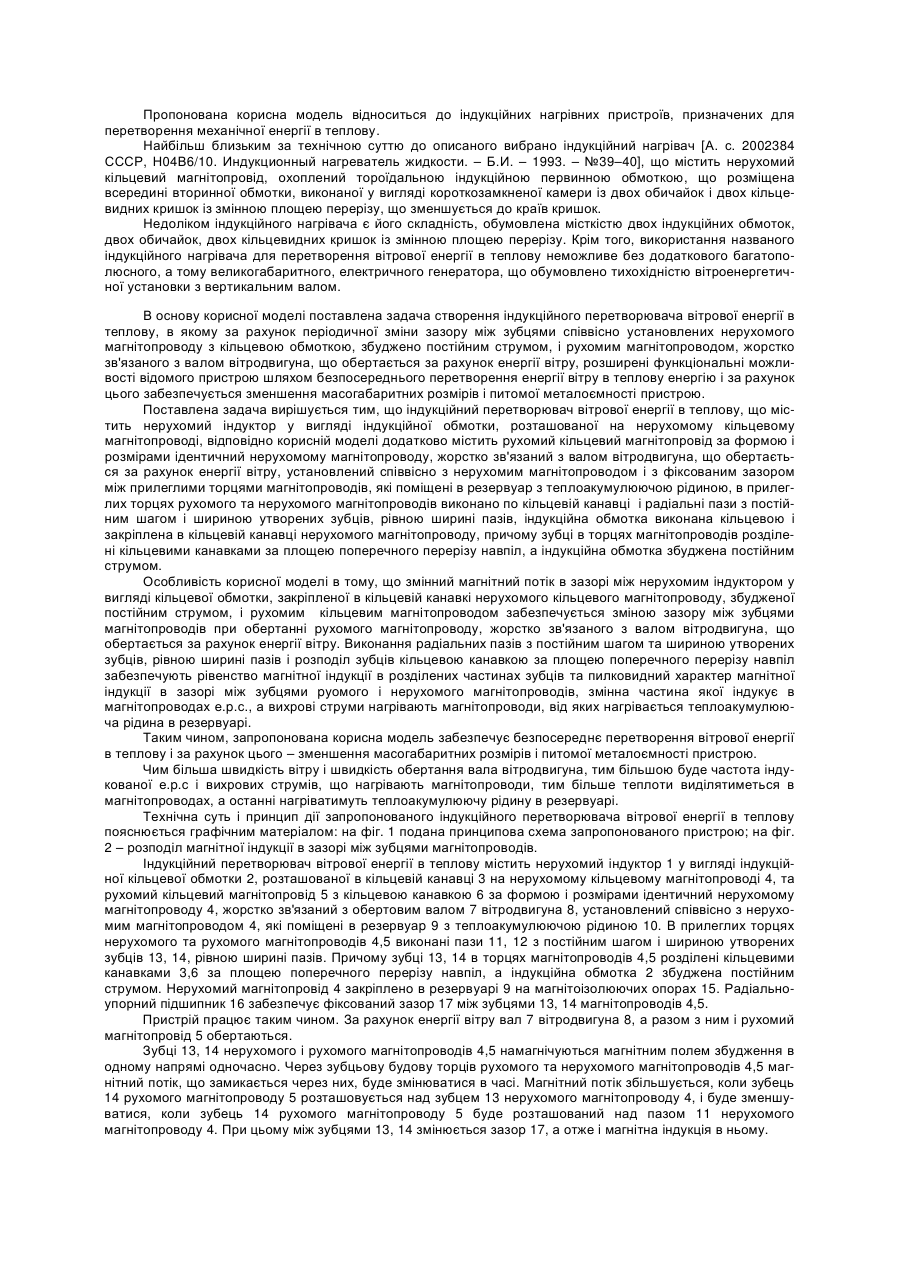
індукційний перетворювач вітрової енергії в теплову, що містить нерухомий індуктор в вигляді індукційно! обмотки, розташованої на нерухомому кільцевому магнітопроводі, який відрізняється тим, що додатково містить рухомий кільцевий магнітопровід, за формою і розмірами ідентичний нерухомому магнітопроводу, жорстко зв'язаний з валом вітродвигуна, установлений співвісно з нерухомим магнітопроводом і з фіксованим зазором між прилеглими...
Індукційний апарат

Номер патенту: 16185
Опубліковано: 29.08.1997
Автор: Савченко Анатолій Іванович
МПК: H01F 27/02
Мітки: апарат, індукційний
Формула / Реферат:
Индукционный аппарат, содержащий высоковольтный ввод, соединенный с отводом обмотки, барьерную изоляцию вокруг погруженной в аппарат части ввода, состоящую из двух соосных изоляционных барьеров, внутренний из которых короче наружного, отличающийся тем, что, с целью снижения материалоемкости и трудоемкости, внутренний барьер имеет форму усеченного конуса, меньшим основанием обращенного к отводу обмотки.
Попередній патент: Робочий орган культиватора
Наступний патент: Спосіб виготовлення полімерної оболонки ізолятора
Випадковий патент: Запобіжна вибухова речовина