Електротепломеханічний пристрій для ремонту кабелів

Формула / Реферат
Електротепломеханічний пристрій для ремонту кабелів, що містить дві півформи, ряди індукційних котушок з осердями, змінні вкладиші, які жорстко з'єднані з півформами, натискні вузли, знімну прес-форму і знімне осердя, вузол подачі останнього у аксіальному напрямку, при цьому знімна прес-форма встановлена у порожнині півформ з можливістю переміщення повздовж поверхні їх роз'єднання, який відрізняється тим, що осердя індукційних котушок виконані бронестержньовими з шихтуванням пластин повздовж осі півформ, в місцях стикання яких виконані фланці, при цьому бокові стержні осердь спираються на зовнішні поверхні фланців, а протилежні індукційні котушки верхньої і нижньої півформ підключені таким чином, що їх магнітні потоки направлені узгоджено, а в місцях розміщення знімної прес-форми і знімного осердя індукційні котушки з осердями верхньої і нижньої півформ виконані у вигляді індукторів біжучого поля і містять магнітопроводи з пазами, в яких розміщені котушки двошарової обмотки трифазного струму, які створюють однонаправлені біжучі поля в верхній і нижній частинах знімної прес-форми, в півформах на внутрішній поверхні виконані повздовжні зубці, а повздовж вертикальної осі - отвори, в яких розміщені зубці магнітопроводів, при цьому індуктори біжучого поля жорстко закріплені на півформах і відділені від знімної прес-форми немагнітним зазором, а знімна прес-форма і знімне осердя виконані феромагнітними, при цьому знімна прес-форма забезпечена направляючими пазами, в яких містяться повздовжні направляючі зубці півформ.
Текст
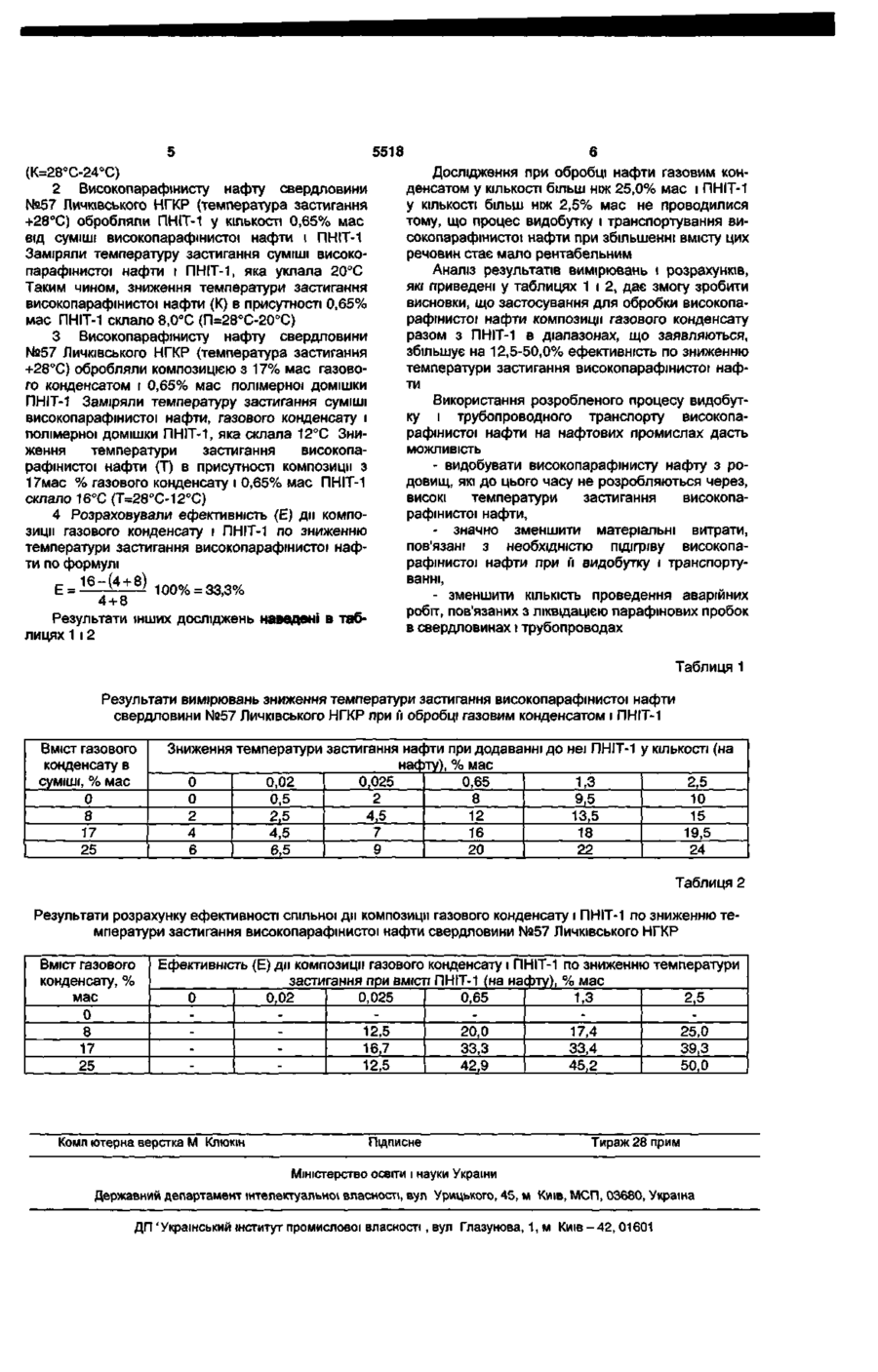
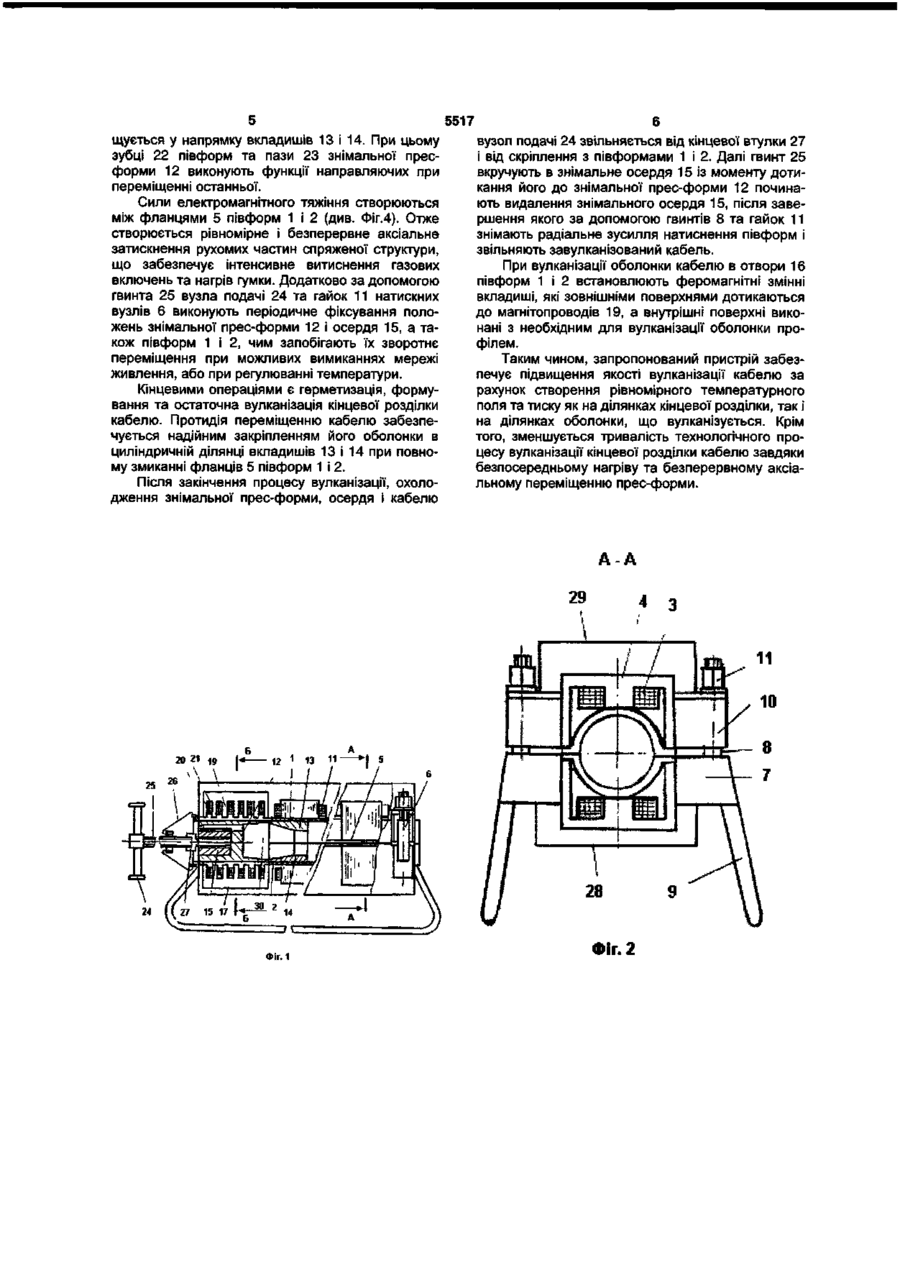
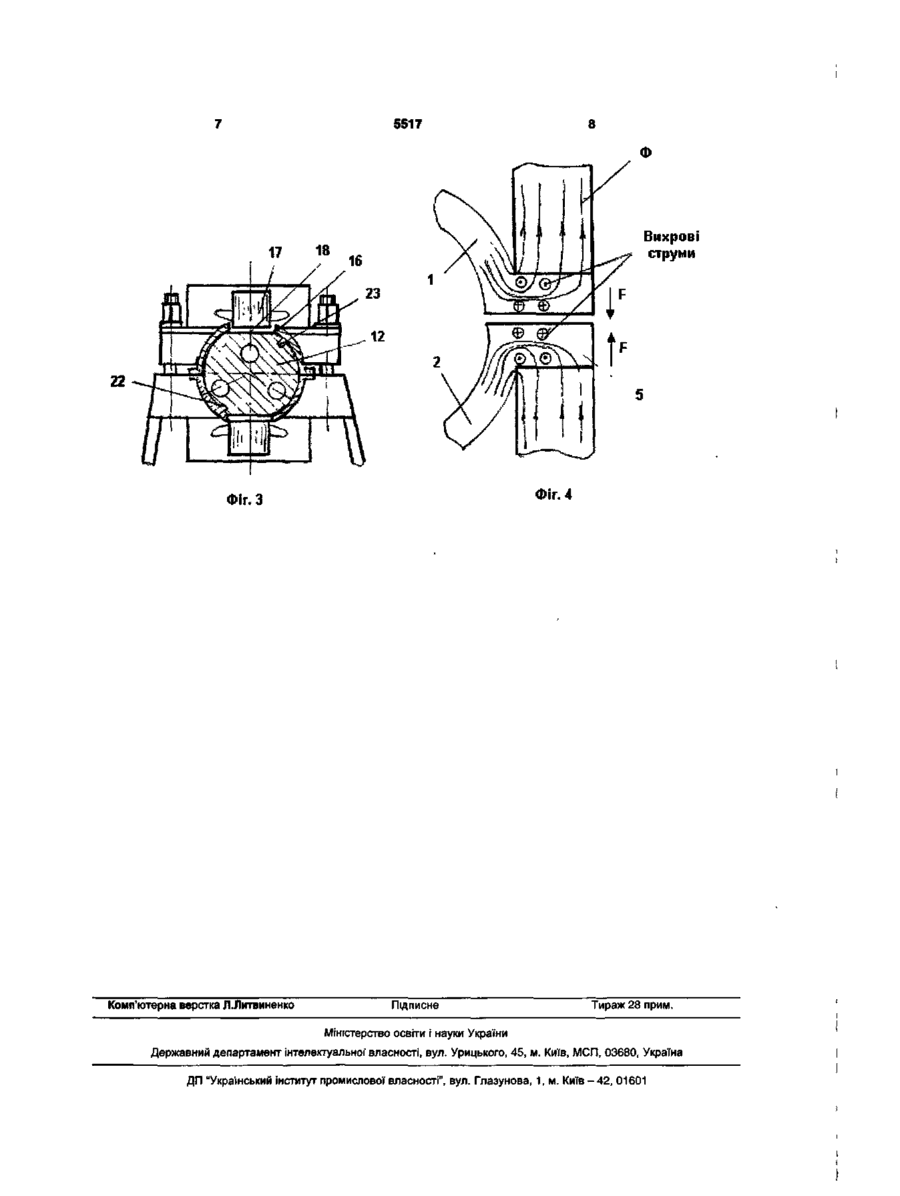
Електротепломеханічний пристрій для ремонту кабелів, що містить дві півформи, ряди індукційних котушок з осердями, змінні вкладиші, які жорстко з'єднані з півформами, натискні вузли, знімну прес-форму і знімне осердя, вузол подачі останнього у аксіальному напрямку, при цьому знімна прес-форма встановлена у порожнині півформ з можливістю переміщення повздовж поверхні їх роз'єднання, який відрізняється тим, що осердя індукційних котушок виконані бронестержньовими з шихтуванням пластин повздовж осі півформ, в місцях стикання яких виконані фланці, при цьому бокові стержні осердь спираються на зовнішні поверхні фланців, а протилежні індукційні ко тушки верхньої і нижньої півформ підключені таким чином, що їх магнітні потоки направлені узгоджено, а в місцях розміщення знімної пресформи і знімного осердя індукційні котушки з осердями верхньої і нижньої півформ виконані у вигляді індукторів біжучого поля і містять магнітопроводи з пазами, в яких розміщені котушки двошарової обмотки трифазного струму, які створюють однонаправлені біжучі поля в верхній і нижній частинах знімної прес-форми, в півформах на внутрішній поверхні виконані повздовжні зубці, а повздовж вертикальної осі - отвори, в яких розміщені зубці магнітопроводів, при цьому індуктори біжучого поля жорстко закріплені на півформах і відділені від знімної прес-форми немагнітним зазором, а знімна прес-форма і знімне осердя виконані феромагнітними, при цьому знімна пресформа забезпечена направляючими пазами, в яких містяться повздовжні направляючі зубці півформ. Корисна модель відноситься до електротехніки, а саме до монтажу та ремонту силових кабелів, зокрема до пристроїв для відновлення ізоляції і кінцевої розділки кабелів. Відомий вулканізатор для ремонту кабелів, який містить дві півформи, ряди індукційних котушок з осердями, які жорстко з'єднані з півформами, принаймні один натискний вузол, знімальну прес-форму і знімальне осердя, вузол подачі останнього у аксіальному напрямку, а також змінні вкладиші, які закріплені на півформах [Патент №945 України, МПК H02G1/16, 1993, Бюл. №2]. Недолік пристрою полягає в низькій швидкості і високій нерівномірності нагріву знімальних пресформи і осердя, оскільки теплова енергія до останніх передається тільки шляхом теплопровідності від нагрітих півформ, при цьому ланцюг теплопередачі містить два повітряних зазори. Крім того, при роботі пристрою виникають перекоси півформ, які обумовлені нерівномірністю і дискретністю подачі елементів натискного вузла (ручна подача). Це знижує якість вулканізації зовнішньої оболонки кабелю та кінцевої розділки кабелів, збі льшує тривалість технологічного процесу виконання кінцевої розділки. В основу корисної моделі поставлена задача створення такого електротепломеханічного пристрою для ремонту кабелів, в якому завдяки виконанню осердя індукційних котушок бронестержньовим з шихтуванням пластин повздовж осі півформ, фланців в місцях стикання останніх з спиранням на них бокових стержнів осердів, підключенню протилежних індукційних котушок верхньої і нижньої півформ таким чином, що їх магнітні потоки направлені узгоджено, виконанню в місцях розміщення знімальної прес-форми і знімального осердя індукційних котушок з осердями у вигляді індукторів біжучого поля, новим властивостям знімальної прес-форми і знімального осердя, виконанню отворів в півформах і збуджуються вихрові струми на всій площі півформ, яку займають осердя індукційних котушок, створюються сили магнітного тяжіння між фланцями півформ, відбувається індукційний нагрів знімальної прес-форми, створюється електромагнітна сила переміщення знімальної прес-форми в аксіальному напрямку від (24)15.03.2005 Ю Ю о> 5517 взаємодії біжучого поля і вихрових струмів знімальної прес-форми, що дає можливість зниження нерівномірності температурного поля та створення рівномірного тиску на ділянці кабелю, що вулканізується, безпосередньо виділяти теплову енергію в знімальній прес-формі, завдяки чому підвищується якість вулканізації зовнішньої оболонки кабелю та кінцевої розділки кабелів, зменшується тривалість технологічного процесу виконання кінцевої розділки. Поставлене завдання вирішується тим, що електротепломеханічний пристрій для ремонту кабелів, який містить дві півформи, ряди індукційних котушок з осердями, змінні вкладиші, які жорстко з'єднані з півформами, натискні вузли, знімальну прес-форму і знімальне осердя, вузол подачі останнього у аксіальному напрямку, при цьому знімальна прес-форма встановлена у порожнині півформ з можливістю переміщення повздовж поверхні їх роз'єднання, згідно з винаходом, осердя індукційних котушок виконані бронестержньовими з шихтуванням пластин повздовж осі півформ, в місцях стикання останніх виконані фланці, при цьому бокові стержні осердів спираються на зовнішні поверхні фланців, а протилежні індукційні котушки верхньої і нижньої півформ підключені таким чином, що їх магнітні потоки направлені узгоджено, а в місцях розміщення знімальної пресформи і знімального осердя індукційні котушки з осердями верхньої і нижньої півформ виконані у вигляді індукторів біжучого поля і містять магнітопроводи з пазами, в яких розміщені котушки двошарової обмотки трифазного струму, які створюють однонаправлені біжучі поля в верхній і нижній частинах знімальної прес-форми, в півформах на внутрішній поверхні виконані повздовжні направляючі зубці, а повздовж вертикальної осі - отвори, в яких розміщені зубці магнітопроводів, при цьому індуктори біжучого поля жорстко закріплені на півформах і відділені від знімальної прес-форми немагнітним зазором, а знімальна прес-форма і знімальне осердя виконані феромагнітними, при цьому знімальна прес-форма забезпечена направляючими пазами, в яких містяться повздовжні направляючі зубці півформ. Вказана сукупність істотних ознак дозволить: - підвищити якість вулканізації оболонки кабелю шляхом створення рівномірного температурного поля та тиску на ділянці кабелю, що вулканізується за рахунок виконання осердя індукційних котушок бронестержньовими та шихтування пластин повздовж осі півформ і спирання бокових стержнів осердів на фланці півформ, а також підключенню протилежних індукційних котушок верхньої і нижньої півформ таким чином, що їх магнітні потоки направлені узгоджено; - підвищити якість вулканізації та зменшити тривалість технологічного процесу виконання кінцевої розділки кабелю шляхом створення безпосереднього індукційного нагріву знімальної пресформи та електромагнітної сили переміщення знімальної прес-форми в аксіальному напрямку за рахунок виконання в місцях розміщення знімальної прес-форми індукційних котушок у вигляді індукторів біжучого поля, нових властивостей знімальної прес-форми і знімального осердя та виконання отворів в півформах. На Фіг.1 показаний електротепломеханічний пристрій, повздовжній розріз; на Фіг.2 - розріз А-А; на Фіг.З - розріз Б-Б; на Фіг.4 - схема утворення вихрових струмів та електромагнітних сил в місцях стикання півформ. Електромеханічний пристрій містить дві півформи - верхню 1 та нижню 2, на яких розташовані ряди індукційних котушок 3 з осердями 4, які жорстко закріплені на півформах 1 і 2 та спираються боковими стержнями на фланці 5 півформ, натискний вузол 6, який складається з планок 7, що закріплені на затискних гвинтах 8, які встановлені на основі 9 біля торцевих частин півформ 1, 2 і, при необхідності, між індукційними котушками 3. Верхня півформа притискається до нижньої півформи фланцями 5 за допомогою рухомих планок 10 та гайок 11. В порожнині, яку утворюють півформи 1 і 2, встановлена знімальна прес-форма 12, змінні вкладиші 13, 14 та знімальне осердя 15. В отворах 16 півформ розташовані індуктори біжучого поля 17, які відділені від знімальної прес-форми 12 немагнітним зазором 18 і складаються з магнітопроводів 19, двошарових обмоток 20, які укладені в пази 21 магнітопроводів 19. Півформи на внутрішній поверхні забезпечені поздовжніми направляючими зубцями 22, які розміщуються в направляючих пазах 23 знімальної прес-форми 12. Пристрій містить також вузол подачі 24, що складається з гвинта 25, скоб 26, кінцевої втулки 27. Півформи 1 і 2 з рядами індукційних котушок З та індукторами біжучого поля 17 закриті захисними корпусами 28, 29. Пристрій працює таким чином. При виконанні кінцевої розділки кабелю з використанням налагоджувальних гумок підготовлений кінець кабелю ЗО встановлюється в знімальну прес-форму 12, в яку далі вводять наскільки це можливо знімальне осердя 15. Знімальна пресформа 12 разом з кабелем ЗО встановлюється на нижню півформу 2 поряд з закріпленим змінним вкладишем 14 таким чином, щоб оболонка кабелю лягла на циліндричну ділянку вкладиша 14, а кінцева розділка кабелю була повернена в бік скоб 26. Верхня півформа 1 з закріпленим знімальним вкладишем 13 опускається, при цьому за допомогою натискних вузлів 6 щільно затискується оболонка кабелю. За допомогою скоб 26 вузол подачі 24 закріплюється на півформах 1 і 2, при цьому кінцева втулка 27 щільно притиснена до знімального осердя 15. Від джерела змінного струму подається живлення до індукційних котушок 3 та індукторів біжучого поля 17. При цьому відбувається індукційний нагрів за рахунок вихрових струмів, які збуджені в півформах 1 і 2, знімальній прес-формі 12 і знімальному осерді 15. Завдяки нагріву спряженої структури, яка складається з півформ 1 і 2, змінних вкладишів 13 і 14, знімальної прес-форми 12 і знімального осердя 15, відбувається нагрів і розм'якшення невулканізованої маси гумки. Одночасно діють електромагнітні сили, створені від взаємодії біжучого магнітного поля індукторів 17 та вихрових струмів знімальної прес-форми 12, при цьому остання разом з знімальним осердям 15 перемі 5517 щується у напрямку вкладишів 13 і 14. При цьому зубці 22 півформ та пази 23 знімальної пресформи 12 виконують функції направляючих при переміщенні останньої. Сили електромагнітного тяжіння створюються між фланцями 5 півформ 1 і 2 (див. Фіг.4). Отже створюється рівномірне і безперервне аксіальне затискнення рухомих частин спряженої структури, що забезпечує інтенсивне витиснення газових включень та нагрів гумки. Додатково за допомогою гвинта 25 вузла подачі 24 та гайок 11 натискних вузлів 6 виконують періодичне фіксування положень знімальної прес-форми 12 і осердя 15, а також півформ 1 і 2, чим запобігають їх зворотнє переміщення при можливих вимиканнях мережі живлення, або при регулюванні температури. Кінцевими операціями є герметизація, формування та остаточна вулканізація кінцевої розділки кабелю. Протидія переміщенню кабелю забезпечується надійним закріпленням його оболонки в циліндричній ділянці вкладишів 13 і 14 при повному змиканні фланців 5 півформ 1 і 2. Після закінчення процесу вулканізації, охолодження знімальної прес-форми, осердя і кабелю 20 21 25 л\ 19 U 1 11 И вузол подачі 24 звільняється від кінцевої втулки 27 і від скріплення з півформами 1 і 2. Далі гвинт 25 вкручують в знімальне осердя 15 із моменту дотикання його до знімальної прес-форми 12 починають видалення знімального осердя 15, після завершення якого за допомогою гвинтів 8 та гайок 11 знімають радіальне зусилля натиснення півформ і звільняють завулканізований кабель. При вулканізації оболонки кабелю в отвори 16 півформ 1 і 2 встановлюють феромагнітні змінні вкладиші, які зовнішніми поверхнями дотикаються до магнітопроводів 19, а внутрішні поверхні виконані з необхідним для вулканізації оболонки профілем. Таким чином, запропонований пристрій забезпечує підвищення якості вулканізації кабелю за рахунок створення рівномірного температурного поля та тиску як на ділянках кінцевої розділки, так і на ділянках оболонки, що вулканізується. Крім того, зменшується тривалість технологічного процесу вулканізації кінцевої розділки кабелю завдяки безпосередньому нагріву та безперервному аксіальному переміщенню прес-форми. ! - і / іЛ 12 13 24 Фіг. 1 Фіг. 2 5517 17 Вихрові струми 18 Фіг. 4 Фіг. З Комп'ютерна верстка Л Литвиненко Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrothermomechanical device for repairing cables
Автори англійськоюZablodskyi Mykola Mykolaiovych
Назва патенту російськоюЭлектротермомеханическое устройство для ремонта кабелей
Автори російськоюЗаблодский Николай Николаевич
МПК / Мітки
Мітки: ремонту, кабелів, електротепломеханічний, пристрій
Код посилання
<a href="https://ua.patents.su/12-5517-elektroteplomekhanichnijj-pristrijj-dlya-remontu-kabeliv.html" target="_blank" rel="follow" title="База патентів України">Електротепломеханічний пристрій для ремонту кабелів</a>
Вулканізатор для ремонту кабелів
Номер патенту: 945
Опубліковано: 15.12.1993
Автори: Сєров Віктор Іванович, Заблодський Юрій Петрович, Шакула Микола Максимович, Лейвиков Володимир Єфімович, Волощенко Микола Іванович, Войтенко Валерій Іванович
МПК: H02G 1/00
Мітки: ремонту, кабелів, вулканізатор
Формула / Реферат:
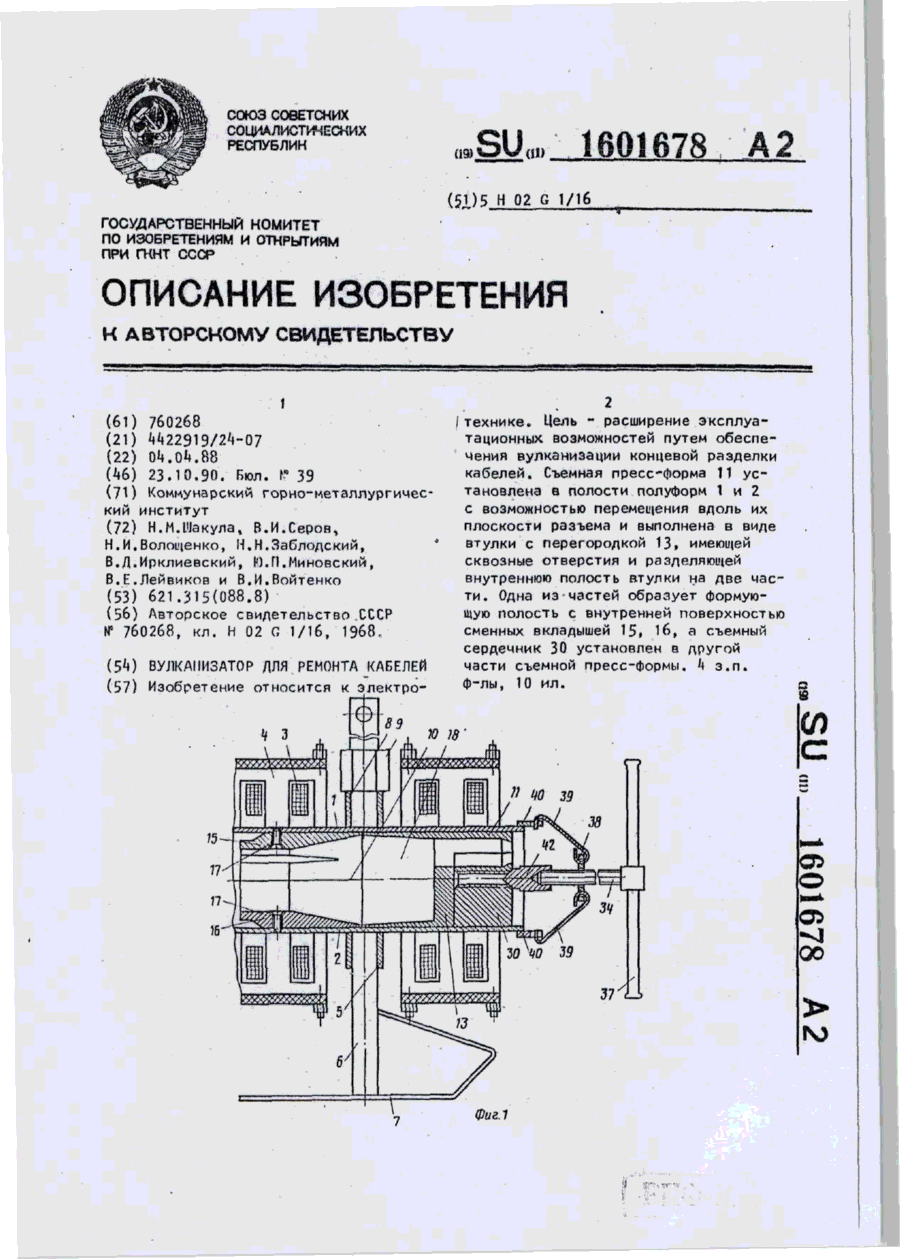
Ф о р м у л а и з о б р е т е н и я 1. Вулканизатор для ремонта кабелей по авт. св. № 760268, о т л и ч а ю щ и й с я тем, что, с целью расширения эксплуатационных возможностей путем обеспечения вулканизации концевой разделки кабелей, вулканизатор дополнительно снабжен съемной пресс-формой, съемным сердечником и узлом подачи последнего в осевом направлении, съемная пресс-форма установлена в полости полуформ с возможностью перемещения...
Пристрій для організованого розміщення комутаційних кабелів в опорній конструкції комутаційної системи
Номер патенту: 2849
Опубліковано: 16.08.2004
Автори: Ловейкин Олександр Васильович, Резніченко Петро Іванович, Сердюк Юрій Авксентійович, Солодовський Ілля Давидович
Мітки: системі, організованого, розміщення, опорний, конструкції, кабелів, комутаційних, пристрій, комутаційної
Формула / Реферат:
1. Пристрій для організованого розміщення комутаційних кабелів в опорній конструкції комутаційної системи, який має засоби для утворення множини каналів, призначених для розміщення в них комутаційних кабелів, який відрізняється тим, що згадані канали виконані з можливістю розміщення в кожному з них переважно одного складеного петлею комутаційного кабелю так, щоб обидва його кінці залишалися поза каналом, причому пристрій виконано з можливістю...
Пристрій для організованого розміщення комутаційних кабелів в опорній конструкції комутаційної системи та комутаційна система
Номер патенту: 68468
Опубліковано: 16.08.2004
Автори: Ловейкин Олександр Васильович, Солодовський Ілля Давидович, Сердюк Юрій Авксентійович, Резніченко Петро Іванович
Мітки: кабелів, пристрій, розміщення, опорний, система, організованого, комутаційна, комутаційних, системі, конструкції, комутаційної
Формула / Реферат:
1. Пристрій для організованого розміщення комутаційних кабелів в опорній конструкції комутаційної системи, який має засоби для утворення множини каналів, призначених для розміщення в них комутаційних кабелів, який відрізняється тим, що згадані канали виконані з можливістю розміщення в кожному з них переважно одного складеного петлею комутаційного кабелю так, щоб обидва його кінці залишалися поза каналом, причому пристрій виконано з можливістю...
Ізоляційний наповнювач для герметизації кабелів та спосіб з’єднання електричних кабелів
Номер патенту: 31561
Опубліковано: 15.12.2000
Автори: Колосюк Володимир Петрович, Сеплярський Данило Григорович, Овсянніков Олександр Іванович, Бродська Зінаїда Мойсеївна, Жидовець Віктор Дмитрович, Костенко Микола Васильович, Коптіков Віктор Павлович
МПК: H02G 1/00, C07C 409/00, H01B 3/02, C01B 33/12, C08L 33/00
Мітки: спосіб, наповнювач, герметизації, електричних, ізоляційний, з'єднання, кабелів
Текст:
...кварц пиловидний. Всі використані компоненти випускаються вітчизняною промисловістю марки "технічний", крім диметиланіліну - марки "ч.д.а.". Суміші одержували змішуванням компонентів. Окремо змішували сухі і рідкі компоненти. І суміш (суха): сополімер вінілхлориду з вінілацетатом, перекис бензоїлу та кварц пиловидний. Суміш І перемішують у змішувачі швидкісного типу 8-12 хвилин. - 7 II суміш (ртдка): олігоефіракрилат, метилметакрилат,...
Пристрій для утримування кабелів під постійним повітряним надлишковим тиском
Номер патенту: 59869
Опубліковано: 15.09.2003
Автори: Вещев Олег Анатолійович, Малєєв Олександр Олександрович, Маринченко Віталій Іванович, Медяновський Юрій Миколайович
МПК: B01D 53/04, H02G 1/00
Мітки: пристрій, тиском, постійним, надлишковим, кабелів, утримування, повітряним
Формула / Реферат:
1. Пристрій для утримування кабелів під постійним повітряним надлишковим тиском, що містить послідовно з'єднані між собою компресор, теплообмінник, відокремлювач вологи, адсорбер, підключений до виходу адсорбера зворотний клапан, до виходу якого приєднані основний ресивер, вимірювач тиску у цьому ресивері з керуючим пристроєм і знижувальний редуктор із приєднаним до нього вихідним вентилем, а також приєднаний до виходу адсорбера дросель, до...
Попередній патент: Пристрій ковбасенка в.м. і кацарського с.м. для знекровлення дрібної рогатої худоби
Наступний патент: Гідромоніторна установка
Випадковий патент: Багатошарова термозварювана рукавна плівка, придатна як упаковка й оболонка для м'яса, м'яса з кістками і пастоподібних харчових продуктів, і пакет, виготовлений з неї