Профільна шина і спосіб виготовлення профільної шини

Формула / Реферат
1. Профільна шина для утримування пластинчастих елементів (7), зокрема для укладання плит растрової підвісної стелі, що має принаймні частково виконану у вигляді Т-подібного профілю основну частину (25), що складається із вертикально орієнтованої стійки (29) і нижнього пояска (28), який примикає до поздовжньої кромки (20) і має два плеча (26, 27), орієнтованих у протилежних напрямках від стійки (29), причому нижній поясок (28) утворений шляхом відгинання стійки (29), а на протилежній від стійки (29) поверхні нижнього пояска (28) встановлена декоративна накладка (32), яка відрізняється тим, що у стійці (29) виконано велику кількість отворів (30), принаймні одне із пліч (26) нижнього пояска утворене ділянками (23) матеріалу стійки (29), відігнутими із отворів (30), а стійка (29) в основному по всій своїй поверхні виконана одношаровою.
2. Профільна шина за п. 1, яка відрізняється тим, що одне із пліч (26) нижнього пояска утворене великою кількістю ділянок (23) матеріалу стійки (29), відігнутих із отворів (30), а інше плече (27) нижнього пояска утворене в основному відігнутою суцільною смугою матеріалу стійки (29).
3. Профільна шина за п. 1, яка відрізняється тим, що обидва плеча нижнього пояска по черзі утворені відігнутими із отворів ділянками матеріалу стійки і прилеглими до них суцільними ділянками стійки, причому навпроти кожної суцільної відігнутої часткової ділянки плеча нижнього пояска розміщена утворена відігнутою із отвору часткова ділянка матеріалу іншого плеча нижнього пояска.
4. Профільна шина за одним із пп. 1 - 3, яка відрізняється тим, що кожен отвір (30) має пряму кромку (14), орієнтовану в основному паралельно поздовжній кромці (16) стійки (29).
5. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що отвори (30) мають в основному прямокутну чи трапецеїдальну форму.
6. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що зовнішні поздовжні кромки (16, 23) обох пліч (26, 27) нижнього пояска орієнтовані в основному паралельно одна іншій.
7. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що обидва плеча (26, 27) нижнього пояска мають в основному однакову ширину.
8. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що нижній поясок (28) і стійка (29) орієнтовані в основному взаємно перпендикулярно.
9. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що радіус (г) відгинання менший ніж 3 мм, зокрема менший ніж 2 мм, переважно менший ніж 1 мм.
10. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що основна частина (25) виготовлена із суцільної смуги матеріалу, зокрема із смуги (11) металевого листа.
11. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що стійка (29) виконана в основному плоскою.
12. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що товщина стійки (29) і/або нижнього пояска (28) становить від 0,1 до 1,5 мм, переважно від 0,2 до 1 мм, зокрема від 0,3 до 0,8 мм.
13. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що декоративна накладка (32) навальцьована на нижній поясок (28) або склеєна з ним і/або на своїй видимій поверхні має покриття і/або охоплює зовнішні поздовжні кромки (16, 33) нижнього пояска (28).
14. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що на протилежній нижньому пояску (28) поздовжній кромці (34) стійки передбачено верхній поясок (35).
15. Профільна шина за п. 14, яка відрізняється тим, що верхній поясок (35) виконаний з можливістю приєднання кріпильних елементів (9, 10), зокрема підвісних елементів.
16. Профільна шина за п. 14 або 15, яка відрізняється тим, що верхній поясок (35) виконаний у формі порожнистого профілю.
17. Профільна шина за п. 14 або 15, яка відрізняється тим, що верхній поясок (35) виконаний відповідно до нижнього пояска (28).
18. Профільна шина за одним із пп. 14 - 17, яка відрізняється тим, що верхній поясок (35) має поздовжню кромку (38), з'єднану зі стійкою (29), зокрема з поздовжньою кромкою (34) стійки (29).
19. Профільна шина за п. 18, яка відрізняється тим, що поздовжня кромка (38) верхнього пояска (35) з'єднана зі стійкою (29) стібковим зварюванням.
20. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що у стійці (29) виконано додаткові кріпильні отвори (31) для кріпильних елементів, зокрема для підвісних елементів.
21. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що отвори (30) у поздовжньому напрямку стійки (29) мають в основному однакову ширину.
22. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що ширина отворів (30) у поздовжньому напрямку стійки (29) в основному дорівнює ширині ділянок (36) матеріалу стійки (29), розміщених у поздовжньому напрямку стійки (29) між отворами (30).
23. Профільна шина за одним із попередніх пунктів, яка відрізняється тим, що в і/або на матеріалі стійки виконано підсилювальні елементи (37), зокрема підсилювальні гофри.
24. Профільна шина за п. 23, яка відрізняється тим, що підсилювальні елементи (37) виконані в і/або на ділянках (36) матеріалу стійки (29), розміщених між отворами (30).
25. Профільна шина за п. 23 або 24, яка відрізняється тим, що в і/або на принаймні частині ділянок (36) матеріалу, розміщених між отворами (30), виконано принаймні два підсилювальних елементи (37), що виступають із ділянки (36) матеріалу у протилежних напрямках.
26. Спосіб виготовлення профільної шини за одним із пп. 1 - 25 для утримання пластинчастих елементів (7), зокрема для укладання стельових плит растрових підвісних стель, який відрізняється тим, що у видовженій смузі (11) матеріалу, зокрема смузі металевого листа, виконують велику кількість видовжених надрізів (12) таким чином, що вільні кінці (17, 18) надрізів (12) лежать на орієнтованій в основному паралельно поздовжній осі (19) смуги (11) матеріалу прямій, що утворює лінію (20) згинання, і згинають смугу (11) матеріалу вздовж цієї лінії (20) згинання.
27. Спосіб за п. 26, який відрізняється тим, що надрізи (12) виконують U-подібними, зокрема з прямолінійною основою (14) і орієнтованими перпендикулярно до неї прямими відрізками (13, 15), або трапецеїдальними.
28. Спосіб за п. 26 або 27, який відрізняється тим, що висоту надрізів (12), тобто найкоротшу відстань від лінії (20) згинання до найвіддаленішої точки надрізу (12), виконують в основному однаковою.
29. Спосіб за одним із пп. 26 - 28, який відрізняється тим, що висоту надрізів (12), тобто найкоротшу відстань від лінії (20) згинання до найвіддаленішої точки надрізу (12), виконують в основному такою ж, як і відстань (32) від лінії (20) згинання до поздовжньої кромки (16) смуги матеріалу.
30. Спосіб за одним із пп. 26 - 29, який відрізняється тим, що надрізи (12) виконують по один бік лінії (20) згинання.
31. Спосіб за одним із пп. 26 - 30, який відрізняється тим, що смугу (11) матеріалу згинають під кутом близько 90°.
32. Спосіб за одним із пп. 26 - 31, який відрізняється тим, що надрізи (12) виконують методом ротаційного чи лазерного різання або методом вирубки.
Текст
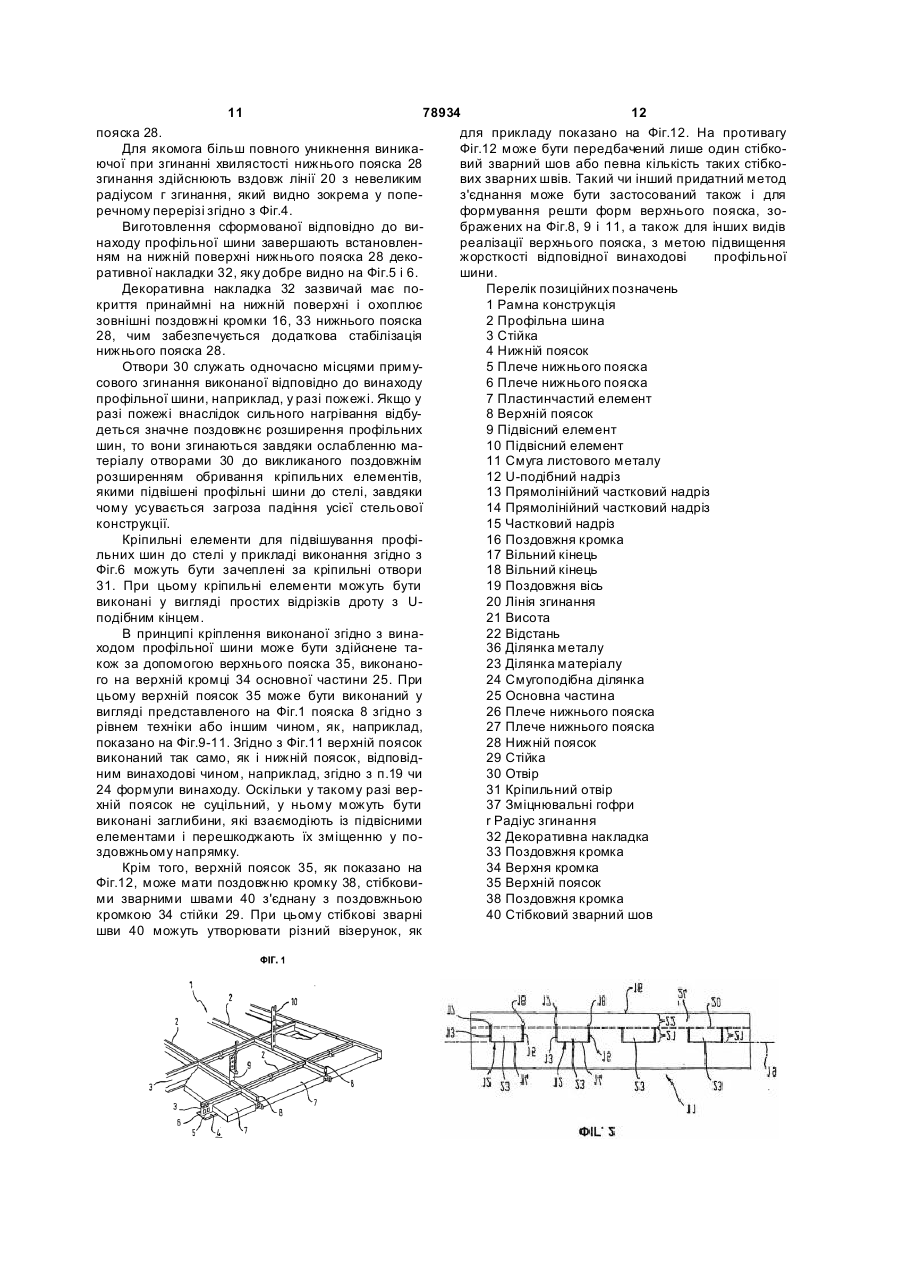
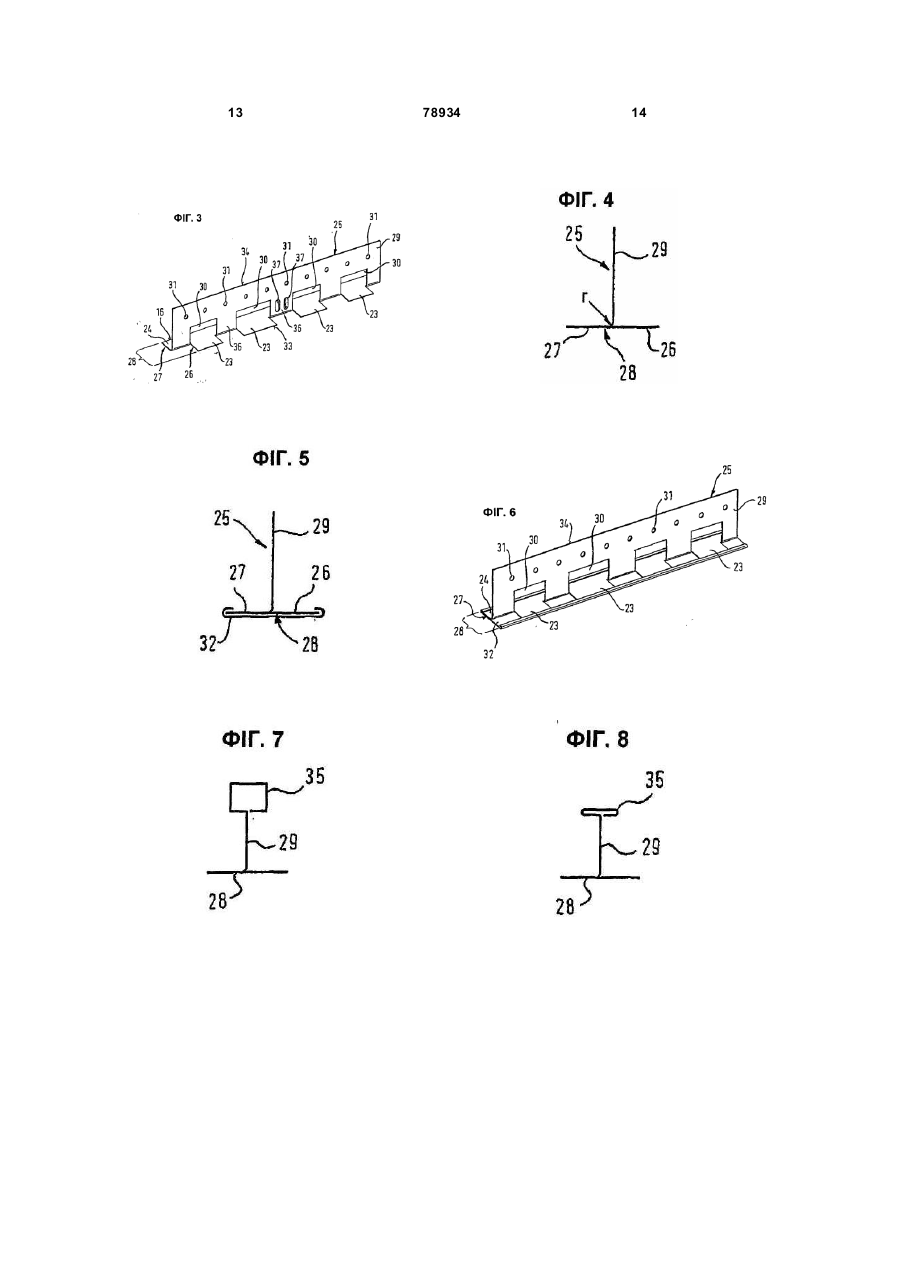
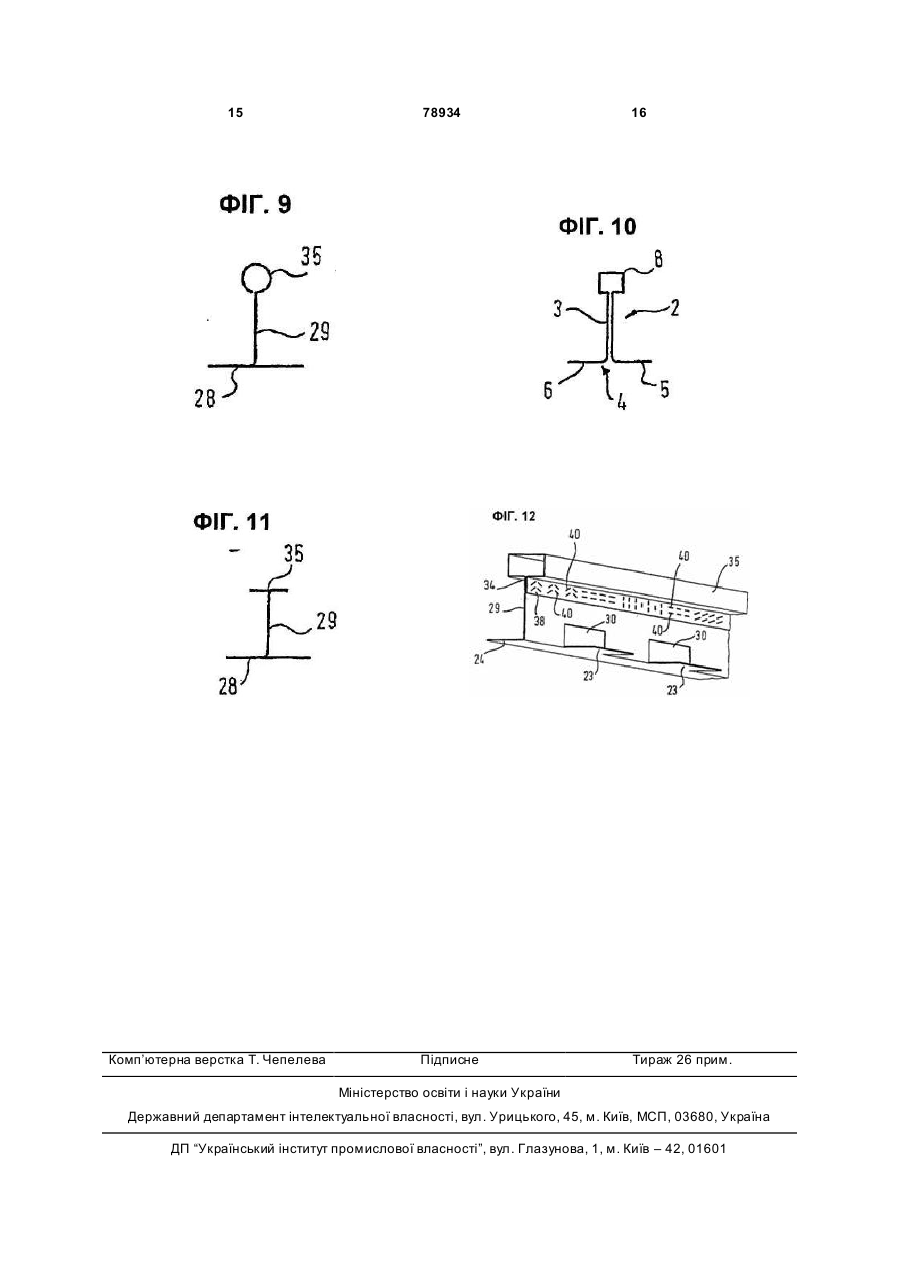
1. Профільна шина для утримування пластинчастих елементів (7), зокрема для укладання плит растрової підвісної стелі, що має принаймні частково виконану у вигляді Т-подібного профілю основну частину (25), що складається із вертикально орієнтованої стійки (29) і нижнього пояска (28), який примикає до поздовжньої кромки (20) і має два плеча (26, 27), орієнтованих у протилежних напрямках від стійки (29), причому нижній поясок (28) утворений шляхом відгинання стійки (29), а на протилежній від стійки (29) поверхні нижнього пояска (28) встановлена декоративна накладка (32), яка відрізняється тим, що у стійці (29) виконано велику кількість отворів (30), принаймні одне із пліч (26) нижнього пояска утворене ділянками (23) матеріалу стійки (29), відігнутими із отворів (30), а стійка (29) в основному по всій своїй поверхні виконана одношаровою. 2. Профільна шина за п. 1, яка відрізняється тим, що одне із пліч (26) нижнього пояска утворене великою кількістю ділянок (23) матеріалу стійки (29), відігнути х із отворів (30), а інше плече (27) нижнього пояска утворене в основному відігнутою суцільною смугою матеріалу стійки (29). 3. Профільна шина за п. 1, яка відрізняється тим, що обидва плеча нижнього пояска по черзі утворені відігнутими із отворів ділянками матеріалу стійки і прилеглими до них суцільними ділянками стійки, причому навпроти кожної суцільної відігнутої часткової ділянки плеча нижнього пояска розміщена утворена відігнутою із отвору часткова ділянка матеріалу іншого плеча нижнього пояска. 2 (19) 1 3 78934 4 тю приєднання кріпильних елементів (9, 10), зоквиконано принаймні два підсилювальних елементи рема підвісних елементів. (37), що виступають із ділянки (36) матеріалу у 16. Профільна шина за п. 14 або 15, яка відрізняпротилежних напрямках. ється тим, що верхній поясок (35) виконаний у 26. Спосіб виготовлення профільної шини за одформі порожнистого профілю. ним із пп. 1 - 25 для утримання пластинчастих 17. Профільна шина за п. 14 або 15, яка відрізняелементів (7), зокрема для укладання стельових ється тим, що верхній поясок (35) виконаний відплит растрових підвісних стель, який відрізняєтьповідно до нижнього пояска (28). ся тим, що у видовженій смузі (11) матеріалу, зок18. Профільна шина за одним із пп. 14 - 17, яка рема смузі металевого листа, виконують велику відрізняє ться тим, що верхній поясок (35) має кількість видовжених надрізів (12) таким чином, що поздовжню кромку (38), з'єднану зі стійкою (29), вільні кінці (17, 18) надрізів (12) лежать на орієнтозокрема з поздовжньою кромкою (34) стійки (29). ваній в основному паралельно поздовжній осі (19) 19. Профільна шина за п. 18, яка відрізняється смуги (11) матеріалу прямій, що утворює лінію (20) тим, що поздовжня кромка (38) верхнього пояска згинання, і згинають смугу (11) матеріалу вздовж (35) з'єднана зі стійкою (29) стібковим зварюванцієї лінії (20) згинання. ням. 27. Спосіб за п. 26, який відрізняється тим, що 20. Профільна шина за одним із попередніх пункнадрізи (12) виконують U-подібними, зокрема з тів, яка відрізняється тим, що у стійці (29) викопрямолінійною основою (14) і орієнтованими пернано додаткові кріпильні отвори (31) для кріпильпендикулярно до неї прямими відрізками (13, 15), них елементів, зокрема для підвісних елементів. або трапецеїдальними. 21. Профільна шина за одним із попередніх пунк28. Спосіб за п. 26 або 27, який відрізняється тів, яка відрізняється тим, що отвори (30) у потим, що висоту надрізів (12), тобто найкоротшу здовжньому напрямку стійки (29) мають в основвідстань від лінії (20) згинання до найвіддаленішої ному однакову ширину. точки надрізу (12), виконують в основному однако22. Профільна шина за одним із попередніх пунквою. тів, яка відрізняє ться тим, що ширина отворів 29. Спосіб за одним із пп. 26 - 28, який відрізня(30) у поздовжньому напрямку стійки (29) в основється тим, що висоту надрізів (12), тобто найкороному дорівнює ширині ділянок (36) матеріалу стійтшу відстань від лінії (20) згинання до найвіддалеки (29), розміщених у поздовжньому напрямку нішої точки надрізу (12), виконують в основному стійки (29) між отворами (30). такою ж, як і відстань (32) від лінії (20) згинання до 23. Профільна шина за одним із попередніх пункпоздовжньої кромки (16) смуги матеріалу. тів, яка відрізняється тим, що в і/або на матеріалі 30. Спосіб за одним із пп. 26 - 29, який відрізнястійки виконано підсилювальні елементи (37), зокється тим, що надрізи (12) виконують по один бік рема підсилювальні гофри. лінії (20) згинання. 24. Профільна шина за п. 23, яка відрізняється 31. Спосіб за одним із пп. 26 - 30, який відрізнятим, що підсилювальні елементи (37) виконані в ється тим, що см угу (11) матеріалу згинають під і/або на ділянках (36) матеріалу стійки (29), розмікутом близько 90°. щених між отворами (30). 32. Спосіб за одним із пп. 26 - 31, який відрізня25. Профільна шина за п. 23 або 24, яка відрізняється тим, що надрізи (12) виконують методом ється тим, що в і/або на принаймні частині ділянок ротаційного чи лазерного різання або методом (36) матеріалу, розміщених між отворами (30), вирубки. Винахід стосується профільної шини для утримування пластинчастих елементів, зокрема для укладання стельових плит растрових підвісних стель, яка має принаймні частково виконану у вигляді Т-подібного профілю основну частину, що складається із вертикально орієнтованої стійки і нижнього пояска, який примикає до поздовжньої кромки і має два плеча, орієнтованих у протилежних напрямках від стійки, причому нижній поясок утворений шляхом відгинання стійки, а на протилежній від стійки поверхні нижнього пояска встановлена декоративна накладка. Крім того, винахід стосується способу виготовлення такої профільної шини. Профільні шини вказаного вище виду використовують, наприклад, при монтажі растрових підвісних стель. Для монтажу растрових підвісних стель спочатку до стелі підвішують певну кількість профільних шин у поздовжньому напрямку одну за іншою, а також під належним кутом, в результаті чого утворюється рамна конструкція, яка має прилеглі одну до іншої прямокутні ділянки, в які можуть бути вкладені стельові плити. Спочатку плити з нахилом вводять у зони між розміщеними на певній відстані профільними шинами, а потім кладуть на внутрішні поверхні нижніх поясків профільних шин. Додатково плити зазвичай фіксують проти піднімання вгору. Рамна конструкція складається із орієнтованих паралельно Т-подібних основних профільних шин, між якими розміщені Т-подібні поперечні профільні шини, орієнтовані перпендикулярно до Т-подібних основних профільних шин. При цьому основні профілі і поперечні профілі виконані зазвичай ідентично. Відома профільна шина виконана, наприклад, із смуги листового металу, яку спочатку для утворення стійки згинають вздовж середньої поздовжньої осі під кутом 180°, в результаті чого обидві половини смуги листового металу прилягають од 5 78934 6 на до іншої. Обидва вільні кінці зігненої смуги відТаким чином, відповідно до винаходу завдяки гинають на зовні під кутом 90°, в результаті чого запропонованій техніці різання і згинання витрати утворюються нижні пояски виготовленої таким матеріалу для виготовлення профільних шин вкачином Т-подібної профільної шини. заного вище виду значно зменшуються. Утворена На поздовжній кромці профілю, протилежній таким чином стійка є одношаровою, завдяки чому нижнім пояскам, зазвичай виконаний верхній попотреба у матеріалі - на противагу традиційним ясок, який може бути виконаний у вигляді порожпрофільним шинам - суттєво знижується. Надрізи нистого профілю. До цього верхнього пояска приможуть мати зокрема U-подібну форму, причому єднують кріпильні елементи, за допомогою яких смугу матеріалу згинають вздовж лінії згинання у профільна шина може бути підвішена до стелі. єдиному напрямку, внаслідок чого утворюються На нижній поверхні нижнього пояска передбазгадані отвори, обмежені надрізами. При цьому чена зазвичай декоративна накладка, за допомоодне із пліч нижнього пояска утворене великою гою якої досягається оптичне замикання профількількістю ділянок матеріалу стійки, відігнути х із ної шини вниз. отворів, а друге плече утворене в основному відіНедоліком профільних шин цього виду є те, гнутою суцільною ділянкою стійки. що внаслідок симетричної конструкції стійка є двоВ принципі можлива також форма виконання, стінною, що не вигідно з точки зору економії матепри якій напрям відгинання часткових ділянок смуріалу. Оскільки в профільних шинах матеріал стаги матеріалу по черзі змінюють, в результаті чого новить суттєву частк у коштів на виготовлення, кожне із пліч нижнього пояска частково складаєтьбажаним є зменшення необхідних витрат на матеся із кількох ділянок матеріалу, відігнути х із отворіал. рів, і частково із суцільної ділянки матеріалу, відіКрім того, у стійках профільних шин вказаного гнутої у протилежному напрямку. Для цього у вище виду зазвичай через однакові проміжки виділянці матеріалу, що підлягає відгинанню, між конують наскрізні отвори, завдяки яким утворючастковими ділянками можуть бути передбачені ються місця примусового згинання на випадок понадрізи чи виїмки, які уможливлюють почергове жежі. Оскільки в разі пожежі профільні шини відгинання часткових ділянок і простягаються від внаслідок високої температури дуже розширюютьпоздовжньої кромки ділянки матеріалу до лінії згися, без відповідних заходів внаслідок цього поздонання. вжнього розширення підвіски досить швидко обриЗавдяки тому, що первинно розміщений у ваються, в результаті чого виникає небезпека отворах у стійці матеріал при вирубуванні чи виріпадіння усієї стельової конструкції. занні не видаляється, а безпосередньо використоЗавдяки наскрізним отворам утворюються місвується для утворення принаймні одного із пліч ця примусового згинання, у яких згинаються пронижнього пояска, за одну технологічну операцію фільні шини під дією зусиль, що виникають при можуть бути сформовані як нижній поясок, так і значному поздовжньому розширенні внаслідок отвори, необхідні для утворення місць примусовосильного нагрівання, чим усувається загроза обго згинання. Одночасно матеріал стійки, відігнутий ривання підвісок. із отворів, не витрачається даремно, а безпосереЯкщо верхній поясок виконаний у формі породньо використовується для утворення нижнього жнистого профілю, то для утворення місць примупояска, чим досягається значна економія матесового згинання передбачають відповідні вм'я ріалу. тини. Оскільки плече нижнього пояска, утворене Формування місць примусового згинання у звичайним чином шляхом безпосереднього відгиформі додаткових наскрізних отворів чи вм'ятин нання стійки, в описаній переважній формі викопов'язане з додатковими витратами. нання є безрозривним у поздовжньому напрямку, Задачею винаходу є розробка профільної шиа на нижній поверхні нижнього пояска передбачени вказаного вище виду, ви трати на виготовлення на декоративна накладка, забезпечується достатякої можуть бути зменшені. ня поздовжня стабільність, а також таке ж оптично Відповідно до винаходу, ви ходячи із відомої бездоганне замикання відповідної винаходові профільної шини описаного вище виду, задача профільної шини вниз, як і у звичайних профільних вирішена тим, що у стійці виконано велику кільшин. кість отворів, а також тим, що принаймні одне із Згідно з іншою переважною формою виконанпліч нижнього пояска утворене відігнутими із отвоня винаходу кожен отвір має пряму кромку, орієнрів ділянками матеріалу стійки, а також тим, що товану в основному паралельно поздовжній кромці стійка в основному по всій своїй площі виконана стійки. Завдяки цьому відігнуті із отворів ділянки одношаровою. Відповідний винаходові спосіб виматеріалу мають паралельні стійці зовнішні кромготовлення профільної шини для утримування ки. У особливо вигідній формі виконання зовнішні пластинчастих елементів, зокрема для укладання кромки обох пліч нижнього пояска орієнтовані взастелевих плит для растрових підвісних стель, відємно паралельно. Таким чином досягається форрізняється тим, що у видовженій смузі матеріалу, ма відповідної винаходові профільної шини, що зокрема у смузі металевого листа велику кількість відповідає формі звичайної профільної шини. видовжених надрізів (12) таким чином, що вільні Отвори мають в основному прямокутну чи кінці (17, 18) надрізів (12) лежать на орієнтованій в трапецеїдальну форму. Завдяки таким формам основному паралельно поздовжній осі (19) смуги отворів, по-перше, забезпечується пряма зовнішня (11) матеріалу прямій, що утворює лінію (20) згикромка відігнутих із отворів ділянок матеріалу. Понання, і згинають смугу (11) матеріалу вздовж цієї друге, забезпечується рівномірна структура нижлінії (20) згинання. нього пояска. 7 78934 8 У іншій переважній формі виконання винаходу виконані у формі дешевих підвісних відрізків обидва плеча нижнього пояска мають в основному дроту. однакову ширину. Завдяки цьому опорні поверхні У переважній формі виконання верхній поясок для стельових плит по обидва боки від стійки мамає поздовжню кромку, з'єднану зі стійкою, зокреють в основному однакову ширину чи глибину. ма з верхньою кромкою стійки. Завдяки такому Нижній поясок і стійка орієнтовані в основному з'єднанню, яке може простягатися по усій довжині взаємно перпендикулярно, завдяки чому утворючи по частині стійки, підвищується стабільність ється оптимальний Т-подібний профіль. профільної шини. При цьому з'єднання може бути Згідно з іншою вигідною формою виконання виконано переважно методом стібкового зварювинаходу радіус відгинання менший, ніж 3мм, зоквання чи іншим придатним методом, таким як рема менший, ніж 2мм, переважно менший, ніж з'єднання заклепками чи склеювання. При цьому 1мм. Чим гострішим виконано відгинання, тим виможуть бути передбачені один чи кілька стібкових ща хвилястість нижнього пояска, тому кращим є зварних швів. Крім того, шви можуть бути орієнтобільший радіус згинання. З іншого боку радіус згивані паралельно один до іншого і/або до поздовжнання не може бути надто великим, оскільки тоді нього напрямку стійки або під нахилом до нього, стають надто вузькими опоні поверхні для стельонаприклад зигзагом чи «ялинкою». Навіть якщо вих плит. Згинання може бути здійснене шляхом поздовжня кромка верхнього пояска частково пероликового профілювання чи кантування. рекривається зі стійкою вздовж поверхні з'єднанОсновна частина профільної шини виконана ня, сама стійка по усій своїй площі виконана одпереважно із суцільної смуги матеріалу, зокрема із ношаровою, оскільки площа перекриття не є смуги металевого листа. Завдяки цьому немає частиною стійки у смислі цієї заявки. потреби з'єднувати між собою окремі деталі, тобто Отвори у поздовжньому напрямку стійки мавідпадає додаткова технологічна операція. При ють в основному однакову довжину. Зокрема шицьому стійка і/або нижній поясок виконані в основрина отворів у поздовжньому напрямку стійки в ному плоскими, щоб забезпечити, з одного боку, основному дорівнює ширині ділянок матеріалу якісні опорні поверхні для плит, а з іншого боку стійки між отворами. Завдяки цьому досягається добру придатність шин для стапелювання. оптимальне сприймання навантаження профільТовщина стійки і/або нижнього пояска може ною шиною. становити від 0,1 до 05мм, переважно від 0,2 до Згідно з іншою вигідною формою виконання 1мм, зокрема від 0,3 до 0,8мм. При таких розмірах винаходу в і/або на матеріалу стійки виконано змідосягається оптимальний компроміс між необхідцнювальні елементи, зокрема зміцнювальні гофри. ною жорсткістю і витратами. При цьому зміцнювальні елементи виконані переЗгідно з іншою переважною формою виконанважно в і/або на ділянках матеріалу стійки, розміня на нижній поясок накатуванням наносять декощений між отворами. Завдяки зміцнювальним ративну накладку. Одначе в принципі може бути елементам підвищується стабільність профільної застосований інший спосіб нанесення, наприклад, шини, виконаної згідно з винаходом. При цьому наклеювання. На видиму поверхню декоративної доцільним є виконання у і/або на принаймні частинакладки наносять бажане покриття. Крім того, ні ділянки матеріалу, розміщеної між двома отвозовнішні кромки нижнього пояска можуть бути о хорами, принаймні двох зміцнювальних елементів, плені декоративною накладкою, чим досягається, орієнтованих у протилежних напрямках. Так, напо-перше, чистіше закривання нижнього пояска з приклад, можуть бути передбачені зміцнювальні боків і по-друге - подальше підвищення стабільногофри, з яких один або кілька виконано методом сті Т-подібної профільної шини. витиснення в один бік матеріалу стійки, а один чи Згідно з іншою переважною формою виконанкілька інших - у інший бік матеріалу стійки. ня винаходу на протилежній нижньому пояску поЗгідно з відповідним винаходові способом виздовжній кромці стійки передбачений верхній поготовлення профільної шини у видовженій смузі ясок. Цей верхній поясок може бути виконаний матеріалу, зокрема смузі смуги металевого листа, відомим чином, наприклад, у формі порожнистого виконують велику кількість видовжених надрізів профілю. Одначе верхній поясок може бути утвотаким чином, що вільні кінці (17, 18) надрізів (12) рений також іншим чином, наприклад подібно чи лежать на орієнтованій в основному паралельно ідентично нижньому пояскові відповідним винахопоздовжній осі (19) смуги (11) матеріалу прямій, дові згинанням, наприклад згідно з п.26 формули що утворює лінію (20) згинання, і згинають смугу винаходу. (11) матеріалу вздовж цієї лінії (20) згинання. Верхній поясок може бути застосований для Внаслідок згинання обмежені лініями надрізів підвищення жорсткості профілю, а також для приділянки матеріалу стійки відгинаються і утворюють єднання кріпильних елементів до профільної шиполовину нижнього пояска профільної шини (назини, зокрема підвісних елементів. У стійці можуть вану в подальшому плечем нижнього пояска), прибути виконані додаткові кріпильні отвори для крічому це плече нижнього пояска складається із пильних елементів, зокрема для підвісних елеменвеликої кількості видовжених у поздовжньому натів. Тоді як у разі відповідним чином виконаного прямку, розміщених на відстані одна від іншої діверхнього пояска кріпильні елементи можуть бути лянок матеріалу. розміщені у довільному місці по усій довжині проОдночасно внаслідок згинання відігнута у профільної шини, в разі кріпильних отворів можливе тилежному напрямку частина стійки утворює друге лише дискретне встановлення кріпильних елеменплече нижнього пояска, яке по всій своїй довжині тів. Якщо додаткові кріпильні отвори виконані всевиконане суцільним. В принципі, як було описано редині стійки, то кріпильні елементи можуть бути вище, обидва плеча нижнього пояска можуть бути 9 78934 10 утворені ділянками матеріалу, поперемінно відіних двома плечами 5, 6 нижнього пояска, які утвогнутими у протилежних напрямках. рюють опорні поверхні для пластинчастих елеменТаким чином, відповідним винаходові спосотів 7, наприклад, стельових плит. бом за один єдиний процес згинання, тобто за У своїй верхній поздовжній частині профільні одну технологічну операцію утворюються стійка і шини 2 мають верхній поясок 8, виконаний у винижній поясок у остаточній формі. Одночасно у гляді порожнистого профілю і призначений для стійці утворюються отвори, що служать місцями приєднання до профільних шин 2 підвісних елемепримусового згинання на випадок пожежі. нтів 9, 10. Для утворення Т-подібного профілю смугу маІз поперечного перерізу профільної шини 2 теріалу згинають переважно під кутом близько 90°. згідно з Фіг.10 видно, що вона має симетричну Надрізи можуть бути виконані ротаційним чи структура. її недоліком є те, що стійка 3 є двошалазерним методом різання, методом висічки чи ровою, внаслідок чого виникає значна витрата іншим придатним методом. матеріалу. Згідно з переважною формою виконання винаНа Фіг.2 представлений вид зверху на смугу 11 ходу надрізи виконують U-подібними, зокрема з листового металу 11, яка є заготовкою для виготопрямолінійною основою (14) і орієнтованими первлення відповідної винаходові профільної шини. пендикулярно до неї прямими відрізками (13, 15), У смузі 11 листового металу виконані видовабо трапецеїдальними. Висоту надрізів (12), тобто жені, U-подібні надрізи 12, які складаються кожен найкоротшу відстань від лінії (20) згинання до найіз трьох прямолінійних часткових надрізів 13, 14, віддаленішої точки надрізу (12) виконують в осно15, орієнтованих перпендикулярно один до іншого. вному однаковою. Завдяки цьому усі відігнуті діляПри цьому часткові надрізи 14 орієнтовані параленки матеріалу мають однакову висоту і таким льно до однієї із поздовжніх кромок 16 смуги 11 чином утворене із цих ділянок матеріалу плече листового металу. нижнього пояска має єдину ширину. Вільні кінці 17, 18 надрізів 12 лежать кожен на Крім того, висота надрізів дорівнює відстані орієнтованій паралельно до поздовжньої осі 19 між лінією згинання і поздовжньою кромкою смуги смуги 11 листового металу прямій, що утворює матеріалу, внаслідок чого обидва плеча нижнього лінію 20 згинання. пояска мають в основному однакову ширину і розВисота 21 надрізів 12 в основному однакова і в міщені симетрично відносно стійки. основному дорівнює відстані 22 між лінією 20 згиІнші доцільні форми виконання винаходу відонання і поздовжньою кромкою 16 смуги 11 листображені у додаткових пунктах формули винаходу і вого металу. Крім того, U-подібні надрізи 12 мають у наведеному нижче описі переважних форм виков основному однакову ширину, яка дорівнює шинання. рині розміщених між ними ділянок 36 металу. Нижче винахід докладніше пояснюється з виДля утворення виконаної відповідно до винакористанням прикладів виконання з посиланнями ходу профільної шини смугу 11 листового металу на ілюстрації. На них схематично зображено: згинають вздовж лінії 20 згинання таким чином, що Фіг.1. рамна конструкція з Т-подібними профіобрамлені надрізами 12 ділянки 23 матеріалу смульними шинами згідно з рівнем техніки для утвоги 11 листового металу відхиляються із площини рення растрової підвісної стелі; вид у перспективі, креслення, а розміщена між лінією 20 згинання і Фіг.2. вид зверху на смугу листового металу з поздовжньою кромкою 16 смугоподібна ділянка 24 лініями розрізу, виконаними згідно з винаходом, відхиляється в площину креслення, в результаті Фіг.3. вид у перспективі на виконану відповідно чого утворюється зображена на Фіг.3 основна часдо винаходу профільну шину згідно з проміжним тина 25 профільної шини. розрізом процесу виготовлення, Як видно із Фіг.3, після згинання смугоподібна Фіг.4. поперечний переріз профільної шини ділянка 24, а також ділянки 23 матеріалу утворюзгідно з Фіг.3, ють плечі 26, 27 нижнього пояска 28, а решта смуФіг.5. вид згідно з Фіг.4 з додатковою декораги 11 листового металу, яка в основному вертикативною накладкою, льно стоїть на нижньому пояску 28, утворює стійку Фіг.6. вид згідно з Фіг.3 з декоративною накла29 основної частини 25. При цьому лінія 20 згидкою, нання утворює нижню поздовжню кромку стійки 29, Фіг.7-9 інші форми виконання винаходу у подо якої примикає нижній поясок 28. перечному перерізі, Внаслідок відгинання ділянок 23 матеріалу у Фіг.10. поперечний переріз профільної шини стійці 29 утворюються отвори 30, що мають в осзгідно з Фіг.1, новному прямокутн у форму. Фіг.11. інша форма виконання у поперечному Крім того, на Фіг.3 видно виконані у стійці 29 перерізі, додаткові кріпильні отвори 31 у формі свердлених Фіг.12. профільна шина згідно Фіг.7; вид у перотворів, розміщені на однакових відстанях. Додатспективі. ково у ділянках 36 матеріалу між отворами 30 На Фіг.1 зображена рамна конструкція 1, що розміщено по два зміцнювальні гофри 37, виконані складається із паралельно і перпендикулярно оріу поверхні стійки 29 шляхом витиснення матеріалу єнтованих профільних шин 2. у різних напрямках, внаслідок чого один зміцнюваПрофільні шини 2 мають Т-подібний поперельні гофри вдається у площин у креслення, а інший чний переріз, що має стійку 3, а також прилеглий видається із неї. Хоча на Фіг.3 зображена лише до її нижнього поздовжнього краю нижній поясок 4. одна ділянка 3 зі зміцнювальними гофрами 37 воНижній поясок 4 складається із двох відігн ути х від ни можуть бути виконані також і на інших ділянках стійки 3 в обидва боки назовні елементів, утворе36 або на інших ділянках стійки 29 і/або нижнього 11 78934 12 пояска 28. для прикладу показано на Фіг.12. На противагу Для якомога більш повного уникнення виникаФіг.12 може бути передбачений лише один стібкоючої при згинанні хвилястості нижнього пояска 28 вий зварний шов або певна кількість таких стібкозгинання здійснюють вздовж лінії 20 з невеликим вих зварних швів. Такий чи інший придатний метод радіусом г згинання, який видно зокрема у попез'єднання може бути застосований також і для речному перерізі згідно з Фіг.4. формування решти форм верхнього пояска, зоВиготовлення сформованої відповідно до вибражених на Фіг.8, 9 і 11, а також для інших видів находу профільної шини завершають встановленреалізації верхнього пояска, з метою підвищення ням на нижній поверхні нижнього пояска 28 декожорсткості відповідної винаходові профільної ративної накладки 32, яку добре видно на Фіг.5 і 6. шини. Декоративна накладка 32 зазвичай має поПерелік позиційних позначень криття принаймні на нижній поверхні і охоплює 1 Рамна конструкція зовнішні поздовжні кромки 16, 33 нижнього пояска 2 Профільна шина 28, чим забезпечується додаткова стабілізація 3 Стійка нижнього пояска 28. 4 Нижній поясок Отвори 30 служать одночасно місцями приму5 Плече нижнього пояска сового згинання виконаної відповідно до винаходу 6 Плече нижнього пояска профільної шини, наприклад, у разі пожежі. Якщо у 7 Пластинчастий елемент разі пожежі внаслідок сильного нагрівання відбу8 Верхній поясок деться значне поздовжнє розширення профільних 9 Підвісний елемент шин, то вони згинаються завдяки ослабленню ма10 Підвісний елемент теріалу отворами 30 до викликаного поздовжнім 11 Смуга листового металу розширенням обривання кріпильних елементів, 12 U-подібний надріз якими підвішені профільні шини до стелі, завдяки 13 Прямолінійний частковий надріз чому усувається загроза падіння усієї стельової 14 Прямолінійний частковий надріз конструкції. 15 Частковий надріз Кріпильні елементи для підвішування профі16 Поздовжня кромка льних шин до стелі у прикладі виконання згідно з 17 Вільний кінець Фіг.6 можуть бути зачеплені за кріпильні отвори 18 Вільний кінець 31. При цьому кріпильні елементи можуть бути 19 Поздовжня вісь виконані у вигляді простих відрізків дроту з U20 Лінія згинання подібним кінцем. 21 Висота В принципі кріплення виконаної згідно з вина22 Відстань ходом профільної шини може бути здійснене та36 Ділянка металу кож за допомогою верхнього пояска 35, виконано23 Ділянка матеріалу го на верхній кромці 34 основної частини 25. При 24 Смугоподібна ділянка цьому верхній поясок 35 може бути виконаний у 25 Основна частина вигляді представленого на Фіг.1 пояска 8 згідно з 26 Плече нижнього пояска рівнем техніки або іншим чином, як, наприклад, 27 Плече нижнього пояска показано на Фіг.9-11. Згідно з Фіг.11 верхній поясок 28 Нижній поясок виконаний так само, як і нижній поясок, відповід29 Стійка ним винаходові чином, наприклад, згідно з п.19 чи 30 Отвір 24 формули винаходу. Оскільки у такому разі вер31 Кріпильний отвір хній поясок не суцільний, у ньому можуть бути 37 Зміцнювальні гофри виконані заглибини, які взаємодіють із підвісними r Радіус згинання елементами і перешкоджають їх зміщенню у по32 Декоративна накладка здовжньому напрямку. 33 Поздовжня кромка Крім того, верхній поясок 35, як показано на 34 Верхня кромка Фіг.12, може мати поздовжню кромку 38, стібкови35 Верхній поясок ми зварними швами 40 з'єднану з поздовжньою 38 Поздовжня кромка кромкою 34 стійки 29. При цьому стібкові зварні 40 Стібковий зварний шов шви 40 можуть утворювати різний візерунок, як 13 78934 14 15 Комп’ютерна верстка Т. Чепелева 78934 16 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProfile rail and method to make profile rail
Автори англійськоюWillerscheid Heiner
Назва патенту російськоюПрофильная шина и способ изготовления профильной шины
Автори російськоюВиллершайд Хайнер
МПК / Мітки
МПК: E04B 9/06
Мітки: профільна, шина, профільної, шини, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/8-78934-profilna-shina-i-sposib-vigotovlennya-profilno-shini.html" target="_blank" rel="follow" title="База патентів України">Профільна шина і спосіб виготовлення профільної шини</a>
Спосіб виготовлення суцільнолитої шини

Номер патенту: 47197
Опубліковано: 17.06.2002
Автор: Ткаченко Ірина Михайлівна
МПК: A61C 5/00
Мітки: суцільнолитої, виготовлення, спосіб, шини
Формула / Реферат:
1. Спосіб виготовлення суцільнолитої шини, що включає накладання смужки моделювального воску на препаровані поверхні зубів, моделювання шини у порожнині рота, введення внутрішньоканального штифта до попередньо створеного у тканинах зуба ложа та виготовлення литої конструкції шини, який відрізняється тим, що внутрішньоканальний штифт виготовляють із стандартної металевої заготовки.2. Спосіб виготовлення суцільнолитої шини за п. 1, який...
Спосіб змішаного виготовлення композиційної, суцільної, багатоланцюгової, незнімної шини або мікропротеза
Номер патенту: 7991
Опубліковано: 15.07.2005
Автори: Кударь Марія Олександрівна, Кударь Олександрій Іванович
МПК: A61C 5/04
Мітки: незнімної, мікропротеза, шини, змішаного, суцільної, спосіб, композиційної, виготовлення, багатоланцюгової
Формула / Реферат:
1. Спосіб змішаного виготовлення композиційної, суцільної, багатоланцюгової, незнімної шини або мікропротеза, що включає зняття відбитка з зубів, виготовлення гіпсової моделі, моделювання шини або мікропротеза воском на моделі, заміну відмодельованої гіпсової моделі на металевий штамп, який відрізняється тим, що гіпсова модель з відмодельованою воском шиною або мікропротезом виготовляється по довжині шини або мікропротеза у вигляді суцільного...
Радіальна пневматична шина та спосіб її виготовлення
Номер патенту: 35875
Опубліковано: 16.04.2001
Автор: Луньов Вадим Павлович
МПК: B60C 11/00, B29D 30/06, B60C 5/00, B60C 9/04
Мітки: спосіб, виготовлення, пневматична, шина, радіальна
Формула / Реферат:
1. Радіальна пневматична шина, яка складається з підсилювача бігової доріжки протектора з перехрещеними в суміжних шарах нитками й підсилювачів бічних стінок з меридіональними нитками, яка відрізняється тим, що підсилювачі бічних стінок утворені парними з правого (лівого) борта й непарними з лівого (правого) борта шарами підсилювача бігової доріжки протектора, нитки яких повернуті в протилежних плечових зонах в меридіональному напрямку та...
Шина колеса

Номер патенту: 64938
Опубліковано: 15.03.2004
Автор: Хребтань Геннадій Анатолійович
МПК: B60C 5/00
Формула / Реферат:
1. Пневматична шина колеса, порожнина якої розділена по висоті кільцевою монолітною перегородкою, яка відрізняється тим, що перегородка має кромку, виконану за формою, що забезпечує щільну установку на відповідне їй посадкове місце на ободі колеса.2. Шина за п. 1, яка відрізняється тим, що кромка перегородки має V-подібну форму.
Фіксаційно-реабілітаційна механічна шина “методист” для розробки рухів у плечовому суглобі
Номер патенту: 5150
Опубліковано: 15.02.2005
Автор: Сухін Юрій Віталійович
МПК: A61F 5/00
Мітки: методист, шина, фіксаційно-реабілітаційна, суглобі, розробки, механічна, плечовому, рухів
Формула / Реферат:
Фіксаційно-реабілітаційна механічна шина для розробки рухів у плечовому суглобі, що містить рамку, стійку для фіксації шини до тулуба, ложемент для фіксації передпліччя, яка відрізняється тим, що вона додатково має ложемент для фіксації плеча, черв'ячні механізми, вісь обертання плечового ложемента й стійку з дугоподібним пазом.
Попередній патент: Ткана ущільнювальна стрічка
Наступний патент: Пристрій визначення початкового значення вектора станів
Випадковий патент: Пристрій для завантаження в реактор зношених покришок автотранспорту