Плоский резистивний електронагрівник та спосіб його виготовлення
Формула / Реферат
1. Плоский резистивний електронагрівник, що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між ізоляційною плитою та електронагрівальним елементом, який відрізняється тим, що він містить принаймні один додатковий прошарок електроізоляційного в'яжучого на площині ізоляційної плити, і прошарок становить собою фосфатне в'яжуче.
2. Плоский резистивний електронагрівник за п. 1, який відрізняється тим, що фосфатним в'яжучим є переважно алюмохромфосфатне в'яжуче, а також алюмофосфатне в'яжуче, фосфатне в'яжуче з добавкою, пірефіліту або термоцемент на фосфатній основі.
3. Спосіб виготовлення плоского резистивного електронагрівника при якому на нижню плиту преса встановлюють ізоляційну плиту, фіксують на ній нагрівальний елемент, встановлюють зверху другу ізоляційну плиту, на внутрішню поверхню якої попередньо наносять шар електроізоляційного в'яжучого, та скріплюють отриманий пакет пресуванням, який відрізняється тим. що пресування проводять при температурі 200-370°С та тискові 1-3 мПа протягом 2-10 хв. формуючими поверхнями з пазами, які мають розподіл 20-90°, глибину 2-6 мм, розміщені по взаємно перпендикулярних напрямках і утворюють поверхні виступів 2-12 мм2.
4. Спосіб за п. 3, який відрізняється тим, що пресування проводять при температурі 200-370°С та тискові 1-3 мПа формуючими поверхнями , на яких розміщують металеву сітку.
5. Спосіб за п. 3, який відрізняється тим, що верхню та/або нижню площину нагрівача додатково покривають рідким в'яжучим, після чого укладають теплоізоляційний матеріал, переважно базальтовий картон, і здійснюють допоміжне пресування при тискові·0,1-0,3 мПа та температурі 200-370°С.
Текст
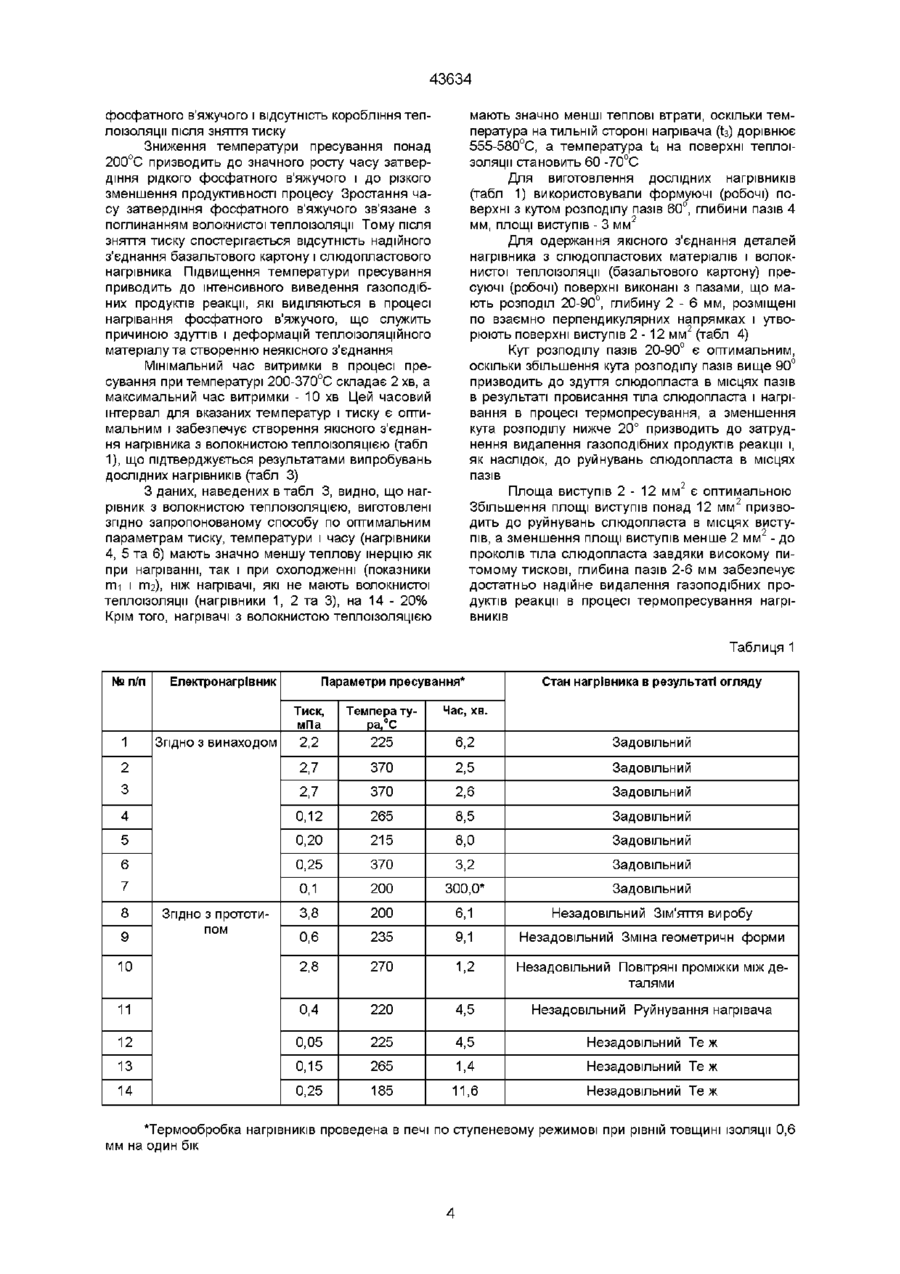
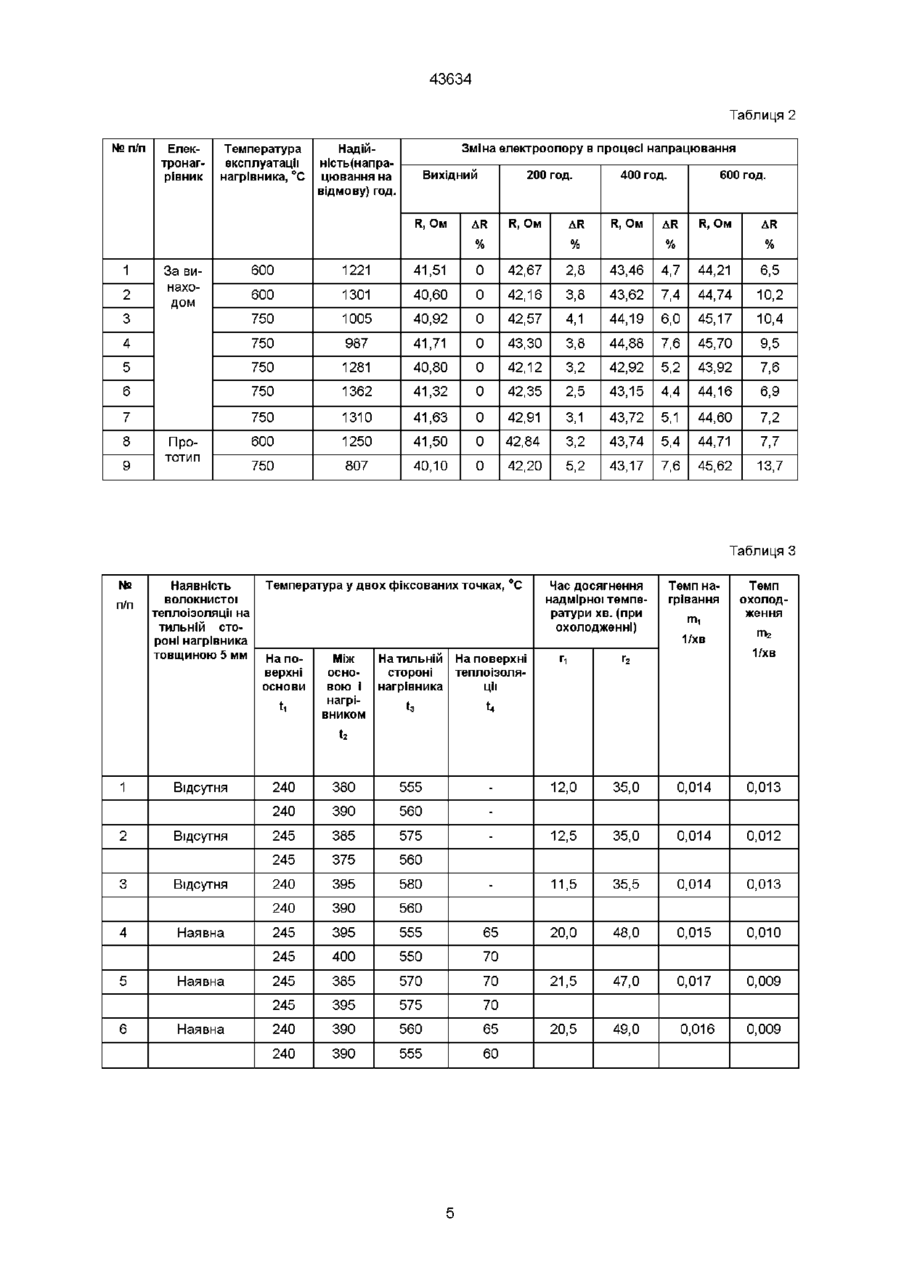
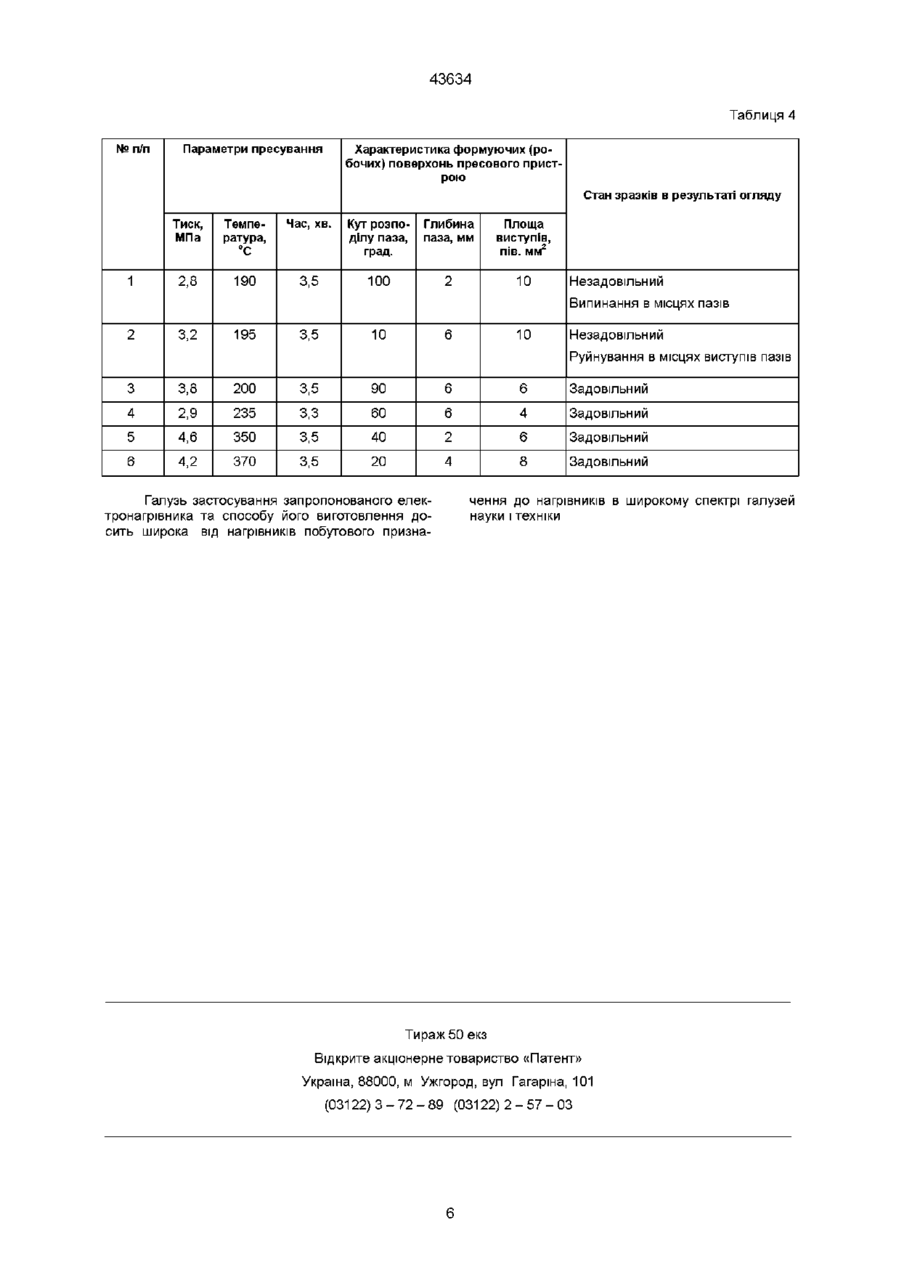
1 Плоский резистивний електронагрівник, що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між ментом, який відрізняється тим, що він містить принаймні один додатковий прошарок електроізоляційного в'яжучого на площині ізоляційної плити, і прошарок становить собою фосфатне в'яжуче 2 Плоский резистивний електронагрівник за п 1, який відрізняється тим, що фосфатним в'яжучим є переважно алюмохромфосфатне в'яжуче, а також алюмофосфатне в'яжуче, фосфатне в'яжуче з добавкою пірефіліту або термоцемент на фосфатній основі 3 Спосіб виготовлення плоского резистивного електронагрівника, при якому на нижню плиту преса встановлюють ізоляційну плиту, фіксують на ній нагрівальний елемент, встановлюють зверху другу ізоляційну плиту, на внутрішню поверхню якої попередньо наносять шар електроізоляційного в'яжучого, та скріплюють отриманий пакет пресуванням, який відрізняється тим, що пресування проводять при температурі 200-370°С та тискові 1-3 мПа протягом 2-10 хв формуючими поверхнями з пазами, які мають розподіл 20-90°, глибину 2-6 мм, розміщені по взаємно перпендикулярних напрямках і утворюють поверхні виступів 2-12 мм2 4 Спосіб за п 3, який відрізняється тим, що пресування проводять при температурі 200-370°С та тискові 1-3 мПа формуючими поверхнями, на яких розміщують металеву сітку 5 Спосіб за п 3, який відрізняється тим, що верхню та/або нижню площину нагрівача додатково покривають рідким в'яжучим, після чого укладають теплоізоляційний матеріал, переважно базальтовий картон, і здійснюють допоміжне пресування при тискові 0,1-0,3 мПа та температурі 200-370°С Винахід належить до резистивного нагріву і може бути використаний для виготовлення електронагрівачів різного призначення, зокрема побутових прасувальних машин, а також нагрівальних плит, пресів та іншого обладнання Відомий ПЛОСКИЙ резистивний електронагрівник, що містить ізоляційну плиту з слюдопласта і закріплений на ній нагрівальний елемент Спосіб виготовлення електронагрівача полягає втому, що на нижню формуючу площину пресового пристрою укладають ізоляційну основу з слюдопласта і нагрівальний елемент, фіксують нагрівальний елемент відносно плити і закріплюють його пресуванням (див а с СРСР № 811507, кл Н05В 3/28, 1981) Пресування на пресі виконують за допомогою верхньої та нижньої формуючих площин, і нижня площина в свою чергу має верхню і нижню частини, причому у верхній частині виконані гнізда для пружин з розміщеними в них підпружиненими штифтами елементу, а також неможливості виготовлення плоского нагрівача з використанням нагрівального елементу у вигляді металічної фольги Найбільш близьким до заявленого рішення по технічній суті і досягнутому результатові з відомих є плоский резистивний електронагрівник, що містить ізоляційну плиту, закріплений на ній нагрівальний елемент та верхню ізоляційну плиту з прошарком електроізоляційного в'яжучого між останньою та нагрівальним елементом Для його виготовлення на нижню площину пресового пристрою встановлюють ізоляційну плиту, фіксують на ній нагрівальний елемент і встановлюють зверху другу ізоляційну плиту, на внутрішню поверхню якої попередньо наносять електроізоляційне в'яжуче, закріплюючи пакет нагрівача пресуванням за допомогою пресового пристрою, який містить верхню і нижню площини, поверхня яких виконана гладкою (Див наприклад, а с СРСР № 417923, кл Н05В 3/28, 1971) До недоліків цього рішення Однак отриманий нагрівник має недоліки відсутності електроізоляції з боку нагрівального слід ІЗОЛЯЦІЙНОЮ плитою та електронагрівальним еле ю віднести відсутність на ІЗОЛЯЦІЙНІЙ ОСНОВІ клейкої речовини, що приводить до появи повітря со (О со 43634 них проміжків між частинами нагрівального елементу і сприяє його окисленню, а також обмежені порівняно низькими температурами можливості застосування нагрівачів, оскільки при високих температурах електричні і механічні якості клейких речовин різко погіршуються Задача винаходу, що заявляється, полягає в тому, щоб виготовити плоский резистивний електронагрівник з температурою експлуатації до 750°С, при цьому процес виготовлення такого нагрівача повинен протікати при температурах до 370°С і тискові до 3 мПа, а при термопресуванні передбачити можливість відводу шкідливих для оператора речовин Поставлена задача досягається тим, що в плоскому резистивному електронагрівнику, що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між останньою та електронагрівальним елементом, згідно з винаходом, він містить принаймні один додатковий прошарок електроізоляційного в'яжучого на площині ізоляційної основи, і прошарки становлять собою фосфатне в'яжуче При цьому фосфатним в'яжучим є переважно алюмохромфосфатне в'яжуче, або алюмофосфатне в'яжуче, фосфатне в'яжуче з добавкою пірефіліту або термоцемент на фосфатній основі Поставлена задача досягається також тим, що в способі виготовлення плоского резистивного електронагрівача, при якому на нижню формуючу площину преса встановлюють ізоляційну плиту, фіксують на ній нагрівальний елемент, встановлюють зверху другу електроізоляційну плиту, на внутрішню поверхню якої попередньо наносять шар електроізоляційного в'яжучого, та скріплюють отриманий пакет пресуванням, де, згідно з винаходом, пресування виконують при температурі 200370°С та тискові 1-3 мПа протягом 2-10 хв Пресування проводять формуючими поверхнями з пазами, що мають розподіл 20-90°, глибину 2-6 мм, розміщені по взаємно перпендикулярних напрямках і утворюють поверхні виступів 2-12 мм 2 Пресування проводять також металевою сіткою з нержавіючої сталі, наприклад з стандартним вічком 0,25 х 0,63 мм При цьому верхню та/або нижню площину нагрівника додатково покривають рідким в'яжучим, після чого укладають теплоізоляційний матеріал, переважно базальтовий картон, і здійснюють допоміжне пресування при температурі 200-370°С та тискові 0,1-0,3 мПа Наявність у заявленому винаході суттєвих ознак, які відсутні у відомих рішеннях аналогічних задач, дозволяє зробити висновок про ВІДПОВІДНІСТЬ їх критерієві "суттєві ВІДМІННОСТІ" Суть запропонованого винаходу полягає в наступному На нижню площину пресового пристрою укладають ізоляційну ПЛИТУ (основу) з слюдопласта, яку покривають фосфатним, наприклад алюмохромфосфатним в'яжучим Застосовують слюдопласт марки ІФГ-КАХФ (див Технічні умови ТУ 21-25-263-82 зі зміною 1), матеріал для склеювання слюдопласта - алюмохромфосфатне в'яжуче (див Голинко-Вольфсон С Л Сычов М М , Судакас Л Г , Скобло Л И Химические основы технологии и применения фосфатных связок и покрытий Л ХІМІЯ, 1968, с 141), а також технічні умови ТУ 6-18-166-78 На цій же ІЗОЛЯЦІЙНІЙ плиті розміщують нагрівальний елемент і фіксують його відносно основи Як нагрівальний елемент використовують металічну фольгу (стрічку), виготовлену за ГОСТ 12766 2-77 Можливе застосування дроту або плющеної стрічки, що намотують на основу з слюдопласта, які випускаються за ГОСТ 12766 1-77 та ГОСТ 12766 5-77 ВІДПОВІДНО Далі рідким алюмохромфосфатним в'яжучим покривають внутрішню поверхню верхньої ізоляційної плити з слюдопласта і накладають її зверху нагрівального елемента Одержаний таким чином пакет для надання в тому числі належної геометричної форми піддають пресуванню в пресовому пристрої, що має підігрів і в якому можуть бути використані пуансон і матриця для надання належної геометричної форми підтиском 1-3 мПа і при температурі 200-370°С на протязі 2-10 хв Можливий також варіант виконання, в якому після стадії пресування верхню та/або нижню плиту нагрівача покривають рідким фосфатним в'яжучим і шаром волокнистої теплоізоляції Як теплоізоляцію використовували теплоізоляційний базальтовий картон марки ТК-1-5 "Супер" (Див стандарт РСТ УРСР 5017-79) Потім одержаному пакетові надають потрібну геометричну форму під тиском 0,1-0,3 мПа при температурі 200-370°С на протязі 2-10 хв При формуванні застосовують формуючі (робочі) поверхні з пазами , з розподілом 20-90° глибиною 2-6 мм, розміщеними у взаємно перпендикулярних напрямках з утворенням поверхні виступів 2-12 мм2 Варіантом формування є застосування металевої сітки з нержавіючої сталі, як вказано вище Перевагою заявленого способу над прототипом є підвищення надійності роботи електронагрівників Крім того, перевагою є і більш висока технологічність способу та покращення умов роботи операторів при виготовленні нагрівників Для визначення показників надійності електронагрівників згідно заявленому способу були проведені лабораторні випробування 3 цією метою були виготовлені сім нагрівачів, параметри яких наведені втабл 1 Для одержання порівняльних даних були виготовлені також зразки нагрівників по авторському свідоцтву СРСР № 417923 (прототип) При виготовленні електронагрівників за прототипом використовувалися слюдопласт марки ІФ-12 за технічними умовами ТУ 21-25-41-78, дріт із сплаву Х20Н80-Н за ГОСТ 12766 1-77 і для склеювання слюдопласта застосовували клей на основі кремнійорганічного лаку КО-978 згідно ТУ 602-648-76 Параметри способу виготовлення цих нагрівників наведені в табл 1 Розміри порівнюваних електронагрівників складали 650 х 120 мм 2 і їх вихідна потужність дорівнювала 11601200 вт Надійність роботи електронагрівників визначали шляхом заміру часу їх напрацювання на відмову (табл 2) В процесі випробувань візуально оглядали складові деталі нагрівачів На основі за 43634 мірів елеісгроопору нагрівальних елементів побічно визначали їх ступінь окислення Для визначення впливу волокнистої теплоізоляції нагрівників на їх теплову інерцію і тепловтрати було виготовлено 7 дослідних нагрівачів Параметри процесу виготовлення цих нагрівників наведені в табл 1 Теплову інерцію дослідних нагрівачів визначали по ЗМІНІ показників темпів нагрівання і охолодження, які були визначені по наступній залежності m= -Іиср2 Г 2 де ф - надлишкова температура, модуль різниці між температурою тіла Ь і температурою навколишнього середовища ti, тобто е = (t-i - Ь) для р двох фіксованих точок, г-і, Г - фіксовані моменти часу (Див Ми2 хеев М А , Михеева И М Основы теплопередачи М Энергия, 1973, с 224-227) Тепловитрати визначали по ЗМІНІ температури на тильному боці нагрівача і волокнистої теплоізоляції (базальтового картону) Результати впливу волокнистої теплоізоляції на теплову інерцію і тепловитрати електронагрівників наведені в табл З Для визначення виведення продуктів реакції (пари), утворених при нагріванні алюмохромфосфатного в'яжучого, були виготовлені зразки розміром 100 х 100 мм 2 Про виведення продуктів реакції робили висновок по відсутності випнень, підривів і розривів зразків Параметри пресування і характеристики формуючої робочої (пресуючої) поверхні наведені в табл 4 Аналіз результатів, наведених в табл 1, 2, З та 4 доводить наступне Оптимальними параметрами пресування, які забезпечують якісне з'єднання складових деталей нагрівника, є тиск 1 - 3 мПа, температура процесу 200-370°С, час витримки 2 10хв(табл 1, нагрівачі 1-7) Тиск 1 - 3 мПа виявляється достатнім для повного змочування поверхні слюдопласта фосфатним в'яжучим, а також видавлення його надлишків в місцях з'єднання деталей нагрівника і створення якісного з'єднання, що забезпечує експлуатацію нагрівальних елементів без доступу повітря Зменшення тиску нижче 1 мПа дає можливість створити повітряні проміжки між деталями нагрівника по периметру Підвищення тиску в процесі виготовлення нагрівника більше 3 мПа призводить до зім'яття виробу, до зміщення нагрівального елемента відносно нижньої і верхньої плит, до затруднения виведення продуктів реакції з шару фосфатного в'яжучого Температура пресування 200-370°С забезпечує в залежності від площі з'єднуваних поверхонь слюдопластових деталей затвердіння фосфатного в'яжучого і збереження заданої форми нагрівника після зняття тиску Зниження температури процесу менш ніж 200°С приводить до значного росту часу затвердіння рідкого фосфатного в'яжучого і до різкого зменшення продуктивності процесу Поряд з цим після зняття тиску спостерігається порушення геометричної форми і розмірів нагрівника Підвищен ня температури пресування приводить до інтенсивного виведення газоподібних продуктів реакції, які виділяються в процесі нагрівання фосфатного в'яжучого, що приводить до утворення шпар, і звідси до неякісного з'єднання деталей з слюдопласта Мінімальний час витримки в процесі пресування при температурі 200-370°С складає 2 хв, а максимальний час витримки - 10 хв Цей часовий інтервал для вказаних температур і тиску є оптимальним і забезпечує якісне з'єднання деталей нагрівача (табл 1), що підтверджується результатами досліджень дослідних нагрівників (табл 2) З даних, наведених в табл 2, витікає, що нагрівники, виготовлені згідно запропонованому способу, по оптимальним параметрам тиску, температури і часу (нагрівачі 5, 6 та 7) мають при температурі експлуатації 750°С значно більш високі показники надійності, ніж нагрівники, виготовлені з відхиленнями від оптимальних параметрів технологи і випробувані в діапазоні температур експлуатації 600-750°С (нагрівачі 1, 2, 3 та 4) Якісне виготовлення нагрівників сприяє також достатньо надійному захистові від окислення нагрівальних елементів в процесі напрацювання (200, 400 та 600 годин) Показники надійності нагрівників, виготовлених по оптимальним параметрам технології (нагрівачі 5, 6 та 7) на 58 - 68% вищі, ніж у нагрівачів, виготовлених за авторським свідоцтвом СРСР № 417923, які випробовувалися при температурі експлуатації 750°С Практично однакові показники надійності мають нагрівачі 5, 6 та 7 при температурі експлуатації 750°С і нагрівач 8 при температурі експлуатації 600°С Більш ВИСОКІ показники надійності електронагрівників, виготовлених по запропонованому способу, пов'язані із значно меншим окисленням нагрівальних елементів, про що свідчить зменшення зміни показників електроопору нагрівальних елементів в процесі випробувань Оптимальними параметрами пресування, що забезпечує якісне з'єднання теплоізоляційного волокнистого матеріалу (базальтового картону) і нагрівача, є тиск 0,1 - 0,3 мПа, температура процесу 200-370°С, час витримки 2-10хв (табл 1) Тиск 0,1 - 0,3 мПа виявляється достатнім для повного змочування поверхні слюдопласта і волокнистої теплоізоляції (базальтового картону), а також для виведення (видавлювання) надлишку в'яжучого в місцях з'єднання деталей і забезпечення якісного з'єднання Зменшення тиску нижче 0,1 мПа створює можливість формування повітряних проміжків між деталями нагрівника, що приводить до відсутності надійного з'єднання деталей Підвищення тиску в процесі виготовлення нагрівника з волокнистою теплоізоляцією понад 0,3 мПа приводить до зім'яття теплоізоляції і втрати тим самим теплоізоляційних и властивостей, а також руйнуванню вже готового нагрівника і оголенню нагрівальних елементів в результаті утворення тріщин Крім того, підвищення тиску погіршує виведення продуктів реакції з фосфатного в'яжучого Температура пресування 200-370°С забезпечує, в залежності від площі з'єднуваної поверхні слюдопласта і базальтового картону, затвердіння 43634 фосфатного в'яжучого і відсутність коробління теплоізоляції після зняття тиску Зниження температури пресування понад 200°С призводить до значного росту часу затвердіння рідкого фосфатного в'яжучого і до різкого зменшення продуктивності процесу Зростання часу затвердіння фосфатного в'яжучого зв'язане з поглинанням волокнистої теплоізоляції Тому після зняття тиску спостерігається відсутність надійного з'єднання базальтового картону і слюдопластового нагрівника Підвищення температури пресування приводить до інтенсивного виведення газоподібних продуктів реакції, які виділяються в процесі нагрівання фосфатного в'яжучого, що служить причиною здуттів і деформацій теплоізоляційного матеріалу та створенню неякісного з'єднання мають значно менші теплові втрати, оскільки температура на тильній стороні нагрівача (t3) дорівнює 555-580°С, а температура U на поверхні теплоізоляції становить 60 -70°С Для виготовлення дослідних нагрівників (табл 1) використовували формуючі (робочі) поверхні з кутом розподілу пазів 60°, глибини пазів 4 мм, площі виступів - 3 мм2 Для одержання якісного з'єднання деталей нагрівника з слюдопластових матеріалів і волокнистої теплоізоляції (базальтового картону) пресуючі (робочі) поверхні виконані з пазами, що мають розподіл 20-90°, глибину 2 - 6 мм, розміщені по взаємно перпендикулярних напрямках і утворюють поверхні виступів 2-12 мм2 (табл 4) Кут розподілу пазів 20-90° є оптимальним, оскільки збільшення кута розподілу пазів вище 90° призводить до здуття слюдопласта в місцях пазів в результаті провисання тіла слюдопласта і нагрівання в процесі термопресування, а зменшення кута розподілу нижче 20° призводить до затруднения видалення газоподібних продуктів реакції і, як наслідок, до руйнувань слюдопласта в місцях пазів Площа виступів 2 - 12 мм 2 є оптимальною Збільшення площі виступів понад 12 мм 2 призводить до руйнувань слюдопласта в місцях виступів, а зменшення площі виступів менше 2 мм 2 - до проколів тіла слюдопласта завдяки високому питомому тискові, глибина пазів 2-6 мм забезпечує достатньо надійне видалення газоподібних продуктів реакції в процесі термопресування нагрівників Мінімальний час витримки в процесі пресування при температурі 200-370°С складає 2 хв, а максимальний час витримки - 10 хв Цей часовий інтервал для вказаних температур і тиску є оптимальним і забезпечує створення якісного з'єднання нагрівника з волокнистою теплоізоляцією (табл 1), що підтверджується результатами випробувань дослідних нагрівників (табл 3) З даних, наведених в табл 3, видно, що нагрівник з волокнистою теплоізоляцією, виготовлені згідно запропонованому способу по оптимальним параметрам тиску, температури і часу (нагрівники 4, 5 та 6) мають значно меншу теплову інерцію як при нагріванні, так і при охолодженні (показники іти і гиг), ніж нагрівачі, які не мають волокнистої теплоізоляції (нагрівники 1, 2 та 3), на 14 - 20% Крім того, нагрівачі з волокнистою теплоізоляцією Таблиця 1 № п/п Електронагрівник Параметри пресування* Стан нагрівника в результаті огляду Тиск, мПа 2,2 Темпера тура,°С Час, хв. 225 6,2 Задовільний 2 2,7 370 2,5 Задовільний 3 2,7 370 2,6 Задовільний 4 0,12 265 8,5 Задовільний 5 0,20 215 8,0 Задовільний 6 0,25 370 3,2 Задовільний 7 0,1 200 300,0* Задовільний 3,8 200 6,1 Незадовільний Зім'яття виробу 0,6 235 9,1 Незадовільний Зміна геометричн форми 10 2,8 270 1,2 Незадовільний Повітряні проміжки між деталями 11 0,4 220 4,5 Незадовільний Руйнування нагрівача 12 0,05 225 4,5 Незадовільний Те ж 13 0,15 265 1,4 Незадовільний Те ж 14 0,25 185 11,6 Незадовільний Те ж 1 8 9 Згідно З винаходом Згідно З прототипом *Термообробка нагрівників проведена в печі по ступеневому режимові при рівній товщині ізоляції 0,6 мм на один бік 43634 Таблиця 2 № п/п Електрон агрівник Температура експлуатації нагрівника, °С Зміна електроопору в процесі напрацювання Надійність (напрацювання на відмову) год. Вихідний R, Ом 200 год. R, Ом AR AR % 1 400 год. R, Ом % 600 год. R, Ом AR % AR % 600 1221 41,51 0 42,67 2,8 43,46 4,7 44,21 6,5 600 1301 40,60 0 42,16 3,8 43,62 7,4 44,74 10,2 3 750 1005 40,92 0 42,57 4,1 44,19 6,0 45,17 10,4 4 750 987 41,71 0 43,30 3,8 44,88 7,6 45,70 9,5 5 750 1281 40,80 0 42,12 3,2 42,92 5,2 43,92 7,6 6 750 1362 41,32 0 42,35 2,5 43,15 4,4 44,16 6,9 7 750 1310 41,63 0 42,91 3,1 43,72 5,1 44,60 7,2 600 1250 41,50 0 42,84 3,2 43,74 5,4 44,71 7,7 750 807 40,10 0 42,20 5,2 43,17 7,6 45,62 13,7 2 8 9 За винаходом Прототип Таблиця З № п/п Наявність волокнистої теплоізоляції на тильній стороні нагрівника товщиною 5 мм Температура у двох фіксованих точках, °С На поверхні основи ti Між На тильній На поверхні осностороні теплоізолявою і нагрівника ції нагріt3 t4 вником Час досягнення надмірної температури хв. (при охолодженні) Темп нагрівання ПІ! 1/хв Темп охолодження ГТІ2 1/хв П г2 12,0 35,0 0,014 0,013 t2 1 6 Наявна Наявна 390 560 245 385 575 12,5 35,0 0,014 0,012 375 560 240 395 580 11,5 35,5 0,014 0,013 390 560 245 395 555 65 20,0 48,0 0,015 0,010 400 550 70 245 385 570 70 21,5 47,0 0,017 0,009 245 5 Наявна 245 4 Відсутня 555 240 3 380 245 Відсутня 240 240 2 Відсутня 395 575 70 240 390 560 65 20,5 49,0 0,016 0,009 240 390 555 60 43634 Таблиця 4 № п/п Параметри пресування Характеристика формуючих (робочих) поверхонь пресового пристрою Стан зразків в результаті огляду Тиск, МПа 1 Температура, °С Час, хв. 2,8 190 3,5 Кут розпо- Глибина ділу паза, паза, мм град. 100 2 Площа виступів, пів. мм2 10 Незадовільний Випинання в місцях пазів 2 3,2 195 3,5 10 6 10 Незадовільний Руйнування в місцях виступів пазів 3 3,8 200 3,5 90 6 6 Задовільний 4 2,9 235 3,3 60 6 4 Задовільний 5 4,6 350 3,5 40 2 6 Задовільний 6 4,2 370 3,5 20 4 8 Задовільний Галузь застосування запропонованого електронагрівника та способу його виготовлення досить широка від нагрівників побутового призна чення до нагрівників в широкому спектрі галузей науки і техніки Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюFlat resistive electric heater and method of its manufacture
Автори англійськоюBelitskyi Mykhailo Yefremovych
Назва патенту російськоюПлоский резистивный электронагреватель и способ его изготовления
Автори російськоюБелицкий Михаил Ефремович
МПК / Мітки
МПК: H05B 3/22
Мітки: електронагрівник, резистивний, плоский, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-43634-ploskijj-rezistivnijj-elektronagrivnik-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Плоский резистивний електронагрівник та спосіб його виготовлення</a>
Купаж для виготовлення ігристого вина та спосіб його виготовлення
Номер патенту: 23702
Опубліковано: 16.06.1998
Автори: Мацко Олександр Петрович, Сіренко Михайло Якович, Яценко Олег Володимирович, Каналош Оксана Анатоліївна, Сватков Леонід Борисович, Шуляковський Геннадій Францович, Гончарук Володимир Якович, Немчин Олександр Федорович, Мельник Юрій Станіславович, Максимов Сергій Володимирович, Худик Богдан Іванович
МПК: C12G 1/06
Мітки: купаж, виготовлення, спосіб, вина, ігристого
Формула / Реферат:
1. Купаж для виготовлення ігристого вина на основі шампанських виноматеріалів із винограду сортів Шардоне, Піно, Ріслінг та Аліготе, який відрізняється тим, що він додатково містить виноматеріали з винограду сортів Совіньон та Ркацітелі, при такому співвідношенні інгредієнтів, мас.%: Шардоне 15-20 Піно 15-20 Ріслінг 5-10 ...
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Павло Антонович, Бехта Наталя Степанівна
Мітки: деревностружкових, здійснення, виготовлення, спосіб, пристрій, плит
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Купаж для виготовлення рожевого ігристого вина та спосіб його виготовлення
Номер патенту: 23704
Опубліковано: 16.06.1998
Автори: Мельник Юрій Станіславович, Сіренко Михайло Якович, Гончарук Володимир Якович, Мацко Олександр Петрович, Максимов Сергій Володимирович, Каналош Оксана Анатоліївна, Сватков Леонід Борисович, Худик Богдан Іванович, Яценко Олег Володимирович, Шуляковський Геннадій Францович, Немчин Олександр Федорович
МПК: C12G 1/06
Мітки: рожевого, купаж, спосіб, ігристого, вина, виготовлення
Формула / Реферат:
1. Купаж для виготовлення рожевого ігристого вина, що становить собою суміш білого та червоного шампанських виноматеріалів із винограду сортів Аліготе, Ріслінг та Каберне, який відрізняється тим, що червоний шампанський виноматеріал додатково містить виноград сортів Мерло та Сапераві, при такому співвідношенні інгредієнтів, в % по об'єму: Білий сухий виноматеріал з винограду сорту Аліготе 55-75 ...
Купаж для виготовлення ігристого вина та спосіб його виготовлення
Номер патенту: 23703
Опубліковано: 16.06.1998
Автори: Худик Богдан Іванович, Каналош Оксана Анатоліївна, Гончарук Володимир Якович, Шуляковський Геннадій Францович, Мацко Олександр Петрович, Яценко Олег Володимирович, Максимов Сергій Володимирович, Сіренко Михайло Якович, Немчин Олександр Федорович, Мельник Юрій Станіславович, Сватков Леонід Борисович
МПК: C12G 1/06
Мітки: виготовлення, ігристого, спосіб, вина, купаж
Формула / Реферат:
1. Купаж для виготовлення ігристого вина на основі шампанських виноматеріалів із винограда сортів Шардоне, Піно, Ріслінг та Аліготе, який відрізняється тим, що він додатково містить виноматеріали із винограду сортів Совіньон та РкацітелІ, при такому співвідношенні інгредієнтів, мас.%: Шардоне 2-15 Піно 2-15 Ріслінг 6-15 ...
Спосіб виготовлення неоднорідного матеріалу, пристрій для його здійснення (його варіанти) та неоднорідний матеріал
Номер патенту: 27358
Опубліковано: 15.09.2000
Автор: Петсетакіс Менелаос
МПК: B29C 47/20, B29D 28/00, B29C 47/36, B32B 5/02
Мітки: неоднорідного, варіанти, пристрій, спосіб, його, неоднорідний, матеріалу, матеріал, виготовлення, здійснення
Текст:
...сбоку другой части штампа в варианте штампа, изображенного на фиг 2 устройства, на фиг 4 - частичный разрез вида сбоку частей поверхности штампа, изображенного на фигурах 2 и 3, на фиг 5 - разрез вида сбоку, в другом масштабе, варианта с регулировочным устройством смещения в устройстве, изображенном на фиг 1, на фиг 6 - частичный разрез вида сбоку устройства для горячего выдавливания в соответствии с настоящим изобретением, на фиг 7 -...
Попередній патент: Спосіб утворення імітації волосся на сувенірі-ляльці
Наступний патент: Пристрій для виготовлення зразків при дослідженні фізико-механічних властивостей стоматологічних матеріалів
Випадковий патент: Фотометр