Винна пробка, спосіб виготовлення та лінія для її виготовлення
Номер патенту: 75553
Опубліковано: 17.04.2006
Автори: Ліпатов Олександр Федорович, Ткаченко Сергій Іванович, Сімутін Сергій Миколайович
Формула / Реферат
1. Винна пробка з полімерних матеріалів, що виконана циліндричної форми, та складається з двох шарів, у вигляді полімерної пористої композиції та зовнішньої, полімерної оболонки, яка відрізняється тим, що геометричні розміри пробок по діаметру складають 19-30 мм, а по довжині 30-50 мм, при цьому перший внутрішній полімерний пористий шар має структуру щільністю щонайменше 0,15 г/см3, з рівнорозподіленими замкненими вічками розміром щонайменше 10 мікрон, та складається щонайменше на 90 % з відомого екструзійного поліетилену високого тиску (LDPE) та щонайменше з 1 %, щонайменше однієї модифікаційної добавки, та щонайменше з одного типу співполімера етилену з вінілацетатом або термопластичного еластомера, та щонайменше з однієї хімічної полімерної спінюючої добавки-концентрата або щонайменше з одного фізичного рідинного газоутворювача, тобто спінюючого агента, а другий шар виконаний в вигляді полімерної, еластичної, гладкої оболонки, має щільність щонайменше 0,8 г/см3 та товщину не більше 1,5 мм, та виконана з можливістю спаювання на межі з пористою внутрішньою структурою.
2. Винна пробка за п. 1, яка відрізняється тим, що оболонка складається з поліетилену високого тиску (LDPE) з доданням щонайменше 5 % співполімеру етилену з вінілацетатом або з композицій термопластичних еластомерів.
3. Винна пробка за п. 1, яка відрізняється тим, що виконанна з можливістю нанесення малюнка та/або логотипа на поверхні пробки, який має щонайменше один колір.
4. Лінія для виробництва винних пробок з полімерних матеріалів, яка містить екструдерну установку, яка складається з станини, на якій розміщенні щонайменше два екструдери у вигляді черв’ячного преса, кожний з яких має незалежний індивідуальний двигун, які обертають шнеки в циліндрах екструдерів, отвори для завантаження полімерного матеріалу, ділянку охолодження, у вигляді ванни охолодження, і далі базовий модуль, який об’єднує тягнучий пристрій, та пристрій різання повздовжнього виробу на частки необхідної довжини, і транспортер, яка відрізняється тим, що головний екструдер виконаний у вигляді черв’ячного преса з відношенням довжини до діаметра шнека не менше 36:1, і з можливістю готування розплаву полімеру для внутрішнього пористого шару пробки, при цьому і головний, і допоміжний екструдер закріплені в одній горизонтальній площині на станині розміром щонайменше 80x100x120 см, на якій також розмішені температурні датчики, для контролю фактичної температури розігріву внутрішньої порожнини екструдера на усіх його ділянках, а показання висвітлюються на пульті керування з цифровими індикаторами, а на виході екструдерів присутні щонайменше два дозуючі пристрої, виконані в вигляді майстер-бачків з індивідуальними двигунами для обертання дозуючих шнеків майстер-бачків, які закріплені поверх головного екструдера так, щоб вихідні отвори майстер-бачків співпадали з отвором для завантаження полімерного матеріалу та/або модифікаційних добавок, а на головному екструдері передбачений окрім цього отвір з форсункою, яка виконана з можливістю введення під тиском всередину екструдера спінюючого агента за допомогою насоса, який закріплений на станині збоку і з’єднаний арматурою живлення з ємністю, що містить рідинний спінюючий агент, та з отвором з форсункою на головному екструдері, на виході якого встановлена насадка у вигляді сопла довжиною щонайменше 100 мм, зовнішнім діаметром не більше ніж 10 мм, і внутрішнім діаметром не більше ніж 3 мм, для просування суміші розплаву полімерного матеріалу, модифікаційних добавок і спінюючого агента у формуючий модуль, до якого підведена трубка для подачі розплаву з допоміжного екструдера, який виконаний з можливістю формування з полімерного матеріалу зовнішньої оболонки пробки, при цьому калібрувальний пристрій закріплений на виході формуючого модуля та перед ванною охолодження, яка розміщена поруч з станиною на відстані не більше ніж 100 мм від калібрувального пристрою.
5. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що циліндри і шнеки виконані з високоякісної, жаростійкої сталі, з можливістю подальшого насичення її поверхні азотом і загартування.
6. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що цилiндр головного екструдера має розміри у спiввiдношеннi довжини і свого внутрiшнього дiаметра щонайменше 36:1, а допомiжний - щонайменше 20:1, а дiаметри шнека обох екструдерiв виконані однаковими або є рiзницею щонайменше 36 мм.
7. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що конструкцiя шнека головного екструдера по всiй довжинi, вiдповiдно до розташування температурних зон, виконана з рiзним поперечним перерiзом канавок, причому в зонi попереднього розiгрiву поперечний перерiз шнека та об’єм його спiральних канавок i зазор мiж стiнкою цилiндра та гребнем шнека залишені майже незмiнним, а в зонi стиску - довжиною щонайменше 100 мм, об’єм спiральних канавок в поперечному перерiзi зменшений щонайменше в 2 рази, причому в зонi перегрібання на шнеку виконаний цилiндричний перегрібач довжиною щонайменше 100 мм, але не бiльше чотирьох дiаметрiв шнека, з поверхнею у виглядi рядка щонайменше з 10 шестерен, на вiдстанi щонайменше 3 мм одна від одної, з плоским зубом, дiаметром вiдповiдно шнека та висотою зуба щонайменше 3 мм, а в реактивнiй зонi, довжиною щонайменше 100 мм, та в зонi стабiлiзацiї, довжиною щонайменше 200 мм, шнек знову виконаний з спiральними канавками з поступовим збiльшенням об’єму канавок шнека щонайменше удвiчi до самого виходу з цилiндра, при цьому дiаметр шнека і зазор живлення мiж шнеком i стiнкою цилiндра залишені незмiнними по всiй довжинi цилiндра, а на виходi з цилiндра головного екструдера закрiплене сопло з болтовим з’єднанням.
8. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що допомiжний екструдер виконаний у виглядi черв’ячного преса з зовнiшнiми джерелами розiгрiву та охолодження, поперечний перерiз канавок шнека по всiй довжинi цилiндра збiльшений поступово i незначно, щонайменше у 1,5 рази по всiй довжинi цилiндра, а дiаметр шнека і зазор живлення мiж шнеком i стiнкою цилiндра залишений незмiнним по всiй довжинi цилiндра, причому на виходi цилiндра закрiплена металева гнута трубка довжиною щонайменше 200 мм, дiаметром щонайменше 15 мм, та внутрiшнiм отвором щонайменше 5 мм, i її другий кінець, який з’єднаний з вхiдним отвором на корпусi формуючого модуля, причому отвір з’єднаний з гвинтовими канавками дорна.
9. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що формуючий модуль закрiплений зварюванням на трубцi вiд допомiжного екструдера, насаджений на сопло головного екструдера таким чином, що сопло пронизує дорн та кiльцевий зазор по їх загальнiй oci так, що кінець сопла виходить за кiльцеву щiлину щонайменше на 5 мм.
10. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що формуючий модуль складений з конусоподiбного дорна з гвинтовими канавками та кiльцевої щiлини дiаметром не більше ніж 14 мм, товщиною не більше ніж 1,5 мм, яка утворена на виходi дорна, причому дорн i кiльцева щiлина розмiщені по однiй oci i утворюють загальний внутрiшнiй отвір по oci дорна i кiльця для розмiщення усерединi сопла.
11. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що калiбрувальний пристрiй має комплект змiнних калiбрувальних трубок, якi вiдповiдаютъ за дiаметром асортименту винних пробок.
12. Спосіб виготовлення винної пробки з полімерних матеріалів, який включає утворення першого внутрішнього шару у вигляді полімерної спіненої пористої маси та другого зовнішнього шару в вигляді полімерної еластичної гладкої оболонки та покривання її спіненою пористою масою, встановлення геометричного розміру, забарвлення та друкування малюнка та/або логотипа на поверхні оболонки, та розрізання за геометричним розміром, який відрізняється тим, що утворення першого внутрішнього шару в вигляді полімерної спіненої пористої маси здійснюють шляхом завантаження суміші розплаву полімерного матеріалу, модифікаційних добавок і спінюючого агента в головний екструдер, а утворення другого зовнішнього шару в вигляді полімерної еластичної гладкої оболонки здійснюють шляхом завантаження полімерної суміші та модифікаційних добавок в додатковий екструдер, з можливістю спаювання зазначених шарів в формуючому модулі на виході обох екструдерів у двошаровий профіль, встановлення геометричного розміру профілю здійснюють шляхом калібрування в пристрої для калібрування, де його також попередньо охолоджують, після чого профіль остаточно охолоджують в ванні для охолодження та висушують на виході з вани потужним струменем повітря.
13. Спосіб за п. 12, який відрізняється тим, що для спінювання поліетилену використовують щонайменше одну хімічну полімерну спінювальну добавку-концентрат або щонайменше один фізичний рідинний газоутворювач (спінювальний агент з низькою точкою кипіння щонайменше -30◦С).
14. Спосіб за п. 12, який відрізняється тим, що одночасно завантажують у вхідний отвір додакового екструдера попередньо підготовлену суміш поліетилену із співполімером етилену з вінілацетатом та іншими модифікаційними добавками або використовують гранулят щонайменше одного з термопластичних еластомерів.
Текст
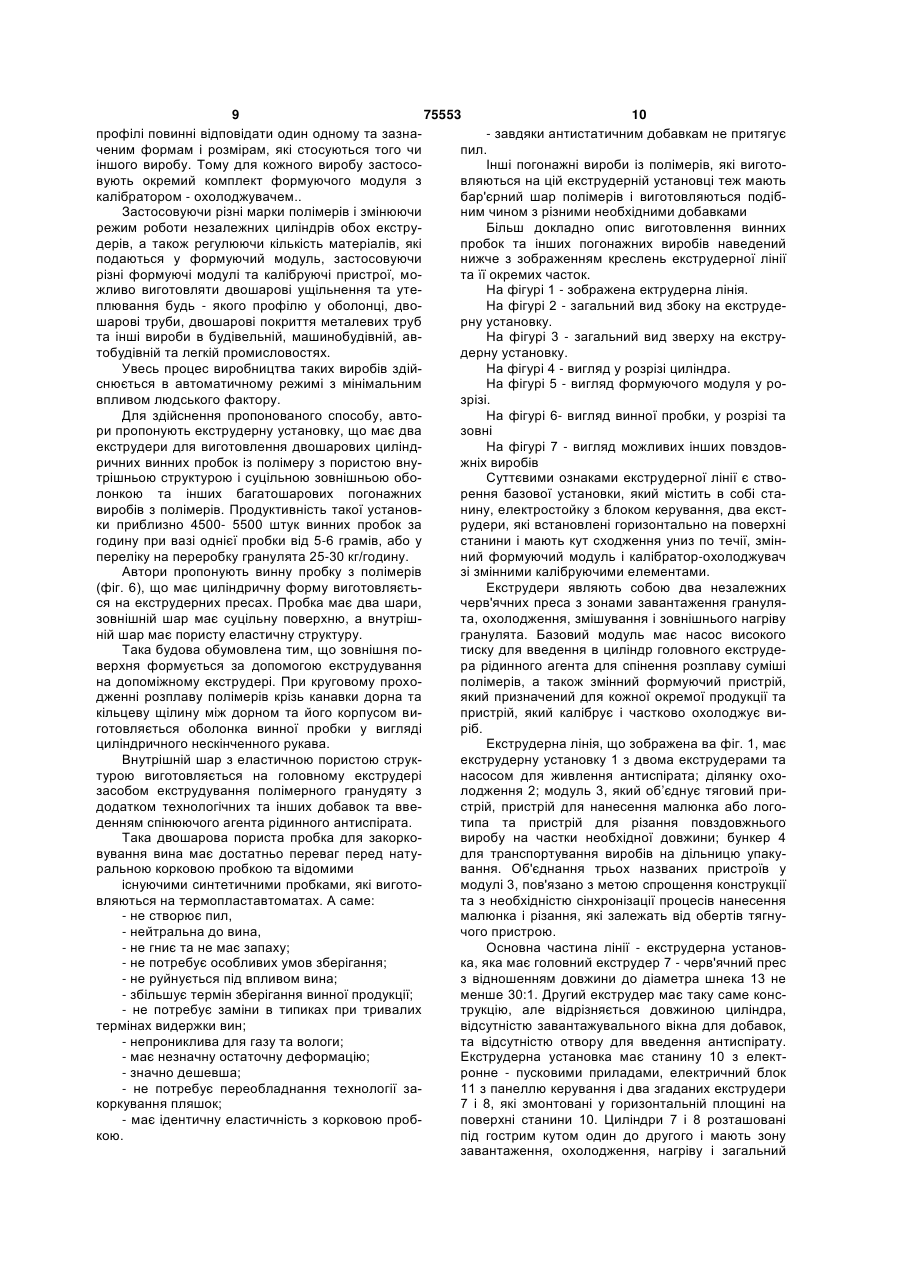
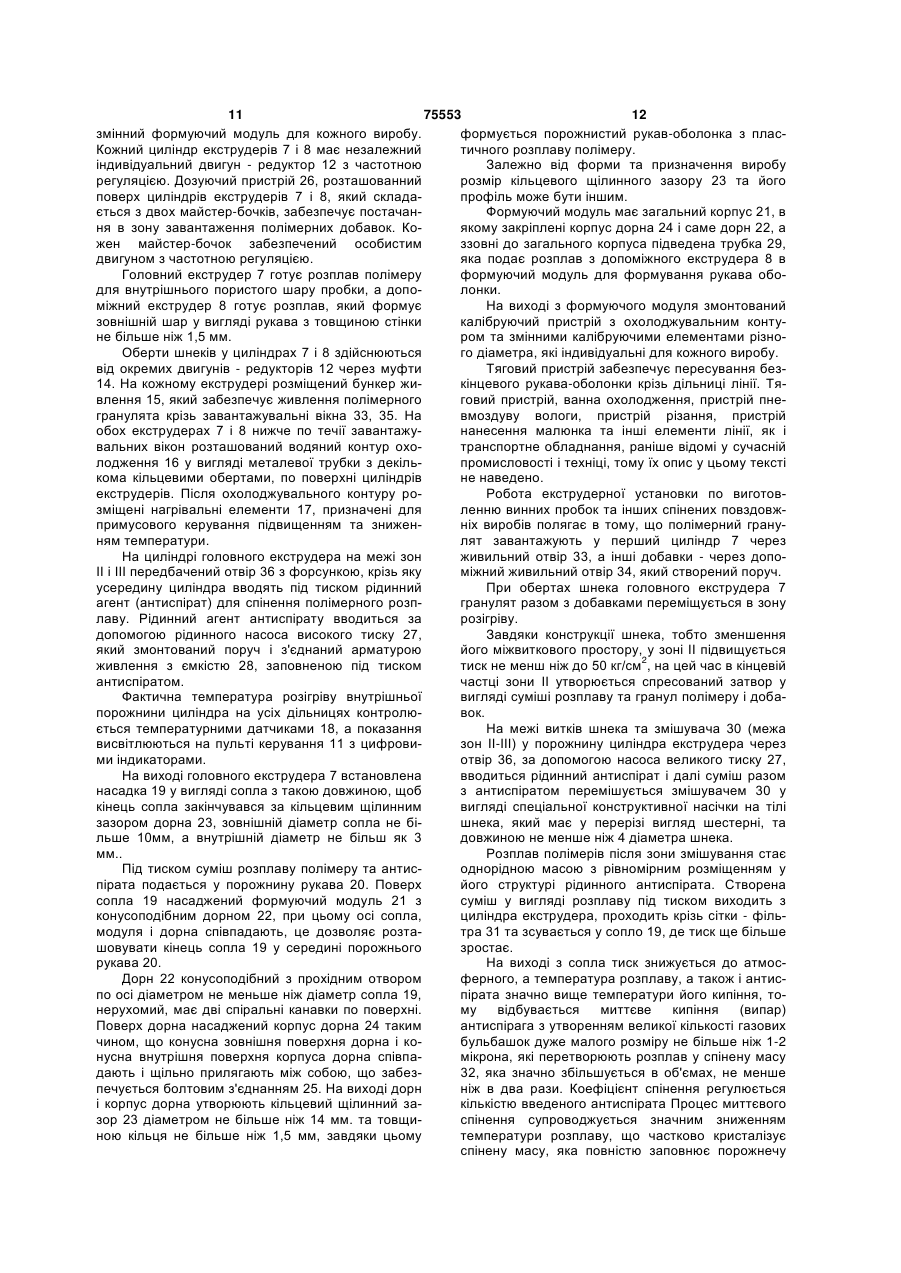
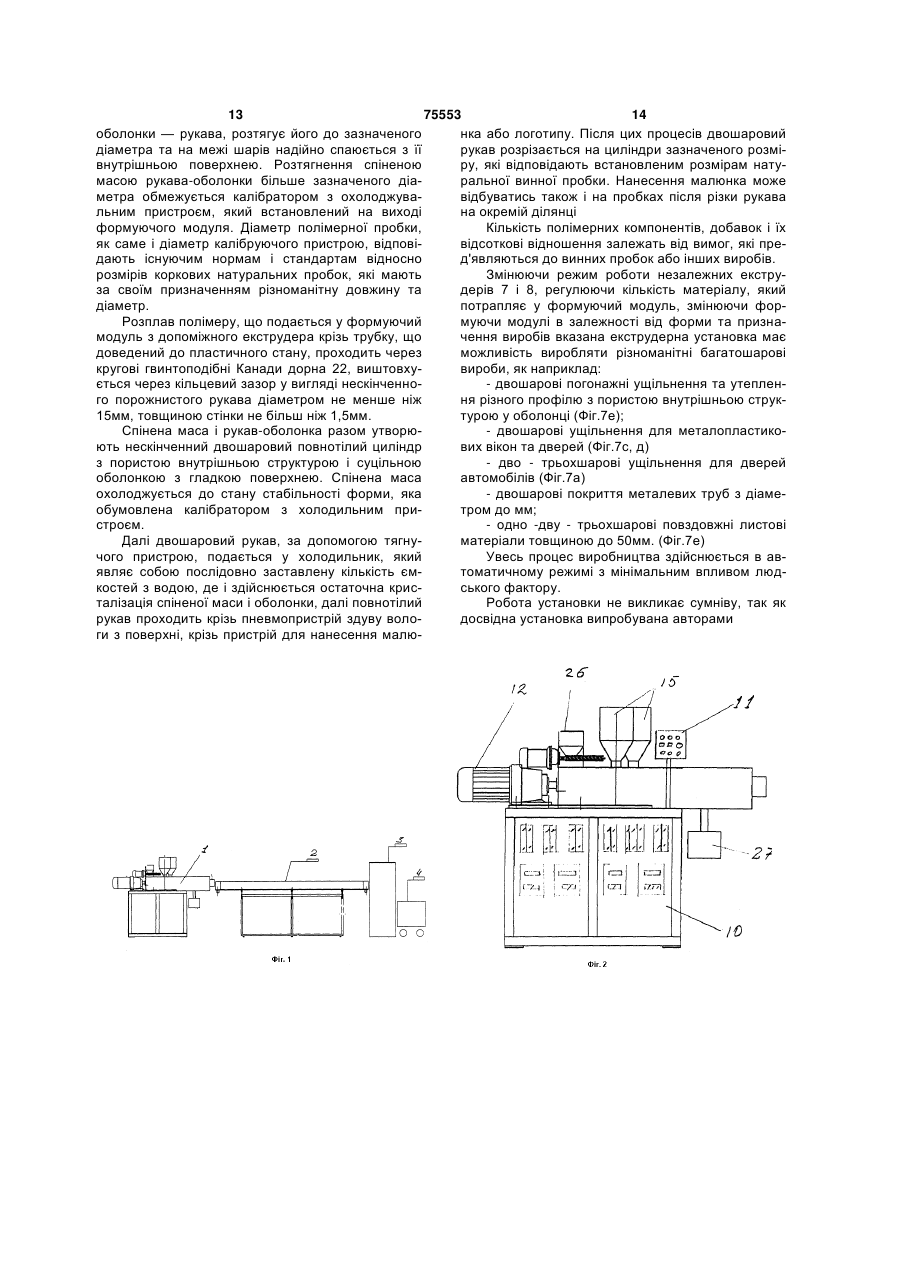
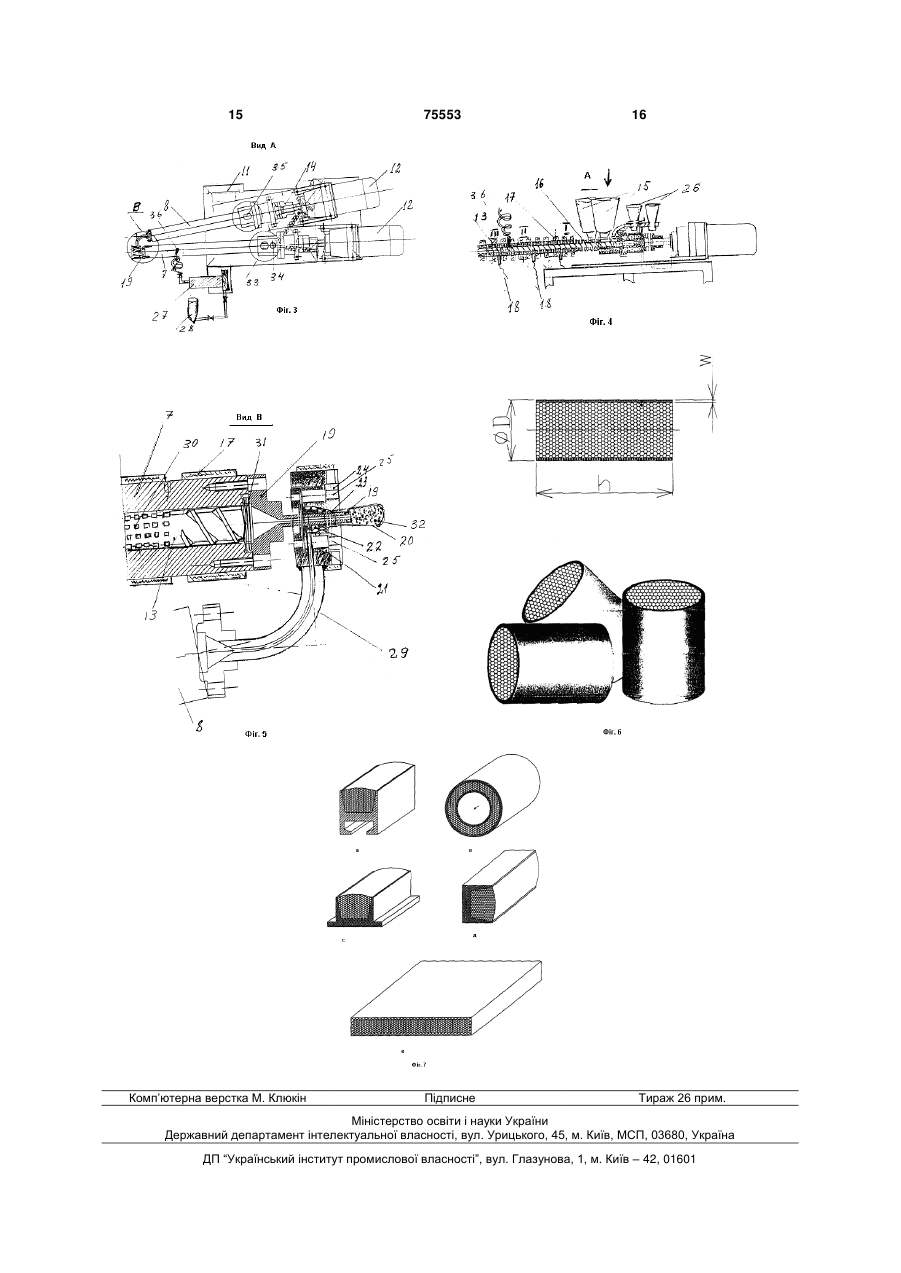
1. Винна пробка з полімерних матеріалів, що виконана циліндричної форми, та складається з двох шарів, у вигляді полімерної пористої композиції та зовнішньої, полімерної оболонки, яка відрізняється тим, що геометричні розміри пробок по діаметру складають 19-30 мм, а по довжині 30-50 мм, при цьому перший внутрішній полімерний пористий шар має структуру щільністю щонайменше 0,15 г/см3, з рівнорозподіленими замкненими вічками розміром щонайменше 10 мікрон, та складається щонайменше на 90 % з відомого екструзійного поліетилену високого тиску (LDPE) та щонайменше з 1 %, щонайменше однієї модифікаційної добавки, та щонайменше з одного типу співполімера етилену з вінілацетатом або термопластичного еластомера, та щонайменше з однієї хімічної полімерної спінюючої добавкиконцентрата або щонайменше з одного фізичного рідинного газоутворювача, тобто спінюючого агента, а другий шар виконаний в вигляді полімерної, еластичної, гладкої оболонки, має щільність щонайменше 0,8 г/см3 та товщину не більше 1,5 мм, та виконана з можливістю спаювання на межі з пористою внутрішньою структурою. 2. Винна пробка за п. 1, яка відрізняється тим, що оболонка складається з поліетилену високого тиску (LDPE) з доданням щонайменше 5 % співполімеру етилену з вінілацетатом або з композицій термопластичних еластомерів. 3. Винна пробка за п. 1, яка відрізняється тим, що виконанна з можливістю нанесення малюнка та/або логотипа на поверхні пробки, який має щонайменше один колір. 2 (19) 1 3 75553 4 го матеріалу зовнішньої оболонки пробки, при 9. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що формуючий модуль зацьому калібрувальний пристрій закріплений на виході формуючого модуля та перед ванною охокрiплений зварюванням на трубцi вiд допомiжного лодження, яка розміщена поруч з станиною на екструдера, насаджений на сопло головного екствідстані не більше ніж 100 мм від калібрувального рудера таким чином, що сопло пронизує дорн та пристрою. кiльцевий зазор по їх загальнiй oci так, що кінець 5. Лінія для виробництва винних пробок за п. 4, яка сопла виходить за кiльцеву щiлину щонайменше відрізняється тим, що циліндри і шнеки виконані на 5 мм. з високоякісної, жаростійкої сталі, з можливістю 10. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що формуючий модуль подальшого насичення її поверхні азотом і загартування. складений з конусоподiбного дорна з гвинтовими 6. Лінія для виробництва винних пробок за п. 4, яка канавками та кiльцевої щiлини дiаметром не більвідрізняється тим, що цилiндр головного екструше ніж 14 мм, товщиною не більше ніж 1,5 мм, яка дера має розміри у спiввiдношеннi довжини і свого утворена на виходi дорна, причому дорн i кiльцева внутрiшнього дiаметра щонайменше 36:1, а дощiлина розмiщені по однiй oci i утворюють загальпомiжний - щонайменше 20:1, а дiаметри шнека ний внутрiшнiй отвір по oci дорна i кiльця для обох екструдерiв виконані однаковими або є розмiщення усерединi сопла. рiзницею щонайменше 36 мм. 11. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що калiбрувальний при7. Лінія для виробництва винних пробок за п. 4, яка відрізняється тим, що конструкцiя шнека головстрiй має комплект змiнних калiбрувальних трубок, ного екструдера по всiй довжинi, вiдповiдно до якi вiдповiдаютъ за дiаметром асортименту винних розташування температурних зон, виконана з пробок. рiзним поперечним перерiзом канавок, причому в 12. Спосіб виготовлення винної пробки з полімерзонi попереднього розiгрiву поперечний перерiз них матеріалів, який включає утворення першого шнека та об’єм його спiральних канавок i зазор мiж внутрішнього шару у вигляді полімерної спіненої стiнкою цилiндра та гребнем шнека залишені майпористої маси та другого зовнішнього шару в виже незмiнним, а в зонi стиску - довжиною щонайгляді полімерної еластичної гладкої оболонки та менше 100 мм, об’єм спiральних канавок в попепокривання її спіненою пористою масою, встановречному перерiзi зменшений щонайменше в 2 лення геометричного розміру, забарвлення та рази, причому в зонi перегрібання на шнеку викодрукування малюнка та/або логотипа на поверхні наний цилiндричний перегрібач довжиною щонайоболонки, та розрізання за геометричним розміром, який відрізняється тим, що утворення перменше 100 мм, але не бiльше чотирьох дiаметрiв шнека, з поверхнею у виглядi рядка щонайменше з шого внутрішнього шару в вигляді полімерної спі10 шестерен, на вiдстанi щонайменше 3 мм одна неної пористої маси здійснюють шляхом від одної, з плоским зубом, дiаметром вiдповiдно завантаження суміші розплаву полімерного матешнека та висотою зуба щонайменше 3 мм, а в реріалу, модифікаційних добавок і спінюючого агента активнiй зонi, довжиною щонайменше 100 мм, та в в головний екструдер, а утворення другого зовнізонi стабiлiзацiї, довжиною щонайменше 200 мм, шнього шару в вигляді полімерної еластичної глашнек знову виконаний з спiральними канавками з дкої оболонки здійснюють шляхом завантаження поступовим збiльшенням об’єму канавок шнека полімерної суміші та модифікаційних добавок в щонайменше удвiчi до самого виходу з цилiндра, додатковий екструдер, з можливістю спаювання при цьому дiаметр шнека і зазор живлення мiж зазначених шарів в формуючому модулі на виході шнеком i стiнкою цилiндра залишені незмiнними по обох екструдерів у двошаровий профіль, встановвсiй довжинi цилiндра, а на виходi з цилiндра голення геометричного розміру профілю здійснюють ловного екструдера закрiплене сопло з болтовим шляхом калібрування в пристрої для калібрування, з’єднанням. де його також попередньо охолоджують, після 8. Лінія для виробництва винних пробок за п. 4, яка чого профіль остаточно охолоджують в ванні для відрізняється тим, що допомiжний екструдер виохолодження та висушують на виході з вани потуконаний у виглядi черв’ячного преса з зовнiшнiми жним струменем повітря. 13. Спосіб за п. 12, який відрізняється тим, що джерелами розiгрiву та охолодження, поперечний перерiз канавок шнека по всiй довжинi цилiндра для спінювання поліетилену використовують щозбiльшений поступово i незначно, щонайменше у найменше одну хімічну полімерну спінювальну 1,5 рази по всiй довжинi цилiндра, а дiаметр шнека добавку-концентрат або щонайменше один фізичі зазор живлення мiж шнеком i стiнкою цилiндра ний рідинний газоутворювач (спінювальний агент з залишений незмiнним по всiй довжинi цилiндра, низькою точкою кипіння щонайменше -30◦С). 14. Спосіб за п. 12, який відрізняється тим, що причому на виходi цилiндра закрiплена металева гнута трубка довжиною щонайменше 200 мм, одночасно завантажують у вхідний отвір додакодiаметром щонайменше 15 мм, та внутрiшнiм вого екструдера попередньо підготовлену суміш отвором щонайменше 5 мм, i її другий кінець, який поліетилену із співполімером етилену з вінілацез’єднаний з вхiдним отвором на корпусi формуютатом та іншими модифікаційними добавками або чого модуля, причому отвір з’єднаний з гвинтовивикористовують гранулят щонайменше одного з ми канавками дорна. термопластичних еластомерів. 5 Винахід належить до полімерних пробок, які застосовуються в харчовій промисловості насамперед для закорковування вина у скляних пляшках та інших рідин харчового призначення, крім олійних. Винахід належить до способу та до обладнання, на якому виготовляють винні пробки. Винна пробка , які автори пропонують у цьому опису, виготовляються з полімерів і тільки методом екструзії. Закорковування вина натуральними корковими пробками має вікову традицію, як надійніший спосіб збереження та видержки вина. Але поряд з цим, велика кількість вина псується з причин недостатньої якості коркової пробки. Коркові пробки мають суттєві недоліки, які при різних обставинах впливають на якість закоркованого вина, а саме: - створюється пил, який при закорковуванні вина потрапляє всередину пляшки; - пробка зазнає гноїння, кришиться, руйнується, гнійний запах пробки впливає на первинний аромат вина; - тріщини та виїмки на поверхні пробки приховують бактерії та мікроорганізми, які потрапляють у вино та зброджують його; - хімічні розчини та клеї, які застосовують при технологічній обробці сировини та виготовленні пробок з агломерату, можуть впливати на якість вина та здоров'я людини; - великий відсоток псування вина з причини неякісної пробки, принаймні 10 % від загального світового виробництва вина; - обмежений строк придатності та зберігання потребує особливих умов зберігання при визначеній вологості. А також: - дуже тривала та складна технологія підготовки коркової сировини; - обмежені можливості збільшення зростання та розповсюдження коркових дерев у світі з кліматичних умов; - зростання цін на коркову сировину; - висока ціна на якісну пробку; - значна частка вартості пробки у вартості пляшки вина; Всі вищевказані причини, а також постійне збільшення у світі виробництва вина, зменшення кількості якісної коркової пробки, зростання цін на натуральні коркові пробки, спонукали авторів розробити технологію та обладнання для виробництва винної пробки з полімерів, яка б як найближче відповідала властивостям натуральної коркової пробки і одночасно усунула б її недоліки. Переробка полімерів методом екструзії здійснюється на спеціальних машинах -екструдерах. Виробничі лінії з використанням екструдерів відрізняються універсальністю та високою якістю одержаної продукції. Кожний окремий виріб з полімерів має свої особливості, що потребує специфічної конструкції екструдера та всієї виробничої лінії. Відомий спосіб виготовлення винних пробок, що утворюються завдяки обертам вертикального шпинделя від електродвигуна (див. авт. свід. СРСР № 152539, кл. В67В 01/00;1963). Але такий спосіб не можливо застосувати для виготовлення пористої циліндричної пробки в обо 75553 6 лонці, так само як і повздовжні багатошарові об'ємні вироби з полімерів. Відомий спосіб виробництва спіненого поліефіру, що включає екструзію вихідного поліефірного матеріалу за допомогою двошнекового екструдера, який виготовлений з двома шнеками, що взаємопронизуються та з співвідношенням осьового інтервалу до діаметра від 0,6 до 0,8 (див. опис до патенту на винахід України № 46905 МПК 6 В29С44/52; 2002). Але такий спосіб не можливо застосувати для виготовлення винних пористих пробок в оболонці, інших повздовжніх багатошарових виробів, тому що не можливо отримати різну контрольовану щільність у різних шарах виробу. Відома лінія для виробництва повздовжніх виробів з полімернаповнених матеріалів, яка містить станину, на якій у технологічній послідовності змонтовані і зв'язані між собою екструзивна головка, що має черв'ячний прес, живильник та намотувальний пристрій; станина пристрою має додатково щонайменш одну екструзивну головку, яка оснащена черв'ячним пресом і живильником (див. опис до деклараційного патенту на винахід України № 63832А, МПК 7В29С 47/00; 2000). Але така виробнича лінія не призначена для виготовлення двошарових виробів і її не можливо застосувати для виготовлення повздовжніх двошарових виробів. Відомий спосіб виготовлення екструдованого виробу, в якому матеріал, що підлягає екструдуванню у вигляді порошку, кульок або гранул, подають у пристрій для виготовлення виробу через один або декілька живильних пристроїв у робочу порожнину, що складається з об'ємів канавок у роторі, причому поперечний переріз згаданої порожнини зменшують принаймні частково безперервно уздовж осі пристрою, а фрикційне нагрівання, що викликане зсувом, розплавляє частину матеріалу і створює масу, що складається з нерозплавлених часток і деякої кількості розплаву, який оточує частки, до того ж маса обумовлює формування робочої порожнини (див. опис до патенту України №46100, МПК 6 В29С47/3 8,2002). Пристрій, який виготовлений за зазначеним способом, містить принаймні один ротор, один статор з зазором живлення між ними, при цьому ротор і статор виконані конусоподібними, а поперечний переріз зустрічних канавок зменшується по суті рівномірно до кінця зони зсуву. Але такий спосіб і пристрій для його здійснення не дозволяє отримати двошарову спінену пробку та забезпечити різну щільність виробів у розрізі, тобто у поперечному розрізі щільність отриманого виробу повинна бути однакова. Найбільш близькою за технічною суттю до запропонованого технічного рішення є лінія для виготовлення погонажних виробів з полімернаповнених матеріалів (заявка Японії №51-750, МПК В24Д в 3/28-1976 р), що містить розплавлювач полімерного матеріалу, який з'єднано за допомогою розпдавоороводу з екструдером - змішувачем, обладнаним живильником наповнювача, а також формувачем, охолоджувачем, тягнучим та різальним пристроями. 7 75553 8 Порівняно з прототипом запропонована лінія об'ємах, не менш ніж в два рази від об'єму розпдозволяє виготовляти різні двошарові та багатолаву. Коефіцієнт спінення регулюється кількістю шарові вироби з різною щільністю будь - якого введеного антиспірата. профілю. Процес миттєвого спінення супроводжується Спосіб вироблення винних пробок циліндричшвидким зниженням температури розплаву, що ної форми, що виготовляються з пластика з порисчастково кристалізує спінену масу, яка повністю тою внутрішньою оболонкою та шагах багатошазаповнює порожнечу оболонки — рукава, розтягує рових повздовжніх виробів з полімерів, полягає у його до зазначеного діаметра та на межі шарів застосуванні екструзії полімерного гранулята з надійно спаюється з її внутрішньою поверхнею. додаванням різних полімерних та технологічних Розтягнення спіненою масою рукава-оболонки добавок у екструзивний пристрій, який забезпечує більш зазначеного діаметра обмежується калібраіндивідуальну підготовку і формування кожного тором з охолоджувальним пристроєм, який всташарута з'єднання, цих шарів у загальному форновлений на виході формуючого модуля. муючому модулі В якості добавок використовують Спосіб пропонований авторами полягає в тобарвник - концентрат, пластикатор та інші техному, що циліндр допоміжного екструдера забезпелогічні добавки у визначеному співвідношенні. чує подання до формуючого модулю однорідного Агентом для спінення використовують рідинні атирозплаву полімера. для формування рукаваспірати з температурою кипіння значно нижчою від оболонки для спіненої маси. Полімерний гранулят температури плавлення застосованого полімеру. у чистому вигляді або у суміші з необхідними доСпосіб полягає у тому, що полімерний гранудатками (барвник, пластикатор та інше) заванталят у чистому вигляді завантажують у порожнину жують у порожнину циліндра допоміжного декголовного циліндра екструдера з живильного бунструдера з живильного бункера 1 через кера через завантажувальне вікно, а необхідні завантажувальне вікно, у циліндрі суміш перемідобавки завантажують у окреме вікно за допомошується і пересувається шнеком у східчасту зону гою майстер-бочків. У циліндрі головного екструпримусового розігріву. У зоні розігріву суміш передера у зоні І полімер перемішується з добавками і творюється у розплав і по з'єднальній трубці надпересувається шнеком у східчасту зону примусоходить до формуючого модулю. У формуючому вого розігріву. У зоні розігріву II, де температура не модулі розплав, який досягає пластичного стану, менше 140°С, суміш перетворюється у розплав. проходять через гвинтоподібні канали дорна та По течії пересування суміші поперечний переріз кільцеву щілину і виштовхується у вигляді нескінканавок шнека у зоні II зменшується поступово, так ченного порожнистого рукава діаметром не менше що на межі ІІ і III зон тиск досягає щонайменш 50 як 15 мм і товщиною стінки не більше ніж 1,5 мм. 2 кг/см , і на цій ділянці утворюється так званий заНа виході з сопла, під дією ефекту миттєвого твор. Рідинний агент для спінення вводиться чеспінювання антиспірата, спінена пориста маса рез отвір на межі цих зон перед змішувачем. Порозширюється та заповнює рукав - оболонку, який дачу рідинного агента забезпечує насос великого формується саме тим формуючим модулем. Тобто тиску, який дозовано під тиском, що найменш дорн, який формує рукав, нанизаний на сопло, 50кг/см 2, вводить усередину головного циліндра кінець якого розташований у внутрішній порожнині екструдера антиспірат. Спресована маса у вигляді цього рукава. Завдяки калібратору, який знахосуміші розплаву і гранул наприкінці зони ІІ, протидиться поруч і є продовженням формуючого модудіє просуванню антиспірату в зону завантаження ля, спінена маса не роздуває рукав більш, ніж потгранулята та примушує зміщуватись його разом з рібний діаметральний розмір. розплавом у зону змішування.. Завдяки тиску у Калібратор частково охолоджує оболонку., яка середині екструдера, температура кипіння ангаспісля цього вже самостійно стримує розширення пірату збільшується, що дає можливість провести, спіненої пористої маси, та рукав залишається у при достатньо високих температурах, змішування фіксованому розмірі. Завдяки ще достатньо висорозплаву полімеру і добавок з рідинним антиспіракій температурі та однорідній молекулярній структом на молекулярному рівні. У зоні змішування турі спіненої маси і оболонки, обидва шари уздовж тиск зменшується, але рівень тиску такий що всієї поверхні, якої вони торкаються, надійно зціпстримує кипіння антиспірата. люються. Далі за змішувачем конструкція шнека знову Спінена маса і рукав після калібрування за запереходить у виткову і тиск знову зростає. Розпзначеним діаметром та охолодження, створюють лав полімерів після зони змішування стає однорідразом еластичний повнотілий двошаровий поною масою з рівномірним розподілом у його струквздовжній циліндр, який розрізають на окремі частурі рідинного антиспірата. Створена суміш у тки за потрібним розміром, який відповідає станвигляді розплаву під тиском виходить з циліндру дартам до натуральних коркових пробок. екструдера, проходить крізь фільтр та зсувається Зовнішній шар є захисним до внутрішньої поверхні у сопло, де тиск ще більше зростає. пробки, та забезпечує ідеальну гладку бокову поНа виході з сопла тиск знижується до атмосверхню пробки, на якій при необхідності можливо ферного, а температура розплаву, а також і антиснанести кольоровий малюнок та/або логотип випірата значно вище температури його кипіння, торобника вина. му відбувається миттєве кипіння (випар) Форма кінцевого виробу у поперечному переантиспірата з утворенням великої кількості газових різі залежить від профілю щілинного зазору між затворених бульбашок дуже малого розміру не дерном та його корпусом та від встановленого більш ніж 100-150 мікрон, які перетворюють розппрофілю колібруючого пристрою, який калібрує лав у спінену масу, яка значно збільшується в виріб і надає йому остаточну форму. Обидва ці 9 75553 10 профілі повинні відповідати один одному та зазна- завдяки антистатичним добавкам не притягує ченим формам і розмірам, які стосуються того чи пил. іншого виробу. Тому для кожного виробу застосоІнші погонажні вироби із полімерів, які виготовують окремий комплект формуючого модуля з вляються на цій екструдерній установці теж мають калібратором - охолоджувачем.. бар'єрний шар полімерів і виготовляються подібЗастосовуючи різні марки полімерів і змінюючи ним чином з різними необхідними добавками режим роботи незалежних циліндрів обох екструБільш докладно опис виготовлення винних дерів, а також регулюючи кількість матеріалів, які пробок та інших погонажних виробів наведений подаються у формуючий модуль, застосовуючи нижче з зображенням креслень екструдерної лінії різні формуючі модулі та калібруючі пристрої, мота її окремих часток. жливо виготовляти двошарові ущільнення та утеНа фігурі 1 - зображена ектрудерна лінія. плювання будь - якого профілю у оболонці, двоНа фігурі 2 - загальний вид збоку на екструдешарові труби, двошарові покриття металевих труб рну установку. та інші вироби в будівельній, машинобудівній, авНа фігурі 3 - загальний вид зверху на екструтобудівній та легкій промисловостях. дерну установку. Увесь процес виробництва таких виробів здійНа фігурі 4 - вигляд у розрізі циліндра. снюється в автоматичному режимі з мінімальним На фігурі 5 - вигляд формуючого модуля у ровпливом людського фактору. зрізі. Для здійснення пропонованого способу, автоНа фігурі 6- вигляд винної пробки, у розрізі та ри пропонують екструдерну установку, що має два зовні екструдери для виготовлення двошарових циліндНа фігурі 7 - вигляд можливих інших повздовричних винних пробок із полімеру з пористою внужніх виробів трішньою структурою і суцільною зовнішньою обоСуттєвими ознаками екструдерної лінії є стволонкою та інших багатошарових погонажних рення базової установки, який містить в собі ставиробів з полімерів. Продуктивність такої установнину, електростойку з блоком керування, два екстки приблизно 4500- 5500 штук винних пробок за рудери, які встановлені горизонтально на поверхні годину при вазі однієї пробки від 5-6 грамів, або у станини і мають кут сходження униз по течії, змінпереліку на переробку гранулята 25-30 кг/годину. ний формуючий модуль і калібратор-охолоджувач Автори пропонують винну пробку з полімерів зі змінними калібруючими елементами. (фіг. 6), що має циліндричну форму виготовляєтьЕкструдери являють собою два незалежних ся на екструдерних пресах. Пробка має два шари, черв'ячних преса з зонами завантаження гранулязовнішній шар має суцільну поверхню, а внутрішта, охолодження, змішування і зовнішнього нагріву ній шар має пористу еластичну структуру. гранулята. Базовий модуль має насос високого Така будова обумовлена тим, що зовнішня потиску для введення в циліндр головного екструдеверхня формується за допомогою екструдування ра рідинного агента для спінення розплаву суміші на допоміжному екструдері. При круговому прохополімерів, а також змінний формуючий пристрій, дженні розплаву полімерів крізь канавки дорна та який призначений для кожної окремої продукції та кільцеву щілину між дорном та його корпусом випристрій, який калібрує і частково охолоджує виготовляється оболонка винної пробки у вигляді ріб. циліндричного нескінченного рукава. Екструдерна лінія, що зображена ва фіг. 1, має Внутрішній шар з еластичною пористою струкекструдерну установку 1 з двома екструдерами та турою виготовляється на головному екструдері насосом для живлення антиспірата; ділянку охозасобом екструдування полімерного гранудяту з лодження 2; модуль 3, який об’єднує тяговий придодатком технологічних та інших добавок та ввестрій, пристрій для нанесення малюнка або логоденням спінюючого агента рідинного антиспірата. типа та пристрій для різання повздовжнього Така двошарова пориста пробка для закорковиробу на частки необхідної довжини; бункер 4 вування вина має достатньо переваг перед натудля транспортування виробів на дільницю упакуральною корковою пробкою та відомими вання. Об'єднання трьох названих пристроїв у існуючими синтетичними пробками, які виготомодулі 3, пов'язано з метою спрощення конструкції вляються на термопластавтоматах. А саме: та з необхідністю сінхронізації процесів нанесення - не створює пил, малюнка і різання, які залежать від обертів тягну- нейтральна до вина, чого пристрою. - не гниє та не має запаху; Основна частина лінії - екструдерна установ- не потребує особливих умов зберігання; ка, яка має головний екструдер 7 - черв'ячний прес - не руйнується під впливом вина; з відношенням довжини до діаметра шнека 13 не - збільшує термін зберігання винної продукції; менше 30:1. Другий екструдер має таку саме конс- не потребує заміни в типиках при тривалих трукцію, але відрізняється довжиною циліндра, термінах видержки вин; відсутністю завантажувального вікна для добавок, - непрониклива для газу та вологи; та відсутністю отвору для введення антиспірату. - має незначну остаточну деформацію; Екструдерна установка має станину 10 з елект- значно дешевша; ронне - пусковими приладами, електричний блок - не потребує переобладнання технології за11 з панеллю керування і два згаданих екструдери коркування пляшок; 7 і 8, які змонтовані у горизонтальній площині на - має ідентичну еластичність з корковою пробповерхні станини 10. Циліндри 7 і 8 розташовані кою. під гострим кутом один до другого і мають зону завантаження, охолодження, нагріву і загальний 11 75553 12 змінний формуючий модуль для кожного виробу. формується порожнистий рукав-оболонка з пласКожний циліндр екструдерів 7 і 8 має незалежний тичного розплаву полімеру. індивідуальний двигун - редуктор 12 з частотною Залежно від форми та призначення виробу регуляцією. Дозуючий пристрій 26, розташованний розмір кільцевого щілинного зазору 23 та його поверх циліндрів екструдерів 7 і 8, який складапрофіль може бути іншим. ється з двох майстер-бочків, забезпечує постачанФормуючий модуль має загальний корпус 21, в ня в зону завантаження полімерних добавок. Коякому закріплені корпус дорна 24 і саме дорн 22, а жен майстер-бочок забезпечений особистим ззовні до загального корпуса підведена трубка 29, двигуном з частотною регуляцією. яка подає розплав з допоміжного екструдера 8 в Головний екструдер 7 готує розплав полімеру формуючий модуль для формування рукава ободля внутрішнього пористого шару пробки, а дополонки. міжний екструдер 8 готує розплав, який формує На виході з формуючого модуля змонтований зовнішній шар у вигляді рукава з товщиною стінки калібруючий пристрій з охолоджувальним контуне більше ніж 1,5 мм. ром та змінними калібруючими елементами різноОберти шнеків у циліндрах 7 і 8 здійснюються го діаметра, які індивідуальні для кожного виробу. від окремих двигунів - редукторів 12 через муфти Тяговий пристрій забезпечує пересування без14. На кожному екструдері розміщений бункер жикінцевого рукава-оболонки крізь дільниці лінії. Тявлення 15, який забезпечує живлення полімерного говий пристрій, ванна охолодження, пристрій пнегранулята крізь завантажувальні вікна 33, 35. На вмоздуву вологи, пристрій різання, пристрій обох екструдерах 7 і 8 нижче по течії завантажунанесення малюнка та інші елементи лінії, як і вальних вікон розташований водяний контур охотранспортне обладнання, раніше відомі у сучасній лодження 16 у вигляді металевої трубки з декільпромисловості і техніці, тому їх опис у цьому тексті кома кільцевими обертами, по поверхні циліндрів не наведено. екструдерів. Після охолоджувального контуру роРобота екструдерної установки по виготовзміщені нагрівальні елементи 17, призначені для ленню винних пробок та інших спінених повздовжпримусового керування підвищенням та зниженніх виробів полягає в тому, що полімерний грануням температури. лят завантажують у перший циліндр 7 через На циліндрі головного екструдера на межі зон живильний отвір 33, а інші добавки - через допоII і III передбачений отвір 36 з форсункою, крізь яку міжний живильний отвір 34, який створений поруч. усередину циліндра вводять під тиском рідинний При обертах шнека головного екструдера 7 агент (антиспірат) для спінення полімерного розпгранулят разом з добавками переміщується в зону лаву. Рідинний агент антиспірату вводиться за розігріву. допомогою рідинного насоса високого тиску 27, Завдяки конструкції шнека, тобто зменшення який змонтований поруч і з'єднаний арматурою його міжвиткового простору, у зоні II підвищується живлення з ємкістю 28, заповненою під тиском тиск не менш ніж до 50 кг/см2, на цей час в кінцевій антиспіратом. частці зони II утворюється спресований затвор у Фактична температура розігріву внутрішньої вигляді суміші розплаву та гранул полімеру і добапорожнини циліндра на усіх дільницях контролювок. ється температурними датчиками 18, а показання На межі витків шнека та змішувача 30 (межа висвітлюються на пульті керування 11 з цифровизон ІІ-ІІІ) у порожнину циліндра екструдера через ми індикаторами. отвір 36, за допомогою насоса великого тиску 27, На виході головного екструдера 7 встановлена вводиться рідинний антиспірат і далі суміш разом насадка 19 у вигляді сопла з такою довжиною, щоб з антиспіратом перемішується змішувачем 30 у кінець сопла закінчувався за кільцевим щілинним вигляді спеціальної конструктивної насічки на тілі зазором дорна 23, зовнішній діаметр сопла не бішнека, який має у перерізі вигляд шестерні, та льше 10мм, а внутрішній діаметр не більш як 3 довжиною не менше ніж 4 діаметра шнека. мм.. Розплав полімерів після зони змішування стає Під тиском суміш розплаву полімеру та антисоднорідною масою з рівномірним розміщенням у пірата подається у порожнину рукава 20. Поверх його структурі рідинного антиспірата. Створена сопла 19 насаджений формуючий модуль 21 з суміш у вигляді розплаву під тиском виходить з конусоподібним дорном 22, при цьому осі сопла, циліндра екструдера, проходить крізь сітки - фільмодуля і дорна співпадають, це дозволяє розтатра 31 та зсувається у сопло 19, де тиск ще більше шовувати кінець сопла 19 у середині порожнього зростає. рукава 20. На виході з сопла тиск знижується до атмосДорн 22 конусоподібний з прохідним отвором ферного, а температура розплаву, а також і антиспо осі діаметром не меньше ніж діаметр сопла 19, пірата значно вище температури його кипіння, тонерухомий, має дві спіральні канавки по поверхні. му відбувається миттєве кипіння (випар) Поверх дорна насаджений корпус дорна 24 таким антиспірага з утворенням великої кількості газових чином, що конусна зовнішня поверхня дорна і кобульбашок дуже малого розміру не більше ніж 1-2 нусна внутрішня поверхня корпуса дорна співпамікрона, які перетворюють розплав у спінену масу дають і щільно прилягають між собою, що забез32, яка значно збільшується в об'ємах, не менше печується болтовим з'єднанням 25. На виході дорн ніж в два рази. Коефіцієнт спінення регулюється і корпус дорна утворюють кільцевий щілинний закількістю введеного антиспірата Процес миттєвого зор 23 діаметром не більше ніж 14 мм. та товщиспінення супроводжується значним зниженням ною кільця не більше ніж 1,5 мм, завдяки цьому температури розплаву, що частково кристалізує спінену масу, яка повністю заповнює порожнечу 13 75553 14 оболонки — рукава, розтягує його до зазначеного нка або логотипу. Після цих процесів двошаровий діаметра та на межі шарів надійно спаюється з її рукав розрізається на циліндри зазначеного розмівнутрішньою поверхнею. Розтягнення спіненою ру, які відповідають встановленим розмірам натумасою рукава-оболонки більше зазначеного діаральної винної пробки. Нанесення малюнка може метра обмежується калібратором з охолоджувавідбуватись також і на пробках після різки рукава льним пристроєм, який встановлений на виході на окремій ділянці формуючого модуля. Діаметр полімерної пробки, Кількість полімерних компонентів, добавок і їх як саме і діаметр калібруючого пристрою, відповівідсоткові відношення залежать від вимог, які предають існуючим нормам і стандартам відносно д'являються до винних пробок або інших виробів. розмірів коркових натуральних пробок, які мають Змінюючи режим роботи незалежних екструза своїм призначенням різноманітну довжину та дерів 7 і 8, регулюючи кількість матеріалу, який діаметр. потрапляє у формуючий модуль, змінюючи форРозплав полімеру, що подається у формуючий муючи модулі в залежності від форми та признамодуль з допоміжного екструдера крізь трубку, що чення виробів вказана екструдерна установка має доведений до пластичного стану, проходить через можливість виробляти різноманітні багатошарові кругові гвинтоподібні Канади дорна 22, виштовхувироби, як наприклад: ється через кільцевий зазор у вигляді нескінченно- двошарові погонажні ущільнення та утепленго порожнистого рукава діаметром не менше ніж ня різного профілю з пористою внутрішньою струк15мм, товщиною стінки не більш ніж 1,5мм. турою у оболонці (Фіг.7е); Спінена маса і рукав-оболонка разом утворю- двошарові ущільнення для металопластикоють нескінченний двошаровий повнотілий циліндр вих вікон та дверей (Фіг.7с, д) з пористою внутрішньою структурою і суцільною - дво - трьохшарові ущільнення для дверей оболонкою з гладкою поверхнею. Спінена маса автомобілів (Фіг.7а) охолоджується до стану стабільності форми, яка - двошарові покриття металевих труб з діамеобумовлена калібратором з холодильним притром до мм; строєм. - одно -дву - трьохшарові повздовжні листові Далі двошаровий рукав, за допомогою тягнуматеріали товщиною до 50мм. (Фіг.7е) чого пристрою, подається у холодильник, який Увесь процес виробництва здійснюється в авявляє собою послідовно заставлену кількість ємтоматичному режимі з мінімальним впливом людкостей з водою, де і здійснюється остаточна крисського фактору. талізація спіненої маси і оболонки, далі повнотілий Робота установки не викликає сумніву, так як рукав проходить крізь пневмопристрій здуву володосвідна установка випробувана авторами ги з поверхні, крізь пристрій для нанесення малю 15 Комп’ютерна верстка М. Клюкін 75553 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWine plug, method and production line for its production
Автори англійськоюTkachenko Serhii Ivanovych
Назва патенту російськоюВинная пробка, способ изготовления и линия для ее изготовления
Автори російськоюТкаченко Сергей Иванович
МПК / Мітки
МПК: B29C 47/00, B67B 1/00
Мітки: виготовлення, спосіб, пробка, лінія, винна
Код посилання
<a href="https://ua.patents.su/8-75553-vinna-probka-sposib-vigotovlennya-ta-liniya-dlya-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Винна пробка, спосіб виготовлення та лінія для її виготовлення</a>
Металева пробка для скляних пляшок з напоями
Номер патенту: 2158
Опубліковано: 17.11.2003
Автори: Ельдарханов Тімур Аднановіч, Ельдарханов Аднан Саідовіч, Ельдарханова Іріна Борісовна
МПК: B65D 51/24
Мітки: пляшок, напоями, пробка, скляних, металева
Формула / Реферат:
Металева пробка для скляних пляшок з напоями, що містить під пробкою монету, яка за розмірами не перевищує діаметр пробки, не перешкоджає герметичному закупорюванню пляшки і визначає розмір знижки при покупці, покриту матеріалом-ущільнювачем.
Пробка для пляшки
Номер патенту: 8212
Опубліковано: 15.07.2005
Автор: Прозумєнщіков Андрєй Борісовіч
МПК: B65D 39/00, B67B 1/00
Формула / Реферат:
1. Пробка для пляшки, що містить ковпачок з циліндричною юбкою і різзю на зовнішній бічній поверхні, кришку з різзю на внутрішній бічній поверхні і знімний затвор, яка відрізняється тим, що на внутрішній бічній поверхні ковпачка закріплений за допомогою перемичок розтинач у вигляді стакана, а знімний затвор виконаний у вигляді порожнистого циліндра, сполученого з порожнистим циліндром більшого діаметра за допомогою перемички, обладнаної...
Гвинтова пробка
Номер патенту: 2283
Опубліковано: 15.01.2004
Автори: Тітаренко Микола Артемович, КУЗЬ ГАЛИНА МИКОЛАЇВНА
МПК: B65D 51/00, B65D 43/00
Формула / Реферат:
1. Гвинтова пробка для закупорки горловини пляшки, що містить практично плоску кришку, яка розташована в робочому положенні над торцем горловини пляшки, і вісесиметричну юбку з різьбовим пояском для нагвинчування на відповідну різьбу на горловині, що виконана заодно з зазначеною кришкою, яка відрізняється тим, що кришка має щонайменше один наскрізний отвір.2. Пробка за п. 1, яка відрізняється тим, що в кришці виконаний один наскрізний...
Пробка для пляшки
Номер патенту: 8207
Опубліковано: 15.07.2005
Автор: Прозумєнщіков Андрєй Борісовіч
МПК: B67B 1/00, B65D 39/00
Формула / Реферат:
1. Пробка для пляшки, що містить ковпачок з циліндричною юбкою і різзю на зовнішній бічній поверхні, кришку з різзю на внутрішній бічній поверхні і знімний затвор, причому кришка з боку нижнього торця обладнана запобіжним кільцем, закріпленим за допомогою ослабленого з'єднання для утворення пояска індикації розкриття, яка відрізняється тим, що на внутрішній бічній поверхні ковпачка закріплений за допомогою перемичок розтинач у вигляді...
Пробка для пляшки з харчовою рідиною
Номер патенту: 2680
Опубліковано: 15.07.2004
Автори: Левчук Ігор Михайлович, Горбатюк Валерій Васильович, Боргуленко Генадій Сергійович, Друян Михайло Якович
МПК: B65D 41/00
Мітки: рідиною, пробка, харчовою, пляшки
Формула / Реферат:
1. Пробка для пляшки з харчовим напоєм, що містить циліндричний гвинтовий елемент і фіксуюче кільце на шийці пляшки, з'єднане перетинками з гвинтовим елементом, на яку нанесений захисний напис, яка відрізняється тим, що захисний напис нанесено безбарвною фарбою, що містить люмінесцентну складову, яка стає видимою при опроміненні ультрафіолетовим випромінюванням.2. Пробка за п. 1, яка відрізняється тим, що довжина хвилі...
Попередній патент: Протипухлинний препарат платини у вигляді концентрату для інфузій та спосіб лікування хворих на рак шлунково-кишкового тракту
Наступний патент: Ущільнювальний пристрій для дверей і вікон
Випадковий патент: Спосіб визначення коефіцієнта надлишку повітря