Електрорадіатор та спосіб його виготовлення
Номер патенту: 86683
Опубліковано: 12.05.2009
Автори: Ковтун Петро Гнатович, Тонковид Анатолій Миколайович, Вольфман Володимир Ілліч, Тризна Анатолій Андрійович, Ферліковський Віктор Іванович
Формула / Реферат
1. Електрорадіатор, що містить корпус, нагрівальний елемент, електроізоляційні покриття та контактну групу, який відрізняється тим, що корпус складається із основи і діелектричної планки, нагрівальний елемент є змінним і складається з резистивного елемента, виготовленого з вуглецевого матеріалу, та приєднаних до резистивного елемента контактних шин, у верхній частині основи корпусу виконані посадочні місця та контактні гнізда для щонайменше двох нагрівальних елементів, контактні гнізда закриті діелектричною планкою з прорізами для контактних шин, а контактна група складається з контактних шин, що знаходяться на змінних нагрівальних елементах, і розміщених у корпусі контактних гнізд та комутаційних дротів для приєднання до джерела живлення.
2. Електрорадіатор за п. 1, який відрізняється тим, що у нижній частині основи корпусу виконані порожнина сферичної форми, горизонтальні прорізи та вертикальні отвори для створення конвекційних потоків повітря.
3. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму плоскої пластини.
4. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають хвилеподібну форму.
5. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму циліндра або сплющеного циліндра.
6. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму сегмента циліндра або сегмента сплющеного циліндра.
7. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму сплющеного розрізаного циліндра або півциліндра.
8. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму сплющеного розрізаного циліндра або півциліндра без частини їх бокової поверхні.
9. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи різного діаметра і висоти розміщені на основі корпусу коаксіально.
10. Електрорадіатор за п. 1, який відрізняється тим, що на основі корпусу розміщені разом нагрівальні елементи різної геометричної форми та розмірів.
11. Електрорадіатор за п. 1, який відрізняється тим, що резистивний елемент виготовлений з вуглецевої нитки і/або джгута, а контактні шини приєднані до резистивного елемента за допомогою струмопровідного клею.
12. Електрорадіатор за п. 11, який відрізняється тим, що вуглецева нитка і/або джгут резистивного елемента розміщені на зовнішній поверхні та на внутрішній поверхні нагрівального елемента.
13. Електрорадіатор за п. 11, який відрізняється тим, що вуглецеву нитку і/або джгут резистивного елемента розміщено в нагрівальному елементі по спіралі.
14. Електрорадіатор за п. 11, який відрізняється тим, що крок намотки вуглецевого джгута і/або вуглецевої нитки резистивного елемента має постійне значення.
15. Електрорадіатор за п. 11, який відрізняється тим, що крок намотки вуглецевого джгута і/або вуглецевої нитки резистивного елемента має змінне значення.
16. Спосіб виготовлення електрорадіатора, що включає формування основи нагрівального елемента, розміщення на основі резистивного елемента, з'єднання кінців резистивного елемента з контактними шинами, нанесення ізоляційного покриття і термічну обробку нагрівального елемента, який відрізняється тим, що формують основу нагрівального елемента гарячим пресуванням склотканини, просоченої термореактивним в'яжучим, або намотуванням склотканини, просоченої термореактивним в'яжучим, на шаблон відповідної форми з наступним нагріванням, розміщують на основі резистивний елемент, намотуючи його на основу або розкладаючи на поверхні основи, з'єднують кінці резистивного елемента з контактними шинами струмопровідним клеєм, як ізоляційне покриття використовують склотканину, просочену термореактивним в'яжучим, термічну обробку нагрівального елемента здійснюють при температурі 120-160 °С протягом 4-10 хвилин, а також виготовляють корпус електрорадіатора, що складається з діелектричної пластини і основи корпусу, при цьому у верхній частині основи корпусу виконують посадочні місця та контактні гнізда для щонайменше двох нагрівальних елементів, а у нижній частині основи корпусу виконують порожнину сферичної форми, горизонтальні прорізи та вертикальні отвори для створення конвекційних потоків повітря.
17. Спосіб за п. 16, який відрізняється тим, що кінці резистивного елемента для з'єднування з контактними шинами намотують в 1-2 оберти на металічні контактні шини, просочують струмопровідним клеєм, контактні шини зверху і знизу обкладають лакотканиною і пресують при температурі 120-160 °С під тиском 40-90 кгс/см2 протягом 3-6 хвилин, потім лакотканину знімають.
18. Спосіб за п. 16, який відрізняється тим, що при виготовленні нагрівальних елементів, які мають форму плоскої пластини або хвилеподібну форму, або форму сегмента циліндра, або сегмента сплющеного циліндра, на пластині склотканини, просоченої термореактивним в'яжучим, розкладають резистивний елемент у вигляді стрічки з вуглецевої тканини чи джгута розрахованої довжини, приєднують його струмопровідним клеєм до металічних контактних шин, резистивний елемент накривають пластиною склотканини, просоченої термореактивним в'яжучим, в якій виконано розрізи для виведення контактних шин, і піддають термічній обробці при температурі 120-160 °С під тиском 50-90 кгс/м2 протягом 4-10 хвилин, використовуючи прес-форми з відповідними формами робочих поверхонь.
19. Спосіб за п. 16, який відрізняється тим, що при виготовленні нагрівальних елементів, у яких резистивний елемент розміщений на зовнішній та внутрішній поверхнях нагрівального елемента, резистивний елемент у вигляді джгута намотують на лист основи нагрівального елемента, приєднують резистивний елемент до контактних шин струмопровідним клеєм так, щоб контактні шини частково знаходились за межами листа основи, далі на металічну матрицю кладуть лист просоченої термореактивним в'яжучим склотканини, на ньому розміщують лист основи нагрівального елемента з намотаним резистивним елементом і контактними шинами, накривають другим листом просоченої термореактивним в'яжучим склотканини, що має прорізи для виведення контактних шин, і піддають термообробці при 120-160 °С під тиском 50-90 кгс/м2 протягом 4-10 хвилин.
Текст
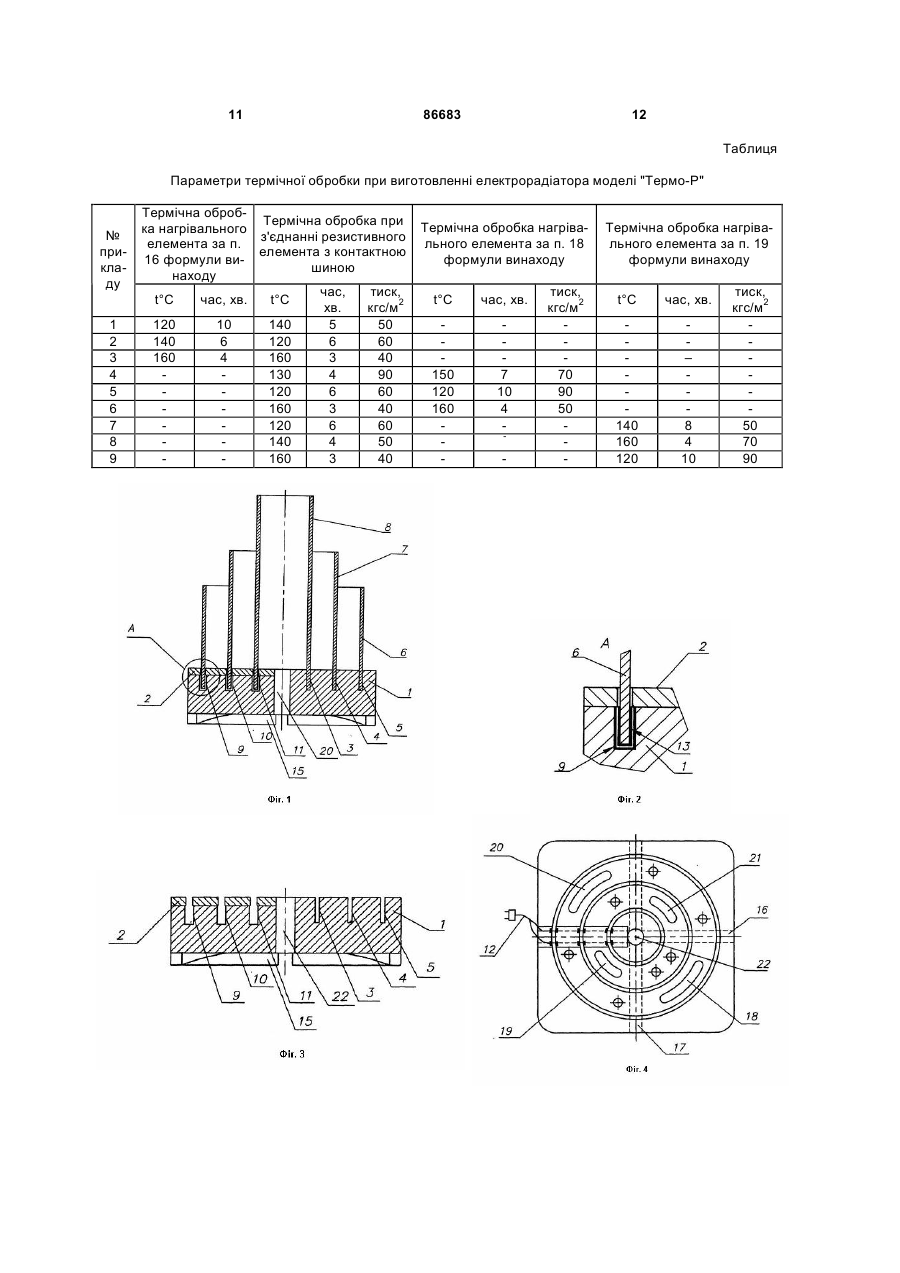
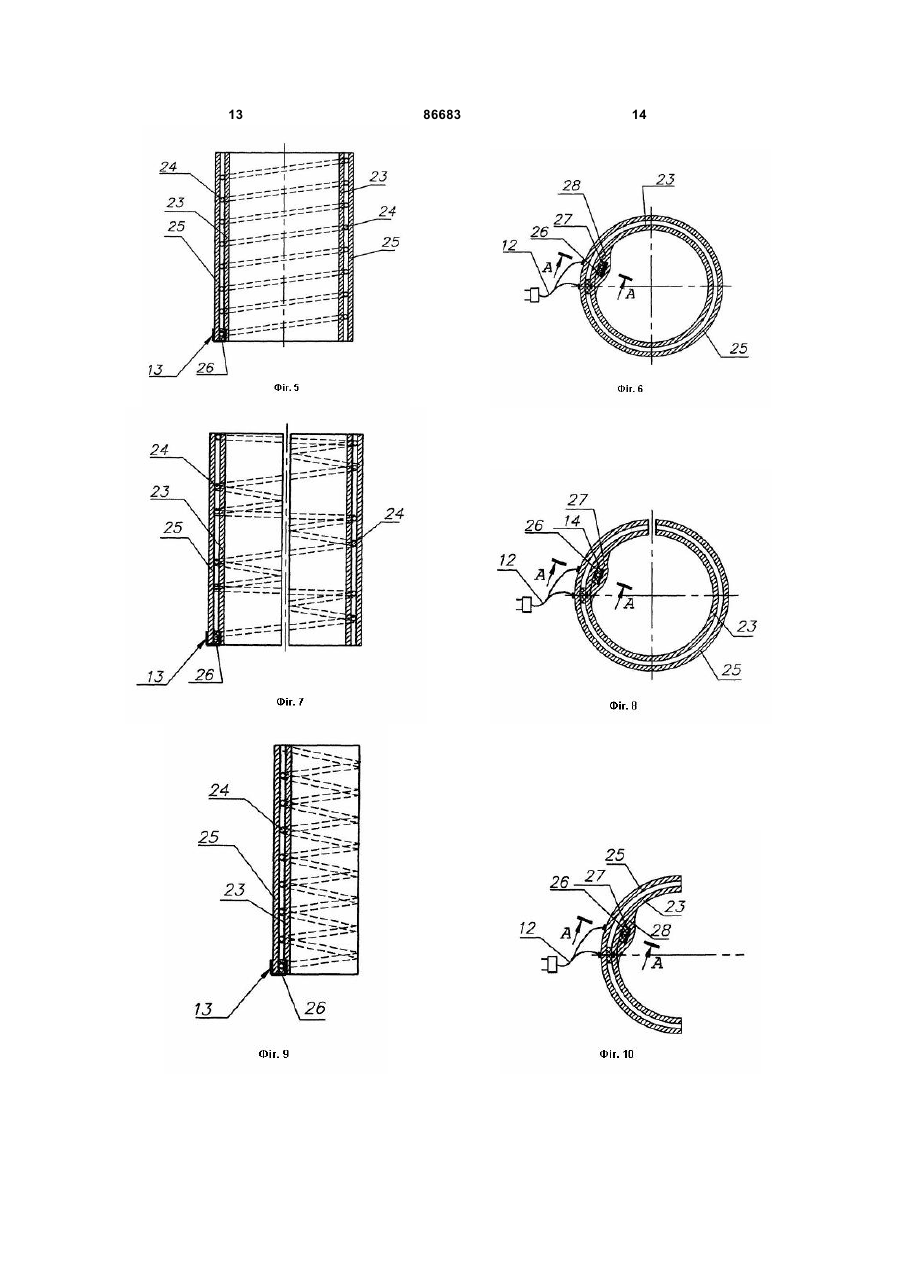
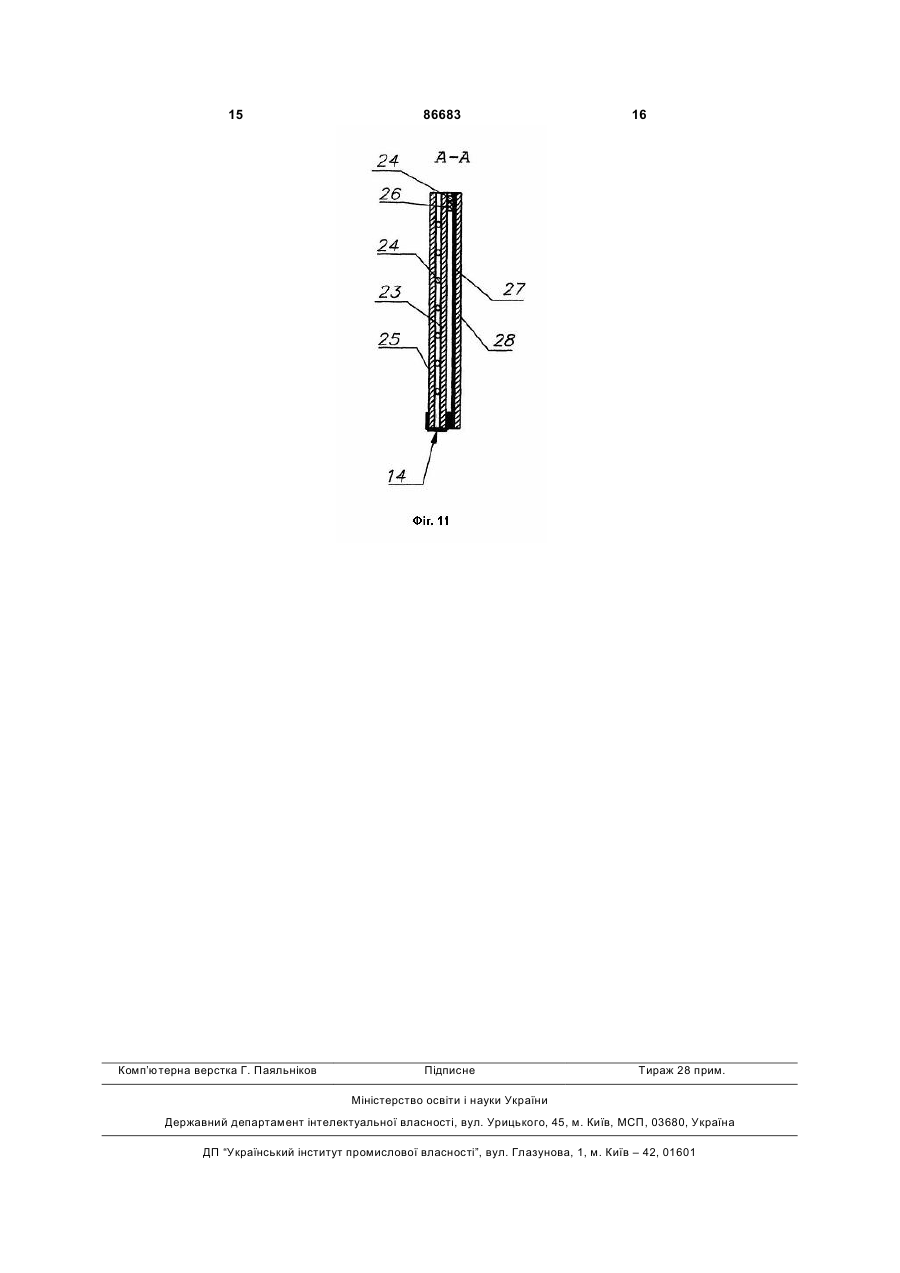
1. Електрорадіатор, що містить корпус, нагрівальний елемент, електроізоляційні покриття та контактну групу, який відрізняється тим, що корпус складається із основи і діелектричної планки, нагрівальний елемент є змінним і складається з резистивного елемента, виготовленого з вуглецевого матеріалу, та приєднаних до резистивного елемента контактних шин, у верхній частині основи корпусу виконані посадочні місця та контактні гнізда для щонайменше двох нагрівальних елементів, контактні гнізда закриті діелектричною планкою з прорізами для контактних шин, а контактна група складається з контактних шин, що знаходяться на змінних нагрівальних елементах, і розміщених у корпусі контактних гнізд та комутаційних дротів для приєднання до джерела живлення. 2. Електрорадіатор за п. 1, який відрізняється тим, що у нижній частині основи корпусу виконані порожнина сферичної форми, горизонтальні прорізи та вертикальні отвори для створення конвекційних потоків повітря. 3. Електрорадіатор за п. 1, який відрізняється тим, що нагрівальні елементи мають форму плоскої пластини. 2 (19) 1 3 86683 4 мента, розміщення на основі резистивного елеме18. Спосіб за п. 16, який відрізняється тим, що нта, з'єднання кінців резистивного елемента з конпри виготовленні нагрівальних елементів, які матактними шинами, нанесення ізоляційного покритють форму плоскої пластини або хвилеподібну тя і термічну обробку нагрівального елемента, форму, або форму сегмента циліндра, або сегменякий відрізняється тим, що формують основу та сплющеного циліндра, на пластині склотканини, нагрівального елемента гарячим пресуванням просоченої термореактивним в'яжучим, розкладасклотканини, просоченої термореактивним в'яжують резистивний елемент у вигляді стрічки з вугчим, або намотуванням склотканини, просоченої лецевої тканини чи джгута розрахованої довжини, термореактивним в'яжучим, на шаблон відповідної приєднують його струмопровідним клеєм до метаформи з наступним нагріванням, розміщують на лічних контактних шин, резистивний елемент наоснові резистивний елемент, намотуючи його на кривають пластиною склотканини, просоченої основу або розкладаючи на поверхні основи, з'єдтермореактивним в'яжучим, в якій виконано розрінують кінці резистивного елемента з контактними зи для виведення контактних шин, і піддають тершинами струмопровідним клеєм, як ізоляційне мічній обробці при температурі 120-160 °С під тиспокриття використовують склотканину, просочену ком 50-90 кгс/м2 протягом 4-10 хвилин, термореактивним в'яжучим, термічну обробку навикористовуючи прес-форми з відповідними форгрівального елемента здійснюють при температурі мами робочих поверхонь. 120-160 °С протягом 4-10 хвилин, а також вигото19. Спосіб за п. 16, який відрізняється тим, що вляють корпус електрорадіатора, що складається при виготовленні нагрівальних елементів, у яких з діелектричної пластини і основи корпусу, при резистивний елемент розміщений на зовнішній та цьому у верхній частині основи корпусу виконують внутрішній поверхнях нагрівального елемента, посадочні місця та контактні гнізда для щонаймерезистивний елемент у вигляді джгута намотують нше двох нагрівальних елементів, а у нижній часна лист основи нагрівального елемента, приєднутині основи корпусу виконують порожнину сфериють резистивний елемент до контактних шин чної форми, горизонтальні прорізи та вертикальні струмопровідним клеєм так, щоб контактні шини отвори для створення конвекційних потоків повітчастково знаходились за межами листа основи, ря. далі на металічну матрицю кладуть лист просоче17. Спосіб за п. 16, який відрізняється тим, що ної термореактивним в'яжучим склотканини, на кінці резистивного елемента для з'єднування з ньому розміщують лист основи нагрівального контактними шинами намотують в 1-2 оберти на елемента з намотаним резистивним елементом і металічні контактні шини, просочують струмопроконтактними шинами, накривають другим листом відним клеєм, контактні шини зверху і знизу обпросоченої термореактивним в'яжучим склотканикладають лакотканиною і пресують при темперани, що має прорізи для виведення контактних шин, турі 120-160 °С під тиском 40-90 кгс/см2 протягом і піддають термообробці при 120-160 °С під тиском 3-6 хвилин, потім лакотканину знімають. 50-90 кгс/м2 протягом 4-10 хвилин. Винахід належить до електротехніки, до пристроїв резистивного нагрівання, а саме, до електричних радіаторів, і може бути використана для обігрівання жилих, офісних та промислових приміщень. Відомий плоский резистивний електронагрівник та спосіб його виготовлення [деклараційний патент на винахід України №43634, МПК7 Н05В 3/28, дата публікації 17.12.2001], що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між ізоляційною плитою та електронагрівальним елементом. Електронагрівник містить принаймні один додатковий прошарок фосфатного електроізоляційного в'яжучого на площині ізоляційної плити. Фосфатним в'яжучим є переважно алюмохромфосфатне в'яжуче, а також алюмофосфатне в'яжуче, фосфатне в'яжуче з добавкою пірофіліту або термоцемент на фосфатній основі. Спільними суттєвими ознаками з пристроєм, що заявляється, є наявність у конструкції пристрою-аналога нагрівального елемента, та електроізоляційних покриттів. Причинами, що перешкоджають одержанню потрібного технічного результату, є порівняно складна конструкція пристрою, що вимагає виконання значного числа технологічних операцій. За прототип пристрою вибрано електрорадіатор моделі АЕРГ [патент України №15383 МПК7 Н05В 3/34, дата публікації 15.06.2006, бюл. №6, 2006р.], що складається з корпуса, нагрівних елементів, виготовлених із електропровідної текстильної тканини, покритої з обох боків електроізоляційним покриттям, і контактної групи. Корпус складається із плоских пресованих профілів, виготовлених з алюмінієвих сплавів, плоскі профілі з'єднані між собою П-подібним пресованим профілем з алюмінієвих сплавів, електропровідна текстильна тканина містить резистивні металічні нитки, а електроізоляційне покриття виготовлено із слюдопласту. Спільними суттєвими ознаками з пристроєм, що заявляється, є наявність у конструкції пристрою-прототипу корпуса, нагрівального елемента, електроізоляційних покриттів та контактної групи. Причинами, що перешкоджають одержанню потрібного технічного результату, є порівняно складна конструкція, що вимагає використання значного числа алюмінієвих деталей, виготовлених з пресованого алюмінію. 5 86683 6 Відомий спосіб виготовлення плоского резисшення числа технологічних операцій та покращентивного електронагрівника [деклараційний патент ня технологічності виготовлення пристрою при на винахід України №43634, МПК7 Н05В 3/28, дата збереженні високої надійності та безпечності в публікації 17.12.2001р.]. На нижню плиту преса експлуатації. встановлюють ізоляційну плиту, фіксують на ній Поставлена задача вирішується тим, що елекнагрівальний елемент, встановлюють зверху другу трорадіатор моделі "Термо-Р", який складається з ізоляційну плиту, на внутрішню поверхню якої покорпуса, нагрівального елемента, електроізоляпередньо наносять шар електроізоляційного в'яційних покриттів та контактної групи, згідно з винажучого, та скріплюють отриманий пакет пресуванходом, корпус складається із основи і діелектричням, пресування проводять при температурі 200ної планки, нагрівальний елемент є змінним і 370°С та тискові 1-3мПа протягом 2-10 хвилин складається з резистивного елемента, виготовлеформуючими поверхнями з пазами, які мають розного з вуглецевого матеріалу, та приєднаних до поділ 20 - 90°, глибину 2-6 мм, розміщені по взаєвуглецевого матеріалу контактних шин, основа мно перпендикулярних напрямках і утворюють корпуса у верхній частині має посадочні місця та поверхні виступів 2-12мм2. За цим патентом преконтактні гнізда для двох і більше нагрівальних сування проводять при температурі 200-370°С та елементів, контактні гнізда закриті діелектричною тискові 1-3мПа формуючими поверхнями, на яких планкою з прорізами для контактних шин, а контарозміщують металеву сітку. Верхню та/або нижню ктна група складається з контактних шин, що знаплощину нагрівача додатково покривають рідким ходяться на змінних нагрівальних елементах, і в'яжучим, після чого укладають теплоізоляційний розміщених у корпусі контактних гнізд та комутаматеріал, переважно базальтовий картон, і здійсційних дротів для сполучення з джерелом живленнюють допоміжне пресування при тискові 0,1ня. 0,3мПа та температурі 200-370°С. Перша додаткова відмінність полягає в тому, Спільними ознаками зі способом, що заявлящо у нижній частині основи корпуса виконано поється, є розміщення на основі резистивного елерожнину сферичної форми, горизонтальні прорізи мента, нанесення ізоляційного покриття і термічна та вертикальні отвори. обробка. Друга додаткова відмінність полягає в тому, у Причинами, що перешкоджають одержанню нижній частині основи корпуса виконано порожнипотрібного результату є відносно складна послідону сферичної форми, горизонтальні прорізи та вність технологічних операцій, що потребує значвертикальні отвори. них затрат ручної праці. Третя додаткова відмінність полягає в тому, За прототип вибрано спосіб виготовлення що нагрівальні елементи мають форму плоскої плоского електронагрівача, що наведений у патенпластини. ті Російської Федерації [№2 006 186 МПК Н05В Четверта додаткова відмінність полягає в то3/26, дата публікації: 15.01.1994]. За цим способом му, що нагрівальні елементи мають хвилеподібну формують плоску основу з пружковими канавками, форму. намотують на основу резистивний елемент, з'єдП’ята додаткова відмінність полягає в тому, нують його кінці зі струмопідводами, наносять ізощо нагрівальні елементи мають форму циліндра ляційне покриття і проводять пресування всіх шаабо сплющеного циліндра. рів. Після виконання пружкових канавок у вигляді Шоста додаткова відмінність полягає в тому, прорізів із розточенням у вершині відгинають пещо нагрівальні елементи мають форму сегмента люстки з чергуванням через один у різні боки, нациліндра або сегмента сплющеного циліндра. кладають із двох плоских боків основи пластини Сьома додаткова відмінність полягає в тому, висотою, рівною висоті основи за винятком висот що нагрівальні елементи мають форму сплющенопружкових канавок, обладнаних рознімними затисго розрізаного циліндра або півциліндра. ками, при намотуванні резистивний елемент завоВосьма додаткова відмінність полягає в тому, дять під натягом у розточення пружкової канавки, що нагрівальні елементи мають форму сплющенофіксують його поверненням відігнутих пелюсток го розрізаного циліндра або півциліндра без часоснови у вихідне положення і потім видаляють тини їх бокової поверхні. пластини з рознімними затисками. Дев'ята додаткова відмінність полягає в тому, Спільними ознаками зі способом, що заявлящо нагрівальні елементи різного діаметра і висоти ється, є формування основи, розміщення на основі розміщено на основі корпуса коаксіально. резистивного елемента, з'єднання кінців резистивДесята додаткова відмінність полягає в тому, ного елемента з контактними шинами (струмопідщо на основі корпуса розміщено разом нагрівальні водами), нанесення ізоляційного покриття і терміелементи різної геометричної форми та розмірів. чна обробка нагрівального елемента. Одинадцята додаткова відмінність полягає в Причинами, що перешкоджають одержанню тому, що резистивний елемент виготовлено з вугпотрібного результату є відносно складна послідолецевої нитки і/або джгута, а контактні шини привність технологічних операцій, що потребує значєднано до резистивного елемента за допомогою них затрат ручної праці. струмопровідного клею. В основу винаходу поставлена задача в елекДванадцята додаткова відмінність полягає в трорадіаторі та способі його виготовлення шляхом тому, що вуглецева нитка і/або джгут резистивного зміни конструкції та введення нових конструктивелемента розміщені на зовнішній поверхні та на них елементів, а також шляхом зміни операцій внутрішній поверхні нагрівального елемента. способу виготовлення пристрою, що заявляється, Тринадцята додаткова відмінність полягає в забезпечити зменшення витрати металу, зментому, що вуглецеву нитку і/або джгут резистивного 7 86683 8 елемента розміщено в нагрівальному елементі по хні нагрівального елемента, резистивний елемент спіралі. у вигляді джгута намотують на лист основи нагріЧотирнадцята додаткова відмінність полягає в вального елемента, приєднують до контактних тому, що крок намотки вуглецевого джгута і/або шин струмопровідним клеєм так, щоб контактні вуглецевої нитки резистивного елемента має пошини частково знаходились за межами листа осстійне значення. нови, на металічну матрицю кладуть лист просоП'ятнадцята додаткова відмінність полягає в ченої термореактивним в'яжучим склотканини, тому, що крок намотки вуглецевого джгута і/або лист основи нагрівального елемента з намотаним вуглецевої нитки резистивного елемента має змінрезистивним елементом і контактними шинами, не значення. накривають другим листом просоченої термореакСпосіб виготовлення електрорадіатора моделі тивним в'яжучим склотканини, що має прорізи для "Термо-Р", який включає формування основи навиведення контактних шин і піддають термооброгрівального елемента, розміщення на основі резибці при 120-160°С під тиском 50-90кгс/м2 протягом стивного елемента, з'єднання кінців резистивного 4-10 хвилин. елемента з контактними шинами, нанесення ізоСуть винаходу пояснюється кресленнями, де ляційного покриття і термічна обробка нагрівальна Фіг.1 схематично представлено зображення ного елемента, згідно з винаходом, формують освертикального розрізу електрорадіатора моделі нову нагрівального елемента гарячим "Термо-Р", на Фіг.2 зображено у збільшеному випресуванням склотканини, просоченої термореакгляді розріз А з Фіг.1, на Фіг.3 схематично зобративним в'яжучим, або намотуванням склотканини, жено вертикальний розріз корпуса електрорадіапросоченої термореактивним в'яжучим, на шаблон тора моделі "Термо-Р", на Фіг.4 зображено вид відповідної форми з наступним нагріванням, роззверху для корпуса електрорадіатора моделі міщують на основі резистивний елемент, намоту"Термо-Р", на Фіг.5 схематично зображено вертиючи його на основу або розкладаючи на поверхні кальний розріз нагрівального елемента, що має основи, з'єднують кінців резистивного елемента з форму циліндра, на Фіг.6 зображено горизонтальконтактними шинами струмопровідним клеєм, як ний розріз нагрівального елемента, що має форму ізоляційне покриття беруть склотканину, просочециліндра, на Фіг.7 схематично зображено вертикану термореактивним в'яжучим, термічну обробку льний розріз нагрівального елемента, що має фонагрівального елемента здійснюють при темперарму розрізаного циліндра, на Фіг.8 зображено готурі 120-160°С протягом 4-10 хвилин, а також доризонтальний розріз нагрівального елемента, що датково виготовляють корпус електрорадіатора, має форму розрізаного циліндра, на Фіг.9 схемащо складається з діелектричної пластини і основи тично зображено вертикальний розріз нагрівалькорпуса, яка має у верхній частині посадочні місця ного елемента, що має форму півциліндра, на та контактні гнізда для двох і більше нагрівальних Фіг.10 зображено горизонтальний розріз нагріваелементів та вертикальні отвори для створення льного елемента, що має форму півциліндра, на конвекційних потоків повітря. Фіг.11 зображено розріз по А-А нагрівальних елеСімнадцята, додаткова до шістнадцятої, відментів з Фіг.6, 8, 10. мінність полягає в тім, що для з'єднування з контаЕлектрорадіатор моделі "Термо-Р" складаєтьктними шинами кінці резистивного елемента намося з корпуса на якому розміщені змінні нагрівальні тують в 1-2 оберти на металічні контактні шини, елементи (Фіг.1). Корпус (Фіг.3) складається з оспросочують струмопровідним клеєм, контактні шинови 1 корпуса і діелектричної планки 2. Основа 1 ни зверху і знизу обкладають лакотканиною і прекорпуса має посадочні місця 3, 4, 5 для розміщенсують при температурі 120-160°С під тиском 40ня змінних нагрівальних елементів 6, 7, 8 та конта90кгс/см2 протягом 3-6 хвилин, потім лакотканину ктні гнізда 9, 10, 11, до яких підведено дроти 12 знімають. для електричного живлення нагрівальних елеменВісімнадцята, додаткова до шістнадцятої, відтів 6, 7, 8. Контактні гнізда 9, 10, 11 закриті діелекмінність полягає в тім, що для виготовлення нагрітричною планкою 2 з прорізами для контактних вальних елементів, які мають форму плоскої пласшин 13, 14 нагрівальних елементів. У нижній частини, або хвилеподібну форму, або форму тині основи 1 корпуса виконано порожнину 15 сегмента циліндра, або сегмента сплющеного цисферичної форми, горизонтальні прорізи 16, 17 та ліндра, на пластині склотканини, просоченої тервертикальні отвори 18-22. Нагрівальні елементи 6, мореактивним в'яжучим розкладають резистивний 7, 8 мають подібну конструкцію і відрізняються між елемент (стрічку з вуглецевої тканини чи джгут) собою лише розмірами. Каркасом такого нагріварозрахованої довжини, приєднують струмопровідльного елемента є виготовлена із склопластику ним клеєм до металічних контактні шини, резистиоснова 23, на зовнішній поверхні якої намотано вний елемент накривають просоченою термореакрезистивний елемент 24 з вуглецевого матеріалу тивним в'яжучим пластиною склотканини, в якій (вуглецева нитка, вуглецевий джгут). Зовнішня зроблено розрізи для виведення контактних шин і поверхня змінного нагрівального елемента з намопіддають термічній обробці при температурі 120таним резистивним елементом 24 покрита ізоля160°С під тиском 50-90кгс/м протягом 4-10 хвилин, ційним матеріалом 25. Кінці вуглецевої нитки чи використовуючи прес-форми, що мають відповідну вуглецевого джгута приєднані струмопровідним форму робочих поверхонь. клеєм 26 до контактної шини 13 і струмопроводу Дев'ятнадцята, додаткова до шістнадцятої, 27, який сполучає верхню частину резистивного відмінність полягає в тім, що для виготовлення елемента 24 з контактною шиною 14. Струмопронагрівальних елементів, у яких резистивний елевід 27, який сполучає верхню частину резистивномент розміщено на зовнішній та внутрішній повер 9 86683 10 го елемента 24 з контактною шиною 14 закритий клеєм (ТУ ВЗ-722-86). Контактні шини зверху і зниізоляційним матеріалом 27. зу обкладають лакотканиною АССЭ 105/130 і підКреслення, як і наведені нижче приклади конкдають гарячому пресуванню. Резистивний елеретного виконання електрорадіатора моделі "Термент обмотують просоченою термореактивним мо-Р", тільки пояснюють суть винаходу, ніякою в'яжучим склотканиною, в якій зроблено розрізи мірою не обмежуючи обсяг прав, визначений фодля виведення контактних шин і нагрівають. В осрмулою винаходу, що заявляється. Так, напринові корпуса розміщують контактні гнізда та електклад, нагрівальний елемент може мати більше ричні дроти для підведення електричного живлендвох контактних шин, які приєднані у різних частиня. Числові параметри процесу наведено в нах резистивного елемента, що дає можливість прикладі 1 таблиці. змінювати потужність за рахунок паралельного чи Приклади 2 та 3. Електрорадіатор моделі послідовного приєднання контактних шин до ме"Термо-Р" виготовляли так, як описано у прикладі режі живлення. Комутаційні дроти можуть бути 1, за винятком того, що змінювали параметри терсполучені з керуючим пристроєм, який забезпечує мообробки за п. 16 формули винаходу. можливість регулювання температури нагрівальПриклади 4-6. Електрорадіатор моделі "Терних елементів. мо-Р" виготовляли так, як описано у прикладі 1, за Електрорадіатор моделі "Термо-Р" працює в винятком того, що на пластині склотканини марки такий спосіб. При підключенні до електричної меТ-10 або Т-10Т, просоченої термореактивним в'ярежі нагрівальні елементи 6, 7, 8 випромінюють жучим розкладають стрічку з вуглецевої тканини тепло у приміщення, а також підвищують темпераУУТ-2 (ТУ 6-06-И78-85) чи джгут, виготовлені із туру конвекційних потоків повітря, що проходять нитки вуглецевої УН-2 (ТУ 88 УССР 06278-82) розчерез виконані в основі 1 корпуса порожнину 15 рахованої довжини. Кінці резистивного елемента сферичної форми, горизонтальні прорізи 16, 17 та намотують в 1-2 оберти на металічні контактні шивертикальні отвори 18-22. Конструкція пристрою, ни, виготовлені із вкритої шаром металічного олощо заявляється, має ергономічну форму, ефектива сталевої шинки, і просочують термореактивним вно передає тепло для обігріву приміщень. Так. струмопровідним клеєм (ТУ В3-722-86). Контактні наприклад, для обігріву типової кімнати площею шини зверху і знизу обкладають лакотканиною 18-20м2 витрата електроенергії в межах 0,2 АССЭ 105/130. Резистивний елемент накривають кВт/год. просоченою термореактивним в'яжучим пластиЕлектрорадіатор моделі "Термо-Р", що заявною склотканини в якій зроблено розрізи для виляється, може працювати у трьох режимах: ведення контактних шин і пресують. 1. Вмикання та регулювання роботи електроПриклад 7. Електрорадіатор моделі "Термо-Р" радіатора моделі "Термо-Р" можна здійснювати за виготовляли так, як описано у прикладі 1, за винядопомогою перемикача, який знаходиться безпотком того, що для виготовлення електронагрівальсередньо на корпусі приладу (на кресленнях не них елементів, що мають хвилеподібну форму, показаний). форму сегмента циліндра тощо, гаряче пресуван2. Вмикання та регулювання нагріву пристрою, ня ведуть використовуючи прес-форми, що мають що заявляється, можливе дистанційно за допомовідповідну форму робочих поверхонь. гою розміщеного у приміщенні теплорегулюючого Приклади 8 та 9. Електрорадіатор моделі пристрою. "Термо-Р" виготовляли так, як описано у прикладі 3. Вмикання та керування роботою електрора1, за винятком того, що для виготовлення електдіатора моделі "Термо-Р" і температурою у приміронагрівальних елементів за п. 12 формули винащенні можливе у дистанційному й автоматичному ходу, вуглецеві нитки або джгут намотують на режимах з блока керування. склопластикову пластину, приєднують струмопроДалі спосіб виготовлення електрорадіатора відним клеєм контактні шини. На металічну матримоделі "Термо-Р" підтверджується такими приклацю кладуть лист просоченої термореактивним в'ядами виконання. жучим склотканини, лист склопластику з Приклад 1. Основу 1 корпуса і діелектричну намотаним резистивним елементом і контактними планку 2 виготовляють методом гарячого пресушинами, накривають другим листом склотканини, вання із скловолокнистого матеріалу марки ДСВ-2. що має прорізи для виведення контактних шин і Нагрівальні елементи виготовляють у такій посліпіддають термічній обробці під тиском у пресдовності. Для формування основи нагрівального формі з відповідними формами робочих поверелемента на шаблон, що має форму циліндра або хонь. сплющеного циліндра намотують склотканину маВипробування і тривала експлуатація електрки Т-10 або Т-10Т (ТУ 6-11-361-75), просоченої рорадіатора моделі "Термо-Р", що заявляється, термореактивним в'яжучим і нагрівають. Після показали високу надійність у роботі. Прилад, що охолодження намотують джгут, виготовлений із заявляється, відповідає вимогам техніки безпеки нитки вуглецевої УН-2 (ТУ 88 УССР 06278-82) розта пожежної безпеки. рахованої довжини. Кінці джгута намотують в 1-2 Електрорадіатор моделі "Термо-Р" виготовляоберти на металічні контактні шини, виготовлені із ють на стандартному обладнанні, причому можливкритої шаром металічного олова сталевої шинки, ві різноманітні варіанти зовнішнього вигляду, поі просочують термореактивним струмопровідним тужності, розмірів тощо. 11 86683 12 Таблиця Параметри термічної обробки при виготовленні електрорадіатора моделі "Термо-Р" № прикладу 1 2 3 4 5 6 7 8 9 Термічна обробТермічна обробка при ка нагрівального з'єднанні резистивного елемента за п. елемента з контактною 16 формули вишиною находу час, тиск, t°C час, хв. t°C хв. кгс/м2 120 10 140 5 50 140 6 120 6 60 160 4 160 3 40 130 4 90 120 6 60 160 3 40 120 6 60 140 4 50 160 3 40 Термічна обробка нагрівального елемента за п. 18 формули винаходу t°C час, хв. 150 120 160 7 10 4 тиск, кгс/м2 70 90 50 Термічна обробка нагрівального елемента за п. 19 формули винаходу t°C час, хв. 140 160 120 – 8 4 10 тиск, кгс/м2 50 70 90 13 86683 14 15 Комп’ютерна верстка Г. Паяльніков 86683 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrical radiator and method for manufacturing thereof
Автори англійськоюKovtun Petro Hnatovych, Ferlikovskyi Viktor Ivanovych, Volfman Volodymyr Illich, Ferlikovskyi Viktor Ivanovych, Tryzna Anatolii Andriiovych
Назва патенту російськоюЭлектрорадиатор и способ его изготовления
Автори російськоюКовтун Петр Игнатьевич, Ферликовський Виктор Иванович, Вольфман Володимир Илльич, Ферликовский Виктор Иванович, Тризна Анатолий Андрееович
МПК / Мітки
Мітки: спосіб, електрорадіатор, виготовлення
Код посилання
<a href="https://ua.patents.su/8-86683-elektroradiator-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Електрорадіатор та спосіб його виготовлення</a>
Електрорадіатор моделі аерг
Номер патенту: 15383
Опубліковано: 15.06.2006
Автор: Майборода Георгій Олександрович
МПК: H05B 3/34
Мітки: електрорадіатор, моделі, аерг
Формула / Реферат:
Електрорадіатор, що містить корпус, нагрівні елементи, виготовлені із електропровідної текстильної тканини, покритої з обох боків електроізоляційним покриттям, і контактну групу, який відрізняється тим, що корпус містить плоскі пресовані профілі, виготовлені з алюмінієвих сплавів, плоскі профілі з'єднані між собою П-подібним пресованим профілем з алюмінієвих сплавів, електропровідна текстильна тканина містить резистивні металічні нитки, а...
Захищений від підробки документ та його застосування, захисний елемент, перебивний матеріал, його застосування та спосіб його виготовлення, спосіб виготовлення цінного документа
Номер патенту: 76591
Опубліковано: 15.08.2006
Автор: Хайм Манфред
МПК: B42D 15/00, G07D 13/00
Мітки: цінного, виготовлення, захищений, застосування, документ, підробки, матеріал, перебивний, спосіб, захисний, елемент, документа
Формула / Реферат:
1. Захищений від підробки документ, насамперед цінний папір, такий як банкнота, або напівфабрикат для виготовлення захищеного від підробки документа, що має першу і другу розташовані одна напроти іншої по різні сторони документа поверхні і оснащений захисним елементом (2, 4), який відрізняється тим, що захисний елемент з'єднаний з документом, відповідно з напівфабрикатом, таким чином, що він візуально помітний зі сторони обох його поверхонь і...
Контейнерний пристрій для зберігання небезпечних матеріалів, зокрема для остаточного захоронення ядерного палива, спосіб його виготовлення та установка для його виготовлення
Номер патенту: 82493
Опубліковано: 25.04.2008
Автор: Еоргій Ханс
МПК: B28B 23/00, G21F 5/00, G21F 5/005
Мітки: матеріалів, остаточного, контейнерний, виготовлення, пристрій, зберігання, ядерного, установка, небезпечних, зокрема, спосіб, захоронення, палива
Формула / Реферат:
1. Контейнерний пристрій для довготривалого зберігання небезпечних матеріалів, зокрема для остаточного захоронення ядерного палива, що містить видовжений циліндричний перший контейнер (А) , який має бокову стінку (12) і торцеві стінки (13А, 13В), причому бокова стінка і торцеві стінки обмежують відділення (14) для розташування принаймні одного тіла з небезпечним матеріалом (F), утвореного небезпечним матеріалом або таким, що містить чи...
Плоский резистивний електронагрівник та спосіб його виготовлення
Номер патенту: 43634
Опубліковано: 17.12.2001
Автор: Беліцький Михайло Єфремович
МПК: H05B 3/22
Мітки: електронагрівник, виготовлення, спосіб, плоский, резистивний
Формула / Реферат:
1. Плоский резистивний електронагрівник, що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між ізоляційною плитою та електронагрівальним елементом, який відрізняється тим, що він містить принаймні один додатковий прошарок електроізоляційного в'яжучого на площині ізоляційної плити, і прошарок становить собою фосфатне в'яжуче.2. Плоский...
Захисний елемент, спосіб його виготовлення (варіанти), захищений від підробки папір та цінний документ, що його містить
Номер патенту: 84401
Опубліковано: 27.10.2008
Автори: Хайм Манфред, Шмітц Крістіан
МПК: G09F 3/02, B42D 15/00
Мітки: документ, містить, виготовлення, елемент, захисний, підробки, спосіб, папір, захищений, цінний, варіанти
Формула / Реферат:
1. Захисний елемент для захищеного від підробки паперу, банкнот, посвідчень особи або інших аналогічних предметів, що має основу і щонайменше два розташованих на ній металевих шари, який відрізняється тим, що металеві шари мають показники оптичної густини, які відрізняються між собою.2. Захисний елемент за п. 1, у якому щонайменше два металевих шари розташовані з однієї і тієї ж сторони основи.3. Захисний елемент за п. 1 або 2,...
Попередній патент: Напрямний апарат гідротурбіни
Наступний патент: Спосіб та установка хімічної інфільтрації в газовій фазі для ущільнення пористих субстратів піролітичним вуглецем
Випадковий патент: Настільна шафа-стелаж з висувними полицями