Лист з марганцевої сталі аустенітної структури з високим опором уповільненому тріщиноутворенню та спосіб його виготовлення
Номер патенту: 84377
Опубліковано: 10.10.2008
Автори: Корнетт Домінік, Россіні Моріта, Скотт Колін, Сюгі Філіпп, Дез Анн
Формула / Реферат
1. Лист з марганцевої сталі аустенітної структури, хімічний склад якого включає, мас. %:
0,45 ≤ С ≤ 0,75,
15,00 ≤ Мn ≤ 26,00,
Si ≤ 3,00,
Al ≤ 0,05,
S ≤ 0,03,
P ≤ 0,08,
N ≤ 0,10,
принаймні один метал, вибраний з ванадію, титану, ніобію, хрому і молібдену, де
0,05 ≤ V ≤ 0,50,
0,04 ≤ Ті ≤ 0,50,
0,07 ≤ Nb ≤ 0,50,
0,07≤ Сr ≤ 2,00,
0,14 ≤ Мо ≤ 2,00,
решта - залізо та неминучі домішки, утворені при виплавці, причому кількість зазначеного принаймні одного металу у вигляді осадів карбідів, нітридів або карбонітридів становить:
0,03 ≤ Vp ≤ 0,15,
0,03 ≤ Tip ≤ 0,13,
0,04 ≤ Nbp ≤ 0,22,
0,07 ≤ Crp ≤ 0,60,
0,14 ≤ Мор ≤ 0,44.
2. Лист за п. 1, який відрізняється тим, що склад зазначеної сталі включає, мас. %:
0,50 ≤ С ≤ 0,70.
3. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %:
17,00 ≤ Мn ≤ 24,00.
4. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,07 ≤ V ≤ 0,40, причому кількість ванадію у вигляді осаджених карбідів, нітридів або карбонітридів становить:
0,07 ≤ Vр ≤ 0,14.
5. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,06 ≤ Ті ≤ 0,40, причому кількість титану у вигляді осаджених карбідів, нітридів або карбонітридів становить:
0,06 ≤ Тір ≤ 0,11.
6. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,090 ≤ Nb ≤ 0,40, причому кількість ніобію у вигляді осаджених карбідів, нітридів або карбонітридів становить:
0,09 ≤ Nbp ≤ 0,20.
7. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,20 ≤ Сr ≤ 1,80, кількість хрому у вигляді осаджених карбідів, нітридів або карбонітридів становить:
0,20 ≤ Crp ≤ 0,50.
8. Лист за пп. 1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,20 ≤ Мо ≤ 1,80, кількість молібдену у вигляді осаду карбідів становить:
0,20 ≤ Мор ≤ 0,35.
9. Лист за пп. 1 або 2, який відрізняється тим, що середній розмір частинок зазначених осадів знаходиться між 5 та 25 нанометрами.
10. Лист за пп. 1 або 2, який відрізняється тим, що середній розмір зазначених осадів знаходиться між 7 та 20 нанометрами.
11. Лист за пп. 1 або 2, який відрізняється тим, що принаймні 75 % зазначених осадів знаходяться в міжзеренних положеннях.
12. Лист за будь-яким з пп. 1-11, який відрізняється тим, що хімічний склад сталі необов'язково містить один або більше елементів, вибраних з, мас. %:
0,0005 ≤ В ≤ 0,0030,
Ni ≤ 1,0000,
Сu ≤ 5,0000.
13. Спосіб одержання холоднокатаного листа із марганцевої сталі аустенітної структури, при якому створюють сталь, хімічний склад якої включає, мас. %:
0,45 ≤ С ≤ 0,75,
15,00 ≤ Мn ≤ 26,00,
Si ≤ 3,00,
Al ≤ 0,05,
S ≤ 0,03
P ≤ 0,08,
N≤0,10,
принаймні один металевий елемент, вибраний з ванадію, титану, ніобію, хрому та молібдену, де
0,05 ≤ V ≤ 0,50,
0,04 ≤ Ті ≤ 0,50,
0,07 ≤Nb≤ 0,50,
0,07 ≤ Сr ≤ 2,00,
0,14 ≤ Мо ≤ 2,00,
решта - залізо та неминучі домішки, утворені при виплавці;
- із цієї сталі відливають напівпродукт;
- зазначений напівпродукт нагрівають до температури між 1100 та 1300°С;
- зазначений напівпродукт піддають гарячій прокатці з температурою кінця прокатки 890 °С або вище до одержання проміжного листа;
- зазначений проміжний лист намотують при температурі нижче 580 °С;
- зазначений проміжний лист піддають холодній прокатці;
- зазначений проміжний лист піддають термообробці відпалом, зазначена термообробка включає стадію нагрівання зі швидкістю нагрівання Vh, стадію витримування при температурі Ts протягом часу витримування ts, з наступною стадією охолодження зі швидкістю охолодження Vc, з необов'язковою наступною стадією витримування при температурі Тu протягом часу витримування tu, причому параметри Vh, Ts, ts, Vc, Tu, tu регулюють так, щоб одержати кількість зазначеного принаймні одного осаду металевого елемента за будь-яким з пунктів 1-8.
14. Спосіб за п. 13, який відрізняється тим, що параметри Vh, Ts, ts, Vc, Tu, tu регулюють так, що середній розмір зазначених осаджених карбідів, нітридів або карбонітридів після зазначеного відпалу знаходиться між 5 та 25 нанометрами.
15. Спосіб за пп. 13 або 14, який відрізняється тим, що параметри Vh, Ts, ts, Vc, Tu, tu регулюють так, що середній розмір зазначених осаджених карбідів, нітридів або карбонітридів після зазначеного відпалу знаходиться між 7 та 20 нанометрами.
16. Спосіб за пп. 13 або 15, який відрізняється тим, що параметри Vh, Ts, ts, Vc, Tu, tu регулюють так, що принаймні 75 % зазначених осадів після зазначеного відпалу знаходяться в міжзеренних положеннях.
17. Спосіб за пп. 13-16, який відрізняється тим, що хімічний склад сталі необов'язково містить один або більше елементів, вибраних з, мас. %:
0,0005 ≤ В ≤ 0,0030,
Ni ≤ 1,0000,
Сu ≤ 5,0000.
18. Спосіб одержання холоднокатаного листа з марганцевої сталі аустенітної структури за п. 13, який відрізняється тим, що створюють сталь із хімічним складом, що включає 0,050 ≤ V ≤ 0,50 мас. %, що зазначений напівпродукт є гарячекатаним з температурою кінця прокатки 950 °С або вище, що зазначений лист намотують при температурі нижче 500 °С, що зазначений лист є холоднокатаним зі ступенем обтиснення більше 30 %, що термообробку відпалом виконують зі швидкістю нагрівання Vh між 2 та 10 °С/с, при температурі Ts між 700 та 870 °С протягом часу між 30 та 180 с і що зазначений лист охолоджують зі швидкістю між 10 та 50 °С/с.
19. Спосіб за п. 18, який відрізняється тим, що швидкість нагрівання Vh знаходиться між 3 та 7 °С/с.
20. Спосіб за будь-яким з пп. 18, 19, який відрізняється тим, що температура витримування Ts знаходиться між 720 та 850 °С.
21. Спосіб за будь-яким з пп. 13-20, який відрізняється тим, що напівпродукт відливають у формі слябів або тонких смуг між сталевих вальців, що обертають в протилежних напрямках.
22. Застосування листа сталі аустенітної структури за будь-яким з пп. 1-12, або виготовленого у спосіб за будь-яким з пп. 13-21, як матеріалу для виготовлення конструкційних деталей, силових елементів або зовнішніх деталей в області автомобілебудування.
Текст
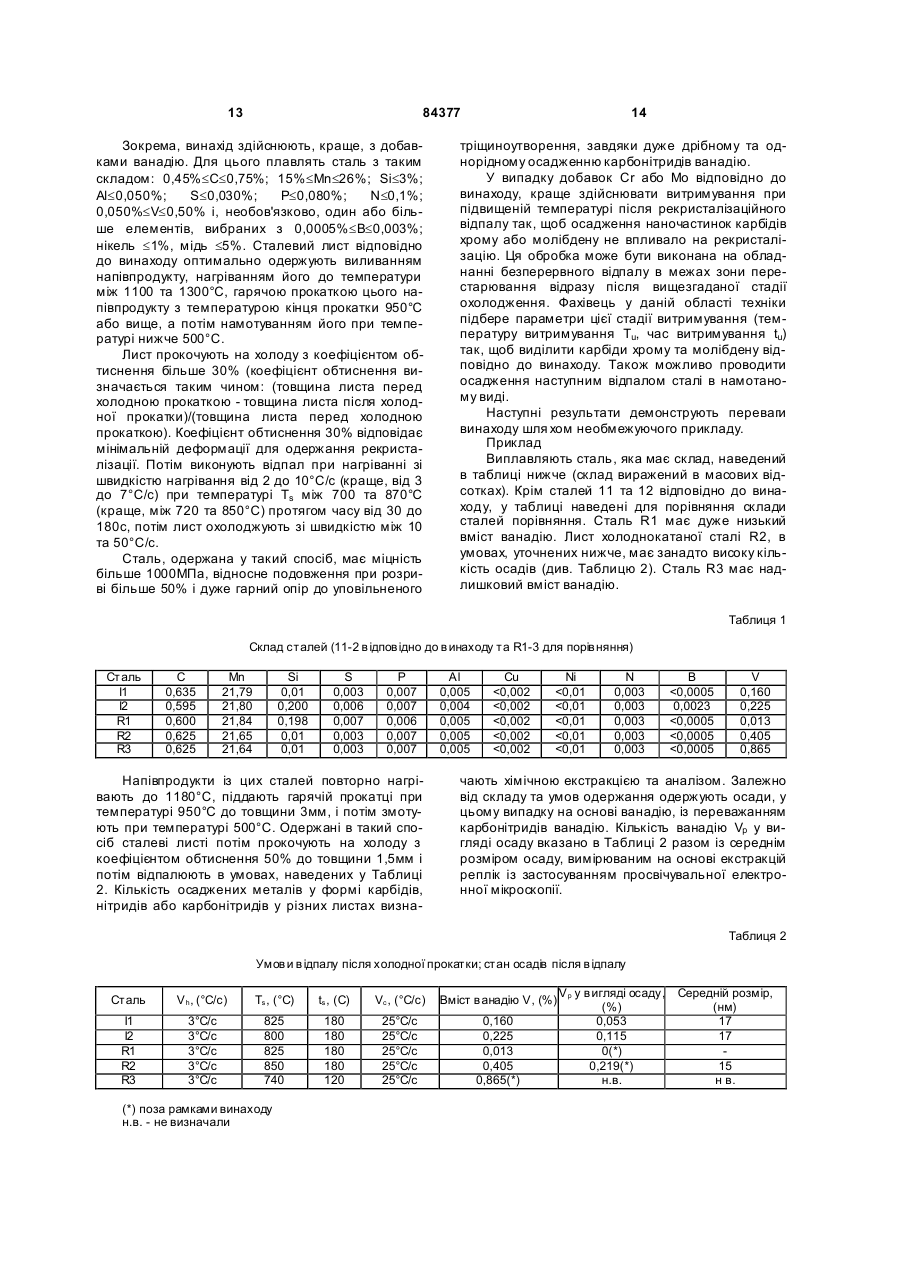
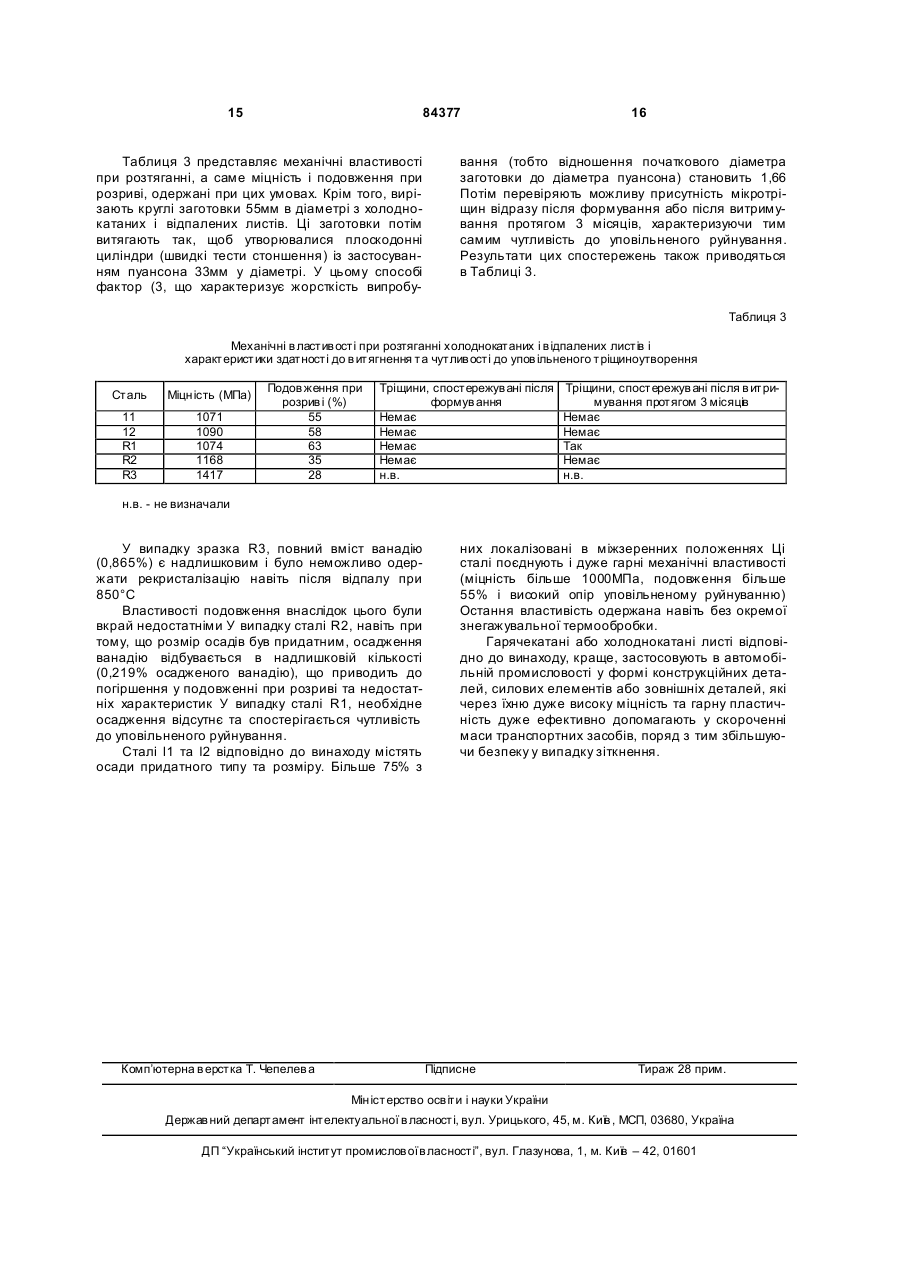
1. Лист з марганцевої сталі аустенітної структури, хімічний склад якого включає, мас. %: 0,45≤С≤0,75, 15,00≤Мn≤26,00, Si≤3,00, Al≤0,05, S≤0,03, P≤0,08, N≤0,10, принаймні один метал, вибраний з ванадію, титану, ніобію, хрому і молібдену, де 0,05≤V≤0,50, 0,04≤Ті≤0,50, 0,07≤Nb≤0,50, 0,07≤Сr≤2,00, 0,14≤Мо≤2,00, решта - залізо та неминучі домішки, утворені при виплавці, причому кількість зазначеного принаймні одного металу у вигляді осадів карбідів, нітридів або карбонітридів становить: 0,03≤Vp≤0,15, 0,03≤Tip≤0,13, 0,04≤Nbp≤0,22, 0,07≤Crp≤0,60, 0,14≤Мор≤0,44. 2. Лист за п.1, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,50≤С≤0,70. 3. Лист за пп.1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 17,00≤Мn≤24,00. 4. Лист за пп.1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,07≤V≤0,40, причому кількість ванадію у вигляді осаджених карбідів, нітридів або карбонітридів становить: 0,07≤Vр≤0,14. 5. Лист за пп.1 або 2, який відрізняється тим, що склад зазначеної сталі включає, мас. %: 0,06≤Ті≤0,40, причому кількість титану у вигляді осаджених карбідів, нітридів або карбонітридів становить: 0,06≤Тір≤0,11. 2 (19) 1 3 84377 4 - зазначений напівпродукт піддають гарячій прокатці з температурою кінця прокатки 890°С або вище до одержання проміжного листа; - зазначений проміжний лист намотують при температурі нижче 580°С; - зазначений проміжний лист піддають холодній прокатці; - зазначений проміжний лист піддають термообробці відпалом, зазначена термообробка включає стадію нагрівання зі швидкістю нагрівання Vh, стадію витримування при температурі Ts протягом часу витримування ts, з наступною стадією охолодження зі швидкістю охолодження Vc, з необов'язковою наступною стадією витримування при температурі Тu протягом часу витримування tu, причому параметри Vh, Ts, ts , Vc, T u, t u регулюють так, щоб одержати кількість зазначеного принаймні одного осаду металевого елемента за будьяким з пунктів 1-8. 14. Спосіб за п.13, який відрізняється тим, що параметри Vh, Ts, ts, Vc, Tu , tu регулюють так, що середній розмір зазначених осаджених карбідів, нітридів або карбонітридів після зазначеного відпалу знаходиться між 5 та 25 нанометрами. 15. Спосіб за пп.13 або 14, який відрізняється тим, що параметри Vh, Ts, ts , Vc, Tu , t u регулюють так, що середній розмір зазначених осаджених карбідів, нітридів або карбонітридів після зазначеного відпалу знаходиться між 7 та 20 нанометрами. 16. Спосіб за пп.13 або 15, який відрізняється тим, що параметри Vh, Ts, ts , Vc, Tu , t u регулюють так, що принаймні 75% зазначених осадів після зазначеного відпалу знаходяться в міжзеренних положеннях. 17. Спосіб за пп.13-16, який відрізняється тим, що хімічний склад сталі необов'язково містить один або більше елементів, вибраних з, мас. %: 0,0005≤В≤ 0,0030, Ni≤1,0000, Сu≤5,0000. 18. Спосіб одержання холоднокатаного листа з марганцевої сталі аустенітної структури за п.13, який відрізняється тим, що створюють сталь із хімічним складом, що включає 0,050≤V≤0,50мас.%, що зазначений напівпродукт є гарячекатаним з температурою кінця прокатки 950°С або вище, що зазначений лист намотують при температурі нижче 500°С, що зазначений лист є холоднокатаним зі ступенем обтиснення більше 30%, що термообробку відпалом виконують зі швидкістю нагрівання Vh між 2 та 10°С/с, при температурі Ts між 700 та 870°С протягом часу між 30 та 180 с і що зазначений лист охолоджують зі швидкістю між 10 та 50°С/с. 19. Спосіб за п.18, який відрізняється тим, що швидкість нагрівання Vh знаходиться між 3 та 7°С/с. 20. Спосіб за будь-яким з пп.18, 19, який відрізняється тим, що температура витримування Ts знаходиться між 720 та 850°С. 21. Спосіб за будь-яким з пп.13-20, який відрізняється тим, що напівпродукт відливають у формі слябів або тонких смуг між сталевих вальців, що обертають в протилежних напрямках. 22. Застосування листа сталі аустенітної структури за будь-яким з пп.1-12, або виготовленого у спосіб за будь-яким з пп.13-21, як матеріалу для виготовлення конструкційних деталей, силових елементів або зовнішніх деталей в області автомобілебудування. Винахід стосується виготовлення гарячекатаного та холоднокатаного листа з аустенітної залізо-вуглець-марганцевої сталі, що має дуже гарні механічні властивості, і особливо високу механічну міцність, при дуже гарному опорі до уповільненого тріщиноутворення. Відомо, що деякі випадки застосування, особливо, в автомобільній області, вимагають, щоб металеві структури були більш полегшеними та посиленими на випадок зіткнення, а також мали гарну здатність до витягнення. Це вимагає використання конструкційних матеріалів, які поєднують високу межу міцності з високої деформованістю. Для задоволення цих вимог [FR 2829775], розкриває, наприклад, аустенітні сплави з основними елементами залізо/вуглець (до 2% і марганець (між 10 та 40%), які можуть бути гарячекатаними та холоднокатаними, та з міцністю, що може перевищува ти 1200МПа. Спосіб деформації цих сталей залежить тільки від енергії дефекту упаковки - для досить високої енергії дефекту упаковки спостережуваним способом механічної деформації є двійникування, що приводить до високого деформаційного зміцнення. Перешкоджаючи поширенню дислокацій, двійники допомагають збільшува ти межу міцності. Однак коли енергія дефекту упаковки перевищує деяку межу, ковзання досконалих дислокацій стає домінуючим механізмом деформації, і деформаційне зміцнення знижується. Тому вищезгаданий патент розкриває Fe-C-Mn сталь, енергія дефекту упаковки якої є такою, що спостерігається високе деформаційне зміцнення поряд з дуже високою механічною міцністю. Зараз відомо, що чутливість до уповільненого тріщиноутворення збільшується з механічною міцністю, особливо після деяких холодних формувань, тому що високі залишкові напруги мають схильність зберігатися після деформації Поряд з атомарним воднем, можливо присутнім у металі, ці напруги повинні приводити до уповільненого тріщиноутворення, тобто, тріщиноутворення, яке відбувається через якийсь час після власне деформації. Водень може поступово накопичуватися за рахунок дифузії в дефектах кристалічних ґрат, наприклад, на границі поділу матриця/включення, границі двійників і границі зерен. Саме в останніх дефектах водень може стати небезпечним, коли він через певний час досягне критичної концентрації. Ця затримка випливає з області розподілу залишкових напруг та кінетики дифузії водню, хоча 5 84377 коефіцієнт дифузії водню при кімнатній температурі низький, особливо в аустенітних конструкційних сплавах, у яких середній пробіг за секунду цього елемента становить близько 0,03 мікрон. Крім того, водень, локалізований на границях зерен, ослабляє їхню когезію та сприяє появі уповільнених міжзеренних тріщин. Існує потреба в гарячекатаних або холоднокатаних сталях, які одночасно мають високу міцність і високу пластичність при дуже високому опорі уповільненому тріщиноутворенню. Також існує потреба в недорогому виробництві таких сталей, тобто, в умовах виробництва, сумісних з вимогами продуктивності існуючих промислових ліній, та з прийнятними витратами для цього типу продукту. Зокрема відомо, що можна значно знизити вміст водню спеціальною знегажувальною термообробкою. Крім додаткової вартості цих обробок, їхні теплові умови можливо приводять до укрупнення зерен або осадків цементиту в цих сталях, часто несумісних з вимогами до механічних властивостей. Тому метою винаходу є виготовлення гарячекатаного або холоднокатаного сталевого листа або виробу, що є недорогим у виробництві, з міцністю більше 900МПа, відносним подовженням при розриві більше 50%, які особливо підходять для холодного формування та мають дуже високий опір уповільненому тріщиноутворенню, без необхідності в окремій знегажувальній термообробці. Для цієї мети, одним об'єктом винаходу є лист аустенітної залізо-вуглець-марганцевої сталі, хімічний склад якої включає, в% мас: 0,4%£C£0,75%, 15%£Mn £26%; Si£3%; Al£0,050%; S£0,030%; P£0,080%; N£0,1%; принаймні, один метал, вибраний з ванадію, титану, ніобію, хрому та молібдену, де 0,050%£V£0,50%; 0,040%£Ті£0,50%; 0,070%£Nb£0,50%; 0,070%£Cr£2%; 0,14%£Mo£2% і, необов'язково, один або більше елементів, вибраних з 0,0005%£В£0,003%; Ni£1%; Cu£5%, решта залізо та неминучі домішки, що утворюються при плавленні, кількість металу у вигляді осаджених карбідів, нітридів або карбонітридів становить: 0,030%£Vp£0,150%; 0,030%£Тір£0,130%; 0,040%£Nbp£0,220%; 0,070%£Сrр£0,6%; 0,14%£Мор£0,44%. Краще, до складу сталі входить: 0,50%£C£0,70%. Відповідно до кращого виконання, до складу сталі входить: 17%£Mn£24%. Відповідно до кращого виконання, до складу сталі входить 0,070%£V£0,40%), кількість ванадію у вигляді осаджених карбідів, нітридів або карбонітридів становить 0,070%£Vp£0,140%. Краще, до складу сталі входить 0,060%£Ті£0,40%, кількість титану у вигляді осаджених карбідів, нітридів або карбонітридів становить: 0,060%£Тір£0,110%. Краще, до складу сталі входить 0,090%£Nb£0,40%, кількість ніобію у вигляді осаджених карбідів, нітридів або карбонітридів становить: 0,090%£Nbp£0,200%. 6 Краще, до складу сталі входить 0,20%£Cr£1,8%, кількість хрому у вигляді осаджених карбідів становить 0,20%£Crp£0,5%. Краще, до складу сталі входить 0,20%£Mo£1,8%, кількість молібдену у вигляді осаджених карбідів становить 0,20%£Мор£0,35%. Відповідно до кращого виконання, середній розмір осадів находиться між 5 та 25 нанометрами, ще краще, між 7 та 20 нанометрами. Краще, принаймні 75% заселеності зазначених осадів находиться в міжзеренному положенні. Іншим предметом винаходу є спосіб одержання холоднокатаного листа з аустенітної залізовуглець-марганцевої сталі, хімічний склад якої включає, в % мас: 0,45%£C£0,75%; 15%£Mn£26%; Si£3%; Al£0,050%; S£0,030%; P£0,080%; N£0,1%; принаймні, один метал, вибраний з ванадію, титану, ніобію, хрому та молібдену, де 0,050%£V£0,50%; 0,040%£Ті£0,50%; 0,070%£Nb£0,50%; 0,070%£Cr£2%; 0,14%£Mo£2%; і, необов'язково, один або більше елементів, вибраних з 0,0005%£В£0,003%; нікелю £1%; міді £5%, решта залізо та неминучі домішки, що утворюються при плавленні; із цієї сталі відливають напівпродукт; цей напівпродукт нагрівають до температури між 1100 та 1300°С; прокочують при нагріванні з температурою 890°C або вище наприкінці прокатки; одержаний лист змотують при температурі нижче 580°С; лист прокочують на холоду та проводять відпал, який включає стадію нагрівання зі швидкістю нагрівання Vh, стадію витримування при температурі Ts протягом часу витримування ts, з наступною стадією охолодження зі швидкістю охолодження Vc, необов'язково, з наступною стадією витримування при температурі Тu із часом витримування tu, параметри Vh, Ts , ts, Vc, Tu, tu регулюють так, щоб одержати метали в осадах у кількостях, згаданих ви ще. Відповідно до кращого виконання, параметри Vh , Ts, ts , Vc, T u, t u регулюють так, що середній розмір карбіду, нітриду або карбонітриду, осаджених після відпалу, находиться між 5 та 25 нанометрами, краще, між 7 та 20 нанометрами. Краще, параметри Vh, Ts, ts, Vc , T u, t u регулюють так, щоб принаймні 75% заселеності зазначених осадів находилося в міжзеренному положенні. У кращому виконанні одержують сталь, хімічний склад якої включає 0,050%£V£0,50%, напівпродукт прокочують при нагріванні з температурою 950°C або вище наприкінці прокатки, лист змотують при температурі нижче 500°С, лист прокочують на холоду з коефіцієнтом обтиснення більше 30%, відпал проводять зі швидкістю нагрівання Vh між 2 та 10°С/с, при температурі Ts між 700 та 870°C протягом часу від 30 до 180с, і лист о холоджують зі швидкістю між 10 та 50°С/с. Швидкість нагрівання Vh на ходиться, краще, між 3 та 7°С/с. Відповідно до кращого виконання, температура витримування T5 находиться між 720 та 850°C. Краще, напівпродукт відливають у формі слябів або тонких смуг між сталевими вальцями, що обертаються в протилежних напрямках. 7 84377 Ще одним предметом винаходу є застосування аустенітного сталевого листа, описаного вище або одержаного способом, описаним вище, для виготовлення конструктивних частин, армуючих частин або зовнішніх частин в області автомобілебудування. Подальші особливості та переваги винаходу стануть очевидними далі з опису, що приводиться як приклад. Після численних випробувань, автори винаходу показали, що різні вимоги, згадані вище, можуть бути виконані при дотриманні таких умов: З погляду хімічного складу сталі, вуглець відіграє дуже важливу роль у формуванні мікроструктури та механічних властивостей. Він збільшує енергію дефекту упаковки та сприяє стабільності аустенітної фази. У сполученні з марганцем, що находиться в кількості 15-26% мас, ця стабільність досягається для вмісту вуглецю 0,45% або вище. Однак для вмісту вуглецю більше 0,75% стає важко запобігти надмірному осадженню карбідів у деяких циклах нагрівання в ході промислового виробництва, таке осадження погіршує пластичність. Краще, вміст вуглецю находиться між 0,50 та 0,70% мас. для одержання достатньої міцності разом з оптимальним осадженням карбідів або карбонітридів. Марганець також є необхідним елементом для збільшення міцності, збільшення енергії дефекту упаковки та стабілізації аустенітної фази Якщо його вміст менше 15%, існує ризик утворення мартенситної фази, що дуже помітно зменшує здатність до деформації. Крім того, коли вміст марганцю більше 26%, пластичність при кімнатній температурі погіршується. Крім того, з економічних причин, високий вміст марганцю є небажаним. Краще, вміст марганцю находиться між 17 та 24%, щоб оптимізувати енергію дефекту упаковки та запобігти формуванню мартенситу при деформації. Крім того, коли вміст марганцю більше 24%, спосіб деформації двійникуванням є менш сприятливим, ніж спосіб деформації ковзанням досконалих дислокацій. Алюміній є особливо ефективним елементом для розкиснення сталі. Подібно вуглецю, він збільшує енергію дефекту упаковки. Однак алюміній заважає, якщо він присутній у надлишку в сталях з високим вмістом марганцю, тому що марганець збільшує розчинність азоту в рідкому залізі. Якщо занадто велика кількість алюмінію присутня у сталі, азот, зв'язаний з алюмінієм, виділяється у формі нітриду алюмінію, що перешкоджає переміщенню границь зерна під час гарячої обробки та значно збільшує ризик появи тріщин при безперервному литті. Крім того, як буде пояснено пізніше, має бути присутня достатня кількість азоту для утворення дрібних осадів, особливо, карбонітридів. Вміст Al 0,050% або менше запобігає виділенню Al і підтримує достатній вміст азоту для осадів елементів, зазначених нижче. Відповідно, вміст азоту повинен складати 0,1% чи менше, щоб запобігти цьому осадженню та утворенню об'ємних дефектів (раковин) під час отвердіння Крім того, коли присутні елементи, здатні до осадження у формі нітридів, наприклад, ва 8 надій, ніобій і титан, вміст азоту не повинен перевищува ти 0,1% через небезпеку утворення великих осадів, які неефективні для захоплення водню. Кремній також є ефективним елементом для розкиснення сталі та для зміцнення твердої фази. Однак його вміст вище 3% зменшує подовження та приводить до утворення небажаних оксидів при певних складальних процесах, і тому вміст повинен бути нижче цієї межі. Сірка та фосфор є домішками, які окрихчуют границі зерна. їхній відповідний вміст не повинен перевищувати 0,030 та 0,080%, для підтримання пластичності в гарячому стані. Необов'язково, бор можна додати в кількості між 0,0005 та 0,003%. Цей елемент виділяється на аустенітних границях зерна та збільшує їхню когезію. Нижче 0,0005% цей ефект відсутній. Ви ще 0,003% бор виділяється у вигляді борокарбідів, і ефект далі не посилюється. Нікель необов'язково може застосовуватися для збільшення міцності сталі загартуванням розчину. Нікель вносить вклад у досягнення високого відносного подовження при розриві та особливо збільшує в'язкість. Однак з економічних причин, бажано обмежити вміст нікелю максимальним вмістом 1% або менше. Аналогічно, при необхідності, введення міді до вмісту, що не перевищує 5%, є засобом зміцнення сталі за допомогою осадження металевої міді. Однак вище цього вмісту мідь викликає поверхневі дефекти в гарячекатаному листі. Метали, здатні до утворення осадів, наприклад, ванадій, титан, ніобій, хром і молібден, відіграють важливу роль у рамках винаходу. Це пов'язано з тим, що, як відомо, уповільнене тріщиноутворення викликано надмірною місцевою концентрацією водню, особливо, на аустенітних границях зерна. Автори показали, що деякі типи осадів, природа, кількість, розмір і розподіл яких точно визначені у винаході, дуже помітно зменшують чутливість до уповільненого тріщиноутворення без погіршення пластичності та в'язкості. Автори, по-перше, показали, що осади карбідів, нітридів або карбонітридів ванадію, титану або ніобію дуже ефективні як пастки водню. Карбіди хрому або молібдену можуть також виконувати цю роль. Тому при кімнатній температурі водень необоротно захоплюється на границі поділу між осадами та матрицею. Однак для забезпечення захоплення залишкового водню, що зустрічається при деяких промислових умовах, необхідно, щоб кількість металів у вигляді осаду дорівнювала або була вище критичного вмісту, що залежить від природи осадів Кількість металів у вигляді карбіду, нітриду та карбонітриду позначена Vp, Ti p та Nbp у випадку ванадію, титану та ніобію, відповідно, та Сrр і Мор у випадку хрому та молібдену у формі карбіду. В цьому відношенні, сталь містить один або більше металів, вибраних з: - ванадію, у кількості між 0,050 та 0,50% мас, і з кількістю у вигляді осаду Vp між 0,030% та 0,150% мас. Краще, вміст ванадію находиться між 9 84377 0,070% і 0,40%, кількість Vp находиться між 0,070% і 0,140% мас; - титану, у кількості Ті між 0,040 та 0,50% мас, кількість Тір у вигляді осаду находиться між 0,030% та 0,130%. Краще, вміст титану находиться між 0,060% та 0,40%, кількість Tip находиться між 0,060% та 0,110% мас; - ніобію, у кількості між 0,070 та 0,50% мас, кількість Nbp у вигляді осаду находиться між 0,040 та 0,220%. Краще, вміст ніобію находиться між 0,090% та 0,40%, кількість Nbp находиться між 0,090% і 0,200% мас; - хрому, у кількості між 0,070% та 2% мас, кількість Сrр у вигляді осаду находиться між 0,070% та 0,6%. Краще, вміст хрому находиться між 0,20% та 1,8%, кількість Сrр находиться між 0,20 та 0,5%; і - молібдену, у кількості між 0,14 та 2% мас, кількість молібдену у вигляді осаду находиться між 0,14 та 0,44%. Краще, вміст молібдену находиться між 0,20 та 1,8%, кількість Мо р находиться між 0,20 та 0,35%. Мінімальні значення, вказані для цих різних елементів (наприклад, 0,050% у випадку ванадію) відповідають кількості добавки, необхідній для утворення осадів у виробничих теплових циклах. Кращий мінімальний вміст (наприклад, 0,070% у випадку ванадію) вказується для одержання найбільшої кількості осадів. Максимальні значення, вказані для цих різних елементів (наприклад, 0,50% у випадку ванадію) відповідають надлишковому осадженню або осадженню в невідповідній формі, погіршенню механічних властивостей або неекономному виконанню винаходу. Кращий максимальний вміст (наприклад, 0,40% у випадку ванадію) вказаний для оптимізації добавки елемента. Мінімальні значення вмісту металів у вигляді осаду (наприклад, 0,030% у випадку ванадію) відповідають кількості осадів для дуже ефективного скорочення чутливості до уповільненого тріщиноутворення. Краща мінімальна кількість (наприклад, 0,070% у випадку ванадію) вказана для одержання особливо високого опору до уповільненого тріщиноутворення. Максимальне значення вмісту металів у вигляді осаду (наприклад, 0,150% у випадку ванадію) відзначає погіршення в пластичності або в'язкості, руйнування починається на осадах. Крім того, вище цього максимального значення відбувається інтенсивне осадження, що може запобігти повній рекристалізації під час безперервних теплових обробок при відпалюванні після холодної прокатки. Кращий максимальний вміст у вигляді осаду (наприклад, 0,140% у випадку ванадію) вказується так, щоб пластичність зберігалася в максимально можливому ступені, та так, щоб одержані осади були б сумісними з рекристалізацією у звичайних умовах рекристалізації при відпалюванні. Крім того, автори показали, що надмірно великий середній розмір осадів зменшує е фективність захоплення. Фраза "середній розмір осадів" позначає тут розмір, що може бути виміряний, наприклад, із застосуванням екстракційних реплік, з наступними спостереженнями за допомогою 10 просвічувального електронного мікроскопа: вимірюють діаметр (у випадку сферичних або майже сферичних осадів) або найбільшу довжину (у випадку осадів неправильної форми) кожного осаду, а потім будують гістограму розподілу по розмірах для цих осадів, з якої розраховують середнє, підраховуючи статистично представницьке число частинок. Вище середнього розміру 25 нанометрів, ефективність захоплення водню знижується внаслідок зменшення границі поділу між осадами та матрицею Для заданої кількості осадів, середній розмір осаду, що перевищує 25 нанометрів, також зменшує щільність присутніх осадів, таким чином, надмірно збільшуючи відстань між пастками водню. Площа границі поділу для захоплення водню також зменшується. Краще, середній розмір осадів становить менше 20 нанометрів для захоплення найбільшої кількості водню. Однак коли середній розмір частинок становить менше 5 нанометрів, осади будуть мати тенденцію до утворення таким чином, щоб бути зв'язаними з матрицею, у такий спосіб скорочуючи здатність до захоплення. Також зростають труднощі регулювання цих дуже дрібних осадів Цих труднощів уникають, коли середній розмір осадів більше 7 нанометрів. Це середнє значення може включати присутність численних дуже дрібних осадів, що мають розмір близько нанометра. Автори також показали, що осади, краще, розташовані в міжзеренних положеннях, так що зменшується чутливість до уповільненого тріщиноутворення. Це відбувається тому, що коли принаймні 75% заселеності осадів лежить у міжзеренних положеннях, можливо присутній водень розподілений більш однорідно, без накопичення на границях аустенітних зерен, які є потенційними ділянками окрихчування. Додавання одного з вищезгаданих елементів, особливо хрому, дозволяє виділити різні карбіди, наприклад, MC, M7C3, М23С6, M3C, де M позначає не тільки метал, але також і Fe або Mn, елементи, присутні в матриці. Присутність заліза та марганцю в осадах збільшує кількість осадів з меншими витратами, у такий спосіб збільшуючи е фективність осадки. Автори також показали, що додавання ванадію, який є елементом, що виділяється у вигляді карбідів ванадію VC, нітридів ванадію VN і відносно складних карбонітридів V(CN), є особливо кращим в контексті винаходу. Мета винаходу полягає в одержанні сталі з дуже гарними механічними властивостями та низькою чутливістю до уповільненого руйнування. Як згадано вище, для виготовлення холоднокатаного та відпаленого листа пропонується, щоб сталь була повністю рекристалізована після циклу відпалу. Передчасне надмірне осадження, що має місце, наприклад, на стадії виливки, гарячої прокатки або намотування, буде мати можливий ефект запізнювання при рекристалізації, створювати ризик зміцнення металу та збільшення опору при гарячій або холодній прокатці. Таке осадження також буде менш ефективним, оскільки воно буде мати місце в значній мірі на границях аустенітного зерна. Розмір цих осадів, сформованих при висо 11 84377 кій температурі, буде більшим, часто, більше 25 нанометрів. Автори показали, що добавки ванадію є особливо бажаними, оскільки осадження цього елемента навряд чи має місце під час гарячої прокатки або намотування. Отже, попереднє регулювання сил гарячої та холодної прокатки не повинне змінюватися, і весь ванадій доступний для дуже дрібного та однорідного осадження протягом наступного циклу відпалу після холодної прокатки. Осадження відбувається у ви гляді однорідно розподілених осадів VC та VN або V(CN) нанорозмірів, значна більшість осадів находиться у міжзеренних положеннях, тобто у формі, найбільш бажаній для захоплення водню. Крім того, ці дрібні осади обмежують ріст зерна та найменший розмір аустенітного зерна, який можна одержати після відпалу. Спосіб одержання відповідно до винаходу виконують у такий спосіб: виплавляють сталь, що має такий склад: 0,45%£C£0,75%; 15%£Mn£26%; Si£3%; Al£0,050%; S£0,030%; P£0,080%; N£0,1%; один або більше елементів, вибраних з 0,050%£V£0,50%; 0,040%£Ті£0,50%; 0,070%£Nb£0,50%; 0,070%£Cr£2%; 0,14%£Mo£2% і, необов'язково, один чи більше елементів, вибраних з 0,0005%£В£0,003%; нікель £1%; мідь £5%, решта залізо та неминучі домішки, що є результатом плавлення. За плавленням може йти виливання у злитки або безперервне виливання у сляби з товщиною близько 200мм. Виливок може бути також, краще, виконаний у формі сляба з товщиною в кілька десятків міліметрів або тонкої смуги з товщиною в кілька міліметрів. Коли присутні деякі додаткові елементи відповідно до винаходу, наприклад, титан або ніобій, виливок сталі у формі тонких виробів приводить до осадження дуже дрібних і термостабільних нітридів або карбонітридів, присутність яких зменшує чутливість до уповільненого тріщиноутворення. Виливки цих напівпродуктів спочатку нагрівають до температури між 1100 та 1300°С. Мета цього полягає в тому, щоб досягти у кожній точці температури, сприятливої для високих деформацій, яким сталь буде піддана в ході прокатки. Однак температура повторного нагрівання не повинна перевищувати 1300°C, щоб не бути занадто близькою до температури солідуса, що може бути досягнута в будь-якій області, локально збагаченій по марганцю та/або вуглецю, та викликати локальний перехід сталі у рідкий стан, що було б небезпечним при гарячому формуванні. Звичайно, у випадку прямого виливання тонкого сляба, стадія гарячої прокатки цих напівпродуктів, що починається між 1300 та 1000°С, може бути виконана безпосередньо після виливання без проміжного етапу повторного нагрівання. Напівпродукт піддають гарячій прокатці, наприклад, щоб одержати гарячекатану смугу товщиною 2-5 міліметрів або навіть 1-5мм у випадку напівпродукту, одержаного виливанням тонкого сляба або 0,5-3мм у випадку виливання тонкої смуги. Низький вміст алюмінію в сталі відповідно до винаходу запобігає надлишковому виділенню 12 Al, який міг би бути небезпечним для деформованості в гарячому стані при прокатці. Для запобігання проблем тріщиноутворення через недолік пластичності, температура кінця прокатки не повинна бути нижче 890°С. Послу прокатки смуга повинна бути намотана при такій температурі, щоб не було істотно осадки карбідів, особливо міжзеренного цементиту (Fe,Mn)3C, що привів би до погіршення деяких механічних властивостей. Це відбувається, коли температура намотування нижче 580°C. Умови одержання також вибираються таким чином, щоб готовий виріб був повністю рекристалізованим. Потім може бути виконана операція холодної прокатки з наступним відпалом. Ця додаткова стадія приводить до розміру зерен, меншого, ніж одержаний з гарячекатаною смугою, і тому приводить до більш високих міцнісних властивостей. Звичайно, цю стадію слід виконувати, якщо бажано одержати вироби меншої товщини, наприклад, в інтервалі від 0,2мм до декількох мм. Гарячекатаний виріб, одержаний способом, описаним вище, піддають холодній прокатці після необов'язкового попереднього протравляння, виконаного у звичайний спосіб. Після цього етапу прокатки зерно дуже нагартовано, і рекомендується виконати рекристалізацію відпалом. Ця обробка має ефект відновлення пластичності та виділення осадів відповідно до винаходу. Цей відпал, краще, виконуваний безперервно, включає такі послідовні стадії: - стадія нагрівання, що характеризується швидкістю нагрівання Vh; - стадія витримування при температурі T5 протягом часу ви тримування ts; - стадія охолодження зі швидкістю охолодження Vс; і, необов'язково, стадія витримування при температурі Тu протягом часу ви тримування tu. Перед необов'язковою стадією витримування при температурі Ти виріб може бути охолоджений до кімнатної температури. Ця стадія витримування при температурі Тu необов'язково може бути додатково виконана в окремому пристрої, наприклад, печі для статичного відпалу сталевих котушок. Точний вибір параметрів Vh, Ts, ts , Vc , Tu, t u звичайно проводять так, щоб були одержані бажані механічні властивості, особливо завдяки повній рекристалізації. Крім того, у рамках винаходу кваліфікований в даній області техніки фахівець буде регулювати їх, зокрема, по відносному подовженню при гарячій прокатці, таким чином, щоб кількість металевих елементів (V, Ті, Nb, Cr, Mo), присутніх у вигляді осаджених карбідів, нітридів або карбонітридів після відпалу, находилося в межах вищезгаданого вмісту (Vp , Tip , Nbp, Cr p, Мор). Фахівець в даній області техніки буде також регулювати ці параметри відпалу таким чином, щоб середній розмір цих осадів складав від 5 до 25 нанометрів, краще, від 7 до 20 нанометрів. Ці параметри можуть також бути відрегульовані таким чином, що осадження здебільшого відбувається однорідно в матриці, тобто, принаймні 75% осадів находиться в міжзеренних положеннях. 13 84377 Зокрема, винахід здійснюють, краще, з добавками ванадію. Для цього плавлять сталь з таким складом: 0,45%£C£0,75%; 15%£Mn£26%; Si£3%; Al£0,050%; S£0,030%; P£0,080%; N£0,1%; 0,050%£V£0,50% і, необов'язково, один або більше елементів, вибраних з 0,0005%£В£0,003%; нікель £1%, мідь £5%. Сталевий лист відповідно до винаходу оптимально одержують виливанням напівпродукту, нагріванням його до температури між 1100 та 1300°C, гарячою прокаткою цього напівпродукту з температурою кінця прокатки 950°С або вище, а потім намотуванням його при температурі нижче 500°C. Лист прокочують на холоду з коефіцієнтом обтиснення більше 30% (коефіцієнт обтиснення визначається таким чином: (товщина листа перед холодною прокаткою - товщина листа після холодної прокатки)/(товщина листа перед холодною прокаткою). Коефіцієнт обтиснення 30% відповідає мінімальній деформації для одержання рекристалізації. Потім виконують відпал при нагріванні зі швидкістю нагрівання від 2 до 10°С/с (краще, від 3 до 7°С/с) при температурі Ts між 700 та 870°С (краще, між 720 та 850°С) протягом часу від 30 до 180с, потім лист охолоджують зі швидкістю між 10 та 50°С/с. Сталь, одержана у такий спосіб, має міцність більше 1000МПа, відносне подовження при розриві більше 50% і дуже гарний опір до уповільненого 14 тріщиноутворення, завдяки дуже дрібному та однорідному осадженню карбонітридів ванадію. У випадку добавок Cr або Mo відповідно до винаходу, краще здійснювати витримування при підвищеній температурі після рекристалізаційного відпалу так, щоб осадження наночастинок карбідів хрому або молібдену не впливало на рекристалізацію. Ця обробка може бути виконана на обладнанні безперервного відпалу в межах зони перестарювання відразу після вищезгаданої стадії охолодження. Фахівець у даній області техніки підбере параметри цієї стадії витримування (температуру витримування Тu, час витримування tu) так, щоб виділити карбіди хрому та молібдену відповідно до винаходу. Також можливо проводити осадження наступним відпалом сталі в намотаному виді. Наступні результати демонструють переваги винаходу шля хом необмежуючого прикладу. Приклад Виплавляють сталь, яка має склад, наведений в таблиці нижче (склад виражений в масових відсотках). Крім сталей 11 та 12 відповідно до винаходу, у таблиці наведені для порівняння склади сталей порівняння. Сталь R1 має дуже низький вміст ванадію. Лист холоднокатаної сталі R2, в умовах, уточнених нижче, має занадто високу кількість осадів (див. Таблицю 2). Сталь R3 має надлишковий вміст ванадію. Таблиця 1 Склад сталей (11-2 в ідпов ідно до в инаходу та R1-3 для порів няння) Сталь I1 I2 R1 R2 R3 C 0,635 0,595 0,600 0,625 0,625 Mn 21,79 21,80 21,84 21,65 21,64 Si 0,01 0,200 0,198 0,01 0,01 S 0,003 0,006 0,007 0,003 0,003 P 0,007 0,007 0,006 0,007 0,007 Напівпродукти із цих сталей повторно нагрівають до 1180°C, піддають гарячій прокатці при температурі 950°C до товщини 3мм, і потім змотують при температурі 500°С. Одержані в такий спосіб сталеві листі потім прокочують на холоду з коефіцієнтом обтиснення 50% до товщини 1,5мм і потім відпалюють в умовах, наведених у Таблиці 2. Кількість осаджених металів у формі карбідів, нітридів або карбонітридів у різних листах визна Al 0,005 0,004 0,005 0,005 0,005 Cu
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet of manganese steel of austenitic structure with high resistance slowed-down crack-forming and method for production thereof
Автори англійськоюScott Colin, Cugy Phippe, Roscini Maurita, Dez Anne, Cornette Dominigue
Назва патенту російськоюЛист из марганцевой стали аустенитной структуры с высоким сопротивлением замедленному трещинообразованию и способ его изготовления
Автори російськоюСкотт Колин, Сюги Филипп, Россини Морита, Дез Анн, Корнет Доминик
МПК / Мітки
МПК: C22C 38/04
Мітки: аустенітної, виготовлення, сталі, структури, тріщиноутворенню, опором, марганцевої, лист, високим, спосіб, уповільненому
Код посилання
<a href="https://ua.patents.su/8-84377-list-z-margancevo-stali-austenitno-strukturi-z-visokim-oporom-upovilnenomu-trishhinoutvorennyu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Лист з марганцевої сталі аустенітної структури з високим опором уповільненому тріщиноутворенню та спосіб його виготовлення</a>
Здатна до емалювання з обох сторін гарячекатана смуга або лист із сталі, зокрема зі сталі if, та спосіб її виготовлення (варіанти)
Номер патенту: 79406
Опубліковано: 11.06.2007
Автори: Флакса Фолкер, Фрайєр Клаус, Шьотлер Йоахім
МПК: C21D 8/02, C22C 38/00, C22C 38/14
Мітки: здатна, обох, сторін, лист, варіанти, емалювання, спосіб, гарячекатана, виготовлення, зокрема, сталі, смуга
Формула / Реферат:
1. Здатна до емалювання з обох сторін гарячекатана сталева смуга або лист із сталі товщиною до 10 мм, зокрема виготовлені зі сталі IF, при цьому сталь має наступний склад, мас. %:С - 0,010 максимальноSi - 0,030 максимальноMn - 0,80 максимальноР - 0,020 максимальноS - 0,030 мінімальноAl - 0,020-0,060Nb - (0,6-1,0)x(93/12)x(C)В - (0,5-1,5)x(11/14)x(N)Ті - мінімально...
Спосіб виготовлення листової сталі, що має абразивну стійкість, і одержаний цим способом лист
Номер патенту: 80308
Опубліковано: 10.09.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 8/02, C22C 38/00, C21D 1/18
Мітки: листової, сталі, має, способом, спосіб, лист, одержаний, абразивну, стійкість, цим, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, що має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С більше або дорівнює 0,35 і менше або дорівнює 0,8,Si не більше 2,Al не більше 2, причомуSi + Al більше або дорівнює 0,35 і менше або дорівнює 2,Mn не більше 2,5,Ni не більше 5,Cr не більше 5,Mo не більше 0,50,W не більше 1,00,...
Нанокристалічний матеріал з структурою аустенітної сталі, що має високу твердість, міцність і корозійну стійкість, і спосіб його виготовлення (варіанти)
Номер патенту: 77107
Опубліковано: 16.10.2006
Автори: Ода Казуо, Міура Харумацу, Кацумура Мунехіде, Огава Хіденорі, Міяо Нобуакі, Мізутані Масару
МПК: B22F 1/00, C21D 6/00, C22C 33/02, B22F 3/24
Мітки: матеріал, сталі, стійкість, аустенітної, високу, нанокристалічний, структурою, спосіб, міцність, корозійну, має, варіанти, виготовлення, твердість
Формула / Реферат:
1. Нанокристалічний матеріал з структурою аустенітної сталі, що має високу твердість, міцність і корозійну стійкість, який виконаний у вигляді агрегату з аустенітних нанокристалічних зерен, що містить 0,1-2,0 мас. % твердого розчину азоту.2. Нанокристалічний матеріал за п. 1, який містить до 50 % нанокристалічних зерен фериту.3. Нанокристалічний матеріал за п. 1 або 2, який містить 0,1-5,0 мас. %...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Воун Глен А., Ку Джаянг, Бангару Нарасімха-Рао В.
МПК: C21D 8/00
Мітки: виготовлення, опору, листа, тріщин, спосіб, розповсюдження, підвищення, листі, сталі, лист
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Лист високоміцної трифазної сталі з високою ударною в’язкістю при кріогенних температурах і спосіб його одержання
Номер патенту: 72488
Опубліковано: 15.03.2005
Автори: Ваугхн Глен А., Айер Рагхаван, Ку Джаянг, Бангару Нарасімха-Рао В.
МПК: C22C 38/08, C21D 8/02, C21D 8/00, C22C 38/14, C22C 38/12
Мітки: одержання, лист, кріогенних, в'язкістю, високою, температурах, високоміцної, ударною, трифазної, сталі, спосіб
Формула / Реферат:
1. Спосіб одержання листа з трифазної сталі, що має мікроструктуру, яка містить не більше за 40 об. % першої фази фериту, від 50 до 90 об. % другої фази переважно дрібнокристалічного пластинчастого мартенситу, дрібнокристалічного нижнього бейніту, дрібнозернистого бейніту (FGB) або їхніх сумішей і не більше за 10 об. % третьої фази залишкового аустеніту, причому згаданий спосіб включає такі етапи:(a) нагрівання сталевого сляба, що...
Попередній патент: Спосіб транспортування і очистки коренебульбоплодів та пристрій для його здійснення
Наступний патент: Спосіб одержання моторних палив
Випадковий патент: Спосіб лікування алергічного риніту