Сформований роздувом як одне ціле “балон в контейнері”, що має вентиляційні канали поверхні поділу, відкриті в атмосферу в місці, суміжному з горловиною балона; преформа для його виготовлення; і процеси для виг
Номер патенту: 96019
Опубліковано: 26.09.2011
Автори: Ван Хове Сара, Пеірсман Деніел, Верпоортен Руді

Формула / Реферат
1. Сформований роздувом як єдине ціле "балон в контейнері" (2), що включає: внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення об'єму, що визначається балоном, з атмосферою, причому вказаний контейнер має щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою;
вказаний щонайменше один вентиляційний канал проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному з горловиною "балона в контейнері", і є орієнтованим приблизно коаксіально відносно горловини.
2. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з різних матеріалів.
3. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з того самого матеріалу.
4. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з матеріалу, вибраного з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів або сумішей.
5. "Балон в контейнері" за пунктом 1, який відрізняється тим, що щонайменше один вентиляційний канал має клиноподібну форму з широкою стороною на рівні його отвору (4) і стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу.
6. "Балон в контейнері" за пунктом 1, який відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини преформи.
7. Преформа для формування роздувом "балона в контейнері" за пунктом 1, яка відрізняється тим, що включає внутрішній шар і зовнішній шар, а також корпус, ділянку шийки і горловину, для рідинного сполучення простору, визначеного внутрішнім шаром, з атмосферою, де вказані внутрішній і зовнішній шари з'єднуються один з одним поверхнею поділу щонайменше на рівні ділянки шийки,
вказана преформа включає щонайменше один вентиляційний канал, що проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному з горловиною преформи, і орієнтований приблизно коаксіально відносно горловини.
8. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари виготовлені з різних матеріалів.
9. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари виготовлені з того самого матеріалу.
10. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари виготовлені з матеріалу, вибраного з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів або сумішей.
11. Преформа за пунктом 7, яка відрізняється тим, що щонайменше один вентиляційний канал має клиноподібну форму з широкою стороною на рівні його отвору і стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу.
12. Преформа за пунктом 7, яка відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини преформи.
13. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари преформи з'єднуються поверхнею поділу суттєво по всій внутрішній поверхні зовнішнього шару.
14. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари преформи є роз'єднаними на суттєвій площі корпусу преформи повітряним зазором, який має рідинне сполучення з щонайменше одним вентиляційним каналом.
15. Преформа за пунктом 7, що складається з двох окремих внутрішньої і зовнішньої преформ, пригнаних одна до одної.
16. Преформа за пунктом 7, що є інтегральною преформою, отриманою литтям під тиском одного шару поверх другого.
17. Спосіб виготовлення "балона в контейнері", що має
внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення об'єму, що визначається балоном, з атмосферою, причому вказаний контейнер має щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою;
вказаний щонайменше один вентиляційний канал проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному з горловиною "балона в контейнері", і є орієнтованим приблизно коаксіально відносно горловини,
який включає наступні етапи:
забезпечення інтегральної преформи, виготовленої литтям під тиском одного шару поверх другого;
доведення вказаної преформи до температури, необхідної для формування роздувом;
фіксацію нагрітої преформи на рівні ділянки шийки за допомогою засобів для фіксації в установці для формування роздувом; і
формування роздувом нагрітої преформи з отриманням "балона в контейнері".
18. Спосіб за пунктом 17, який відрізняється тим, що преформа є збірною з двох окремих внутрішньої і зовнішньої преформ, підігнаних одна до одної.
19. Спосіб за пунктом 17, який відрізняється тим, що внутрішній і зовнішній шари преформи розділені на значній площі корпусу преформи повітряним зазором, що має рідинне сполучення щонайменше з одним вентиляційним каналом поверхні поділу, і де операція формування роздувом додатково включає наступні дві стадії:
подачу газу на першій стадії в простір, визначений внутрішнім шаром, для розтягування преформи, тоді як повітрю в зазорі між внутрішнім і зовнішнім шарами преформи не дають вийти, для чого перекривають вказаний щонайменше один вентиляційний канал поверхні поділу клапаном, розміщеним у вказаних засобах для фіксації; і
відкривання вказаного клапана на другій стадії, коли тиск повітря, наростаючий у вказаному зазорі, досягає наперед визначеного значення, для випускання повітря із зазору.
20. Спосіб виготовлення інтегральної преформи шляхом лиття під тиском одного шару поверх другого, який включає наступні етапи:
лиття під тиском спочатку внутрішнього шару преформи на осердя;
лиття під тиском зовнішнього шару преформи на внутрішній шар; і
знімання сформованої таким чином преформи з осердя,
який відрізняється тим, що на основі осердя передбачений щонайменше один штифт для формування вентиляційного каналу, який проходить паралельно поверхні поділу між першим і другим шарами преформи, відкриваючись в атмосферу в місці, суміжному з горловиною преформи, і орієнтований коаксіально горловині преформи.
21. Спосіб за пунктом 20, який відрізняється тим, що щонайменше один штифт має клиноподібну форму з широкою стороною на тому рівні, де він з'єднується з основою осердя.
22. Спосіб за пунктом 20, який відрізняється тим, що передбачає використання більше ніж одного з штифтів, розподілених навколо осердя.
Текст
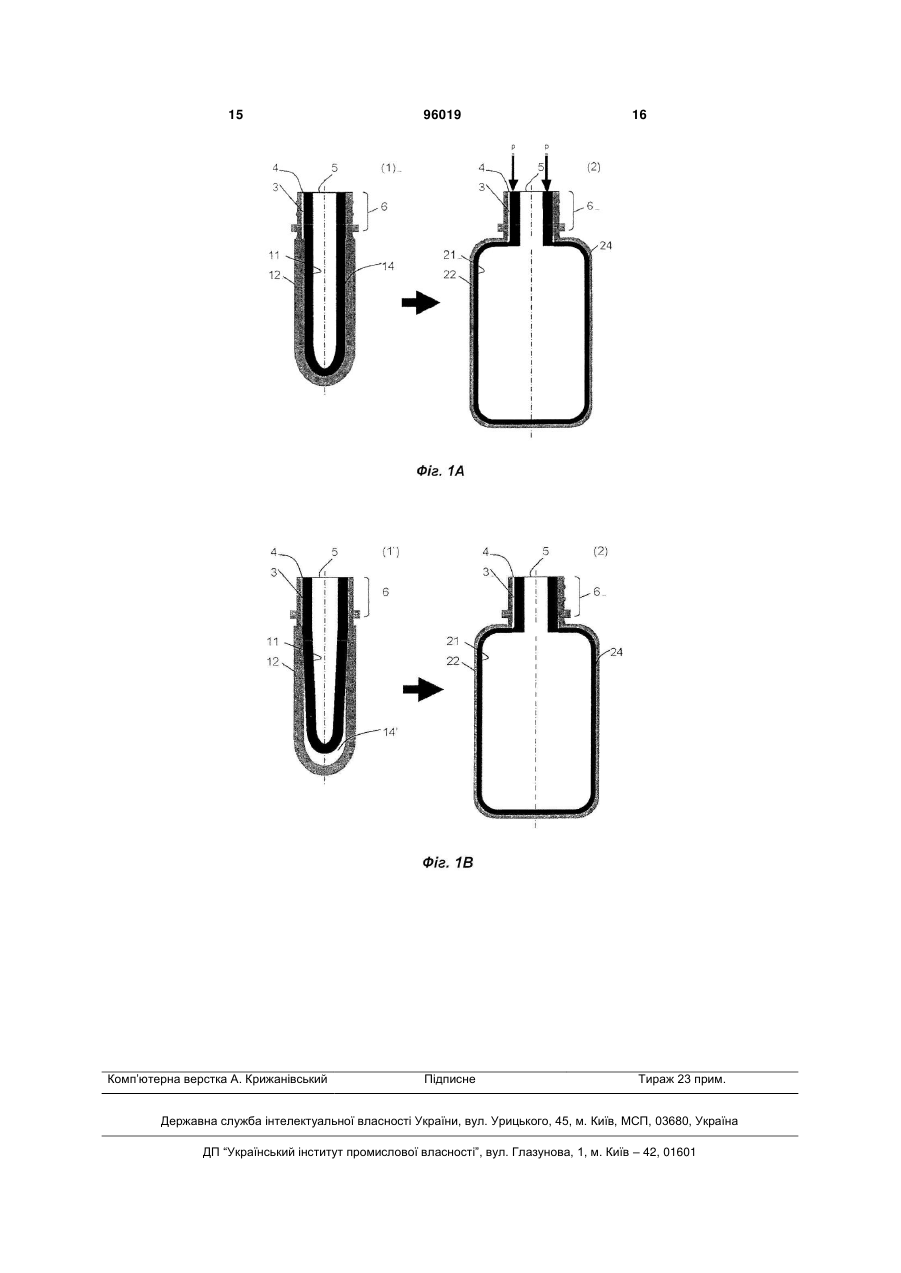
1. Сформований роздувом як єдине ціле "балон в контейнері" (2), що включає: внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення об'єму, що визначається балоном, з атмосферою, причому вказаний контейнер має щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою; вказаний щонайменше один вентиляційний канал проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному з горловиною "балона в контейнері", і є орієнтованим приблизно коаксіально відносно горловини. 2. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з різних матеріалів. 3. "Балон в контейнері" за пунктом 1, який відрізняється тим, що внутрішній і зовнішній шари виготовлені з того самого матеріалу. 2 (19) 1 3 96019 4 9. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари виготовлені з того самого матеріалу. 10. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари виготовлені з матеріалу, вибраного з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів або сумішей. 11. Преформа за пунктом 7, яка відрізняється тим, що щонайменше один вентиляційний канал має клиноподібну форму з широкою стороною на рівні його отвору і стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу. 12. Преформа за пунктом 7, яка відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини преформи. 13. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари преформи з'єднуються поверхнею поділу суттєво по всій внутрішній поверхні зовнішнього шару. 14. Преформа за пунктом 7, яка відрізняється тим, що внутрішній і зовнішній шари преформи є роз'єднаними на суттєвій площі корпусу преформи повітряним зазором, який має рідинне сполучення з щонайменше одним вентиляційним каналом. 15. Преформа за пунктом 7, що складається з двох окремих внутрішньої і зовнішньої преформ, пригнаних одна до одної. 16. Преформа за пунктом 7, що є інтегральною преформою, отриманою литтям під тиском одного шару поверх другого. 17. Спосіб виготовлення "балона в контейнері", що має внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення об'єму, що визначається балоном, з атмосферою, причому вказаний контейнер має щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою; вказаний щонайменше один вентиляційний канал проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному з горловиною "балона в контейнері", і є орієнтованим приблизно коаксіально відносно горловини, який включає наступні етапи: забезпечення інтегральної преформи, виготовленої литтям під тиском одного шару поверх другого; доведення вказаної преформи до температури, необхідної для формування роздувом; фіксацію нагрітої преформи на рівні ділянки шийки за допомогою засобів для фіксації в установці для формування роздувом; і формування роздувом нагрітої преформи з отриманням "балона в контейнері". 18. Спосіб за пунктом 17, який відрізняється тим, що преформа є збірною з двох окремих внутрішньої і зовнішньої преформ, підігнаних одна до одної. 19. Спосіб за пунктом 17, який відрізняється тим, що внутрішній і зовнішній шари преформи розділені на значній площі корпусу преформи повітряним зазором, що має рідинне сполучення щонайменше з одним вентиляційним каналом поверхні поділу, і де операція формування роздувом додатково включає наступні дві стадії: подачу газу на першій стадії в простір, визначений внутрішнім шаром, для розтягування преформи, тоді як повітрю в зазорі між внутрішнім і зовнішнім шарами преформи не дають вийти, для чого перекривають вказаний щонайменше один вентиляційний канал поверхні поділу клапаном, розміщеним у вказаних засобах для фіксації; і відкривання вказаного клапана на другій стадії, коли тиск повітря, наростаючий у вказаному зазорі, досягає наперед визначеного значення, для випускання повітря із зазору. 20. Спосіб виготовлення інтегральної преформи шляхом лиття під тиском одного шару поверх другого, який включає наступні етапи: лиття під тиском спочатку внутрішнього шару преформи на осердя; лиття під тиском зовнішнього шару преформи на внутрішній шар; і знімання сформованої таким чином преформи з осердя, який відрізняється тим, що на основі осердя передбачений щонайменше один штифт для формування вентиляційного каналу, який проходить паралельно поверхні поділу між першим і другим шарами преформи, відкриваючись в атмосферу в місці, суміжному з горловиною преформи, і орієнтований коаксіально горловині преформи. 21. Спосіб за пунктом 20, який відрізняється тим, що щонайменше один штифт має клиноподібну форму з широкою стороною на тому рівні, де він з'єднується з основою осердя. 22. Спосіб за пунктом 20, який відрізняється тим, що передбачає використання більше ніж одного з штифтів, розподілених навколо осердя. Даний винахід загалом стосується нових розробок в галузі виготовлення балонів (м'яких резервуарів) у тарі, так званих "балонів в контейнері", для дозованої видачі рідини, конструкції вентиляційних каналів з поверхні поділу, які дозволяють контролювати тиск на поверхні поділу між внутрішнім шаром (балоном) і зовнішнім шаром (контейнером) вказаного "балону в контейнері" для того, щоб роз'єднати внутрішній шар від зовнішнього шару і сплющити внутрішній балон. Він стосується 5 також способу виготовлення вказаних "балонів в контейнері" і, зокрема, преформ, які використовуються для їх виготовлення, а також способу виготовлення вказаної преформи. "Балон в контейнері", який також може називатись "балон в пляшці" чи "балон у коробці" в залежності від геометрії зовнішньої посудини, - всі ці терміни входять в значення "балон в контейнері" і стосуються родини упаковок для роздачі рідини, які містять зовнішній контейнер з отвором для сполучення з атмосферою - горловиною - і внутрішній балон, здатний зминатись, який з'єднується з контейнером і отвором для сполучення з атмосферою на ділянці вказаної горловини. Така система повинна включати щонайменше один вентиляційний канал для рідинного сполучення з атмосферою простору між внутрішнім балоном і зовнішнім контейнером, що необхідно для контролю тиску в цьому просторі, сплющення внутрішнього балону і видачі рідини, яка в ньому міститься. Традиційно, "балон в контейнері" виготовлявся і все ще виготовляється шляхом незалежного виготовлення внутрішнього балону, оснащеного спеціальним вузлом для закривання шийки, і структуроутворюючого контейнеру (звичайно у вигляді пляшки). Такий балон вводиться в отвір повністю сформованої пляшки і фіксується до неї за допомогою вузла для закривання шийки, який включає один отвір до внутрішнього простору балона і вентиляційні канали для рідинного сполучення простору між внутрішнім балоном і пляшкою з атмосферою Приклади таких конструкцій можна знайти, між іншим, в патентах США №№ 3484011, 3450254, 4330066 і 4892230. Ці види "балонів в контейнерах" мають ту перевагу що їх можна використовувати багаторазово але вони є дуже дорогими і трудомісткими у виготовленні. В останній час розробки фокусувались на виготовленні "балонів в контейнерах" шляхом їх формування роздувом як єдиного цілого, що дозволяє уникнути трудомісткого етапу введення балону в контейнер. Для цього з полімерної преформи з кількох шарів формують роздувом контейнер, який включає внутрішній шар і зовнішній шар, адгезія між якими є досить слабкою і які легко роз'єднуються при введенні газу в простір між ними. Такий "внутрішній шар" і "зовнішній шар" кожний можуть складатись з одного шару чи з кількох шарів, але в будь-якому випадку їх можна легко ідентифікувати, принаймні після роз'єднання. Описана технологія пов'язана з численними проблемами і було запропоновано багато альтернативних технічних рішень. Багатошарова преформа може бути отримана екструзією чи литтям під тиском (порівняйте патент США №6238201, патент Японії №А10128833, патент Японії №А11010719, патент Японії №А9208688, патент США № 6649121). Якщо перший спосіб забезпечує перевагу з точки зору продуктивності, то другому віддають перевагу, коли потрібна точна товщина стінки, що є типовою вимогою до контейнерів для розливу напоїв. Преформи для виготовлення "балонів в контейнерах" шляхом їх формування роздувом як 96019 6 єдиного цілого чітко відрізняються від преформ для виготовлення формуванням роздувом шаруватих контейнерів, в яких різні шари не повинні роз'єднуватись у товщі шарів. "Балон в контейнері" складається із зовнішньої структуроутворюючої оболонки, яка містить гнучкий балон, здатний сплющуватись Звідси виходить, що зовнішній шар має бути суттєво товщим, ніж внутрішній балон. Таке саме співвідношення можна звичайно знайти також у преформі, де внутрішній шар є суттєво більш тонким, ніж зовнішній шар. Більш того, в певних випадках преформа вже включає вентиляційні канали, яких ніколи не було в преформах для виготовлення шаруватих контейнерів (порівняйте ЕРА1356915). Однією значною проблемою у виготовленні "балонів в контейнерах" формуванням роздувом як єдиного цілого є формування вентиляційних каналів з поверхні поділу. Було запропоновано кілька рішень, які передбачали формування вентиляційного каналу після формування роздувом "балону в контейнері", як в патенті США №5301838, патенті США №5407629, патенті Японії №А5213373, патенті Японії №А8001761. Такий підхід має той недолік, що він передбачає додатковий етап технологічного процесу і асоціюється з ризиком проколювання балону. Дійсно, ці технічні рішення, як спільну рису, пропонують формувати отвір перпендикулярно до стінки зовнішнього контейнеру, і потрібна висока точність щоб не проколоти стінку внутрішнього шару. Згідно з ЕРА1356915 і патентом США №6649121, преформа формується литтям під тиском спочатку зовнішнього шару, а потім литтям під тиском внутрішнього шару по зовнішньому шарі. Під час лиття під тиском шарів за допомогою виступаючих штифтів формують вентиляційні отвори перпендикулярно стінці зовнішнього шару, які доходять до внутрішньої поверхні отримуваного таким чином зовнішнього шару. Ці штифти не ушкоджують внутрішній шар, який формується по зовнішньому, і цей спосіб вирішує проблему пов'язану з ризиком пошкодження внутрішнього балону під час формування вентиляційних каналів. Вентиляційні отвори повинні розміщуватись близько до ділянки горловини контейнеру, в зоні яка не розтягується або незначно розтягується під час операції формування роздувом. Однак вентиляційні отвори, описані в ЕРА1356915 і патенті США №6649121, не підходять для сполучення з джерелом стисненого газу, необхідного для роз'єднання внутрішнього і зовнішнього шарів і сплющення внутрішнього балону. Більш того, внутрішній і зовнішній шари не розтягуються або незначно розтягуються на ділянці, суміжній з горловиною контейнеру, що має своїм результатом більш товсті і більш жорсткі стінки на цій ділянці, ніж стінки корпусу контейнеру. Відповідно, для того, щоб від'єднати внутрішній шар від зовнішнього шару, знадобиться більш високий тиск повітря, що вдувається через вентиляційні отвори в напрямку, нормальному до поверхні поділу, як це вимагається в "балонах в контейнері" для роздачі напоїв, таких як пиво і газована вода. 7 В патенті Японії №А10180853 описаний сформований роздувом як одне ціле "балон в контейнері", преформа якого є збірною і складається з внутрішньої преформи, вставленої у зовнішню преформу таким чином, що залишається порожнина, поперечна стінці зовнішнього контейнеру, в місці, дуже близькому до горловини збірної преформи. Після формування роздувом вказаний вентиляційний канал зберігається в отриманому у такий спосіб "балоні в контейнері". Слід зазначити, що товщина стінок преформи, описаної в патенті Японії №А10180853, варіює локально, що може призводити до серйозних проблем з обробкою і відтворюваністю кінцевого "балону в контейнері" після формування роздувом. Для того, щоб оптимізувати роз'єднання внутрішнього і зовнішнього шарів після вдування стисненого газу через вентиляційні канали, вказані канали мають проходити переважно паралельно поверхні поділу між цими двома шарами для реалізації ефекту клину. Однак у відомих рішеннях стосовно сформованих роздувом як одне ціле "балонів в контейнері" вентиляційні канали пролягають перпендикулярно до поверхні поділу і сполучаються з атмосферою отвором, який проходить через стінку зовнішнього контейнеру перпендикулярно до неї. В цьому разі ефект клину не має місця, що знижує ефективність і відтворювають від'єднання внутрішнього балону від зовнішнього контейнеру. "Балони в контейнері" для напоїв, таких як пиво і газована вода, звичайно розміщують в спеціально призначеному для цього пристрої, який має дозуючий канал, сполучений з отвором горловини внутрішнього балону, а джерело стисненого газу (звичайно повітря) сполучається з вентиляційними каналами. Для забезпечення компактності пристрою вентиляційні канали повинні відкриватись в атмосферу переважно в місці, суміжному до горловини "балону в контейнері" і бути коаксіальними їй, щоб всі трубки можна було звести докупи. Така конструкція відповідає стиковці традиційного барильця для пива в цьому відношенні що, звичайно є перевагою, оскільки дозволяє замінювати традиційне барильце сформованим роздувом як одне ціле "балоном в контейнері" без заміни пристрою для дозування. З вищесказаного можна зробити той висновок, що існує потреба в такому комплекті для видачі напоїв на основі сформованого роздувом як одне ціле "балону в контейнері", який дозволяв би оптимізувати від'єднання внутрішнього балону від зовнішнього контейнеру після підведення стисненого газу до поверхні їх поділу і який, в той самий час, можна було б використовувати з існуючими пристроями для видачі напоїв. Даний винахід визначається в незалежних пунктах формули винаходу, що додаються. Кращі варіанти здійснення винаходу визначаються в залежних пунктах формули винаходу. Конкретно, даний винахід стосується сформованого роздувом як єдине ціле "балону в контейнері", що має внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення визначеного балоном об'єму з атмос 96019 8 ферою. Контейнер включає також щонайменше один вентиляційний канал для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою, причому цей щонайменше один вентиляційний канал проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, відкривається в атмосферу в місці, суміжному до горловини "балону в контейнері", і є орієнтованим приблизно коаксіально цій горловині. Даний винахід стосується також преформи для формування роздувом "балону в контейнері" за цим винаходом. Преформа включає внутрішній шар і зовнішній шар, корпус, ділянку шийки і горловину, яка рідинно сполучає простір, визначений внутрішнім шаром, з атмосферою. Внутрішній і зовнішній шари з'єднуються один з одним поверхнею поділу щонайменше на рівні ділянки шийки. Преформа включає щонайменше один вентиляційний канал з поверхні поділу, який проходить паралельно цій поверхні, відкриваючись в атмосферу в місці, суміжному до горловини "балону в контейнері", і є орієнтованим коаксіально цій горловині. Внутрішній і зовнішній шари преформи (і відповідно, "балону в контейнері») за цим винаходом можуть складатись з різних чи однакових матеріалів. Ці два шари преформи можуть з'єднуватись поверхнею поділу суттєво по всій внутрішній поверхні зовнішнього шару І навпаки, вони можуть бути розділеними на суттєвій площі корпусу преформи зазором, який містить повітря і який має рідинне сполучення з щонайменше одним вентиляційним каналом поверхні поділу. Преформа може бути збірною з двох окремих внутрішньої і зовнішньої преформ або альтернативно, інтегральною, виготовленою литтям під тиском одного шару поверх іншого. Вентиляційний канал переважно має клиноподібну форму з широкою стороною на рівні отвору преформи і стає тим тоншими чим глибше проникає в посудину, аж поки два шари не зустрінуться, утворюючи поверхню поділу. Контейнер може мати один чи кілька вентиляційних каналів рівномірно розподілених по краю горловини «балону в контейнері». Один ефективний спосіб виготовлення "балону в контейнері" за цим винаходом включає наступні етапи: - забезпечення преформи, як її описано вище, в якій повітряний зазор розділяє внутрішній і зовнішній шари на суттєвій площі корпусу преформи і має рідинне сполучення з щонайменше одним вентиляційним каналом поверхні поділу; - доведення вказаної преформи до температури, необхідної для формування роздувом; - фіксація нагрітої преформи на рівні ділянки шийки за допомогою фіксуючих засобів в устаткуванні для формування роздувом; - формування роздувом нагрітої преформи з отриманням "балону в контейнері", де - на першій стадії газ вдувається в простір, визначений внутрішнім шаром, щоб розтягти преформу, тоді як повітрю в зазорі між внутрішнім і зовнішнім шарами преформи не дають вийти, для чого перекривають вказаний щонайменше один 9 вентиляційний канал поверхні поділу клапаном, розміщеним у вказаних засобах для фіксації, і - на другій стадії, коли тиск повітря, наростаючий у вказаному зазорі, досягає наперед визначеного значення, клапан відкривають, випускаючи повітря із зазору. Особливо вдалим варіантом здійснення преформи за цим винаходом є інтегральна двошарова преформа, яка може бути виготовлена із застосуванням процесу, який включає наступні послідовні етапи: - лиття під тиском спочатку внутрішнього шару на осердя; - наступне лиття під тиском зовнішнього шару на внутрішній шар, і - знімання сформованої таким чином преформи з осердя, де на основі осердя передбачений щонайменше один штифт для формування вентиляційного каналу на поверхні поділу між першим і другим шарами преформи відкритого в атмосферу в місці, суміжному з горловиною преформи, і орієнтованого коаксіально горловині. На Фіг. 1А схематично представлено поперечний розріз першого варіанту здійснення преформи за цим винаходом і "балон в контейнері", отриманий після її формування роздувом. На Фіг 1В схематично представлено поперечний розріз другого варіанту здійснення преформи за цим винаходом і "балон в контейнері", отриманий після її формування роздувом. З посиланням на Фіг 1А і Фіг 1В що прикладаються, далі описується виготовлений як одне ціле формуванням роздувом "балон в контейнері" (2), а також преформа (1) і (1’) для його виготовлення. Преформа (1) містить внутрішній шар (11) і зовнішній шар (12), з'єднані щонайменше на рівні ділянки шийки (6) поверхнею поділу (показана на правому боці). Ділянка між внутрішнім і зовнішнім шарами (11) і (12) може являти собою або поверхню поділу (14), де обидва шари суттєво контактують один з одним, або зазор (14'), який має рідинне сполучення з щонайменше одним вентиляційним каналом (3). Вказаний вентиляційний канал (3) має отвір (4), який розміщується суміжно з горловиною (5) преформи і є орієнтованим коаксіально їй. Преформа може бути збірною з двох незалежних преформ (11) і (12), виготовлених незалежно одна від одної, а потім складених таким чином, що внутрішня преформа (11) входить в зовнішню преформу (12). Таке рішення дає більше свободи в конструюванні шийки і вентиляційних каналів, а також у виборі матеріалів для кожного з компонентів преформи. Альтернативно, преформа може бути інтегральною, виготовленою литтям під тиском одного шару поверх іншого. Цей варіант має переваги перед збірною преформою, оскільки він виключає етап складання і оскільки для виготовлення преформи достатньо однієї технологічної установки 3 іншого боку, можливості конструювання вентиляційних каналів є обмеженими і відповідні температури плавлення внутрішнього і зовнішнього шарів повинні ретельно підбиратись в залежності від того, який шар формується пер 96019 10 шим. Правило, засноване на практичному досвіді, говорить, що для шару, який формується литтям під тиском першим, слід загалом вибирати матеріал з вищою температурою плавлення. Внутрішній і зовнішній шари преформи (1) можуть складатись з різних матеріалів або з того самого матеріалу. В разі використання різних матеріалів необхідно виконати певні умови з урахуванням технологічних параметрів лиття під тиском преформи і формування роздувом "балону в контейнері". Важливо, звичайно, щоб обидва матеріали могли оброблятись в подібних технологічних вікнах і щоб вони не утворювали надто міцної поверхні поділу, яку було б важко роз'єднати стисненим газом. Альтернативно, як було встановлено нами, хороші результати можна отримати також при використанні для внутрішнього і зовнішнього шарів преформи одного і того ж матеріалу. Той самий полімер може передбачатись для будь-якої сторони поверхні поділу між внутрішнім і зовнішнім шарами в наступних випадках: - внутрішній і зовнішній шари складаються з однакового матеріалу (наприклад, поліетилену терефталату (PET) незалежно від класу PET який використано для внутрішнього і зовнішнього шарів, або - внутрішній і зовнішній шари складаються з суміші чи сополімеру, що мають принаймні один спільний полімер, за умови, що цей спільний полімер знаходиться на поверхні поділу, тоді як відмінний полімер суттєво відсутній на цій поверхні (наприклад, 0,85 PET + 0,15 РА6 для внутрішнього шару і 0,8 PET + 0,2 РЕ для зовнішнього). Присутність в якомусь шарі добавок в невеликих кількостях не вважається підставою для того, щоб вважати матеріал відмінним, оскільки вони суттєво не змінюють поверхню поділу. Кращими матеріалами для шарів преформи і "балону в контейнері" за цим винаходом є поліефіри, такі як PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), PTN (політриметилен нафталат), поліаміди, такі як РА6, РА66, РА11, РА12, полюлефіни, такі як РЕ (поліетилен), РР (поліпропілен), EVON (сополімер етилену і вінілового спирту), полімери, що піддаються біологічному розкладанню, такі як полігліколь ацетат (PGAc), полімолочна кислота (PLA), а також їх сополімери і суміші. У випадку використання різних матеріалів для внутрішнього і зовнішнього шарів їх оптимальні температури формування роздувом не повинні відрізнятись більше, ніж приблизно на 70 °C, краще на 40 °C, а найкраще не більше ніж на 10 °C. Ідеально, щоб ці матеріали мали однакову температуру формування роздувом. Температуру шарів можна визначати за допомогою інфрачервоного приладу. Два шари (11) і (12) преформи можуть з'єднуватись на поверхні поділу (14) суттєво по всій внутрішній поверхні зовнішнього шару (дивись (1) на Фіг 1А). І навпаки, вони можуть бути розділеними на суттєвій площі корпусу преформи повітряним зазором (14'), який знаходиться в рідинному сполученні з щонайменше одним вентиляційним ка! налом (3) поверхні поділу (дивись (1 ) на Фіг 1В). 11 Останній варіант легше здійснити при використанні збірної преформи, сконструйованої так, що внутрішня преформа жорстко фіксується до зовнішньої преформи на ділянці шийки (6), так що між внутрішнім і зовнішнім шарами (11) і (12) можна створити значний зазор (14'). Агент для роз'єднання може наноситись на поверхні поділу на будь-яку чи обидві поверхні внутрішнього і зовнішнього шару, які утворюють поверхню поділу "балону в контейнері" У випадку, коли зовнішній шар формується литтям під тиском поверх внутрішнього шару, агент для роз'єднання може наноситись на зовнішню поверхню внутрішнього шару перед формуванням зовнішнього шару. Може бути використаний будь-який агент для роз'єднання що є на ринку, підходить до матеріалу, використаного для преформи і витримує температуру роздуву наприклад агент на основі силікону чи ПТФЕ (наприклад, Freekote). Агент для роз'єднання може наноситись безпосередньо перед завантаженням преформ в установку для формування роздувом, або преформи можуть поступати вже попередньо обробленими. Застосування агенту для роз'єднання є особливо корисним з точки зору можливості поліпшення конструкції внутрішнього шару. Дійсно зменшення сили зчеплення на поверхні поділу полегшує від єднання внутрішнього шару від зовнішнього і, відповідно зменшує зусилля, яке діє на внутрішній шар під час роз'єднання. Завдяки цьому можна конструювати внутрішній шар дуже тонким і гнучким без ризику його пошкодження при роз'єднанні. Очевидно, гнучкість внутрішнього шару є ключовим параметром для видачі порцій рідини. Більш того, дуже тонкий внутрішній шар дозволяє зекономити на матеріальних витратах. Щонайменше один вентиляційний канал (3) має клиноподібну форму з широкою стороною на рівні отвору (4) преформи і стає тим тоншим, чим глибше проникає в посудину, аж поки два шари не зустрінуться, утворюючи поверхню поділу (14) принаймні на рівні ділянки шийки. Контейнер може мати один чи кілька вентиляційних каналів, рівномірно розподілених по краю горловини "балону в контейнері". Краще, коли є кілька вентиляційних каналів, оскільки це забезпечує більш рівномірне роз'єднання поверхні поділу між внутрішнім і зовнішнім шарами (21) і (22) "балону в контейнері" (2) при вдуванні газу під тиском через вказані вентиляційні канали. Переважно, преформу оснащують двома вентиляційними каналами, розміщеними діаметрально протилежно по краю горловини посудини. Краще мати три, а найкраще щонайменше чотири вентиляційні канали, рівномірно розміщені по краю горловини. Клиноподібна форма вентиляційного каналу забезпечує перевагу як з точки зору роз'єднання поверхні поділу, так і з точки зору виготовлення інтегральної преформи. Спосіб виготовлення інтегральної преформи для формування роздувом "балону в контейнері" за цим винаходом включає етапи: - лиття під тиском спочатку внутрішнього шару преформи на осердя; 96019 12 - наступне лиття під тиском зовнішнього шару преформи на внутрішній шар, і - знімання сформованої таким чином преформи з осердя, де на основі осердя передбачений щонайменше один штифт для формування вентиляційного каналу, який проходить паралельно поверхні поділу між першим і другим шарами преформи, відкриваючись в атмосферу в місці, суміжному з горловиною преформи і орієнтований коаксіально по відношенню до горловини. Осердя може мати один штифт але переважно встановлюється більше ніж один штифт, щоб мати кілька вентиляційних отворів по краю горловини контейнеру. Ці штифти переважно мають клиноподібну форму що з одного боку, забезпечує переваги про які вже йшлося а з іншого боку забезпечує більш легке видалення сформованої інтегральної преформи з ливарного стрижня (осердя). Розміри штифтів залежать від розміру "балону в контейнері" і зокрема його горловини і краю. Для типового побутового дозатору напоїв ємністю біля 56 літрів штифти мають висоту від приблизно 5 до 75 мм, переважно від 5 до 50 мм, а найкраще від 10 до 20 мм, а їх основа яка формує отвір вентиляційного каналу, переважно має дугоподібну форму і довжину від 3 до 15 мм, краще від 5 до 10 мм при ширині від 0 5 до 5 мм, краще від 0,5 до 2 мм. "Балон в контейнері" (2) за цим винаходом можна виготовити шляхом забезпечення преформи, як її описано вище, доведення вказаної преформи до температури формування роздувом, фіксації нагрітої до потрібної температури преформи на рівні ділянки шийки за допомогою фіксуючих засобів в інструменті для формування роздувом, і формуванням роздувом нагрітої преформи для отримання "балону в контейнері". Внутрішній і зовнішній шари (21) і (22) отриманого у такий спосіб "балону в контейнері" з'єднуються один з одним поверхнею розподілу (24) по суттєво всій внутрішній поверхні зовнішнього шару. Вказана поверхня поділу (24) має рідинне сполучення з атмосферою через вентиляційні канали (3), які зберігали свою початкову геометрію впродовж всього процесу формування роздувом, оскільки ділянка шийки преформи, де розміщуються вентиляційні канали, жорстко утримується засобами для фіксації і не розтягується під час роздуву Суттєво важливим є те, щоб роз'єднання поверхні поділу (24) між внутрішнім і зовнішнім шарами (21) і (22) було стабільним і відтворюваним, коли через вентиляційні канали вводиться стиснений газ. Успіх вказаної операції залежить від низки параметрів, зокрема від сили зчеплення на поверхні поділу, кількості, геометри і розміщення вентиляційних каналів, а також від тиску газу, який вводиться. Звичайно, ключовою проблемою є сила зчеплення, яку можна модулювати як шляхом вибору матеріалу для внутрішнього і зовнішнього шарів, так і параметрами процесу під час формування роздувом. Використовуване вікно тискучасу-температури має, звичайно, першорядне значення, але нами було встановлено, що відмінних результатів можна досягти, коли для формування роздувом використовується описана вище 13 преформа того типу, в якому повітряний зазор розділяє внутрішній і зовнішній шари на значній площі корпусу преформи і знаходиться в рідинному сполученні з щонайменше одним вентиляційним каналом поверхні поділу і в якому - на першій стадії газ вдувається в простір, визначений внутрішнім шаром, щоб розтягти преформу тоді як повітрю в зазорі між внутрішнім і зовнішнім шарами преформи не дають вийти, для чого перекривають вказаний щонайменше один вентиляційний канал поверхні поділу клапаном, розміщеним у вказаних засобах для фіксації, і - на другій стадії коли тиск повітря наростаючий у вказаному зазорі, досягає наперед визначеного значення клапан відкривають, випускаючи повітря із зазору. У такий спосіб запобігають входженню внутрішнього шару в контакт із зовнішнім шаром - цю функцію виконує повітряний буфер у зазорі, який розділяє ці два шари коли їх відповідні температури є найвищими. По мірі розтягування зазор стає все тоншим, а тиск повітря в ньому підвищується. Коли тиск досягає наперед встановленого значення, клапан який закриває отвір вентиляційного каналу, відкривається і повітря стравлюється. Тепер внутрішній шар може контактувати із зовнішнім шаром і утворювати з ним поверхню поділу, відповідні температури шарів падають до рівня, коли адгезія між шарами не може бути скількинебудь суттєвою. Альтернативно чи додатково, краще прикладати (механічний) тиск на ділянці шийки внутрішнього шару в напрямку, показаному стрілкою Р на Фіг 1А, після або під час формування роздувом. Нами було встановлено, що прикладання такого тиску сприяє розкриттю поверхні поділу під час операції формування роздувом і, відповідно, більшому розкриттю після вдування стисненого повітря через вентиляційні канали. Дійсно, прикладання такого тиску на ділянці шийки внутрішнього шару дозволяє створити зазор між внутрішнім і зовнішнім шарами біля бортику "балону в контейнері", який полегшує подальше роз'єднання внутрішньо 96019 14 го і зовнішнього шарів після введення стисненого газу через вищезгадані вентиляційні канали. Преформу за цим винаходом було виготовлено шляхом інжекції розплаву полімеру в порожнину першої форми, охолодженої до відповідної температури, і отримання внутрішнього шару (11) преформи. Потім інжектували розплав полімеру в порожнину другої форми, охолодженої до відповідної температури, і отримали зовнішній шар (12) преформи. Ці два компоненти преформи після операції складання дали преформу за цим винаходом. Преформу, виготовлену як описано вище, нагріли в печі, оснащеній рядом інфрачервоних ламп, після чого зафіксували у формі для формування роздувом, стінки якої підтримувались при бажаній температурі. В преформу вдули повітря під тиском. Отриманий у такий спосіб "балон в контейнері" було наповнено рідиною і приєднано до пристрою для дозованої видачі напоїв, оснащеного джерелом стисненого повітря, для того щоб визначити тиск, необхідний для роз'єднання внутрішнього і зовнішнього шарів. Тиск роз'єднання було визначено наступним чином. Вентиляційні канали поверхні поділу "балону в контейнері" сполучили з джерелом стисненого повітря. Повітря під постійним тиском подавали через ці вентиляційні канали і спостерігали за поверхнею поділу між внутрішнім і зовнішнім шарами, тиск підвищували ступінчасто, доки не було досягнуто тиску роз'єднання. Тиск роз'єднання визначається як тиск, при якому внутрішній балон відділяється від зовнішнього шару по всій поверхні їх поділу і сплющується. Поверхні роз'єднаних у такий спосіб шарів були обстежені щодо слідів зчеплення. Тиск роз'єднання для вищеописаного "балону в контейнері" становив біля 05±0,1 бар надмірного тиску і асоціювався з невеликою кількістю слідів адгезивного руйнування між внутрішнім і зовнішнім шарами. Цей приклад демонструє, що інтегральні преформи за цим винаходом забезпечують виготовлення "балонів в контейнері" відмінної якості. 15 Комп’ютерна верстка А. Крижанівський 96019 Підписне 16 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIntegrally blow-moulded bag-in-container having interface vents to atmosphere at location adjacent to bag neck, perform for its manufacture and processes of manufacturing perform and bag-in-container
Автори англійськоюvan Hove, Sarah, Peirsman, Daniel, Verpoorten, Rudi
Назва патенту російськоюСформированный раздувом в виде одного целого "баллон в контейнере», имеющий вентиляционные каналы поверхности раздела, открытые в атмосферу в месте, смежном с горловиной баллона, преформа для его изготовления и процессы для изготовления преформы и «баллонав контейнере»
Автори російськоюван Ховэ Сара, Пеирсман Дениэл, Верпоортен Руди
МПК / Мітки
МПК: B65D 77/06, B29C 49/06, B29C 35/08, B65D 25/14, B29B 11/14, B29C 49/22
Мітки: роздувом, виготовлення, сформований, горловиною, ціле, вентиляційні, відкриті, преформа, балона, каналі, місці, суміжному, виг, має, балон, атмосферу, одне, процесі, поділу, контейнері, поверхні
Код посилання
<a href="https://ua.patents.su/8-96019-sformovanijj-rozduvom-yak-odne-cile-balon-v-kontejjneri-shho-maeh-ventilyacijjni-kanali-poverkhni-podilu-vidkriti-v-atmosferu-v-misci-sumizhnomu-z-gorlovinoyu-balona-preforma-dlya.html" target="_blank" rel="follow" title="База патентів України">Сформований роздувом як одне ціле “балон в контейнері”, що має вентиляційні канали поверхні поділу, відкриті в атмосферу в місці, суміжному з горловиною балона; преформа для його виготовлення; і процеси для виг</a>
Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього
Номер патенту: 95669
Опубліковано: 25.08.2011
Автори: Пеірсман Деніел, Верпоортен Руді, Ван Хове Сара
МПК: B29B 11/14, B65D 25/14, B65D 77/06, B29C 49/22, B29C 49/06
Мітки: механічної, має, роздувом, сформований, контейнері, єдине, фіксації, виготовлення, точку, цього, ціле, балон, інструмент, процес, балона
Формула / Реферат:
1. Сформований роздувом як єдине ціле "балон в контейнері", виготовлений з використанням отриманої литтям під тиском багатошарової преформи, що містить:внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер;єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; іщонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між...
Сформований роздувом як єдине ціле “балон в контейнері”, що включає внутрішній та зовнішній шари, який містить поглинаючі енергію добавки, преформа для його виготовлення і процес для його виготовлення
Номер патенту: 95670
Опубліковано: 25.08.2011
Автори: Ван Хове Сара, Пеірсман Деніел, Верпоортен Руді
МПК: B29B 11/14, B65D 25/14, B29C 49/06, B29C 49/22, B29C 35/08, B65D 77/06
Мітки: балон, поглинаючі, виготовлення, внутрішній, сформований, процес, єдине, містить, енергію, преформа, роздувом, включає, контейнері, добавки, ціле, зовнішній, шарі
Формула / Реферат:
1. Преформа для формування роздувом "балона в контейнері", яка містить:внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; іщонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому...
Кришка аерозольного розпилювального балона (варіанти), аерозольний розпилювальний балон (варіанти), кришка аерозольного розпилювального балона, яка виконана із сталі, кришка аерозольного розпилювального балона,
Номер патенту: 46787
Опубліковано: 17.06.2002
Автори: Хокінс Джеральд П., Хелмріч Ральф, Дайамонд Джордж Б.
МПК: B65D 8/04
Мітки: аерозольного, виконана, балон, сталі, варіанти, балона, розпилювальний, яка, кришка, аерозольний, розпилювального
Формула / Реферат:
1. Кришка аерозольного розпилювального балона, яка має тонкі стінки із зовнішнім краєм для кріплення до корпусу аерозольного балона, і з центральним отвором, обмеженим внутрішнім краєм, яка відрізняється тим, що виконана в формі опуклого купола, що проходить від зовнішнього краю, і поверхня купола має плавний перехід до зовнішнього краю для прийому закатувального патрона.2. Аерозольний розпилювальний балон, який містить корпус з...
Композиція для ємностей та преформа або ємність
Номер патенту: 81055
Опубліковано: 26.11.2007
Автори: Хуанг Ксіаоян, Скіралді Дейвід А., Мехта Санджай, Ліу Чженгуо
МПК: C08K 3/10, C08L 33/00, C08K 3/22, B29D 23/00, C08K 3/30, C08K 3/18, B29D 22/00, C08K 5/00, C08K 3/08
Мітки: ємностей, ємність, преформа, композиція
Формула / Реферат:
1. Композиція для ємностей, що включає поліефір, від 1 до 10 мас. % частково ароматичного поліаміду, від 0,1 до 2,0 мол. % співполіефіру, що містить сульфонат металу, і від 20 до 500 частин на мільйон солі кобальту.2. Композиція за п. 1, де частково ароматичний поліамід містить мета-ксилілен.3. Композиція за п. 2, де мета-ксиліленовий поліамід є мета-ксиліленадипамідом.4. Композиція за п. 1, де частково ароматичний...
Алюмінієвий аерозольний балон та спосіб його виготовлення зі згорненого в рулон вихідного матеріалу
Номер патенту: 85045
Опубліковано: 25.12.2008
Автор: Томас Чупак
МПК: B65D 83/14, B21D 51/26
Мітки: виготовлення, спосіб, рулон, згорненого, алюмінієвий, балон, вихідного, аерозольний, матеріалу
Формула / Реферат:
1. Алюмінієвий балон, який виготовлено з алюмінієвого сплаву серії 3000 і який включає частину (12), що утворює вертикальну стінку і має верхній кінець (14) і нижній кінець (16), причому з нижнього кінця (16) вертикальної стінки відходить донна частина (20), що має заданий профіль, а верхній кінець (14) утворює плече (18), що має заданий профіль, та шийку (19), який відрізняється тим, що його виготовлено з застосуванням принаймні тридцяти...
Попередній патент: Багатоелементний фільтр із поліпшеним ароматизуванням та курильний виріб
Наступний патент: Спосіб і пристрій для впорядкованого опитування в системі бездротового зв’язку
Випадковий патент: Басейн