Пристрій для центрування виробу при затисканні
Номер патенту: 8957
Опубліковано: 30.09.1996
Автори: Боков Віктор Андріанович, Редченко Андрій Германович
Формула / Реферат
Устройство для центрирования изделия при зажиме на металлорежущих станках и других машинах, содержащее планшайбу с зажимными кулачками независимого действия, механизм зажима с электроприводом, управляемым по силе зажима, органы для соединения шпинделя зажимного механизма с винтом кулачка, привод для поворота планшайбы и совмещения оси винта кулачка с осью шпинделя механизма зажима и датчик биения детали, отличающееся тем, что, с целью автоматизации центрирования и обеспечения возможности визуального контроля точности центрирования как при зажиме, так и в процессе обработки, в него введены датчик положения кулачка, снабженный сельсин-датчиком, кинематически связанным с приводом планшайбы, и блок управления радиальными перемещениями кулачков, выполненный в виде корпуса с поворотной кольцевой шкалой величины биения, соосно с которой на подшипниках установлен вал, один конец которого соединен с сельсин-приемником, связанным с сельсин-датчиком положения кулачка, а на другом конце соосно со шкалой биения закреплена диск-шкала расположения кулачков на планшайбе, причем указанный вал расположен внутри второго, установленного на подшипниках полого вала, один конец которого через зубчатую передачу связан с сельсин-приемником, соединенным с сельсин-датчиком, которым снабжен датчик биения детали, а на другом конце закреплены стрелка биения детали и якорь, предназначенный для взаимодействия с бесконтактным путевым выключателем, электрически связанным с приводом механизма зажима и закрепленным на поворотной гильзе, установленной в корпусе и снабженной стрелкой, предназначенной для установки выключателя в нулевое положение по шкале биения, кроме того, на оси, установленной в корпусе соосно со шкалой биения, закреплены две вспомогательные стрелки, предназначенные для взаимодействия со стрелкой биения детали.
Текст
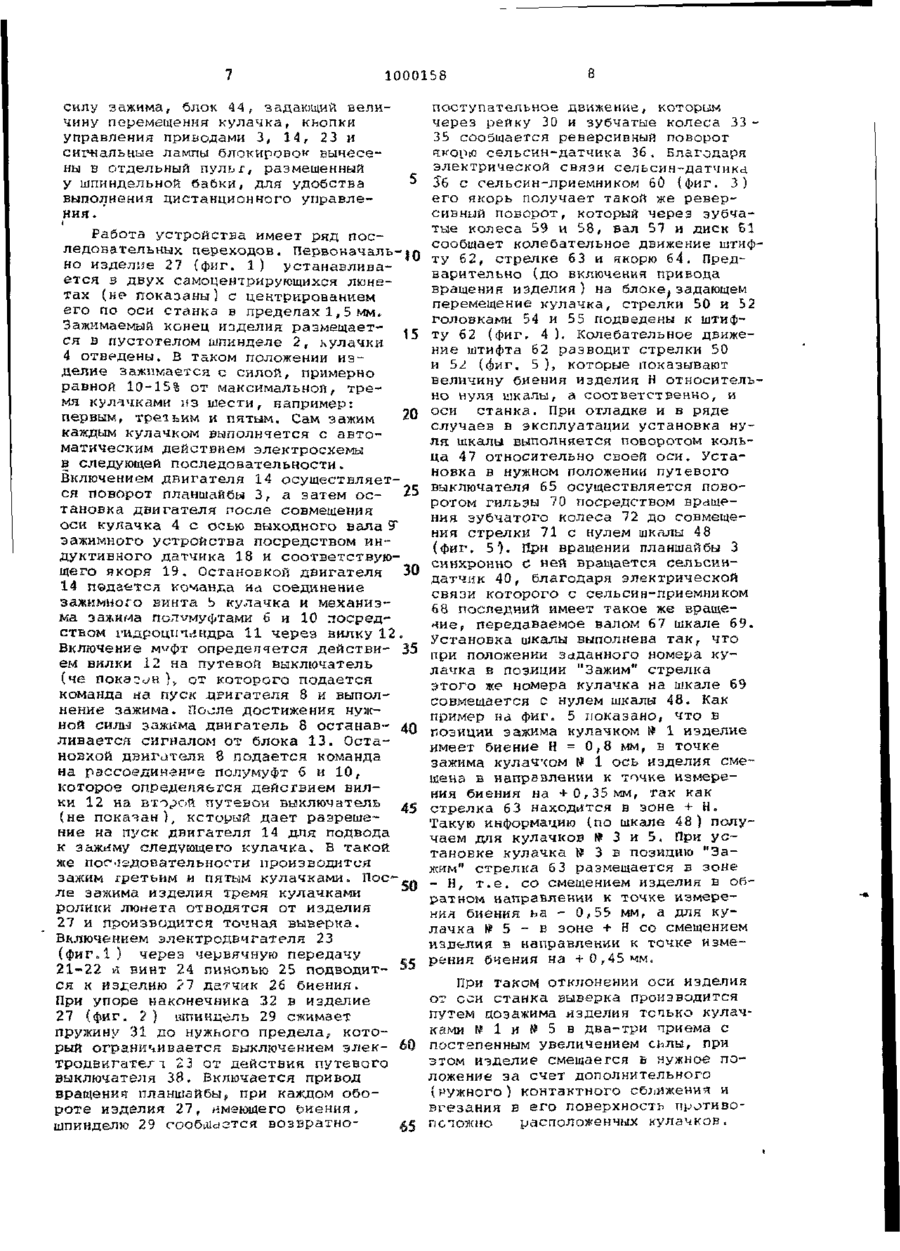
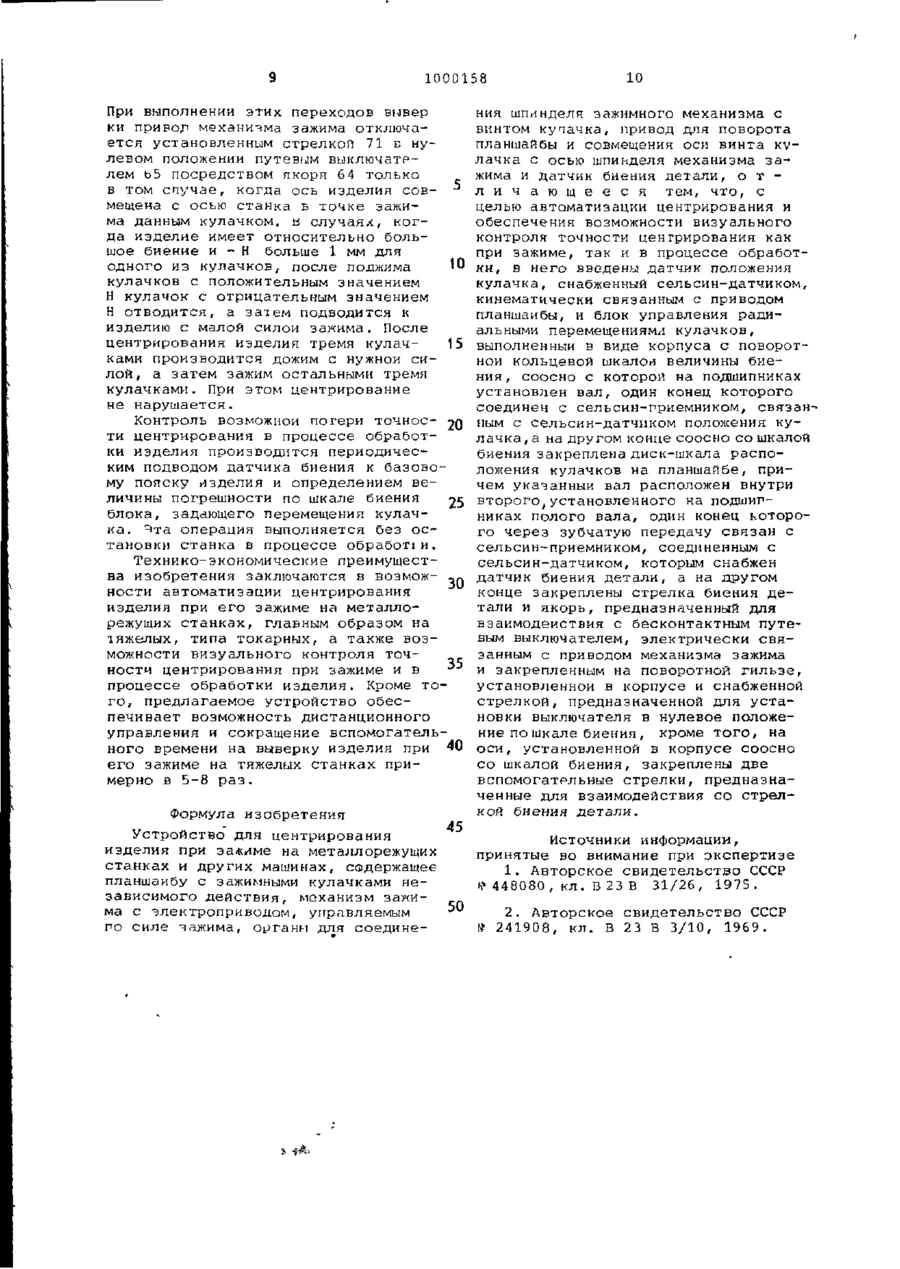
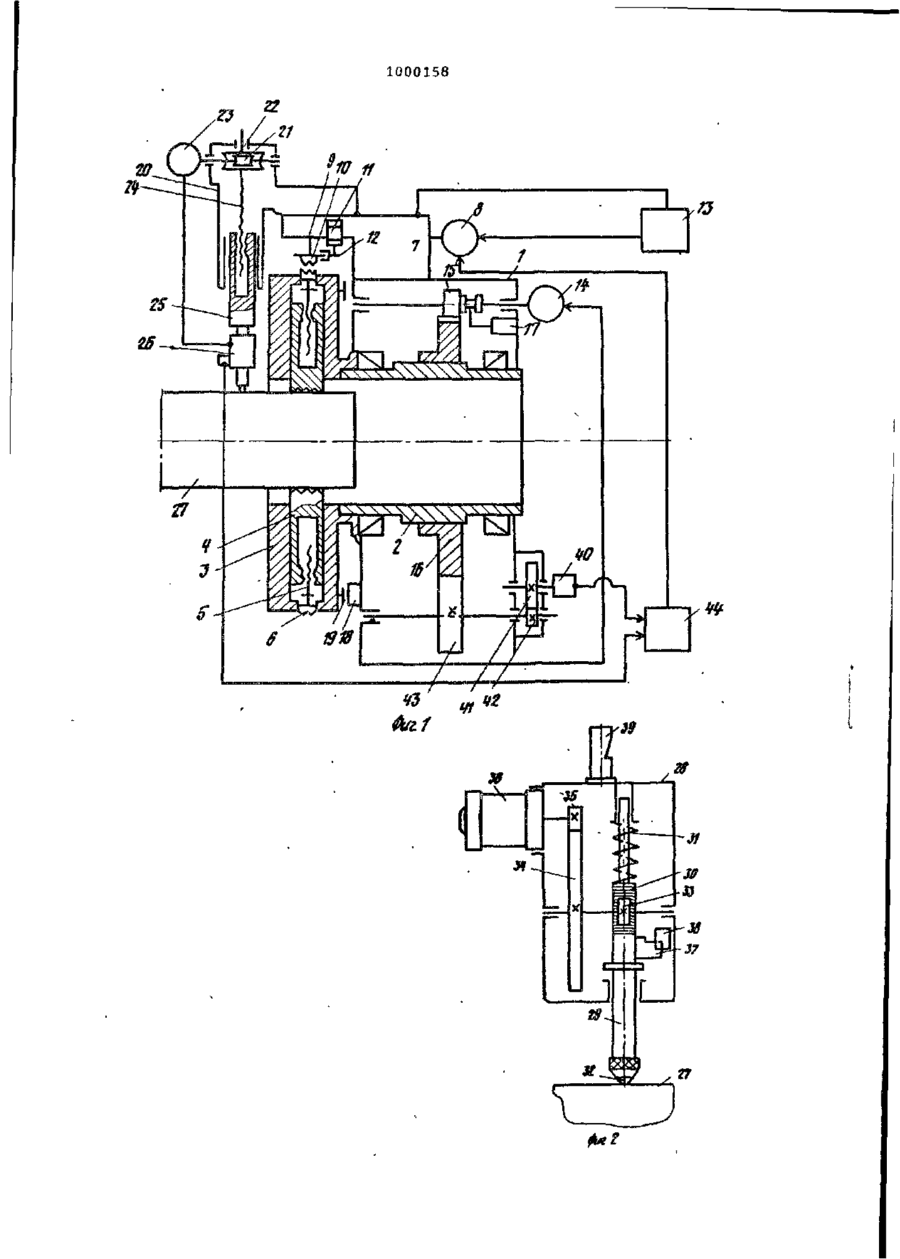
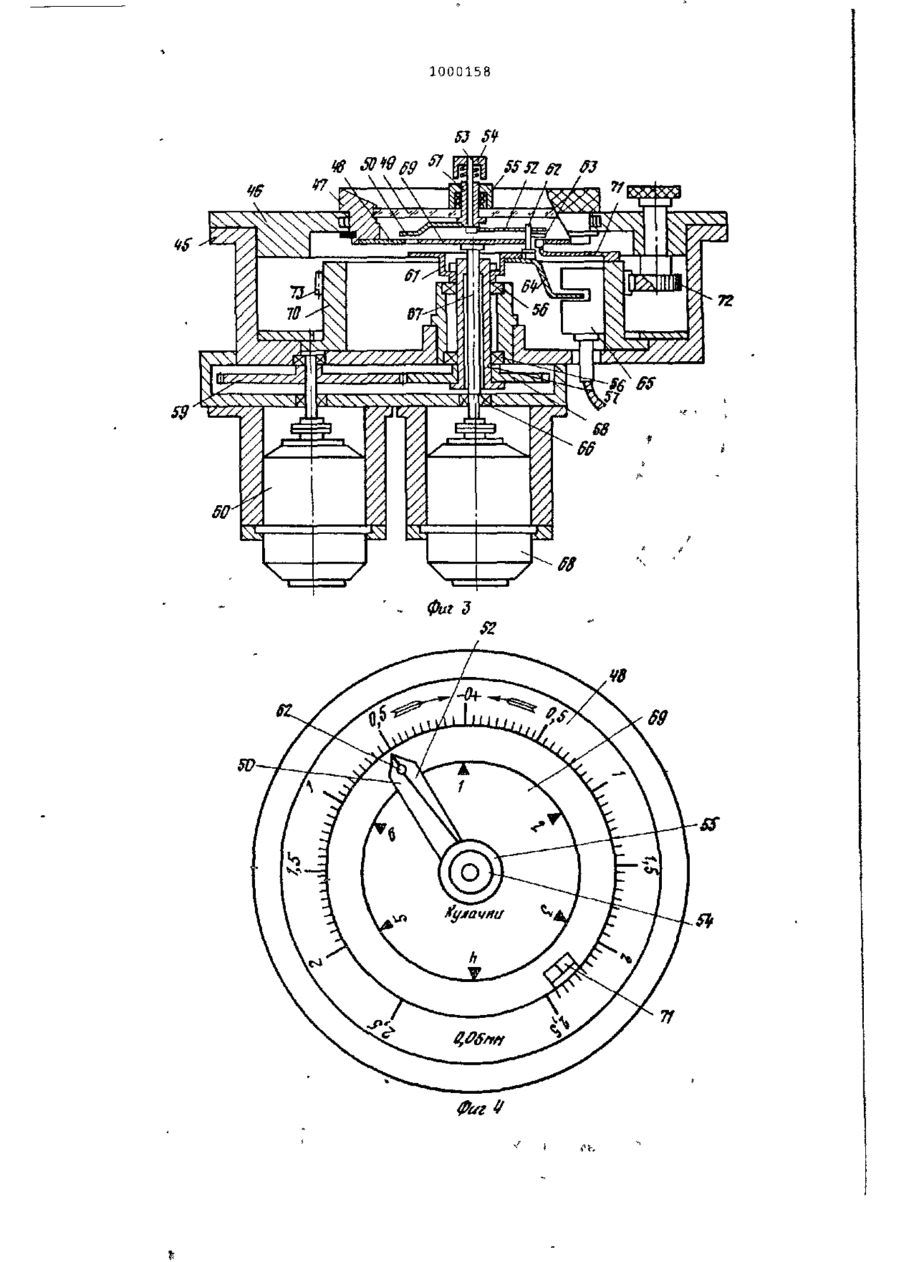
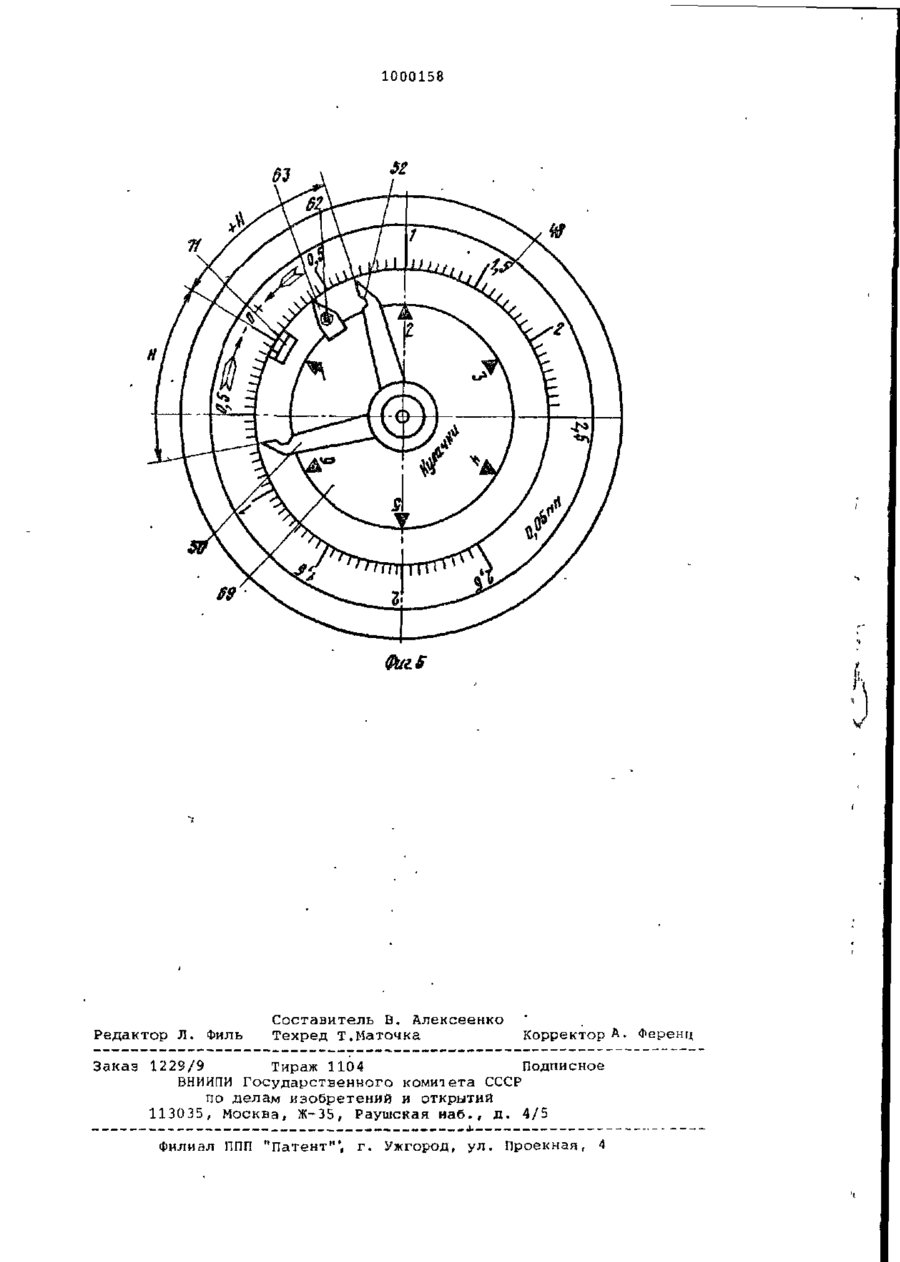
Союз Советских Социалистических Республик С А Н ИЕ ИЗОБРЕТЕНИЯ 01)1000158 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву (22) Заявлено 03,08,81 (21) 3326598/25-08 (51)М.Кл.з В 23 В 25/06 с присоединением заявки № Государственный комитет СССР по делам изобретений и открытии (23) Приоритет Опубликовано 28.0 2.83 . Бюллетень № 8 Дата опубликования описания28,02.83 (72) Авторы изобретения А.Г. (71) Заявитель (53)УДК 621.91 (088.8) Редченко и В.Д. Боков Краматорский ордена Трудового Красного Знамени завод тяжелого станкостроения им. В.Я. Чубаря 54) УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ИЗДЕЛИЯ ПРИ ЗАЖИМЕ 1 Изобретение относится к станкостроению и может быть использовано для вырезки изделия при его зажиме на металлорежущих станках, преимущественно на тяжелых станках токарного типа. Известны патроны токарные самоцентрирующие с электромеханическими , пневматическими или гидравлическими приводами, снабженные устройством регулирования силы зажима [і] . Такие патроны на станках с горизонтальной осью вращения при зажиме автоматически обеспечивают центрирование изделия по оси станка. Однако это возможно в тех случаях, когда сила от массы изделия, действующая на нижний кулачок патрона, значительно меньше силы зажима, т.е. на малых токарных станках. На тяжелых токарных станках, когда сила от массы изделия на нижнем кулачке патрона достигает несколько десятков и даже сотен тонн, такие патроны не применяются. Главной причиной тому является участие в процессе зажима и выверки изделия силы от его массы, которая действует на каждый из кулачков величиной от нуля до ее максимума за период одного оборота из делия. Под действием такой пульсирующей силы происходит неравномерное врезание в поверхность изделия рифлений каждого из кулачков, кроме того, упругие деформации в стыках кулачок - изделие также разные по величине. По этой причине зажатое изделие в таком патроне после нескольких его оборотов теряет точ10 ность центрирования. Потеря точности центрирования изделия по той же причине происходит и в процессе обработки , что вызывает необходимость периодически осуществлять контроль 15 и корректировку центрирования. На тяжелых станках применяются исключительно патроны с кулачками независимого действия, которые обеспечивают корректировку центрирования, 20 а также зажим изделия неправильной цилиндрической формы. Для обеспечения высокой жесткости зажима кулачки смонтированы непосредственно в планшайбе станка. 25 Известно также устройство для центрирования и крепления деталей на карусельном станке, в котором используется принцип перемещения зажимных кулачков энергией главного 30 привода станка для вращения план 1000158 шайбы. Каждый кулачок, смонтированный на планшайбе, имеет для радиального перемещения винтовую передачу, винт которой череч зубчатое колесо связан с двухступенчатой зубчатой передачей, выходной вал которой имеет зубчатое колесо торцового зацепления, выходящее за наружный диаметр планшайбы. Для привода кулачка используются спаренные зубчатые секторы, периодически соединяемые 10 с зубчатыми колесами торцового зацепления. Зубья секторов должны иметь трапециевидную форму с углом при основании, допускающим взаимное проскальзывание при перегрузке. Управление процессом зажима и центрирования изделия осуществляется от электроконтактного щупа, взаимодействующего с базовой поверхностью изделия и системой пневмоавтоматики. 20 электроконтактного щупа, ( Контакты размыкаясь или замыкаясь, действуют на соответствующие золотники, которыми управляются пневмоцилиндры, осуществляющие зацепление секторов с зубчатыми колесами торцового зацеп- 25 ления, через которое при вращении планшайбы передается вращение винту кулачка в нужном направлении [2] . Кроме того, устройство усложнено необходимостью для каждого кулачка монтировать в планшайбе двухступенчатую зубчатую передачу, а на уникальных станках количество кулачков достигает восьми штук. Цель изобретения - автоматизация центрирования изделия относительно оси станка при механизированном зажиме , а также обеспечение возможности и визуального контроля точности центрирования при зажиме и в процессе обработки изделия. Указанная цель достигается тем, что устройство снабжено блоком управления радиальными перемещениями каждого в отдельности зажимного кулачка, который электрически связан с приводом э ажима с возможностью получения информации о положении изделия на станке и относительно каждого в отдельности кулачка через электрическую связь с датчиком биения изделия и датчиком положения кулачка; датчик биения детали снабжен сельсин-датчиком, а датчик положения кулачка 'также снабжен сельсин-датчиком, "кинематически связанным с приводом планшайбы, блок управления, задающий величину перемещения кулачка, снабжен корпусом с поворотной кольцевой К недостаткам известного устройст-30 шкалой величины биения, а соосно этой шкале смонтирован на подшипниках* ва относится то, что привод кулачка вал, один конец которого соединен с. зубчатым сектором через зубчатое ко'сельсин-приемником от датчика пололесо с торцовым зацеплением не имежения кулачка, а на другом конце ет регулирования силы зажима; окончание зажима определяется только 35 смонтирована диск-шкала расположения кулачков на планшайбе, на этой проскальзыванием зубьев, т.е. "прыже оси установлен на своих опорах ганием" по зубьям, при этом неизбежпустотелый вал, один конец которого но возникает местный износ и поврежсоединен через зубчатую передачу с дение поверхностей зацепления; налисельсином-приемкиком от датчика бичие выступающих зубчатых колес на 40 ения, а на другом конце смонтированы вращающейся планшайбе не допускается стрелка биения изделия и якорь, взаправилами техьики безопасности для имодействующий с бесконтактным путеметаллорежущих стаьков. Кроме того, вым выключателем, который установлен центрирование посредством электрона поворотной гильзе, снабженной контакгного щупа требует предвари — стрелкой для установки выключателя 45 тельной выверки изделия, а затем по шкале биения, выключатель же его подвода на поверхность максимальэлектрически связан с приводом меного биения изделия, что затрудниханизма зажима; кроме того, соосно тельно и требует повторений, примесо шкалой биения в корпусе установнение этого щупа не позволяет визулены две вспомогательные стрелки, ально контролировать величину погреш- 50 взаимодействующие со стрелкой, поностей центрирования как при зажиме казывающей величину биения. изделия, так и в процессе его обработки. Известным устройством нельзя На фиг. 1 изображена схема устдостигнуть одновременно двух условий: ройства; на фиг. 2 - принципиальная полный зажим с нужной силой и нужную 55 схема датчика биения изделия; на точность центрирования, так как полфиг. 3 - блок, задающий величину пеный зажим определяется проскальзыремещения кулачка, осевой разрез•, ванием зубьев в зацеплении, при котоьа фиг. 4 - шкала блока, задающего ром еще действует ударная сила секвеличину перемещения кулачка, вспотора по колесу и, соответственно, 60 могательные стрелки в исходном поподопопнительно перемещает кулачок, жении; на фиг. 5 - то же, стрелі . і в положении "Зажим кулачком № 1". смещая уже отцентрированное изделие, и, если достигнуто центрирование, а сектор не проскальзывает, неизвестВ корпусе шпиндельної! бабки 1 но, с какой силой зажато изделие. 65 смонтирован пустотелой шпиндсчі 2, 1000158 несущий на себе планшайбу 3. В планшайбе равномерно по окружности размещены шесть зажимных кулачков 4, независимо перемещающихся в радиальном направлении винтом 5, который на выходном конце имеет зубчатую полумуфту 6. На шпиндельной бабке закреплен корпус 7, содержащий механизм зажима с приводом от электродвигателя 8. На его выходном валу 9 установлена зубчатая полумуфта 10, которой посредством гидроцилиндра 11 и вилки 12 механизм зажима может быть соединен или рассоединен с полумуфтой б любого кулачка. Механизм зажима содержит датчик реактивного действия, измеряющий силу в опоре "силового звена, и преобразовывающей _ее во вращательное движение якоря сельсин-датчика. Этот датчик элек-* трически связан с блоком 13, который задает нужную силу зажима через обратную связь с электродвигателем 8. Совмещение оси зажимного кулачка 4 с осью выходного вала 9 зажимного механизма осуществляется электродвигателем 14, который передает вращение планшайбе 3 через зубчатые колеса 15-16 и шпиндель 2. На период зажима зубчатое колесо 15 включается в зацепление с колесом 16 гидроцилиндром 17. Точное позицирование положения оси кулачка осуществляется индуктивным датчиком 18, взаимодействующим с расположенными на планшайбе якорями 19 и имеющим электрическую связь с электродвигателем 14. К шпиндельной бабке прикреплен корпус 20, содержащий червячную передачу 21-22 с приводом от электродвигателя 23. Червячное колесо 22 соединено с винтом 24, которым сообщается линейное перемещение пиноли 25 для подвода или отвода датчика 26 биения к поверхности устанавливаемого изделия 27. 25 (фиг. 1 ). Для определения направления и величины биения изделия 27 относительно каждого кулачка используется датчик положения кулачка, содержащий сельсин'датчик 40 (фиг.1), который установлен на корпусе бабки 1 и кинематически связан с планшайбой 3 зубчатыми колесами 41, 42, 43_и 16 и шпинделем 2 таким передаточным числом, которое обеспечивает 10 точно одинаковую скорость вращения планшайбы и сельсин-датчика. Сельсиндатчик 40 и сельсин-датчик 26 биения электрически связаны с блоком 44. Блок 44 задает величину радиального 15 перемещения. Этот блок (рис. 3) смонтирован в отдельном корпусе 45 с крышкой 46, в которой установлено кольцо 47, имеющее возможность ручного поворота относительно своей оси. К кольцу 47 присоединена кольцевая 20 шкала 48, отградуированная в значениях величины биения изделия, а также стекло 49, в центральном отверстии! которого смонтирована вспомогательная стрелка 50 на оси 51 и стрелка 52 на 25 оси 53, которые поворотом головки 54 или 55 могут быть установлены в нужном положении независимо одна от другой (фиг. 4 и 5 ) . На подшипниках 56 соосно оси шкалы 48 установлен пус30 тотелый вал 57, кинематически связанный зубчатыми колесами 58 и 59 с сельсин-приемником 60, который электрически связан и согласован с сельсин-датчиком 36 датчика биения 35 (фиг. 2 ) . На другом конце вала 57 установлен диск 61, несущий на себе штифт 62, взаимодействующий со стрелками 50 и 52; к штифту присоединена стрелка 6 3 для отсчета величины биения изделия по шкале 48. К диску 61 40 также присоединен якорь 64, взаимодействующий с путевым выключателем 65. В пустотелом валу 57 do ходовой посадке и на подшипнике 6Б установлен вал 67, соединенный с сельсин-при45 емником 68, который электрически Датчик &иения (фиг. 2 ) имеет корсвязан и согласован с сельсин-датчипус 28, в котором на направляющих ком 40 датчика положения кулачка линейного перемещения установлен (фиг. 1 ) . На другом конце вала 67 шпиндель 29, несущий на себе рейку установлена дисковая шкала 69, на 30 и пружину 31, которая обеспечикоторой нанесены номера кулачков вает контакт измерительного наконеч- 50 аналогично их расположению на планника 32 шпинделя с поверхностью усшайбе. В корпусе установлена повороттанавливаемого изделия 27. Рейка 30 ная гильза 70, на поверхности отчерез ускоряющую зубчатую передачу * * верстия к которой прикреплен путевой колеса 33, 34 и 35 кинематически свя65, а гильзы 55 выключатель стрелка на торце установки зана с осью сельсин-датчика 36. К закреплена 71 для шпинделю 29 присоединен якорь 37, вза путевого выключателя в нулевое полонмодействующий с путевым выключатежение биения изделия по шкале 48 пулем 38, электрически связанным с элек тем поворота гильзы относительно тродвнгателем 23, и автоматически своей оси, осуществляемого вращением выключает его при подводе датчика к 60 зубчатого колеса 72, зацепляемого изделию, когда образуется нижний нас колесом 73, выполненным непосредтяг пружины 32 для обеспечения усственно на гильзе. тановленного диапазона измерения. Корпус 28 содержит хвостовик 39, коЭлементы управления выверкой и торым датчик соединяется с пинолью 65 зажимом изделия; блок 13^ задающий 1000158 силу зажима, блок 44, задающий величину перемещения кулачка, кнопки управления приводами 3, 14, 23 и сигнальные лампы блокировок вычесены в отдельный пуль г, размещенный у шпиндельной бабки, для удобства выполнения дистанционного управления. і Работа устройства имеет ряд последовательных переходов. Первоначаль10 но изделие 27 (фиг. 1) устанавливается з двух самоцентрирующихся люнетах (не показаны) с центрированием его по оси станка в пределах 1,5 мм* Зажимаемый конец изделия размещается в пустотелом шпинделе 2, кулачки 15 4 отведены. В таком положении изделие зажимается с силой, примерно равной 10-15% от максимальной, тремя кулечками из шести, например: 20 первым, третьим и пятым. Сам зажим каждым кулачком выполняется с автоматическим действием электросхемы в следующей последовательности. Включением двигателя 14 осуществляется поворот планшайбы 3, а затем ос- 25 тановка двигателя после совмещения оси кулачка 4 с осью выходного вала 5 Г зажимного устройства посредством индуктивного датчика 18 и соответствующего якоря 19. Остановкой двигателя 30 14 подается команда на соединение зажимного винта Ь кулачка и механизма зажима псггтлуфтами 6 и 10 посредством гидроціплндра 11 через вилку 12, Включение Mv/фт олредеячется действием вилки 12 на путевой выключатель (че п о к а з е }.„ от которого подается команда на пуск двигателя 8 и выполнение зажима. Пооле достижения нужной силы зажима двигатель 8 останав- 40 ливается сигналом от блока 13. Остановкой двигателя 8 подается команда на рассоединение полумуфт б и 10 1 которое определяется действием вилки 12 на второй путевой выключатель (не покаяан )_, кстоуый дает разрешение на пуск двигателя 14 для подвода к зажиму следующего кулачка. В такой же последовательности производится зажим третьим и пятым кулачками. После зажима изделия тремя кулачками ролики люнета отводятся от изделия 27 и производится точная выверка. Включением электродвигателя 23 (фнг.1) через червячную передачу 21-22 а винт 24 пинопью 25 подводится к изделию /7 датчик 26 биения. При упоре наконечника 32 в изделие 27 (фиг. 2 ) шпиндель 29 сжимает пружину 31 до нужного предела, который ограничивается выключением электродвигатег і ?.3 от действия путевого выключателя 38• Включается привод вращения планшайбы, при каждом обороте изделия 2 7 г имеющего оиения, шпинделю 29 сообщатся возвратно поступательное движение, которим через рейку 30 и зубчатые колеса 33 35 сообщается реверсивный поворот якорю сельсин-датчика 36. Благодаря электрической связи сельсин-датчика J6 с сельсин-лриемником 60 (фиг. 3 ) его якорь получает такой же реверсивный поворот, который через зубчатые колеса 59 и 58, вал 57 и диск Б1 сообщает колебательное движение штифту 6 2, стрелке 6 3 и якорю 64. Предварительно (до включения привода вращения изделия ) на блоке^ задающем перемещение кулачка, стрелки 50 и 52 головками 54 и 55 подведены к штифту 62 (фиг, 4 ). Колебательное движение штифта 62 разводит стрелки 50 и 52 (фиг. 5 ) , которые показывают величину биения изделия Н относительно нуля шкалы, а соответственно, и оси станка. При отладке и в ряде случаев в эксплуатации установка нуля шкалы выполняется поворотом кольца 4 7 относительно своей оси. Установка в нужном положении путевого выключателя 65 осуществляется поворотом гильзы 70 посредством вращения зубчатого колеса 72 до совмещения стрелки 71 с нулем шкалы 4 8 (фиг. 5). При вращении планшайбы 3 синхронно с ней вращается сельсиндатчик 40, благодаря электрической связи которого с сельсин-приемником 68 последний имеет такое же вращение, передаваемое валом 67 шкале 69. Установка шкалы выполнена так, что при положении заданного номера кулачка в поз-иции "Зажим" стрелка этого же номера кулачка на шкале 69 совмещается с нулем шкалы 48. Как пример на фиг. 5 показано, что в позиции зажима кулачком № 1 изделие имеет биение Н = 0,8 мм, в точке зажима кулачхом № 1 ось изделия смещена в направлении к точке измерения биения на +0,35 мм, так как стрелка 6 3 находится в зоне + Н„ Такую информацию (по шкале 48 ) получаем для кулачков № 3 и 5. При установке кулачка № 3 в позицию "Захсим" стрелка 6 3 размещается в зоне - Н, т.е. со смещением изделия в обратном направлении к точке измерения биения ьа - 0,55 мм, а для кулачка № 5 - в зоне + Н со смещением изделия в направлении к точке измерения биения на +0,45 мм. При таком, отклонении оси изделия от сси станка выверка производится путем цоэажима изделия тспько кулачками № 1 и № 5 в два-три приема с постепенным увеличением силы, при этом изделие смещается Б нужное положение за счет дополнительного (нужного ) контактного сближения и врезания в его поверхность противоположно расположенных кулачков. 1000158 При выполнении этих переходов вывер ки приРОЛ механизма зажима отключается установленным стрелкой 71 Б нулевом положении путевым выключателем ь5 посредством пкоря 64 только в том спучае, когда ось изделия совмещена с осью станка Б точке зажима данным кулачком, и случаях, когда изделие имеет относительно большое биение и - Н больше 1 мм для одного из кулачков, после поджима 10 кулачков с положительным значением Н кулачок с отрицательным значением Н отводится, а затем подводится к изделию с малой силой зажима. После центрирования изделия тремя кулач15 ками производится дожим с нужной силой , а затем зажим остальными тремя кулачками. При этом центрирование не нарушается. Контроль возможной потери точнос- 20 ти центрирования в процессе обработки изделия производится периодическим подводом датчика биения к базовому пояску изделия и определением величины погрешности по шкале биения 25 блока, задающего перемещения кулачка, ^та операция выполняется без остановки станка в процессе обработіи. Технико-экономические преимущества изобретения заключаются в возмож30 ности автоматизации центрирования изделия при его зажиме на металлорежущих станках, главным образом на тяжелых, типа токарных, а также возможности визуального контроля точ35 ности центрирования при зажиме и в процессе обработки изделия. Кроме того, предлагаемое устройство обеспечивает возможность дистанционного управления и сокращение вспомогательного времени на выверку изделия при 40 его зажиме на тяжелых станках примерно в 5-8 раз. 10 ния шпинделя зажимного механизма с винтом купачка, привод для поворота планшайбы и совмещения оси винта кулачка с осью шпиьделя механизма зажима и датчик биения детали, о т л и ч а ю щ е е с я тем, что, с целью автоматизации центрирования и обеспечения возможности визуального контроля точности центрирования как при зажиме, так и в процессе обработки, в него введены датчик положения кулачка, снабженный сельсин-датчиком, кинематически связанным с приводом планшайбы, и блок управления радиальными перемещениями кулачков, выполненный в виде корпуса с поворотной кольцевой шкалой величины биения, соосно с которой на подшипниках установлен вал, один конец которого соединен с сельсин-приемником, связанным с сельсин-датчиком положения кулачка, а на другом конце соосно со шкалой биения закреплена диск-шкала расположения кулачков на планшайбе, причем укачанный вал расположен внутри второго/установленного на подшипниках полого вала, один конец которого через зубчатую передачу связан с сельсин-приемником, соединенным с сельсин-датчиком, которым снабжен датчик биения детали, а на другом конце закреплены стрелка биения детали и якорь, предназначенный для взаимодействия с бесконтактным путевым выключателем, электрически связанным с приводом механизма зажима и закрепленным на поворотной гильзе, установленной в корпусе и снабженной стрелкой, предназначенной для установки выключателя в нулевое положение по шкале биения , кроме того, на оси, установленной в корпусе соосно со шкалой биения, закреплены две вспомогательные стрелки, предназначенные для взаимодействия со стрелкой биения детали. Формула изобретения 45 Устройство для центрирования Источники информации, изделия при зажиме на металлорежущих принятые во внимание при экспертизе станках и других машинах, содержащее 1. Авторское свидетельство СССР планшайбу с зажимными кулачками не* 448080, кл. В 23 В 31/26, 1975. зависимого действия, механизм зажи50 ма с электроприводом, управляемым 2. Авторское свидетельство СССР по силе зажима, органи для соедине№ 241908, кл. В 23 В 3/10, 1969. 1000158 1000158 5J $¥ U6 \ ft 48 \ 5SS2 62 &W$9 \ \ \ ага ^KwUxi Фиг J 69 1000158 99' Редактор Л. Филь Составитель В. Алексеенко Техред Т.Маточка Корректор А. Ференц Заказ 1229/9 Тираж 1104 Подписное ВНИИПИ Государственного комиїета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 _, _ _ -_^ _________— ______J _ __. —— Филиал ППП "Патент"', г. Ужгород, ул. Проекная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for centering article at clamping
Автори англійськоюRedchenko Andrii Hermanovych, Bokov Viktor Andrianovych
Назва патенту російськоюУстройство для центрирования изделия при зажиме
Автори російськоюРедченко Андрей Германович, Боков Виктор Андрианович
МПК / Мітки
МПК: B23B 25/00
Мітки: затисканні, виробу, пристрій, центрування
Код посилання
<a href="https://ua.patents.su/8-8957-pristrijj-dlya-centruvannya-virobu-pri-zatiskanni.html" target="_blank" rel="follow" title="База патентів України">Пристрій для центрування виробу при затисканні</a>
Пристрій для центрування рухомої стрічки
Номер патенту: 330
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович
МПК: B65H 23/032
Мітки: рухомої, пристрій, центрування, стрічки
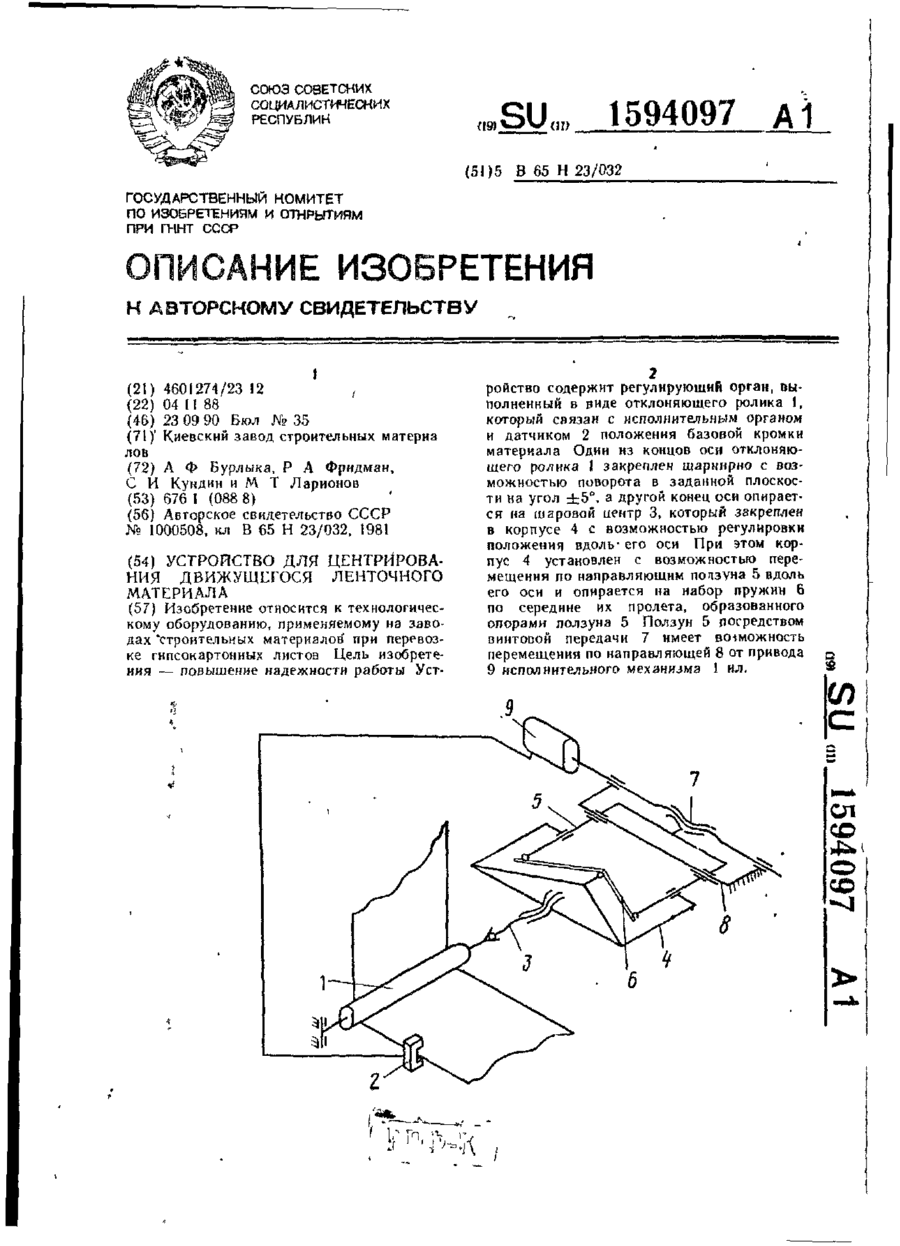
Формула / Реферат:
Устройство для центрирования движущегося ленточного материала, содержащее отклоняющий ролик, установленный одним концом в шарнирной опоре с возможностью поворота в заданной плоскости и связанный другим концом посредством шарового центра с приводом исполнительного механизма, включающим винтовую передачу и связанный с ней ползун, управляемые от датчика положения базовой кромки материала, отличающееся тем, что, с целью повышения надежности...
Пристрій для центрування труб до магнітно-імпульсного зварювання
Номер патенту: 1014
Опубліковано: 30.12.1993
Автор: Чудаков Вячеслав Андрійович
МПК: B23K 37/053
Мітки: труб, пристрій, магнітно-імпульсного, зварювання, центрування
Формула / Реферат:
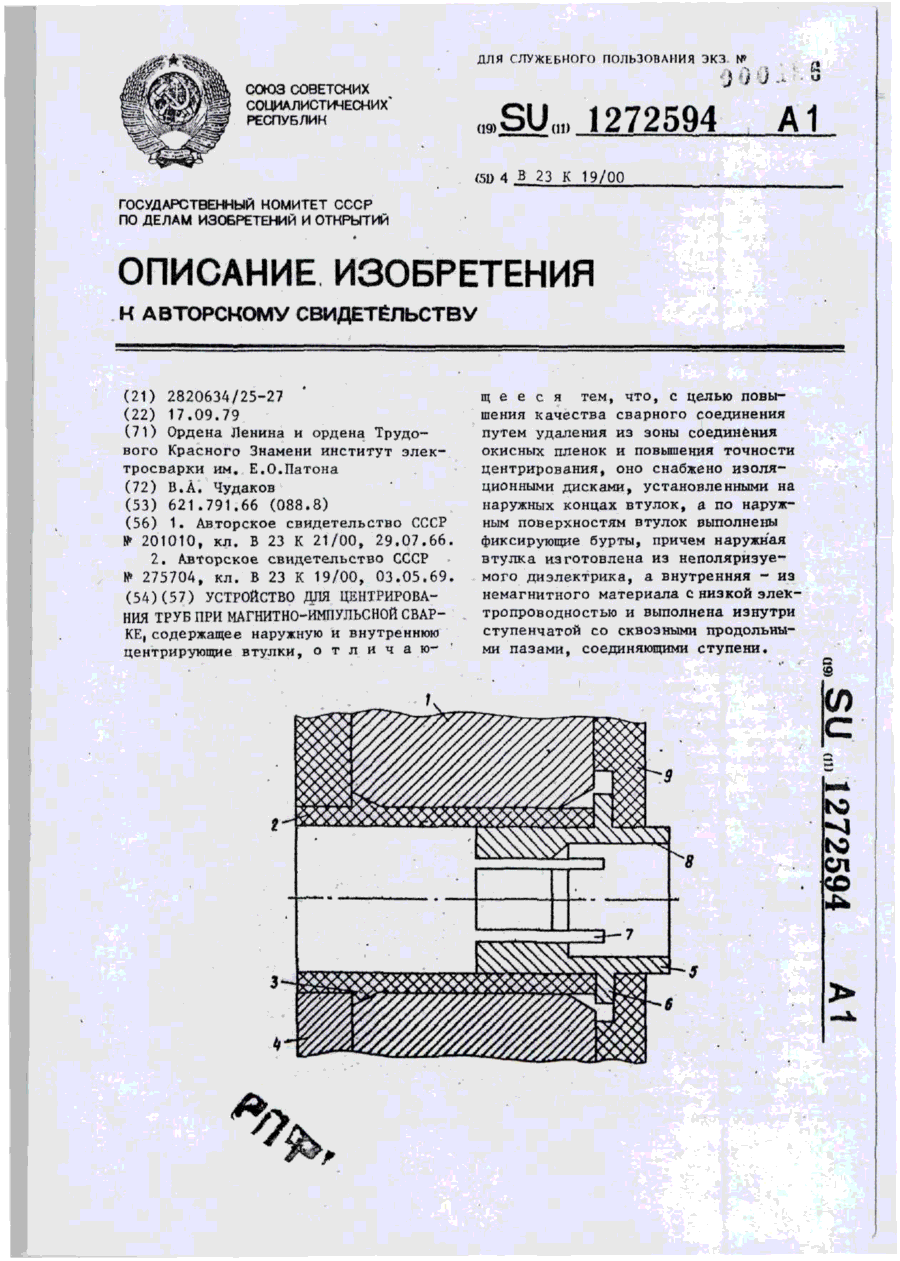
Устройство для центрирования труб при магнитно-импульсной сварке, содержащее наружную и внутреннюю центрирующие втулки, отличающееся тем, что, с целью повышения качества сварного соединения путем удаления из зоны соединения окисных пленок и повышения точности центрирования, оно снабжено изоляционными дисками, установленными на наружных концах втулок, а по наружным поверхностям втулок выполнены фиксирующие бурты, причем наружная втулка...
Пристрій для контролю технологічного процесу переробки сирих мулів стічних вод
Номер патенту: 3732
Опубліковано: 27.12.1994
Автор: Красніков Євгеній Аркадійович
МПК: C02F 1/30, G01N 11/00
Мітки: пристрій, контролю, вод, стічних, сирих, переробки, мулів, процесу, технологічного
Формула / Реферат:
Устройство для контроля технологического процесса переработки сырых осадков сточных вод при облучении последних ускоренными электронами, содержащее наклонную рабочую плиту, дозатор осадков, датчик толщины дозируемого слоя и электродвигатель, кинематически связанный с датчиком толщины слоя, отличающееся тем, что, с целью оптимизации процесса переработки путем непрерывной фиксации изменения вязкости перерабатываемой среды, край рабочей плиты...
Затискний пристрій
Номер патенту: 8956
Опубліковано: 30.09.1996
Автори: Боков Віктор Андріанович, Редченко Андрій Германович
МПК: B23B 31/12
Формула / Реферат:
Зажимное устройство для механизированного зажима изделия на станках, содержащее патрон и реактивный датчик силы, выходное звено которого выполнено в виде сельсина-датчика, а также электрический привод механический привод механизма зажима, отличающееся тем, что, с целью обеспечения регулирования стабилизации силы зажима, а также обеспечения возможности дистанционного управления величиной силы зажима, устройство снабжено блоком управления...
Пристрій для центрування торцевих частин труб при зварюванні стика
Номер патенту: 6093
Опубліковано: 29.12.1994
Автор: Ситник Микола Петрович
МПК: B23K 31/02
Мітки: труб, зварюванні, частин, торцевих, пристрій, центрування, стика
Формула / Реферат:
Устройство для центровки торцовых частей труб при сварке стыка по авт. св. № 804322, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности, оно снабжено дополнительным съемным домкратом, включающим корпус, грузовой винт с нажимной вилкой, два крюковых захвата и торцовый ключ, домкрат установлен соосно одному из рихтовочных винтов с возможностью охвата его боковинами нажимной вилки, крюковые захваты...
Попередній патент: Затискний пристрій
Наступний патент: Проміжний люнет
Випадковий патент: Збір для лікування захворювань дихальних шляхів є. товстухи