Високотемпературний абразив зі зв’язкою (варіанти) та спосіб його формування

Формула / Реферат
1. Високотемпературний абразив зі зв'язкою, який відрізняється тим, що містить:
абразивні зерна оксиду алюмінію і
склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна оксиду алюмінію, причому склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1000 °С, де абразивні зерна оксиду алюмінію містять полікристалічний альфа-оксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів альфа-оксиду алюмінію не більш ніж 500 нм, і де абразивні зерна оксиду алюмінію додатково містять агент, що створює центри пінінгу, причому агент, що створює центри пінінгу, має дисперговану фазу у полікристалічному альфа-оксиді алюмінію.
2. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що агент, що створює центри пінінгу, є оксидом щонайменше одного елемента з групи, що складається з кремнію, бору, титану, цирконію, рідкісноземельних елементів, їх продуктів реакції з полікристалічним альфа-оксидом алюмінію, та їх комбінацій.
3. Високотемпературний абразив зі зв'язкою за п. 2, який відрізняється тим, що агент, що створює центри пінінгу, містить оксид цирконію.
4. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що агент, що створює центри пінінгу, присутній в абразивних зернах оксиду алюмінію у кількості не менш ніж приблизно 0,1 мас. %.
5. Високотемпературний абразив зі зв'язкою за п. 4, який відрізняється тим, що агент, що створює центри пінінгу, присутній в абразивних зернах оксиду алюмінію у кількості в інтервалі значень від приблизно 0,1 до приблизно 20 мас. %.
6. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що агент, що створює центри пінінгу, має середній розмір частинок не більш ніж приблизно 1 мікрон.
7. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що абразивні зерна оксиду алюмінію мають середній розмір кристалічних доменів не більш ніж 400 нм.
8. Високотемпературний абразив зі зв'язкою за п. 7, який відрізняється тим, що домени полікристалічного альфа-оксиду алюмінію є монокристалічними та мають середній розмір кристалічних доменів не більш ніж 200 нм.
9. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що абразивні зерна оксиду алюмінію мають стабільність кристалів щонайменше 1400 °С, де стабільність кристалів є температурою, при якій абразивні зерна оксиду алюмінію зазнають росту доменів, кількісно визначеного середнім розміром доменів не більш ніж 500 нм, після 5 хвилин витримування при зазначеній температурі.
10. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що абразивні зерна оксиду алюмінію мають показник корозії не більш ніж 15 мкм, де показник корозії є середньою глибиною проникнення (Si) після обробки абразивних зерен оксиду алюмінію розплавленим склом на основі діоксиду кремнію при 1250 °С протягом 4 годин.
11. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1100 °С.
12. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що склоподібна зв'язуюча матриця має температуру склування Тg не менш ніж приблизно 1000 °С.
13. Високотемпературний абразив зі зв'язкою, який відрізняється тим, що містить:
абразивні зерна оксиду алюмінію, і
склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна оксиду алюмінію, причому склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1000 °С, де абразивні зерна оксиду алюмінію містять полікристалічний альфа-оксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів не більш ніж 300 нм, і де абразивні зерна оксиду алюмінію додатково містять агент, що створює центри пінінгу, причому агент, що створює центри пінінгу, має фазу оксиду цирконію, дисперговану у полікристалічному альфа-оксиді алюмінію.
14. Спосіб формування високотемпературного абразиву зі зв'язкою, який відрізняється тим, що включає:
формування абразивних зерен альфа-оксиду алюмінію з тонкою кристалічною мікроструктурою шляхом термообробки прекурсора альфа-оксиду алюмінію, який містить агент, що створює центри пінінгу, при температурі не менш ніж 1350 °С,
виготовлення формованого виробу, який містить зерна альфа-оксиду алюмінію з матеріалом склоподібної зв'язуючої матриці, і
термообробку формованого виробу при температурі отвердіння, причому температура отвердіння є не нижче 1000 °С і вище точки плавлення матеріалу склоподібної зв'язуючої матриці, і абразивні зерна оксиду алюмінію мають середній розмір кристалічних доменів не більш ніж 300 нм після термообробки.
15. Спосіб формування високотемпературного абразиву зі зв'язкою за п. 14, який відрізняється тим, що прекурсор альфа-оксиду алюмінію піддають термообробці у присутності затравки.
Текст
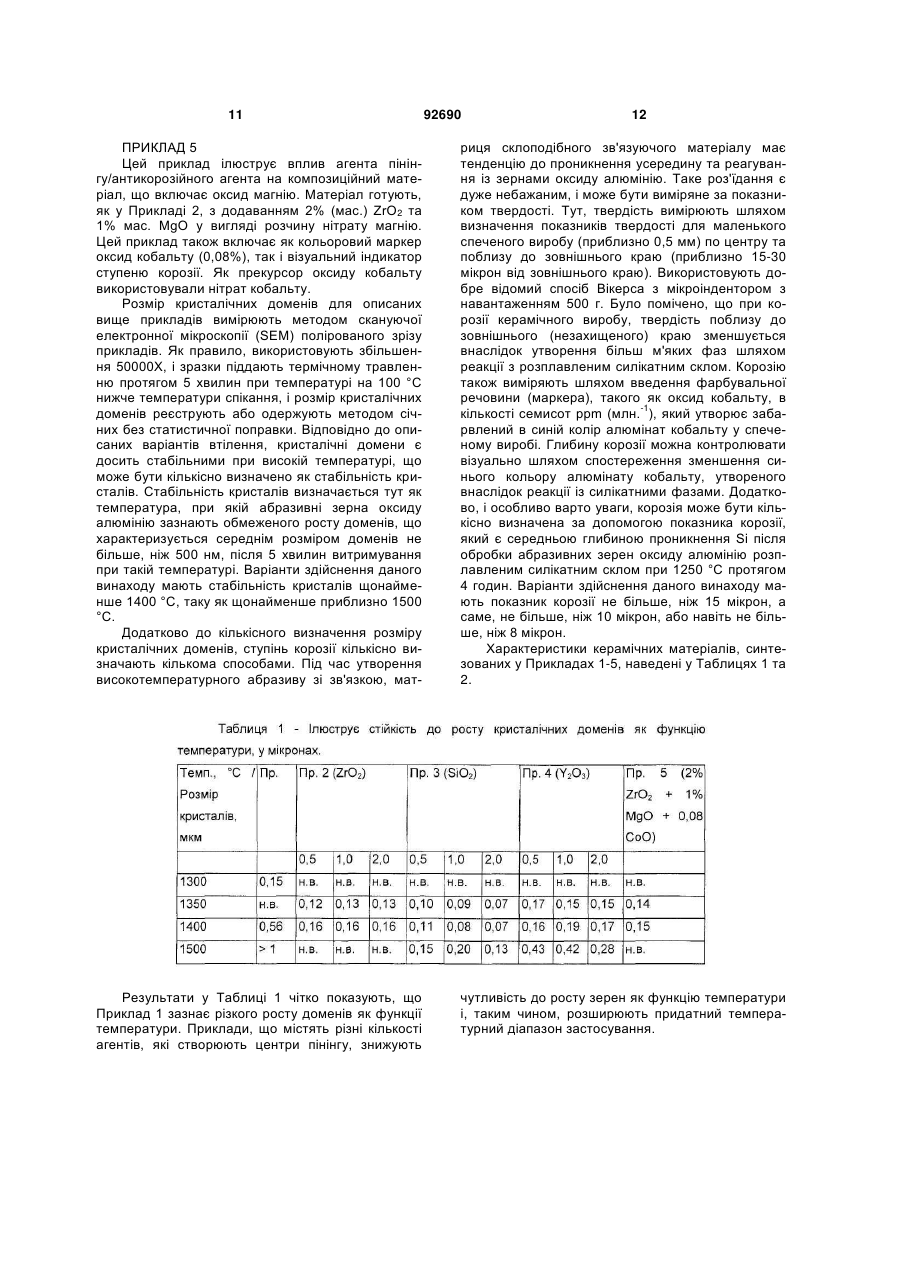
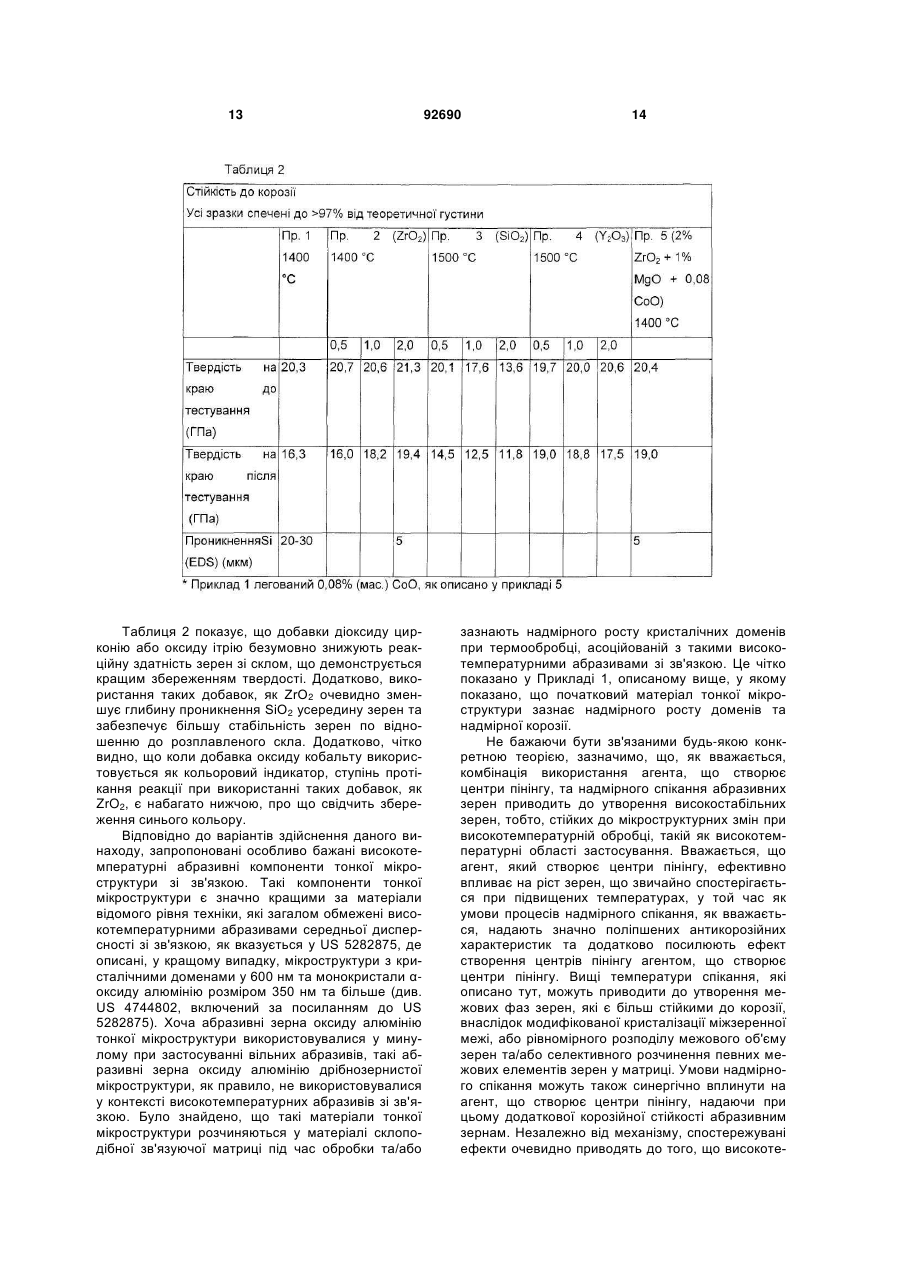
1. Високотемпературний абразив зі зв'язкою, який відрізняється тим, що містить: абразивні зерна оксиду алюмінію і склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна оксиду алюмінію, причому склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1000 °С, де абразивні зерна оксиду алюмінію містять полікристалічний альфаоксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів альфа-оксиду алюмінію не більш ніж 500 нм, і де абразивні зерна оксиду алюмінію додатково містять агент, що створює центри пінінгу, причому агент, що створює центри пінінгу, має дисперговану фазу у полікристалічному альфаоксиді алюмінію. 2. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що агент, що створює центри пінінгу, є оксидом щонайменше одного елемента з групи, що складається з кремнію, бору, титану, цирконію, рідкісноземельних елементів, їх продуктів реакції з полікристалічним альфаоксидом алюмінію, та їх комбінацій. 2 (19) 1 3 92690 4 основі діоксиду кремнію при 1250 °С протягом 4 годин. 11. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1100 °С. 12. Високотемпературний абразив зі зв'язкою за п. 1, який відрізняється тим, що склоподібна зв'язуюча матриця має температуру склування Тg не менш ніж приблизно 1000 °С. 13. Високотемпературний абразив зі зв'язкою, який відрізняється тим, що містить: абразивні зерна оксиду алюмінію, і склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна оксиду алюмінію, причому склоподібна зв'язуюча матриця має температуру отвердіння не менш ніж 1000 °С, де абразивні зерна оксиду алюмінію містять полікристалічний альфаоксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів не більш ніж 300 нм, і де абразивні зерна оксиду алюмінію додатково містять агент, що створює центри пінінгу, причому агент, що створює центри пінінгу, має фазу оксиду цирконію, дисперговану у полікристалічному альфа-оксиді алюмінію. 14. Спосіб формування високотемпературного абразиву зі зв'язкою, який відрізняється тим, що включає: формування абразивних зерен альфа-оксиду алюмінію з тонкою кристалічною мікроструктурою шляхом термообробки прекурсора альфа-оксиду алюмінію, який містить агент, що створює центри пінінгу, при температурі не менш ніж 1350 °С, виготовлення формованого виробу, який містить зерна альфа-оксиду алюмінію з матеріалом склоподібної зв'язуючої матриці, і термообробку формованого виробу при температурі отвердіння, причому температура отвердіння є не нижче 1000 °С і вище точки плавлення матеріалу склоподібної зв'язуючої матриці, і абразивні зерна оксиду алюмінію мають середній розмір кристалічних доменів не більш ніж 300 нм після термообробки. 15. Спосіб формування високотемпературного абразиву зі зв'язкою за п. 14, який відрізняється тим, що прекурсор альфа-оксиду алюмінію піддають термообробці у присутності затравки. Аспекти даного винаходу загалом стосуються високотемпературних абразивних інструментів та компонентів зі зв'язкою, зокрема, високотемпературних абразивів зі зв'язкою, що включають абразивні зерна оксиду алюмінію дрібнозернистої мікроструктури. Відомий рівень техніки Високоефективні абразивні матеріали та компоненти давно використовуються з різними цілями для промислової механічної обробки, включаючи притирання/шліфування, при яких здійснюється зняття масивного матеріалу, до тонкого полірування, при якому здійснюється обробка дрібних мікронних та субмікронних поверхневих неоднорідностей. Типові матеріали, що піддаються таким операціям механічної обробки, містять різні керамічні матеріали, стекла, склокерамічні матеріали, метали та металеві сплави. Абразиви можуть мати будь-які з різноманітних форм, таких як вільні абразиви, як у абразивній дисперсії, де незв'язані абразивні частинки у суспензії використовуються для механічної обробки. Альтернативно, абразиви можуть мати форму закріплених абразивів, таких як абразив, нанесений на підкладку, або абразив зі зв'язкою. Абразиви, нанесені на підкладку, загалом характеризуються як абразивні компоненти, що мають субстрат-підкладку, на якій закріплені абразивні частинки або зерна за допомогою ряду з'єднувальних покриттів та клеючих покриттів. Абразиви зі зв'язкою, як правило, не мають субстрату підкладки та формуються як цілісна структура з абразивних зерен, з'єднаних разом за допомогою матриці зв'язуючого матеріалу. Абразиви зі зв'язкою відомого рівня техніки використовують склоподібні зв'язуючі матеріали, такі як зв'язуючі матриці із силікатного скла. Альтернативно, спеціальні абразиви зі зв'язкою для певних застосувань включають надабразивні зерна, такі як кубічний карбід бору та алмаз, і можуть бути цільнозв'язаними шляхом використання зв'язуючої матриці з металевого сплаву. Під час розробки абразивів зі зв'язкою, яка тривала протягом останніх років особлива увага приділялася високотемпературним абразивам зі зв'язкою, які використовують зв'язуючу матрицю, сформовану зі склоподібного матеріалу. Приклад високотемпературного абразивного компонента зі зв'язкою описаний у патенті США 5282875. Хоча високотемпературні абразивні компоненти відомого рівня техніки зі зв'язкою мають поліпшені експлуатаційні характеристики та довговічність, у фахівців продовжує існувати потреба в подальшому удосконаленні компонентів. Розкриття винаходу Відповідно до одного аспекту здійснення даного винаходу, пропонується високотемпературний абразив зі зв'язкою, який містить абразивні зерна оксиду алюмінію та склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна. Склоподібна зв'язуюча матриця має високотемпературні властивості, включаючи температуру отвердіння не менше, ніж приблизно 1000 °С. Абразивні зерна оксиду алюмінію містять полікристалічний α-оксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів α-оксиду алюмінію не більше, ніж 500 нм. Абразивні зерна оксиду алюмінію,крім того, містять агент, що створює центри пінінгу, причому агент, що створює центри пінінгу, містить фазу, дисперговану у фазі полікристалічного α-оксиду алюмінію. Відповідно до іншого аспекту здійснення даного винаходу, пропонується високотемпературний абразив зі зв'язкою, який містить абразивні зерна оксиду алюмінію та склоподібну зв'язуючу матрицю, у якій розподілені зерна. Склоподібна зв'язую 5 ча матриця має температуру отвердіння не менше, ніж 1000 °С. Абразивні зерна оксиду алюмінію містять полікристалічний α-оксид алюмінію, що має тонку кристалічну мікроструктуру, яка характеризується середнім розміром доменів не більше, ніж 300 нм. Крім того, абразивні зерна оксиду алюмінію містять агент, що створює центри пінінгу, який містить щонайменше фазу оксиду цирконію, дисперговану у фазі полікристалічного ос-оксиду алюмінію. Додатково, пропонується спосіб створення високотемпературного абразиву зі зв'язкою. Спосіб передбачає формування абразивних зерен αоксиду алюмінію з тонкою кристалічною мікроструктурою шляхом термообробки прекурсора αоксиду алюмінію, який включає агент, що створює центри пінінгу, при температурі не менше, ніж 1350 °С. Потім виготовляється формований виріб, який містить зерна α-оксиду алюмінію та матеріал склоподібної зв'язуючої матриці. Далі проводиться термообробка формованого виробу при температурі отвердіння не менше, ніж 1000 °С та вище точки плавлення матеріалу склоподібної зв'язуючої матриці. Абразивні зерна оксиду алюмінію мають середній розмір кристалічних доменів не більше, ніж приблизно 300 нм після термообробки. Опис варіанта(ів) здійснення винаходу Відповідно до варіанта здійснення даного винаходу, високотемпературний абразив зі зв'язкою містить абразивні зерна оксиду алюмінію, які мають особливо дрібнозернисту мікроструктуру та склоподібну зв'язуючу матрицю, у якій розподілені абразивні зерна оксиду алюмінію. Починаючи з опису абразивних зерен оксиду алюмінію, зазначимо, що, як правило, абразивні зерна оксиду алюмінію переважно складаються з полікристалічного α-оксиду алюмінію. Полікристалічний α-оксид алюмінію загалом утворює основну фазу зерен, тобто, щонайменше 50% (мас). Однак, звичайно абразивні зерна оксиду алюмінію складають щонайменше 60 % (мас), часто щонайменше 80 % (мас), і в певних варіантах здійснення даного винаходу - щонайменше 90 % (мас.) полікристалічного α-оксиду алюмінію. Полікристалічний α-оксид алюмінію має тонку кристалічну мікроструктуру, яка може бути охарактеризована середнім розміром доменів α-оксиду алюмінію не більше, ніж 500 нм. Кристалічні домени є дискретними, ідентифіковними кристалічними ділянками мікроструктури, які сформовані з агрегатів монокристалів, або можуть бути сформовані з монокристалу. Однак, відповідно до певних варіантів здійснення даного винаходу, кристалічні домени є монокристалічними та легко спостерігаються при аналізі методом скануючої електронної мікроскопії. Розмір кристалічних доменів може бути навіть ще меншим, а саме, не більше 400 нм, або не більше 300 нм. У випадку ще меншого розміру кристалічних доменів, як правило, домени є монокристалами, як зазначено вище. Такі високодисперсні домени можуть бути особливо дрібними, а саме, не більше 200 нм, не більше 190 нм, або навіть не більше 180 нм. Заслуговує на увагу, що дрібний розмір кристалічних доменів присутній у високотемпературному абразивному компоненті зі зв'язкою після 92690 6 переробки. Це заслуговує на особливу увагу, оскільки часто процес формування високотемпературного абразиву зі зв'язкою включає високотемпературну обробку, при якій склоподібна зв'язуюча матриця стверджується. Така високотемпературна обробка має тенденцію до спричинення росту доменів, який є особливо небажаним. Додаткові деталі наведені далі. Як зазначено вище, абразивні зерна оксиду алюмінію, крім того, містять агент, що створює центри пінінгу. Агент, що створює центри пінінгу, є матеріалом, чужорідним до мікроструктури зерен α-оксиду алюмінію, і може бути ідентифікований по другій фазі, диспергованій у фазі матриці полікристалічного α-оксиду алюмінію. Агент, що створює центри пінінгу, звичайно ефективно "закріплює" домени, тим самим запобігаючи надмірному росту доменів при спіканні та/або високотемпературній обробці зерен для утворення абразивного компонента зі зв'язкою. Приклади агентів, що створюють центри пінінгу, містять оксиди, карбіди, нітриди та бориди, а також їх продукти реакції з матрицею полікристалічного α-оксиду алюмінію. Відповідно до конкретних варіантів здійснення даного винаходу, агент, що створює центри пінінгу, містить оксид щонайменше одного з кремнію, бору, титану, цирконію та рідкісноземельного елемента, та його продукти реакції з матрицею полікристалічного α-оксиду алюмінію. Конкретним агентом, що створює центри пінінгу, є оксид цирконію, звичайно у формі ZrO2 (діоксид цирконію). Оксид цирконію є особливо придатним матеріалом, і звичайно є інертним у матриці полікристалічного α-оксиду алюмінію, тим самим зазнаючи дуже обмеженої реакції з оксидом алюмінію, тим самим зберігаючи кристалічну фазу оксиду цирконію, як правило, діоксиду цирконію. Агент, що створює центри пінінгу, звичайно присутній в абразивних зернах оксиду алюмінію у кількості не менше, ніж приблизно 0,1 % (мас), а саме, не менше, ніж приблизно 0,5 % (мас), або не менше, ніж приблизно 1,0 % (мас). Нижня межа агента, що створює центри пінінгу, вибирається як кількість, що ефективно запобігає надмірному росту доменів. Відповідно до одного варіанта здійснення даного винаходу, агент, що створює центри пінінгу, присутній в абразивних зернах у кількості не більше, ніж 40 % (мас), а саме, не більше, ніж 30 % (мас), не більше, ніж 20 % (мас.) або навіть не більше, ніж 10 % (мас). У високотемпературному абразиві зі зв'язкою, агент, що створює центри пінінгу, звичайно ідентифікується як такий, що має розмір частинок не більше, ніж 5 мікрон, а саме, не більше, ніж 1 мікрон. Було знайдено, що придатним є дрібний розмір частинок, асоційованих з агентом, що створює центри пінінгу, такий як не більш ніж 500 нм, або не більш ніж 300 нм, або не більш ніж 200 нм. Як детальніше описано нижче, у контексті способів формування високотемпературних абразивних компонентів зі зв'язкою, агент, що створює центри пінінгу, може бути введеним в абразивні зерна оксиду алюмінію у твердій формі, такій як субмікронна форма, зокрема, включаючи колоїдну форму. Альтернативно, агент, що створює центри пінінгу, може бути введений в абрази 7 вні зерна оксиду алюмінію або їх прекурсор, так щоб при високотемпературній термообробці агента, що створює центри пінінгу, прекурсор перетворюється на бажану кристалічну фазу, таку як бажаний оксид, карбід, нітрид або борид. Обробка з метою утворення високотемпературного абразиву зі зв'язкою відповідно до варіантів здійснення даного винаходу звичайно починається з утворення абразивних зерен оксиду алюмінію. Відповідно до конкретного варіанта здійснення даного винаходу, абразивні зерна оксиду алюмінію утворюються за допомогою процесу із затравкою, у якому відповідний матеріал затравки поєднується з прекурсором α-оксиду алюмінію, з наступною термообробкою для перетворення прекурсора αоксиду алюмінію на бажану фазу α-оксиду алюмінію. Кристали затравки можуть бути сформовані відповідно до US 4623364, у якому висушений гель-прекурсор оксиду алюмінію із затравкою кальцинують для утворення α-оксиду алюмінію. Кальцинований α-оксид алюмінію може бути, крім того, оброблений, наприклад, шляхом помелу, для одержання відповідного матеріалу затравки з високою площею поверхні. Характерно, що площу поверхні кількісно визначають як певну площу поверхні (SSA), яка дорівнює не менше, ніж 10 м2/г, як правило, не менше, ніж 20 м2/г, а саме, не менше, ніж 30 м2/г або не менше, ніж 40 м2/г. Конкретні варіанти здійснення даного винаходу мають площу поверхні не менше, ніж 50 м2/г. Звичайно, площа поверхні є обмеженою, а саме, не більше, ніж 2 2 300 м /г, та не більше, ніж 250 м /г. Матеріал затравки потім поєднують з прекурсором α-оксиду алюмінію, який може набувати будь-якої з кількох форм глиноземистих матеріалів, які є придатними формами для перетворення на α-оксид алюмінію. Такі матеріали прекурсора включають, наприклад, гідратовані оксиди алюмінію, включаючи оксид алюмінію тригідрат (ΑΤΗ) та беміт. У значенні, що використовується тут, беміт позначає гідрати оксиду алюмінію, включаючи мінерал беміт, який, як правило, є АІ2О3-Н2О і має вологість приблизно 15%, а також псевдобеміт, що має вологість більше, ніж 15%, а саме від 20% до 38%. Наприклад, термін беміт буде використовуватися для позначення гідратів оксиду алюмінію, що мають вологість від 15 до 38%, а саме, від 15 до 30%. Слід відзначити, що беміт, включаючи псевдобеміт, має конкретну та ідентифіковну кристалічну структуру і, відповідно, єдину рентгенограму, і є таким, що відрізняється від інших глиноземистих матеріалів, включаючи інші гідратовані оксиди алюмінію. Як правило, прекурсор α-оксиду алюмінію, такий як беміт, поєднують з матеріалом затравки так, щоб кристали затравки були присутніми у кількості не менше, ніж 0,2 % (мас.) по відношенню до загального вмісту твердих речовин кристалів затравки та прекурсора α-оксиду алюмінію. Як правило, кристали затравки присутні в кількості менше, ніж 30 % (мас), або, як правило, у кількості не більше, ніж 20 % (мас). Кристали затравки та прекурсор α-оксиду алюмінію звичайно поєднують у формі суспензії, яку потім перетворюють на гель, наприклад, шля 92690 8 хом додавання відповідної кислоти або основи, такої як азотна кислота. Після гелеутворення, гель, як правило, висушують, подрібнюють, і висушений матеріал пропускають через ситову класифікацію. Класифікована тверда фракція, крім того, може бути піддана процесу спікання з обмеженим часом витримування. Як правило, спікання проводять протягом періоду часу не більше 30 хвилин, а саме, не більше 20 хвилин, і не більше, ніж 15 хвилин. Відповідно до конкретних варіантів здійснення даного винаходу, період спікання є особливо коротким, таким як не більше 10 хвилин. Відповідно до конкретного варіанта здійснення даного винаходу, агент, що створює центри пінінгу, або прекурсор агента, що створює центри пінінгу, додається до суспензії, що містить кристали затравки та прекурсор α-оксиду алюмінію. Як правило, агент, що створює центри пінінгу, або прекурсор агента, що створює центри пінінгу, є присутніми у кількості не більше, ніж 40 % (мас.) у перерахунку на сумарний вміст твердих речовин прекурсора α-оксиду алюмінію, затравки, та агента, що створює центри пінінгу, або прекурсора агента, що створює центри пінінгу (обчислений у перерахунку на вміст твердих речовин агента, що створює центри пінінгу, у кінцевих зернах α-оксиду алюмінію). Звичайно, агент, що створює центри пінінгу, є присутнім у кількості не менше, ніж 0,1 % (мас), а саме, не менше, ніж приблизно 0,5 % (мас), або навіть не менше, ніж приблизно 1 % (мас), у перерахунку на загальний вміст твердих речовин, як зазначено вище. Ще далі, відповідно до конкретного варіанта здійснення даного винаходу, спікання проводять при температурі вище температури, потрібної для здійснення перетворення прекурсора α-оксиду алюмінію на α-оксид алюмінію. У певному розумінні, деякі варіанти здійснення передбачають "надмірне спікання" матеріалу прекурсора α-оксиду алюмінію. Особливо придатні температури є звичайно не меншими, ніж 1350 °С, такими як не менше, ніж 1375 °С, не менше, ніж 1385 °С, не менше, ніж 1395 °С, або не менше, ніж 1400 °С. В цьому відношенні, слід відзначити, що хоч матеріали α-оксиду алюмінію дрібнозернистої мікроструктури із затравкою одержували у відомому рівні техніки, як правило, такі матеріали переробляють при нижчих температурах, часто нижче 1350 °С, таких як близько 1300 °С. Додаткові спостереження об'єднаного ефекту використання агента, що створює центри пінінгу, та надмірного спікання наведені далі. Після спікання, необов'язково класифіковані абразивні зерна потім поєднують зі склоподібним зв'язуючим матеріалом, якому було надано відповідну геометричну форму (наприклад, шліфувальний круг), де контури та форми є добре відомими у контексті технології абразивів зі зв'язкою. Процес закінчення виготовлення абразивного компонента зі зв'язкою, як правило, включає термообробку при температурі отвердіння. У значенні, що використовується тут, температура отвердіння позначає параметр матеріалу, асоційований з матеріалом склоподібної зв'язуючої матриці, і звичайно перевищує температуру плавлення, і особливо темпе 9 ратуру склування Тg зв'язуючого матеріалу. Температура отвердіння є мінімальною температурою, при якій матеріал зв'язуючої матриці не лише розм'якшується та стає плинним, але також стає плинним у ступені, який забезпечує повне змочування та зв'язування абразивних зерен. Як правило, температура отвердіння відповідно до варіантів здійснення даного винаходу є не меншою 1000 °С, що звичайно свідчить про утворення високотемпературного абразиву зі зв'язкою. Конкретні приклади виконувалися відповідно до наведеного далі опису. ПРИКЛАДИ ПРИКЛАД 1 (порівняльний) У хімічній склянці на 400 мл зі скла пірекс, 30 грамів порошку гідроксиду оксиду алюмінію (псевдобеміт) під торговою маркою DISPERAL, одержаного від фірми Sasol Inc. (Hamburg, Germany), перемішують у 61 мілілітрі деюнізованої води (питомий опір 2 МОм см). Як матеріал затравки, прекурсор затравки з висушеного гелю оксиду алюмінію, одержаний згідно з US 4623364, кальцинують при 1100 °С протягом 5 хвилин в обертовій печі для перетворення оксиду алюмінію на α-форму з площею поверхні, виміряною за методом БЕТ (BET), від 15 до 28 м2/г. 72 кг цього матеріалу α-оксиду алюмінію змішують з 150 кг деіонізованої води та подають в горизонтальний бісерний млин виробництва фірми Netzsch Company (штаб-квартира у Selb, Germany). Модель пристрою - LMZ-25. Помел проводять протягом 24 годин з неперервною циркуляцією суспензії у млині. Приблизно 40 кг абразивного оксиду алюмінію виробництва фірми SaintGobain розміром 46 grit (середній розмір частинок 356 мкм) використовують як молольне середовище. Після помелу площа поверхні становить приблизно 75 м2/г. До суспензії матеріалу Disperal додають при перемішуванні 1,43 грам суспензії затравкки, одержаної, як описано вище. До цієї суміші потім додають при перемішуванні 7,5 грам 20% мас. розчину HNO3, і продовжують перемішування, поки одержана суміш перетворюється на гель. Гель висушують протягом ночі при 95 °С і потім подрібнюють дерев'яною скалкою. Збирають фракцію зерен, яка проходить через сито 30 меш і залишається на ситі 45 меш (354-595 мкм). 5 грам зібраних зерен потім поміщають в човник з оксиду алюмінію та поміщають в попередньо нагріту трубчасту піч (Lindberg Blue M series STF 55433) для спікання. Спікання проводять загалом протягом 5 хвилин. Зразки спікають при 3 різних температурах 1300 °С, 1350 °С та 1400 °С. Вимірюють показники твердості та розміру кристалів. Абразивні компоненти зі зв'язкою спечених зерен, що містять склоподібну зв'язуючу матрицю, одержують шляхом змішування 1,22 грам спечених зерен з 0,72 грам порошкоподібного скла та додавання 2 краплин розчину 7,5% мас. полівінілового спирту (PVA). Скляний порошок має звичайний склад на основі діоксиду кремнію, з діоксидом кремнію як основним компонентом. Типовий 92690 10 вміст діоксиду кремнію становить не менше, ніж 50% (мас), як правило, не менше, ніж 60% (мас), наприклад, не менше, ніж 65% (мас). Додаткові компоненти скляного порошку включають оксиди, такі як оксид алюмінію, оксид натрію, оксид магнію, оксид калію, оксид літію, оксид бору, діоксид титану, оксид заліза, оксид кальцію, інші оксиди та їх комбінації. Конкретний склад скліного порошку для формування зв'язуючої матриці вибирають так, щоб він мав бажано високу температуру отвердіння та Тg, як детально описано вище. Суміш потім поміщають у 1,25 см форму з нержавіючої сталі та пресують при 10000 psi (69 МПа). Одержаний диск потім поміщають в холодну муфельну піч (Lindberg type 51524) та нагрівають до 1250 °С протягом 8 годин, витримують при цій температурі протягом 4 годин і потім охолоджують протягом 8 годин. З одержаного диска виготовляють мікрошліф та вимірюють твердість і розмір кристалів. ПРИКЛАД 2 Цей приклад ілюструє вплив агента на основі ZrO2 для створення центрів пінінгу, на запобігання небажаного росту кристалів та забезпечення корозійної стійкості. Керамічний матеріал з абразивними зернами готують як у Прикладі 1, за винятком того, що додають колоїдний ZrO2 в кількості 0,5% (мас.) по відношенню до кінцевої кількості оксиду алюмінію, 1,0% по відношенню до кінцевої кількості оксиду алюмінію та 2,0% по відношенню до кінцевої кількості оксиду алюмінію. Джерелом ZrO2 був NYACOL 20 нм стабілізована ацетатом колоїдна форма ZrO2, отримана від фірми Nyacol. Зразки готують та виміри проводять, як у Прикладі 1. ПРИКЛАД 3 Цей приклад ілюструє вплив агента на основі SiO2 для створення центрів пінінгу на запобігання небажаного росту кристалів та забезпечення корозійної стійкості. Керамічний матеріал з абразивними зернами готують як у Прикладі 1, за винятком того, що додають колоїдний SiO2 в кількості 0,5% (мас.) по відношенню до кінцевої кількості оксиду алюмінію, 1,0% по відношенню до кінцевої кількості оксиду алюмінію та 2,0% по відношенню до кінцевої кількості оксиду алюмінію. Джерелом SiO2 був NYACOL стабілізована аміаком колоїдна форма SiO2, отримана від фірми Nyacol Inc, Ashland, MA. Зразки готують та виміри проводять, як у Прикладі 1. ПРИКЛАД 4 Цей приклад ілюструє вплив агента на основі Υ2Ο3 для створення центрів пінінгу на запобігання небажаного росту кристалів та забезпечення корозійної стійкості. Керамічний матеріал з абразивними зернами готують як у Прикладі 1, за винятком того, що додають розчин нітрату ітрію з еквівалентними рівнями вмісту оксид ітрію 0,5% (мас.) по відношенню до кінцевої кількості оксиду алюмінію, 1,0% по відношенню до кінцевої кількості оксиду алюмінію та 2,0% по відношенню до кінцевої кількості оксиду алюмінію. Джерелом нітрату ітрію були хімікати від фірми Aldrich. Зразки готують та виміри проводять, як у Прикладі 1. 11 92690 12 ПРИКЛАД 5 Цей приклад ілюструє вплив агента пінінгу/антикорозійного агента на композиційний матеріал, що включає оксид магнію. Матеріал готують, як у Прикладі 2, з додаванням 2% (мас.) ZrO2 та 1% мас. МgО у вигляді розчину нітрату магнію. Цей приклад також включає як кольоровий маркер оксид кобальту (0,08%), так і візуальний індикатор ступеню корозії. Як прекурсор оксиду кобальту використовували нітрат кобальту. Розмір кристалічних доменів для описаних вище прикладів вимірюють методом скануючої електронної мікроскопії (SEM) полірованого зрізу прикладів. Як правило, використовують збільшення 50000Х, і зразки піддають термічному травленню протягом 5 хвилин при температурі на 100 °С нижче температури спікання, і розмір кристалічних доменів реєструють або одержують методом січних без статистичної поправки. Відповідно до описаних варіантів втілення, кристалічні домени є досить стабільними при високій температурі, що може бути кількісно визначено як стабільність кристалів. Стабільність кристалів визначається тут як температура, при якій абразивні зерна оксиду алюмінію зазнають обмеженого росту доменів, що характеризується середнім розміром доменів не більше, ніж 500 нм, після 5 хвилин витримування при такій температурі. Варіанти здійснення даного винаходу мають стабільність кристалів щонайменше 1400 °С, таку як щонайменше приблизно 1500 °С. Додатково до кількісного визначення розміру кристалічних доменів, ступінь корозії кількісно визначають кількома способами. Під час утворення високотемпературного абразиву зі зв'язкою, мат риця склоподібного зв'язуючого матеріалу має тенденцію до проникнення усередину та реагування із зернами оксиду алюмінію. Таке роз'їдання є дуже небажаним, і може бути виміряне за показником твердості. Тут, твердість вимірюють шляхом визначення показників твердості для маленького спеченого виробу (приблизно 0,5 мм) по центру та поблизу до зовнішнього краю (приблизно 15-30 мікрон від зовнішнього краю). Використовують добре відомий спосіб Вікерса з мікроіндентором з навантаженням 500 г. Було помічено, що при корозії керамічного виробу, твердість поблизу до зовнішнього (незахищеного) краю зменшується внаслідок утворення більш м'яких фаз шляхом реакції з розплавленим силікатним склом. Корозію також виміряють шляхом введення фарбувальної речовини (маркера), такого як оксид кобальту, в кількості семисот ррm (млн.-1), який утворює забарвлений в синій колір алюмінат кобальту у спеченому виробі. Глибину корозії можна контролювати візуально шляхом спостереження зменшення синього кольору алюмінату кобальту, утвореного внаслідок реакції із силікатними фазами. Додатково, і особливо варто уваги, корозія може бути кількісно визначена за допомогою показника корозії, який є середньою глибиною проникнення Si після обробки абразивних зерен оксиду алюмінію розплавленим силікатним склом при 1250 °С протягом 4 годин. Варіанти здійснення даного винаходу мають показник корозії не більше, ніж 15 мікрон, а саме, не більше, ніж 10 мікрон, або навіть не більше, ніж 8 мікрон. Характеристики керамічних матеріалів, синтезованих у Прикладах 1-5, наведені у Таблицях 1 та 2. Результати у Таблиці 1 чітко показують, що Приклад 1 зазнає різкого росту доменів як функції температури. Приклади, що містять різні кількості агентів, які створюють центри пінінгу, знижують чутливість до росту зерен як функцію температури і, таким чином, розширюють придатний температурний діапазон застосування. 13 Таблиця 2 показує, що добавки діоксиду цирконію або оксиду ітрію безумовно знижують реакційну здатність зерен зі склом, що демонструється кращим збереженням твердості. Додатково, використання таких добавок, як ZrO2 очевидно зменшує глибину проникнення SiO2 усередину зерен та забезпечує більшу стабільність зерен по відношенню до розплавленого скла. Додатково, чітко видно, що коли добавка оксиду кобальту використовується як кольоровий індикатор, ступінь протікання реакції при використанні таких добавок, як ZrO2, є набагато нижчою, про що свідчить збереження синього кольору. Відповідно до варіантів здійснення даного винаходу, запропоновані особливо бажані високотемпературні абразивні компоненти тонкої мікроструктури зі зв'язкою. Такі компоненти тонкої мікроструктури є значно кращими за матеріали відомого рівня техніки, які загалом обмежені високотемпературними абразивами середньої дисперсності зі зв'язкою, як вказується у US 5282875, де описані, у кращому випадку, мікроструктури з кристалічними доменами у 600 нм та монокристали αоксиду алюмінію розміром 350 нм та більше (див. US 4744802, включений за посиланням до US 5282875). Хоча абразивні зерна оксиду алюмінію тонкої мікроструктури використовувалися у минулому при застосуванні вільних абразивів, такі абразивні зерна оксиду алюмінію дрібнозернистої мікроструктури, як правило, не використовувалися у контексті високотемпературних абразивів зі зв'язкою. Було знайдено, що такі матеріали тонкої мікроструктури розчиняються у матеріалі склоподібної зв'язуючої матриці під час обробки та/або 92690 14 зазнають надмірного росту кристалічних доменів при термообробці, асоційованій з такими високотемпературними абразивами зі зв'язкою. Це чітко показано у Прикладі 1, описаному вище, у якому показано, що початковий матеріал тонкої мікроструктури зазнає надмірного росту доменів та надмірної корозії. Не бажаючи бути зв'язаними будь-якою конкретною теорією, зазначимо, що, як вважається, комбінація використання агента, що створює центри пінінгу, та надмірного спікання абразивних зерен приводить до утворення високостабільних зерен, тобто, стійких до мікроструктурних змін при високотемпературній обробці, такій як високотемпературні області застосування. Вважається, що агент, який створює центри пінінгу, ефективно впливає на ріст зерен, що звичайно спостерігається при підвищених температурах, у той час як умови процесів надмірного спікання, як вважається, надають значно поліпшених антикорозійних характеристик та додатково посилюють ефект створення центрів пінінгу агентом, що створює центри пінінгу. Вищі температури спікання, які описано тут, можуть приводити до утворення межових фаз зерен, які є більш стійкими до корозії, внаслідок модифікованої кристалізації міжзеренної межі, або рівномірного розподілу межового об'єму зерен та/або селективного розчинення певних межових елементів зерен у матриці. Умови надмірного спікання можуть також синергічно вплинути на агент, що створює центри пінінгу, надаючи при цьому додаткової корозійної стійкості абразивним зернам. Незалежно від механізму, спостережувані ефекти очевидно приводять до того, що високоте 15 92690 мпературні абразивні компоненти зі зв'язкою відповідно до варіантів здійснення даного винаходу виявляють стабільні корозійні характеристики. Далі відзначимо, що у технології введення затравки відомого рівня техніки згадується використання стабілізаторів росту зерен, включаючи різні оксидні стабілізатори, а також температур спікання вище 1300 °С, нормально асоційованих зі спіканням абразивних зерен оксиду алюмінію у системі золь-гель із затравкою. Однак, такі інгібітори росту зерен та температури спікання були описані у зв'язку із загальним виробництвом матеріалів αоксиду алюмінію, і вважалося, що такі матеріали тонкої мікроструктури також будуть зазнавати надмірного росту зерен та/або надмірної корозії у контексті високотемпературних абразивних компонентів зі зв'язкою. Однак, несподівано було знайдено, що комбінація матеріалів агента, що створює центри пінінгу, та умов надмірного спікання дозволяє подолати зазначені недоліки, пов'язані Комп’ютерна верстка І. Скворцова 16 не лише з ростом кристалічних доменів під час обробки та в умовах застосування високотемпературних абразивів зі зв'язкою, але також і з корозійною стійкістю. Хоча були проілюстровані та конкретно описані варіанти здійснення винаходу, винахід не повинен вважатися обмеженим описаними деталями, оскільки різні модифікації та заміни можуть бути зроблені без виходу, якимось чином, за межі обсягу даного винаходу. Наприклад, можуть бути передбачені додаткові або еквівалентні заміни і можуть бути використані додаткові або еквівалентні стадії виробництва. Також, додаткові модифікації та еквіваленти розкритого тут винаходу можуть бути знайдені фахівцями в цій області техніки з використанням не більше, ніж стандартних експериментів, і вважається, що всі такі модифікації та еквіваленти входять до обсягу винаходу, визначеного наведеною далі формулою винаходу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh temperature bonded abrasive (embodiments) and method of its forming
Автори англійськоюBauer, Ralph, Skowron, Margaret L.
Назва патенту російськоюВысокотемпературный абразив со связкой (варианты) и способ его формирования
Автори російськоюБауэр Ральф, Скоурон Маргарет Л.
МПК / Мітки
МПК: B24D 3/16, C09K 3/14, B24D 18/00, B24D 3/34, C04B 35/117, C04B 35/119
Мітки: варіанти, спосіб, абразив, високотемпературний, зв'язкою, формування
Код посилання
<a href="https://ua.patents.su/8-92690-visokotemperaturnijj-abraziv-zi-zvyazkoyu-varianti-ta-sposib-jjogo-formuvannya.html" target="_blank" rel="follow" title="База патентів України">Високотемпературний абразив зі зв’язкою (варіанти) та спосіб його формування</a>
Спосіб формування (варіанти) та обробки повідомлення швидкого пошукового виклику, пристрій для його здійснення (варіанти) та носій інформації
Номер патенту: 89086
Опубліковано: 25.12.2009
Автори: Пракаш Раджат, Улупінар Фатіх
МПК: H04W 68/00
Мітки: швидкого, виклику, повідомлення, носій, формування, пошукового, інформації, пристрій, обробки, спосіб, здійснення, варіанти
Формула / Реферат:
1. Спосіб формування повідомлення швидкого пошукового виклику в системі безпровідного зв'язку, що містить етапи, на яких:формують значення стиснутого ідентифікатора щонайменше для одного термінала доступу, про який повідомлено в повідомленні швидкого пошукового виклику;асемблюють повідомлення швидкого пошукового виклику, що містить стиснутий ідентифікатор; іформують сигнал безпровідного зв'язку, що містить щонайменше...
Ламінат для пакування харчових продуктів та спосіб його формування (варіанти)
Номер патенту: 77951
Опубліковано: 15.02.2007
Автори: Янссен Аннегрет, Ценкер Вольфганг
МПК: B32B 27/32, B65D 65/40
Мітки: пакування, варіанти, спосіб, харчових, ламінат, продуктів, формування
Формула / Реферат:
1. Ламінат для пакування харчових продуктів, виконаний з можливістю меншого забруднювання товарів речовинами, вибраними з групи, до якої входять леткі органічні матеріали, здатні до міграції органічні матеріали та їх суміші, який містить першу основу, що принаймні на одній із своїх поверхонь має попередньо нанесений термоклей для формування ламінату, і другу основу, накладену на згадану поверхню першої основи з нанесеним клеєм, який...
Спосіб формування коефіцієнта перетворення схеми на операційних підсилювачах та пристрій для його реалізації (варіанти)
Номер патенту: 90338
Опубліковано: 26.04.2010
Автори: Федотов Павло Дмитрович, Сліпченко Микола Іванович, Федотов Дмитро Олексійович
Мітки: спосіб, реалізації, формування, підсилювачах, схемі, варіанти, перетворення, коефіцієнта, пристрій, операційних
Формула / Реферат:
1. Спосіб формування коефіцієнта перетворення схеми на операційних підсилювачах, який полягає в тому, що чисельно номіналом опору резисторів зворотного зв'язку задають значення вказаного коефіцієнта перетворення схеми, встановлюють у двох диференційних каналах чисельну відповідність номіналів вхідних резисторів прямої передачі значенню власного коефіцієнта підсилення операційного підсилювача, який відрізняється тим, що додатково реалізують...
Викурюваний наповнювач (варіанти), спосіб його одержання (варіанти), курильний матеріал (варіанти) та курильні вироби (варіанти)

Номер патенту: 87992
Опубліковано: 10.09.2009
Автори: Саттон Джозеф Пітер, Джон Едвард Денніс
МПК: A24B 15/00
Мітки: викурюваний, спосіб, варіанти, наповнювач, матеріал, вироби, курильний, одержання, курильні
Формула / Реферат:
1. Викурюваний наповнювач, який має стабілізовану спінену структуру, одержану висушуванням стабілізованого спіненого матеріалу, який містить спінювальний альгінат, здатний до утворення хімічних поперечних зв'язків та який поперечно зшитий у спіненому стані зшивальним агентом, де зшивальний агент є речовиною, яка є джерелом вільних іонів кальцію у водному розчині.2. Викурюваний наповнювач за п. 1, у якому спінювальним альгінатом є...
Шліфувально-полірувальний абразив на гнучкій основі
Номер патенту: 55315
Опубліковано: 17.03.2003
Автори: Лейкін Сергій Михайлович, Хижняк Григорій Іванович, Петрусевич Юрій Михайлович
МПК: B24B 7/20, B24D 9/00, B24D 13/00
Мітки: гнучкий, основі, шліфувально-полірувальний, абразив
Формула / Реферат:
1. Шліфувально-полірувальний абразив на гнучкій основі, який складається із гнучкої основи, на якій розміщений композиційний шар із структурованого абразиву, сформованого у вигляді вічок правильної форми, які зв'язані з основою, який відрізняється тим, що він додатково містить на гнучкій основі зміцнювальні елементи для забезпечення міцності зчеплення абразиву з основою, а вічка розміщені по поверхні композиційного шару по типу стільникової...
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Базове масло та робоча рідина на його основі для гідравлічних систем, спосіб одержання робочої рідини
Випадковий патент: Похідні карбамат/сечовини