Спосіб визначення приведеної теплоти (пт) металу у ванні сталеплавильного агрегату
Номер патенту: 94415
Опубліковано: 10.11.2014
Автори: Терзі Вікторія Віталіївна, Качіков Олексій Сергійович, Секачов Олександр Олегович, Балакін Вадим Володимирович, Кузьмін Юрій Дмитрович, Скребцов Олександр Михайлович

Формула / Реферат
1. Спосіб визначення приведеної теплоти плавки металу (ПТ), що включає вимір температури по ходу плавки, який відрізняється тим, що температуру вимірюють у кінці кожного періоду плавки, визначають тривалість даних періодів і відносний перегрів металу над точкою ліквідуса, який дорівнює ![]() , де
, де ![]() - поточна температура, K,
- поточна температура, K, ![]() - температура ліквідус металу, K, і на основі отриманих даних, шляхом побудови графіка, розраховують площу кожного періоду плавки, обмежену віссю абсцис (час) і лінією збільшення відносного перегріву металу, і, підсумовуючи значення площ, визначають приведену теплоту (ПТ).
- температура ліквідус металу, K, і на основі отриманих даних, шляхом побудови графіка, розраховують площу кожного періоду плавки, обмежену віссю абсцис (час) і лінією збільшення відносного перегріву металу, і, підсумовуючи значення площ, визначають приведену теплоту (ПТ).
2. Спосіб за п. 1, який відрізняється тим, що при плавленні металу в електропечі додаткові параметри вимірюють у кінці періодів: плавлення шихти, окислення домішок, відновлення.
3. Спосіб за п. 1, який відрізняється тим, що при плавленні металу в мартенівської печі додаткові параметри вимірюють у кінці періодів плавлення шихти, доведення плавки, чистого кипіння.
Текст
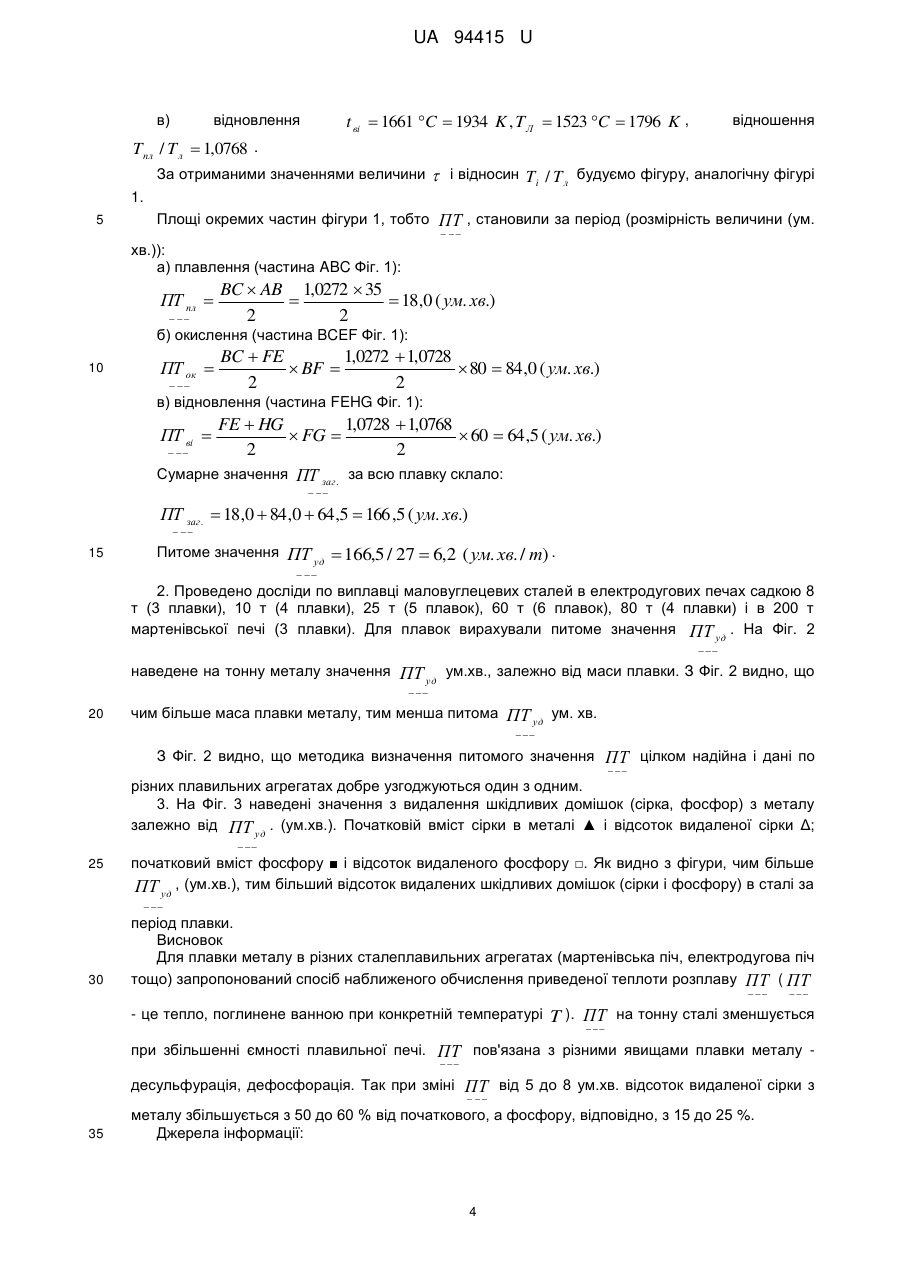
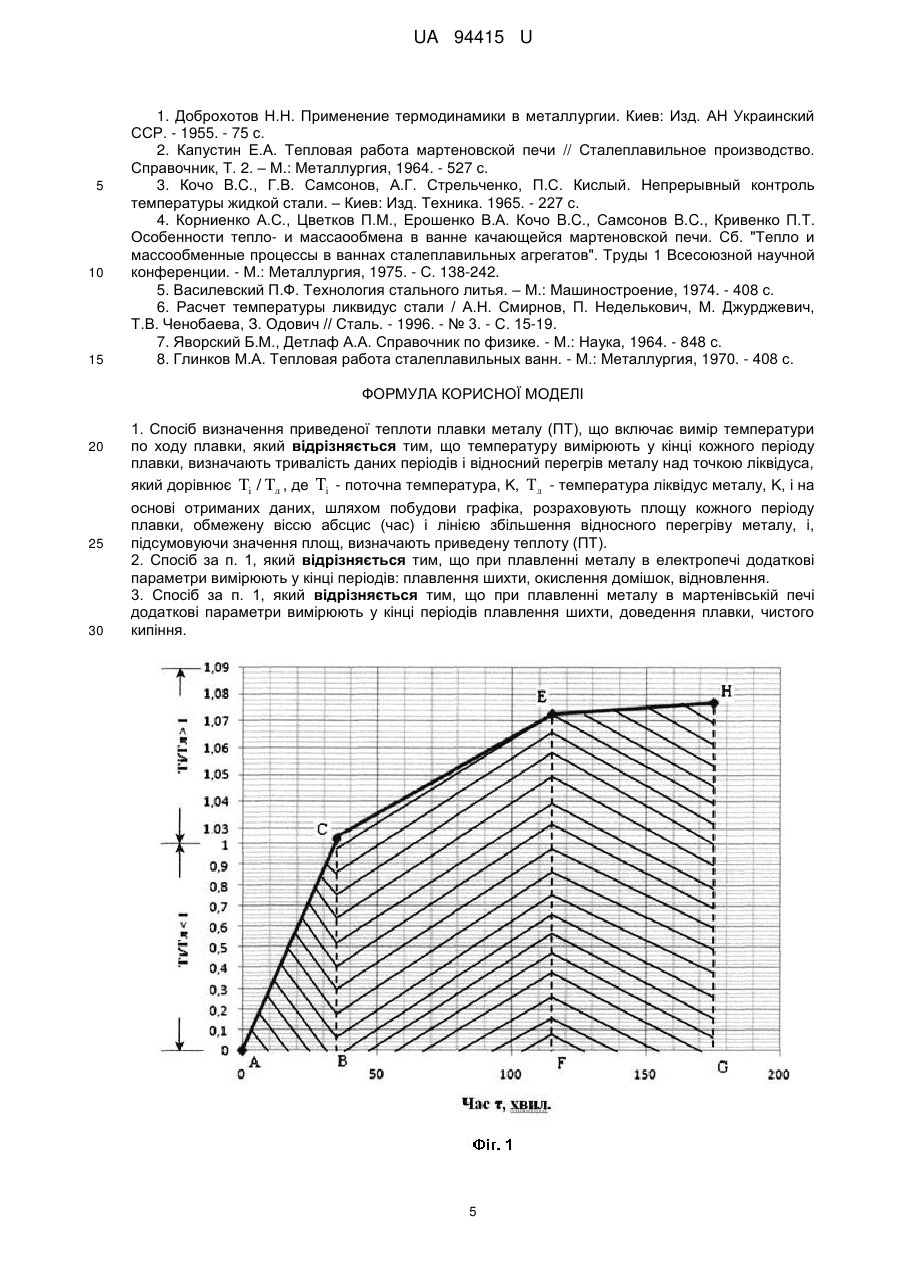
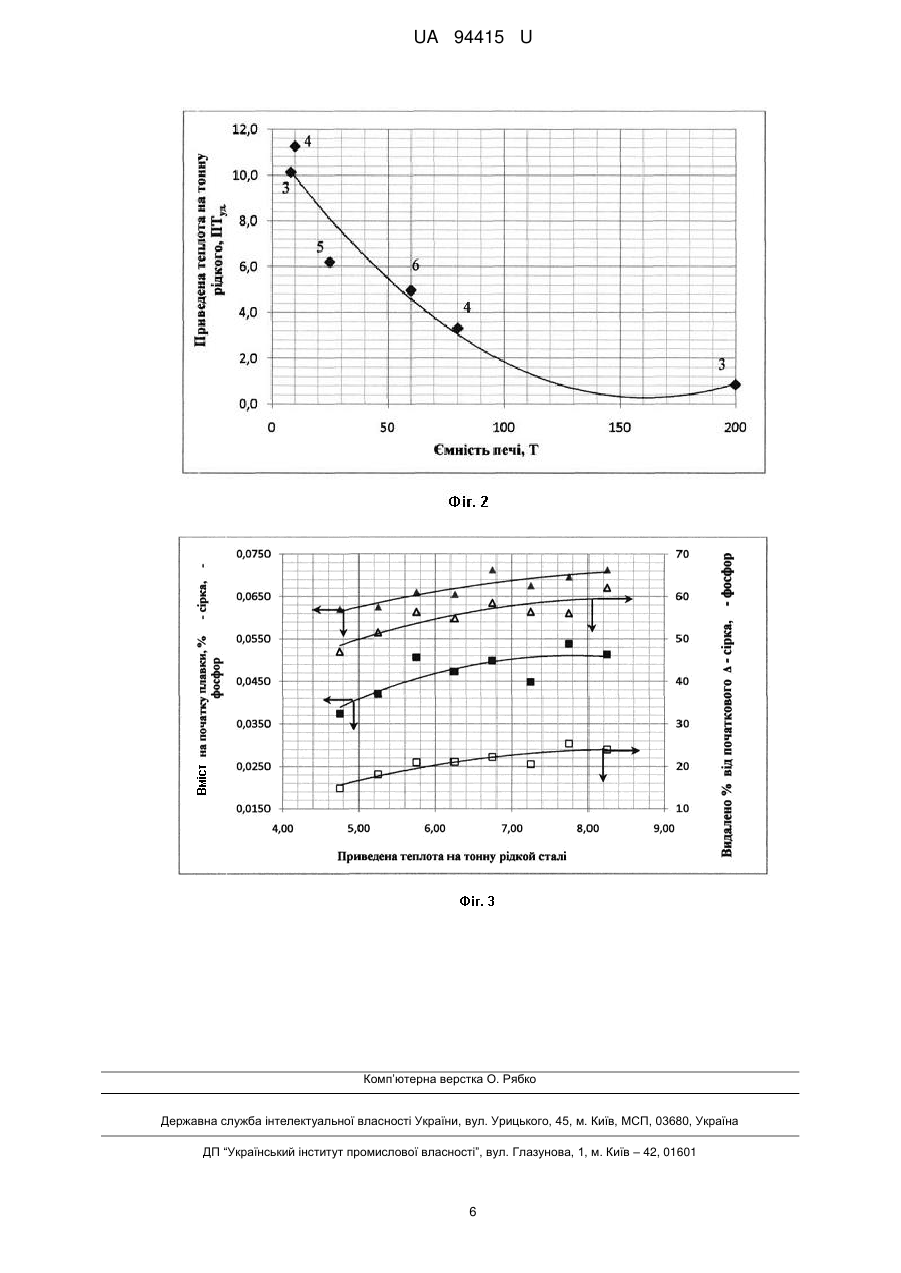
Реферат: Спосіб визначення приведеної теплоти плавки металу (ПТ) включає вимір температури по ходу плавки. Температуру вимірюють у кінці кожного періоду плавки, визначають тривалість даних періодів і відносний перегрів металу над точкою ліквідуса і на основі отриманих даних, шляхом побудови графіка, розраховують площу кожного періоду плавки, обмежену віссю абсцис (час) і лінією збільшення відносного перегріву металу, і, підсумовуючи значення площ, визначають приведену теплоту (ПТ). UA 94415 U (12) UA 94415 U UA 94415 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії чорних металів, а саме, до характеристик способів виплавки сталі, вироблених в різних плавильних агрегатах (електропіч, мартенівська піч і т.п.). Одне з головних питань виробництва сталі - це статті приходу і витрати теплової енергії, підведеної до плавильному агрегату і зв'язок його з якістю виплавлюваного металу. Необхідно знати також температуру, при якій теплова енергія підводиться до тіла. У рівноважному процесі [1, с. 18] приведена теплота (ПТ), - це кількість тепла Q i , поділена на температуру T i , при якій вона підведена до тіла, в рівноважному процесі. Для нерівноважного сталеплавильного процесу таким же чином можна визначити умовну приведену теплоту. Наприклад, через екзотермічні реакції в розплавленій ванні або з інших джерел енергії (факел полум'я в мартенівської печі, електрична дуга в електропечі, тощо) в рідкий метал надходить одиниця тепла при температурі 1450 °C або при 1550 °C. Очевидно, що дія на розплав цієї кількості тепла буде різною. Відома робота [2 - с. 607-617], в якій проаналізовано теплова робота мартенівських печей по тепловому балансу наведені статті приходу і витрати тепла, в тому числі і тепла, поглиненого розплавленим металом. Показано, що частка корисного тепла рідкого металу на весь процес плавки становить для печей ємністю 500 т, 250 т, і 185 т відповідно - 27,4 %, 27,3 % і 19,8 % від загальної витрати теплової енергії [2 - с. 613]. Недолік цієї роботи - немає і не використовуються дані про перегрів металу над точкою ліквідуса і кількістю тепла, поглинутого ванною при певному перегріві над температурою ліквідусу, також немає даних про зв'язок температурних даних плавки і будь-яких характеристик якості металу. Відома робота [3 - с. 107-108], в якій вимірювали температуру рідкого розплаву термопарою занурення по ходу плавки металу в 200-тонній мартенівської печі. Наведені графіки температур металу по ходу плавки ([3] - рис. 46; 47, с. 108). Недолік цієї роботи полягає в тому, що невідомо, яка кількість тепла (Q=?) і при якій конкретно температурі (Τ, Κ -?) це тепло підведене до розплаву. Як найближчий аналог корисної моделі вибрали роботу авторів [4 - с. 238-242]. Досліди проводили в 350-тонній мартенівській печі в період доведення плавки. При різних температурах металу (1500 або 1560 °C) в піч вводили 0,5 мульди руди для окислення домішок сталі. У період засвоєння ванною добавки руди вимірювали швидкість нагріву металу в печі. Автори роботи [4] знайшли, що одна і та ж присадка руди діє на ванну по-різному при різній її температурі. При більш високій температурі ванни присадка викликає більше зниження швидкості нагріву ванни факелом палаючого газу, в порівнянні з більш низькою температурою. Це явище не завжди враховується в сучасній практиці виробництва сталі і в способах покращення її якості. Вона пов'язана з оптимальними температурами випуску металу з печі і швидкістю видалення з нього шкідливих домішок - сірки і фосфору. Останній приклад показує, що будь-який температурний вплив на розплавлену ванну, які полягають у введенні різних матеріалів (руда, окалина, вапно тощо) або стрибкоподібній зміні режиму її нагрівання факелом полум'я газу або електричною дугою, має бути функціонально пов'язаний з її температурою в відповідний момент плавки. Таким чином, в даний час в літературі відсутні дані про приведену теплоту під час плавки сталі (ПТ) у певній її момент або про величини, пропорційні їй. Цей факт гальмує розвиток способів покращення якості сталі, пов'язаних з тепловими режимами її виплавки. В основу корисної моделі поставлена задача удосконалити спосіб визначення приведеної теплоти (ПТ) металу у ванні сталеплавильного агрегату, в якому за рахунок зміни теплових режимів плавки досягнуто покращення якості металу через зниження вмісту в ньому шкідливих домішок - сірки і фосфору. Для вирішення поставленої задачі в способі визначення приведеної теплоти плавки металу, що включає вимірювання зміни температури по ходу плавки металу, згідно з корисною моделлю, температуру вимірюють у кінці кожного періоду плавки, визначають тривалість даних періодів і відносний перегрів металу над точкою ліквідуса розплаву Ti / T л , де T i - поточна температура, K, T л - температура ліквідус металу, K, і на основі отриманих даних, шляхом побудови графіка, розраховують площу кожного періоду плавки, обмежену віссю абсцис (час) і лінією збільшення відносного перегріву металу, і, підсумовуючи значення площ, визначають приведену теплоту (ПТ). При цьому при плавці металу в електропечах додаткові параметри вимірюють у періоди плавлення шихти, окислення домішок, відновлення. При плавці металу в мартенівських печах параметри вимірюють у періоди плавлення шихти, доведення, чистого кипіння. Нижче наводиться послідовність обчислення ПТ . 1 UA 94415 U Елемент впливу приведеної теплоти (ПТ ) на рідку ванну можна виразити так [1 - с. 18]: ПТ Q i , (1) Ti де: Qi - теплота, передана ванні при її температурі T i , K. З літератури відомо, що температура ліквідус різних марок сталі T л , °C може розрізнятися 5 більш ніж на 100 градусів. Наприклад, сталь 20ГСЛ має Tл 1500 C , а сталь 110М13Л Tл 1370 C [5 - с. 171]. Тому, щоб мати можливість об'єктивно порівнювати ПТ металу різного хімічного складу, при його обчисленні в корисній моделі температуру розплаву T i висловили безрозмірною величиною Ti / T л , де T i і T л наведені в градусах Кельвіна. 10 Температуру ліквідус різних марок сталі T л обчислювали за їх хімічним складом за відомою з літератури формулою [6]: Tл 1539 (70 C % 8 Si% 5 Mn% 25 S % 30 P% 3 Ni % 1.5 Cr % 3 Mo% 1 W % 2 V %) 273, К 15 . (2) При обчисленні величини ПТ зробили такі спрощення і допущення. Перше. Відомо, що при введенні у ванну печі будь-яких матеріалів (руда, вапно, феросплави тощо) температура розплаву спочатку стрибком знижується, а потім уповільнено підвищується до вихідного значення. При обчисленні ПТ наближено взяли, що температура металу в печі постійно збільшується від кінця розплавлення шихти до випуску металу з печі. Друге. У виразі (1) чисельник Q i замінили пропорційною їй величиною: Qi K i , (3) 20 де i - елемент часу впливу теплового джерела на розплавлену ванну; K - постійний коефіцієнт, можна прийняти умовно використовуються пропорційні величини. З виразу (1) і (3) можна записати: K 1, тому далі в розрахунках Q K i Q1 Q 2 K 1 K 2 . (4) i T1 T2 Ti T1 T2 Ti Величина ПТ , у відповідності з виразом (4), дорівнює: n Q i n K i . (5) ПТ i 1 i 1 Ti Ti З виразу (5) видно, що ПТ є сума величин елементарної теплоти для нерівноважного ПТ 25 30 сталеплавильного процесу. Для рівноважних процесів аналог цієї величини - ентропія процесу, див. наприклад, [1 - с. 17-19]. Нижче, на прикладі однієї з плавок сталі в 25 т електропечі, дана схема обчислення приведеної теплоти (ПТ ) (див. Фіг. 1). На Фіг. 1 по горизонтальній осі відкладено час плавок від її нагрівання, хвилин. Точка А початок плавлення, точки В, F, G - відповідно, кінець періодів плавлення, окислювального і відновлювального. За вертикальної осі фігури показаний відносний перегрів металу, - Ti / Tл , 35 над точкою ліквідуса наприкінці плавлення, окислювального і відновлювального періодів, відповідно точки С, Ε, Η. Для мартенівської печі періоди плавки, на відміну від електропечі, можуть бути іншими, наприклад плавлення, доведення, чисте кипіння. Фіг. 1 має таку особливість. Згідно з формулою (1) наведена теплота залежить від двох аргументів - Q і T . Вище було відзначено, що Q пропорційна (лінія ABFG). 40 Безрозмірна температура процесу (Ti / T л ) виражена лінією АСЕН. Щоб знайти наведену теплоту (ПТ ) , тобто відношення Q / T , потрібно від двомірного Фіг. 1 перейти до 2 UA 94415 U тривимірного зображення залежності між величинами ПТ f (Q, T ) . Технічно це не здійсниме. Слід звернути увагу на величини координатного поля Фіг. 1. На цій фігурі є обидві величини функції ПТ - безрозмірна температура - Ti / Tл (лінія АСЕН) і елементи кількості тепла Q ~ 5 , тим більша наведена теплота ПТ . ПТ і позначили ПТ ) пропорційна площі (лінія ABFG). Очевидно, чим більші величини Ti / Tл і Умовно взяли, що величина ПТ (її назвали умовної між лініями АСЕН і ABFG. Для конкретної марки сталі в електропечі були визначені тривалість часу періодів: а) плавлення пл ; б) окислення ок ; б) відновлення ві . 10 Також визначили безрозмірні температури в кінці періодів: а) плавлення, - Tпл / Tл ; б) окислення, - Tок / Tл ; б) відновлення Tві / Tл . Заштрихована область Фіг. 1 є ПТ . Для обчислення ПТ знайшли площу окремих фігур для періодів: а) плавлення - трикутник ABC, S ABC ( BC AB ) / 2 ; 15 б) окислення - трапеція BCEF S BCEF в) відновлення - трапеція FEHG S FEHG BC EF BF ; 2 FE HG FG . 2 Сумарне значення приведеної теплоти на всю плавку: ПТ заг . S ABC S BCEF S EFHG . Для порівняння величин 20 ПТ для плавок з різною садкою металу, М, т. необхідно обчислити ПТ на тонну металу, за формулою: ПТ на т ПТ заг / M . (6) Примітка по розмірності величини ПТ . Як видно з Фіг. 1 величина ПТ чисельно дорівнює площі, обмеженій ламаними лініями: а) температур АСЕН і б) часу ABFG. Це означає: ПТ T / T . Відношення двох величин однієї природи, наприклад T / T - величина i л i л 25 безрозмірна, такі величини в науці називають симплексами [7 - с. 316]. Поглинене ванною тепло Q прийняте пропорційним часу (див. (3)). Тому розмірність величини ПТ можна вважати рівною умовним хв. тобто 30 ПТ ум. хв. . Приклади реалізації корисної моделі 1. В електродуговій печі проведена плавка сталі 30ГСЛ. Маса плавки 20 т. Час періодів плавки склав: а) плавлення пл 35 хв.; б) окислення ок 80 хв.; б) відновлення ві 60 . Температури в кінці періодів: а) плавлення t пл 1540 C 1813 K , T Л 1492 C 1765 K , відношення Tпл / T л 1,0272 (за даними роботи [8 - с. 178] можна підрахувати, що період плавлення шихти закінчувався при Tпл / T л 1,023 ); 35 б) окислення t ок 1657 C 1930 K , T Л 1526 C 1799 K , Tпл / T л 1,0728 ; 3 відношення UA 94415 U в) t ві 1661 C 1934 K , T Л 1523 C 1796 K , відновлення відношення Tпл / T л 1,0768 . За отриманими значеннями величини і відносин Ti / T л будуємо фігуру, аналогічну фігурі 1. 5 Площі окремих частин фігури 1, тобто ПТ , становили за період (розмірність величини (ум. хв.)): а) плавлення (частина ABC Фіг. 1): ПТ пл BC AB 1,0272 35 18,0 ( ум. хв.) 2 2 б) окислення (частина BCEF Фіг. 1): 10 ПТ ок BC FE 1,0272 1,0728 BF 80 84 ,0 ( ум. хв.) 2 2 в) відновлення (частина FEHG Фіг. 1): FE HG 1,0728 1,0768 FG 60 64 ,5 ( ум. хв.) 2 2 Сумарне значення ПТ заг . за всю плавку склало: ПТ ві ПТ заг . 18,0 84 ,0 64 ,5 166 ,5 ( ум. хв.) 15 Питоме значення ПТ уд 166,5 / 27 6,2 ( ум. хв. / т) . 2. Проведено досліди по виплавці маловуглецевих сталей в електродугових печах садкою 8 т (3 плавки), 10 т (4 плавки), 25 т (5 плавок), 60 т (6 плавок), 80 т (4 плавки) і в 200 т мартенівської печі (3 плавки). Для плавок вирахували питоме значення ПТ уд . На Фіг. 2 наведене на тонну металу значення ПТ уд ум.хв., залежно від маси плавки. З Фіг. 2 видно, що 20 чим більше маса плавки металу, тим менша питома ПТ уд ум. хв. З Фіг. 2 видно, що методика визначення питомого значення ПТ цілком надійна і дані по різних плавильних агрегатах добре узгоджуються один з одним. 3. На Фіг. 3 наведені значення з видалення шкідливих домішок (сірка, фосфор) з металу залежно від ПТ уд . (ум.хв.). Початковій вміст сірки в металі ▲ і відсоток видаленої сірки Δ; 25 початковий вміст фосфору і відсоток видаленого фосфору □. Як видно з фігури, чим більше ПТ уд , (ум.хв.), тим більший відсоток видалених шкідливих домішок (сірки і фосфору) в сталі за 30 період плавки. Висновок Для плавки металу в різних сталеплавильних агрегатах (мартенівська піч, електродугова піч тощо) запропонований спосіб наближеного обчислення приведеної теплоти розплаву ПТ ( ПТ - це тепло, поглинене ванною при конкретній температурі при збільшенні ємності плавильної печі. T ). ПТ на тонну сталі зменшується ПТ пов'язана з різними явищами плавки металу десульфурація, дефосфорація. Так при зміні 35 ПТ від 5 до 8 ум.хв. відсоток видаленої сірки з металу збільшується з 50 до 60 % від початкового, а фосфору, відповідно, з 15 до 25 %. Джерела інформації: 4 UA 94415 U 5 10 15 1. Доброхотов Н.Н. Применение термодинамики в металлургии. Киев: Изд. АН Украинский ССР. - 1955. - 75 с. 2. Капустин Е.А. Тепловая работа мартеновской печи // Сталеплавильное производство. Справочник, Т. 2. – М.: Металлургия, 1964. - 527 с. 3. Кочо B.C., Г.В. Самсонов, А.Г. Стрельченко, П.С. Кислый. Непрерывный контроль температуры жидкой стали. – Киев: Изд. Техника. 1965. - 227 с. 4. Корниенко А.С., Цветков П.М., Ерошенко В.А. Кочо B.C., Самсонов B.C., Кривенко П.Т. Особенности тепло- и массаообмена в ванне качающейся мартеновской печи. Сб. "Тепло и массообменные процессы в ваннах сталеплавильных агрегатов". Труды 1 Всесоюзной научной конференции. - М.: Металлургия, 1975. - С. 138-242. 5. Василевский П.Ф. Технология стального литья. – М.: Машиностроение, 1974. - 408 с. 6. Расчет температуры ликвидус стали / А.Н. Смирнов, П. Неделькович, М. Джурджевич, Т.В. Ченобаева, З. Одович // Сталь. - 1996. - № 3. - С. 15-19. 7. Яворский Б.М., Детлаф А.А. Справочникпо физике. - М.: Наука, 1964. - 848 с. 8. Глинков М.А. Тепловая работа сталеплавильных ванн. - М.: Металлургия, 1970. - 408 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 1. Спосіб визначення приведеної теплоти плавки металу (ПТ), що включає вимір температури по ходу плавки, який відрізняється тим, що температуру вимірюють у кінці кожного періоду плавки, визначають тривалість даних періодів і відносний перегрів металу над точкою ліквідуса, який дорівнює Ti / Tл , де Ti - поточна температура, K, Tл - температура ліквідус металу, K, і на основі отриманих даних, шляхом побудови графіка, розраховують площу кожного періоду плавки, обмежену віссю абсцис (час) і лінією збільшення відносного перегріву металу, і, підсумовуючи значення площ, визначають приведену теплоту (ПТ). 2. Спосіб за п. 1, який відрізняється тим, що при плавленні металу в електропечі додаткові параметри вимірюють у кінці періодів: плавлення шихти, окислення домішок, відновлення. 3. Спосіб за п. 1, який відрізняється тим, що при плавленні металу в мартенівській печі додаткові параметри вимірюють у кінці періодів плавлення шихти, доведення плавки, чистого кипіння. 5 UA 94415 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюSkrebtsov Oleksandr Mykhailovych, Kuzmin Yurii Dmytrovych, Sekachov Oleksandr Olehovych, Balakin Vadym Volodymyrovych
Автори російськоюСкребцов Александр Михайлович, Кузьмин Юрий Дмитриевич, Секачов Александр Олегович, Балакин Вадим Владимирович
МПК / Мітки
МПК: G01K 17/06, C21C 5/00
Мітки: спосіб, ванни, теплоти, визначення, агрегату, пт, сталеплавильного, металу, приведеної
Код посилання
<a href="https://ua.patents.su/8-94415-sposib-viznachennya-privedeno-teploti-pt-metalu-u-vanni-staleplavilnogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення приведеної теплоти (пт) металу у ванні сталеплавильного агрегату</a>
Спосіб опалювання подового сталеплавильного агрегату у періоди продувки ванни киснем
Номер патенту: 5658
Опубліковано: 28.12.1994
Автори: Жердєв Олександр Сергійович, Скороходов Микола Михайлович, Локтіонов Петро Якович, Свінолобов Микола Петрович, Сапов Володимир Федорович, Гребенюков Анатолій Васильович, Петров Олександр Володимирович, Рибінов Володимир Артемович, Дворядкін Борис Олександрович
Мітки: подового, періоди, продувки, сталеплавильного, киснем, ванни, агрегату, опалювання, спосіб
Формула / Реферат:
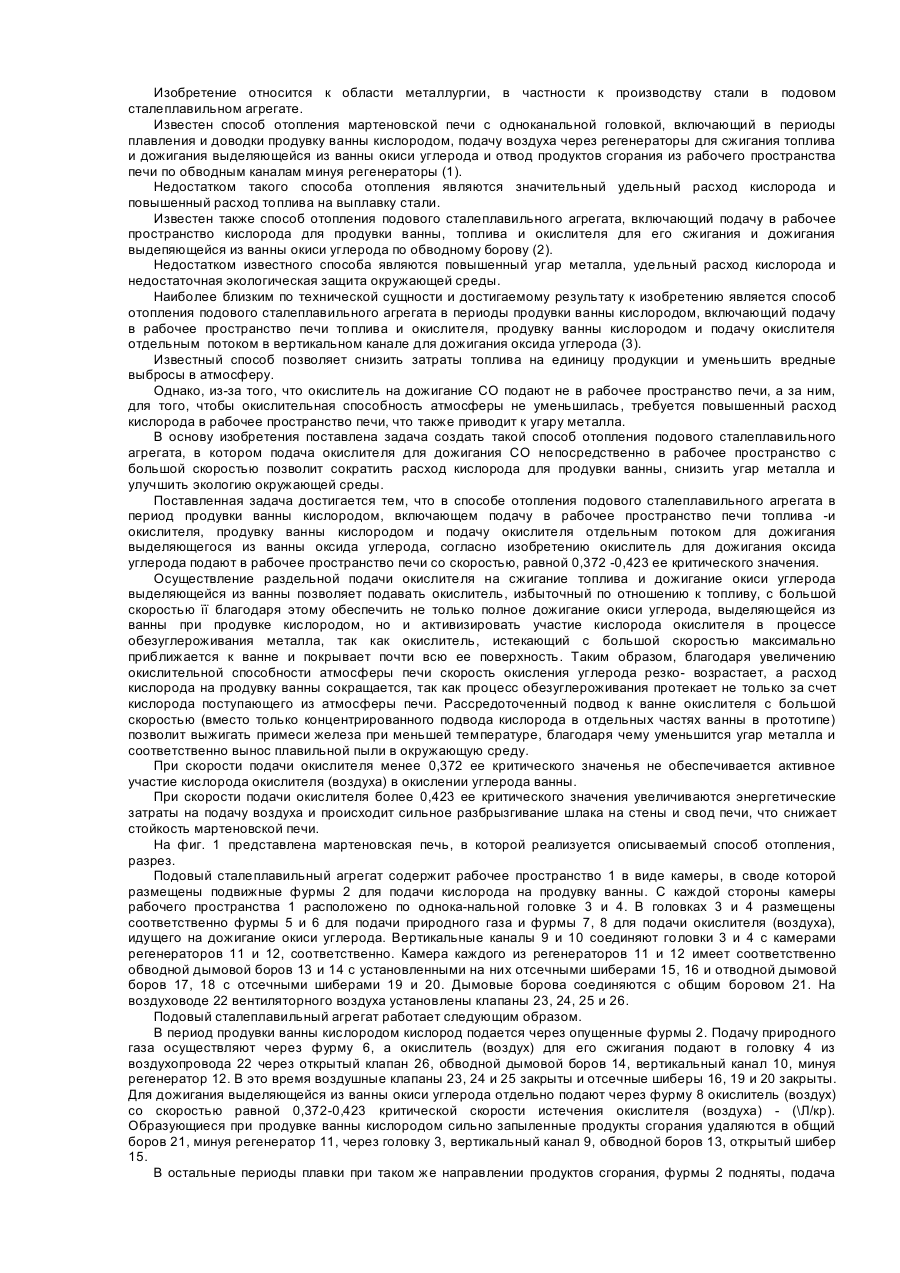
Способ отопления подового сталеплавильного агрегата в периоды продувки ванны кислородом, включающий подачу в рабочее пространство печи топлива и окислителя, продувку ванны кислородом и подачу окислителя отде-льным потоком для дожигания выделяющегося из ванны оксида углерода, отличающийся тем, что окислитеяь для дожигания оксида углерода подают в рабочее пространство печи со скоростью, равной 0,372-0,423 ее критического значения.
Спосіб визначення місцезнаходження нижніх торців електродів у ванні рудовідновної печі
Номер патенту: 71987
Опубліковано: 17.01.2005
Автор: Капелянов Володимир Якович
МПК: F27B 3/28, H05B 7/156, H05B 7/148
Мітки: електродів, нижніх, торців, спосіб, печі, місцезнаходження, визначення, ванни, рудовідновної
Формула / Реферат:
Спосіб визначення місцезнаходження нижніх торців електродів у ванні рудовідновлювальної печі, що складається з заглиблення електродів у шихту, заміру теплофізичних та електричних параметрів, який відрізняється тим, що протягом 2...4 циклів від випуску до випуску розплаву з печі дослідний електрод заглиблюють з встановленим у процесі топлення даного сплаву середнім перепуском, регулюючи струм у електродах у заданих параметрах, заглиблюючи...
Сопловий модуль продувальної фурми сталеплавильного агрегату
Номер патенту: 102642
Опубліковано: 25.07.2013
Автори: Сущенко Андрій Вікторович, Чернятевич Анатолій Григорович
Мітки: модуль, сталеплавильного, агрегату, сопловий, продувальної, фурми
Формула / Реферат:
1. Сопловий модуль продувальної фурми сталеплавильного агрегату, який складається із сопла, що містить вхідну, циліндричну і вихідну частини, та завихрювача з каналами, що встановлений у вхідній частині, який відрізняється тим, що вихідна частина сопла виконана такою, що звужується або має постійну площу поперечного перерізу, причому відношення діаметра вихідного перерізу сопла до діаметра його циліндричної частини знаходиться у діапазоні...
Багатосоплова фурма сталеплавильного агрегату
Номер патенту: 102034
Опубліковано: 27.05.2013
Автори: Гриценко Олександр Сергійович, Євченко Віталій Миколайович, Сущенко Андрій Вікторович
Мітки: фурма, багатосоплова, агрегату, сталеплавильного
Формула / Реферат:
1. Багатосоплова фурма сталеплавильного агрегату, яка містить концентрично розташовані зовнішню, середню і внутрішню труби, що створюють тракти підведення і відведення охолоджувача, тракт подачі газу і наконечник з соплами, яка відрізняється тим, що на частині нижнього торця середньої труби виконаний виріз, середня глибина та середня ширина якого складають відповідно (0,2÷2,0)·dг та (0,05÷0,85)·DC3, де dг - гідравлічний діаметр...
Спосіб визначення температури випуску сталі з плавильного агрегату
Номер патенту: 104948
Опубліковано: 25.03.2014
Автори: Качіков Олексій Сергійович, Терзі Вікторія Віталіївна, Кузьмін Юрій Дмитрович, Секачев Олександр Олегович, Мак-Мак Олександр Сергійович, Балакін Вадим Володимирович, Скребцов Олександр Михайлович
МПК: G01K 7/04, G01J 5/10, G01K 7/02, G01K 13/12, B22D 2/00, G01J 5/08
Мітки: агрегату, визначення, випуску, спосіб, температури, сталі, плавильного
Формула / Реферат:
Спосіб визначення температури випуску сталі з плавильного агрегату, що включає контроль температури по ходу плавки, випуск сталі з плавильного агрегату, який відрізняється тим, що випуск сталі здійснюють при температурі, визначеній відповідно за виразом:tв=tл ×Q,де: tв - температура випуску металу °С,tл - температура ліквідусу °С конкретної марки сталі,Q - оптимальне значення температури перегрівання сталі...
Попередній патент: Рафінувальний шлак для десульфурації доменного чавуну
Наступний патент: Пружинний блок
Випадковий патент: Спосіб гранулювання в псевдозрідженому шарі та гранулятор для його здійснення