Спосіб групового загортання таблеток

Формула / Реферат
1. Спосіб групового загортання таблеток, який полягає в тому, що таблетки засипають у бункер віброживильника, звідки вони надходять до вібролотка, що приводять у коливальний рух, де їх формують по групах, з віброживильника таблетки подають до пристрою обгорткового, де вони формуються в тюбик, одночасно у пристрої обгортковому з двох бобін механізму подання та різання обгортки подають дві смуги обгорткового матеріалу, які складають разом, потім загортають сформовані тюбики у смуги обгорткового матеріалу, нарізаючи його на обгортки визначеної довжини, за допомогою механізму загортання загортають тюбики, а кінці обгорток формують, який відрізняється тим, що групи таблеток, сформованих у віброживильнику надходять на доріжки похилого столу пристрою обгорткового, де за допомогою двох затулок формують тюбик, одночасно з однієї бобіни механізму подання та різання обгортки подають парафінований папір, а з другої бобіни - поліпропіленову плівку, на якій марковано етикетки, кінці обгорток формують, перекручуючи їх, після чого отриману упаковку таблеток виштовхують на конвеєр.
2. Спосіб за п. 1, який відрізняється тим, що вібролоток приводять у коливальний рух у горизонтальному напрямі з амплітудою коливань 1,8-2,0 мм.
3. Спосіб за п. 1, який відрізняється тим, що зайві таблетки у віброживильнику знімають обертальною щіткою.
4. Спосіб за п. 1, який відрізняється тим, що таблетки у віброживильнику формують по 10 штук.
5. Спосіб за п. 1, який відрізняється тим, що кількість доріжок похилого столу дорівнює 10.
6. Спосіб за п. 1, який відрізняється тим, що обгортки нарізають довжиною 79,5 мм.
7. Спосіб за п. 1, який відрізняється тим, що розмір сформованого тюбика становить 70 мм.
8. Спосіб за п. 1, який відрізняється тим, що для групового загортання таблеток використовують машину для групового загортання таблеток, що містить віброживильник, пристрій обгортковий, який включає механізм загортання, механізм подання та різання обгортки, що має дві бобіни з обгортковим матеріалом, та електрообладнання, що містить конвеєр, закріплений до станини пристрою обгорткового, віброживильник має нагромаджувач з доріжками для руху по них таблеток, нагромаджувач розміщено похило, а його пластини розташовано паралельно доріжкам та виконано з можливістю вертикального руху, пристрій обгортковий додатково включає похилий стіл, що має доріжки та дві затулки, причому механізм загортання виконано з можливістю перекручування кінців обгортки.
9. Спосіб за п. 8, який відрізняється тим, що машина для групового загортання таблеток містить піддон для збирання кришива, установлений між віброживильником та пристроєм обгортковим.
10. Спосіб за п. 8, який відрізняється тим, що кількість сформованих машиною для групового загортання таблеток - дорівнює 10.
11. Спосіб за п. 8, який відрізняється тим, що кількість доріжок похилого столу машина для групового загортання таблеток, дорівнює 10.
12. Спосіб за п. 8, який відрізняється тим, що на одній бобіні машини для групового загортання таблеток розміщено поліпропіленову плівку, на якій марковано етикетки, а на другій - парафінований папір.
13. Спосіб за п. 1, який відрізняється тим, що отримана упаковка таблеток містить обгортку у вигляді циліндричного тюбика, всередині якого розміщено таблетки, а сама обгортка складається з двох шарів обгорткового матеріалу із загорнутими кінцями, у якій верхній шар - це поліпропіленова плівка з етикетками, маркованими на ній, а нижній шар - це парафінований папір, причому загорнуті кінці виконано перекрученими.
Текст
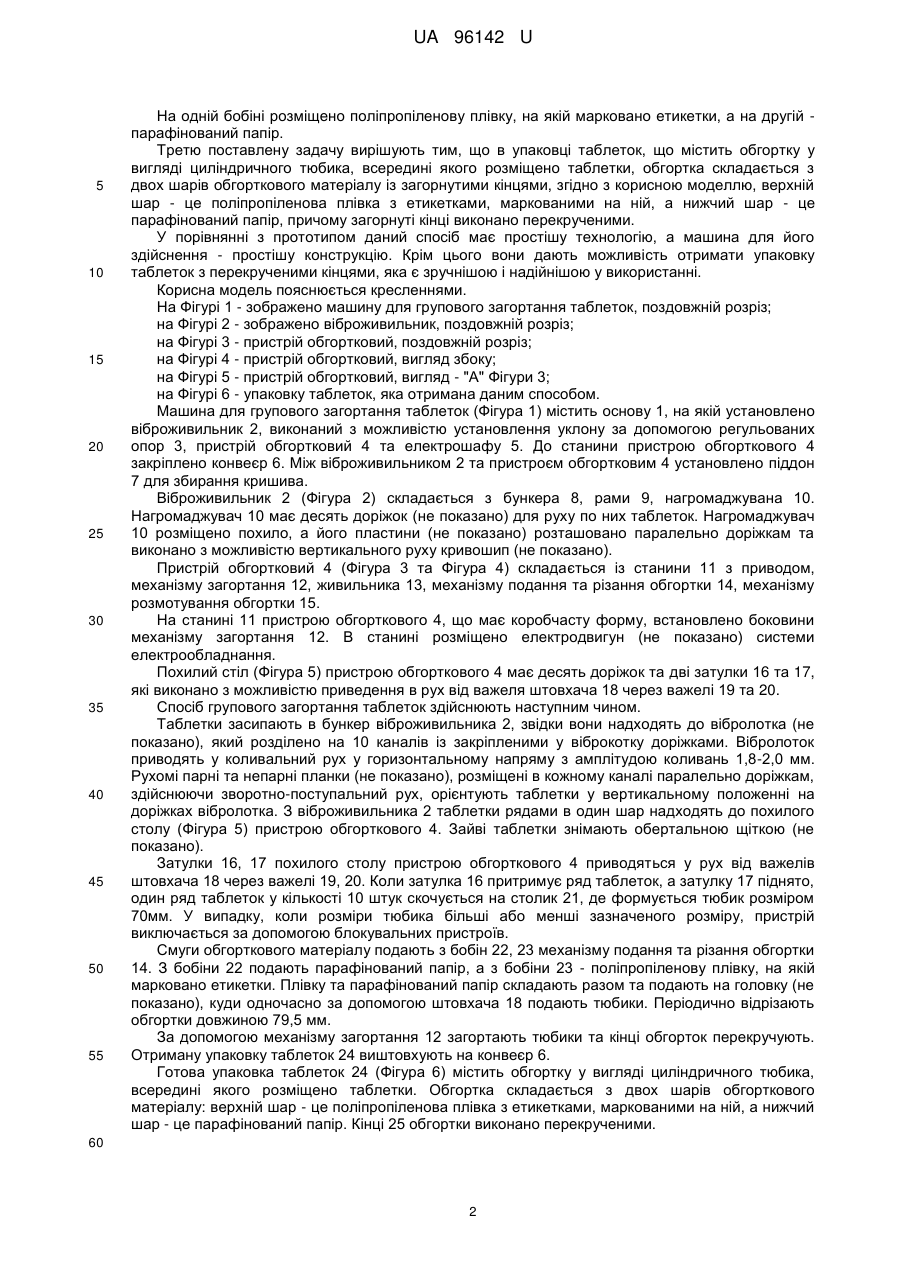
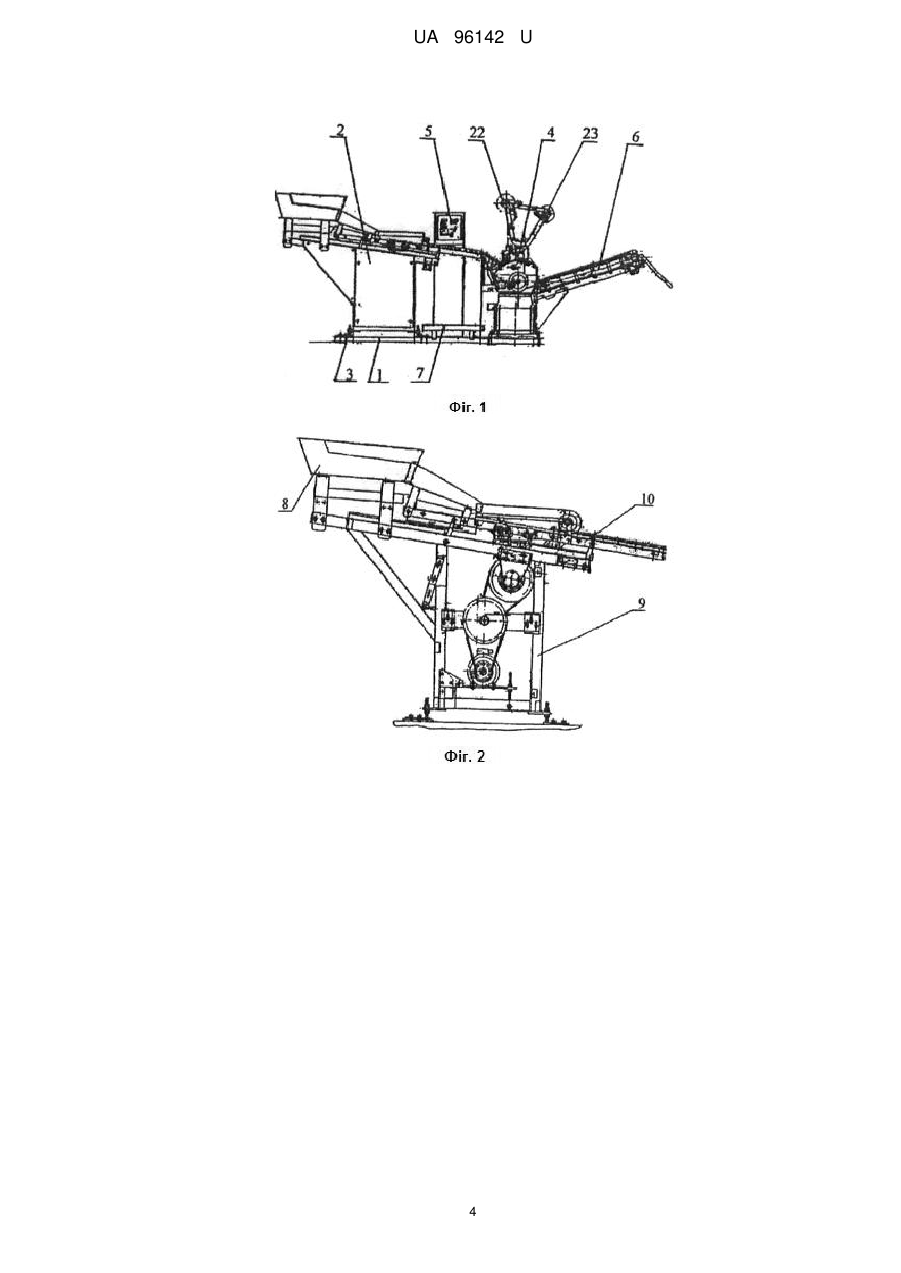
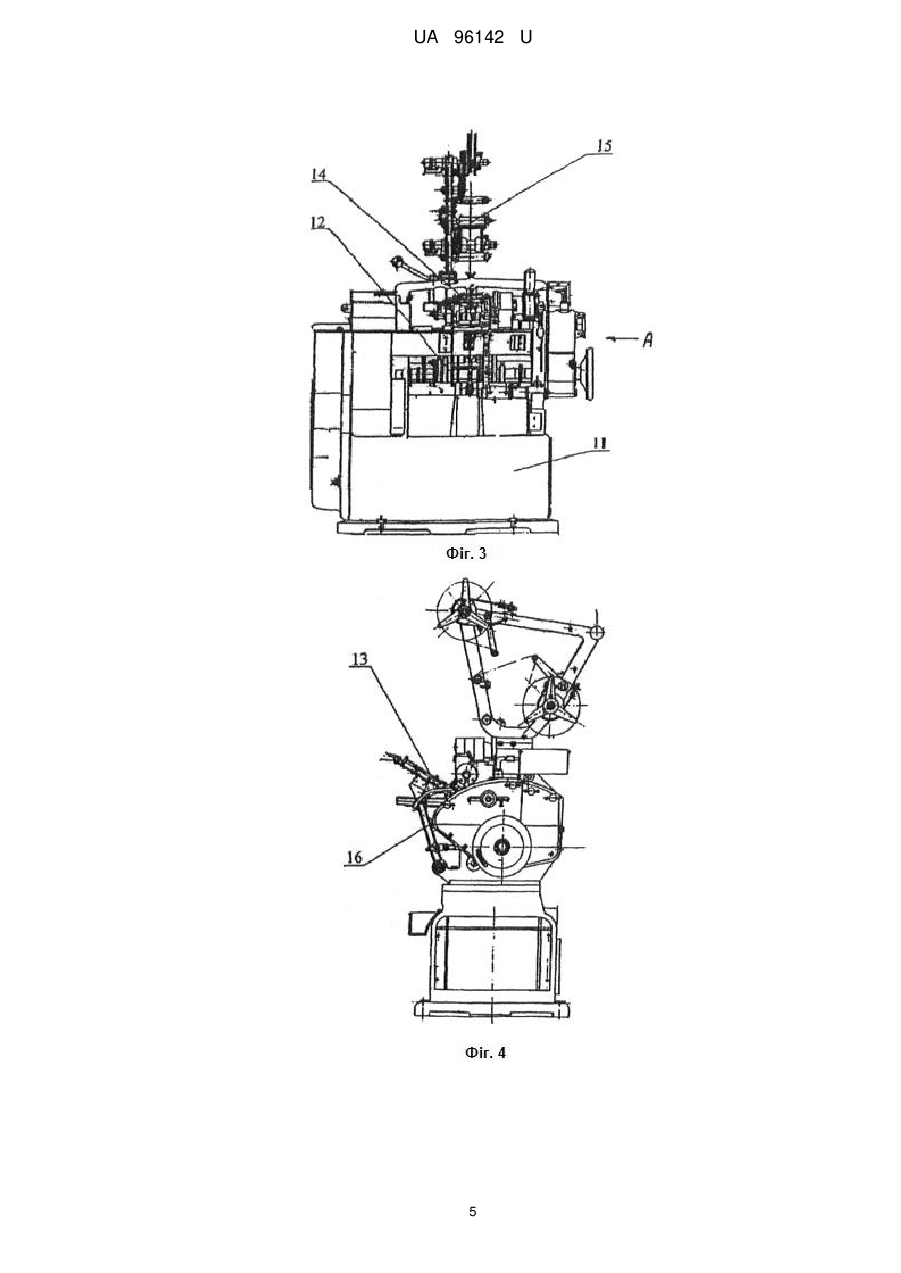
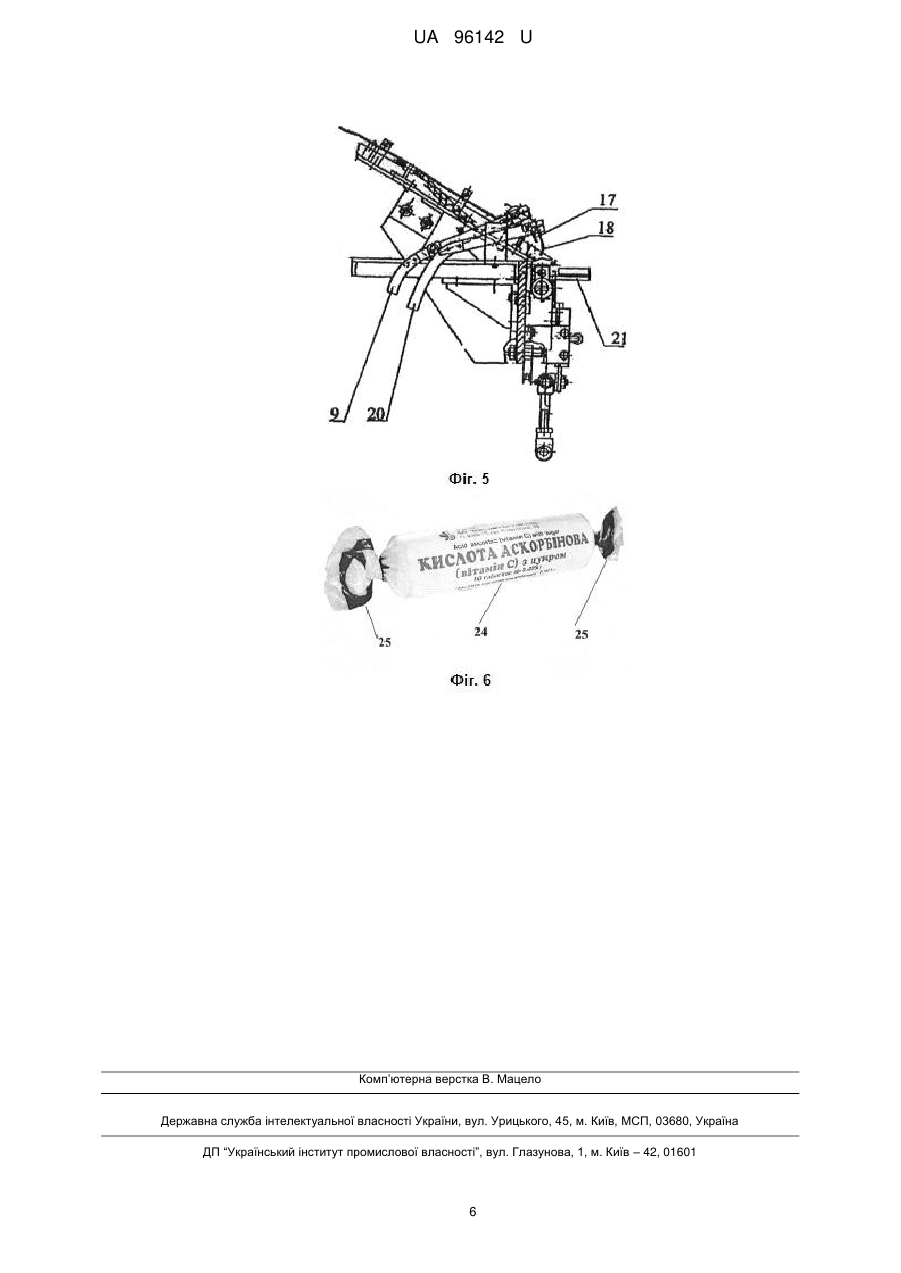
Реферат: UA 96142 U UA 96142 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі фармацевтичної промисловості, зокрема до способів і пристроїв, призначених для пакування таблеток, та упаковок таблеток зручної форми. Відомо спосіб групового загортання таблеток, машину для здійснення даного способу, та упаковку, що отримується цим способом (Обгорткова машина "Super S" 2000, Великобританія). Зазначений спосіб полягає в тому, що подають таблетки на вібробункер, де їх формують по групах, одночасно з двох бобін подають восковий папір, що обертається, друкують на ньому етикетку, потім загортають в цей папір групи таблеток, нарізаючи його на смуги, а кінці отриманої обгортки загинають та проклеюють гарячим клеєм, отримуючи готову упаковку. Даний спосіб має досить складну та дорогу технологію. Так, на восковому папері друкують етикетки, кінці упаковки загортають та проклеюють, при цьому клей необхідно підігрівати, і при проклеюванні не виключена можливість попадання клею на таблетки, а використання клею здорожує сам спосіб. До того ж, кінці упаковки, які загортають та проклеюють, не дозволяють отримати упаковку, зручну та надійну у використанні. Машина обгорткова для здійснення зазначеного способу містить вібробункер, вузол закрутки, вузол загинання кінців упаковки, систему подання з бобін паперу, що обертається, та подальшого нарізання його на смуги визначеної довжини, вузол нанесення гарячого клею, пристрій друку із синхронним двигуном подання паперу, електричну систему. Дана машина має досить складну конструкцію за рахунок пристрою друку із синхронним двигуном, вузла нанесення гарячого клею. Упаковка таблеток, що отримана даним способом, є циліндром з воскового паперу з розміщеними всередині нього таблетками, причому кінці упаковки загнуто та проклеєно. Отримана упаковка не дуже зручна при застосуванні через те, що її потрібно розривати чи розрізати. Крім цього, таблетки при цьому можуть випасти, що знижує її надійність. В основу корисної моделі поставлено задачі: спрощення технології способу групового загортання таблеток, здешевлення його за рахунок вдосконалення та спрощення конструкції машини для групового загортання таблеток, та в наслідок чого підвищення зручності та надійності у використанні упаковки таблеток. Поставлену задачу вирішують тим, що у способі групового загортання таблеток, який полягає в тому, що таблетки засипають у бункер віброживильника, звідки вони надходять до вібролотка, що приводять у коливальний рух, де їх формують по групах, з віброживильника таблетки подають до пристрою обгорткового, де вони формуються в тюбик, одночасно у пристрої обгортковому з двох бобін механізму подання та різання обгортки подають дві смуги обгорткового матеріалу, які складають разом, потім загортають сформовані тюбики у смуги обгорткового матеріалу, нарізаючи його на обгортки визначеної довжини, за допомогою механізму загортання загортають тюбики, а кінці обгорток формують, згідно з корисною моделлю, групи таблеток, сформованих у віброживильнику, надходять на доріжки похилого столу пристрою обгорткового, де за допомогою двох затулок формують тюбик, одночасно з однієї бобіни механізму подання та різання обгортки подають парафінований папір, а з другої бобіни - поліпропіленову плівку, на якій марковано етикетки, кінці обгорток формують, перекручуючи їх, після чого отриману упаковку таблеток виштовхують на конвеєр. Вібролоток можуть приводити у коливальний рух у горизонтальному напряму з амплітудою коливань 1,8-2,0 мм. Зайві таблетки у віброживильнику знімають обертальною щіткою. Таблетки у віброживильнику можуть формувати по 10 штук. Кількість доріжок похилого столу може дорівнювати 10. Обгортки можуть нарізати довжиною 79,5 мм. Розмір сформованого тюбика може становити 70 мм. Другу поставлену задачу вирішують тим, що машина для групового загортання таблеток, що містить віброживильник, пристрій обгортковий, який включає механізм загортання, механізм подання та різання обгортки, що має дві бобіни з обгортковим матеріалом, та електрообладнання, згідно з корисною моделлю, містить конвеєр, закріплений до станини пристрою обгорткового, віброживильник має нагромаджувач з доріжками для руху по них таблеток, нагромаджувач розміщено похило, а його пластини розташовано паралельно доріжкам та виконано з можливістю вертикального руху, пристрій обгортковий додатково включає похилий стіл, що має доріжки та дві затулки, причому механізм загортання виконано з можливістю перекручування кінців обгортки. Машина містить також піддон для збирання кришива, установлений між віброживильником та пристроєм обгортковим. Кількість сформованих таблеток може дорівнювати 10. Кількість доріжок похилого столу може дорівнювати 10. 1 UA 96142 U 5 10 15 20 25 30 35 40 45 50 55 На одній бобіні розміщено поліпропіленову плівку, на якій марковано етикетки, а на другій парафінований папір. Третю поставлену задачу вирішують тим, що в упаковці таблеток, що містить обгортку у вигляді циліндричного тюбика, всередині якого розміщено таблетки, обгортка складається з двох шарів обгорткового матеріалу із загорнутими кінцями, згідно з корисною моделлю, верхній шар - це поліпропіленова плівка з етикетками, маркованими на ній, а нижчий шар - це парафінований папір, причому загорнуті кінці виконано перекрученими. У порівнянні з прототипом даний спосіб має простішу технологію, а машина для його здійснення - простішу конструкцію. Крім цього вони дають можливість отримати упаковку таблеток з перекрученими кінцями, яка є зручнішою і надійнішою у використанні. Корисна модель пояснюється кресленнями. На Фігурі 1 - зображено машину для групового загортання таблеток, поздовжній розріз; на Фігурі 2 - зображено віброживильник, поздовжній розріз; на Фігурі 3 - пристрій обгортковий, поздовжній розріз; на Фігурі 4 - пристрій обгортковий, вигляд збоку; на Фігурі 5 - пристрій обгортковий, вигляд - "А" Фігури 3; на Фігурі 6 - упаковку таблеток, яка отримана даним способом. Машина для групового загортання таблеток (Фігура 1) містить основу 1, на якій установлено віброживильник 2, виконаний з можливістю установлення уклону за допомогою регульованих опор 3, пристрій обгортковий 4 та електрошафу 5. До станини пристрою обгорткового 4 закріплено конвеєр 6. Між віброживильником 2 та пристроєм обгортковим 4 установлено піддон 7 для збирання кришива. Віброживильник 2 (Фігура 2) складається з бункера 8, рами 9, нагромаджувана 10. Нагромаджувач 10 має десять доріжок (не показано) для руху по них таблеток. Нагромаджувач 10 розміщено похило, а його пластини (не показано) розташовано паралельно доріжкам та виконано з можливістю вертикального руху кривошип (не показано). Пристрій обгортковий 4 (Фігура 3 та Фігура 4) складається із станини 11 з приводом, механізму загортання 12, живильника 13, механізму подання та різання обгортки 14, механізму розмотування обгортки 15. На станині 11 пристрою обгорткового 4, що має коробчасту форму, встановлено боковини механізму загортання 12. В станині розміщено електродвигун (не показано) системи електрообладнання. Похилий стіл (Фігура 5) пристрою обгорткового 4 має десять доріжок та дві затулки 16 та 17, які виконано з можливістю приведення в рух від важеля штовхача 18 через важелі 19 та 20. Спосіб групового загортання таблеток здійснюють наступним чином. Таблетки засипають в бункер віброживильника 2, звідки вони надходять до вібролотка (не показано), який розділено на 10 каналів із закріпленими у віброкотку доріжками. Вібролоток приводять у коливальний рух у горизонтальному напряму з амплітудою коливань 1,8-2,0 мм. Рухомі парні та непарні планки (не показано), розміщені в кожному каналі паралельно доріжкам, здійснюючи зворотно-поступальний рух, орієнтують таблетки у вертикальному положенні на доріжках вібролотка. З віброживильника 2 таблетки рядами в один шар надходять до похилого столу (Фігура 5) пристрою обгорткового 4. Зайві таблетки знімають обертальною щіткою (не показано). Затулки 16, 17 похилого столу пристрою обгорткового 4 приводяться у рух від важелів штовхача 18 через важелі 19, 20. Коли затулка 16 притримує ряд таблеток, а затулку 17 піднято, один ряд таблеток у кількості 10 штук скочується на столик 21, де формується тюбик розміром 70мм. У випадку, коли розміри тюбика більші або менші зазначеного розміру, пристрій виключається за допомогою блокувальних пристроїв. Смуги обгорткового матеріалу подають з бобін 22, 23 механізму подання та різання обгортки 14. З бобіни 22 подають парафінований папір, а з бобіни 23 - поліпропіленову плівку, на якій марковано етикетки. Плівку та парафінований папір складають разом та подають на головку (не показано), куди одночасно за допомогою штовхача 18 подають тюбики. Періодично відрізають обгортки довжиною 79,5 мм. За допомогою механізму загортання 12 загортають тюбики та кінці обгорток перекручують. Отриману упаковку таблеток 24 виштовхують на конвеєр 6. Готова упаковка таблеток 24 (Фігура 6) містить обгортку у вигляді циліндричного тюбика, всередині якого розміщено таблетки. Обгортка складається з двох шарів обгорткового матеріалу: верхній шар - це поліпропіленова плівка з етикетками, маркованими на ній, а нижчий шар - це парафінований папір. Кінці 25 обгортки виконано перекрученими. 60 2 UA 96142 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 30 35 40 45 1. Спосіб групового загортання таблеток, який полягає в тому, що таблетки засипають у бункер віброживильника, звідки вони надходять до вібролотка, що приводять у коливальний рух, де їх формують по групах, з віброживильника таблетки подають до пристрою обгорткового, де вони формуються в тюбик, одночасно у пристрої обгортковому з двох бобін механізму подання та різання обгортки подають дві смуги обгорткового матеріалу, які складають разом, потім загортають сформовані тюбики у смуги обгорткового матеріалу, нарізаючи його на обгортки визначеної довжини, за допомогою механізму загортання загортають тюбики, а кінці обгорток формують, який відрізняється тим, що групи таблеток, сформованих у віброживильнику надходять на доріжки похилого столу пристрою обгорткового, де за допомогою двох затулок формують тюбик, одночасно з однієї бобіни механізму подання та різання обгортки подають парафінований папір, а з другої бобіни - поліпропіленову плівку, на якій марковано етикетки, кінці обгорток формують, перекручуючи їх, після чого отриману упаковку таблеток виштовхують на конвеєр. 2. Спосіб за п. 1, який відрізняється тим, що вібролоток приводять у коливальний рух у горизонтальному напрямі з амплітудою коливань 1,8-2,0 мм. 3. Спосіб за п. 1, який відрізняється тим, що зайві таблетки у віброживильнику знімають обертальною щіткою. 4. Спосіб за п. 1, який відрізняється тим, що таблетки у віброживильнику формують по 10 штук. 5. Спосіб за п. 1, який відрізняється тим, що кількість доріжок похилого столу дорівнює 10. 6. Спосіб за п. 1, який відрізняється тим, що обгортки нарізають довжиною 79,5 мм. 7. Спосіб за п. 1, який відрізняється тим, що розмір сформованого тюбика становить 70 мм. 8. Спосіб за п. 1, який відрізняється тим, що для групового загортання таблеток використовують машину для групового загортання таблеток, що містить віброживильник, пристрій обгортковий, який включає механізм загортання, механізм подання та різання обгортки, що має дві бобіни з обгортковим матеріалом, та електрообладнання, що містить конвеєр, закріплений до станини пристрою обгорткового, віброживильник має нагромаджувач з доріжками для руху по них таблеток, нагромаджувач розміщено похило, а його пластини розташовано паралельно доріжкам та виконано з можливістю вертикального руху, пристрій обгортковий додатково включає похилий стіл, що має доріжки та дві затулки, причому механізм загортання виконано з можливістю перекручування кінців обгортки. 9. Спосіб за п. 8, який відрізняється тим, що машина для групового загортання таблеток містить піддон для збирання кришива, установлений між віброживильником та пристроєм обгортковим. 10. Спосіб за п. 8, який відрізняється тим, що кількість сформованих машиною для групового загортання таблеток - дорівнює 10. 11. Спосіб за п. 8, який відрізняється тим, що кількість доріжок похилого столу машина для групового загортання таблеток, дорівнює 10. 12. Спосіб за п. 8, який відрізняється тим, що на одній бобіні машини для групового загортання таблеток розміщено поліпропіленову плівку, на якій марковано етикетки, а на другій парафінований папір. 13. Спосіб за п. 1, який відрізняється тим, що отримана упаковка таблеток містить обгортку у вигляді циліндричного тюбика, всередині якого розміщено таблетки, а сама обгортка складається з двох шарів обгорткового матеріалу із загорнутими кінцями, у якій верхній шар - це поліпропіленова плівка з етикетками, маркованими на ній, а нижній шар - це парафінований папір, причому загорнуті кінці виконано перекрученими. 3 UA 96142 U 4 UA 96142 U 5 UA 96142 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюBuhaitsev Oleksandr Oleksiovych
Автори російськоюБугайцев Александр Алексеевич
МПК / Мітки
МПК: A61J 3/10
Мітки: таблеток, групового, спосіб, загортання
Код посилання
<a href="https://ua.patents.su/8-96142-sposib-grupovogo-zagortannya-tabletok.html" target="_blank" rel="follow" title="База патентів України">Спосіб групового загортання таблеток</a>
Спосіб групового загортання таблеток, машина для здійснення способу та упаковка таблеток, що отримана даним способом
Номер патенту: 2302
Опубліковано: 15.01.2004
Автор: Бугайцев Олександр Олексійович
МПК: A61J 3/10
Мітки: групового, здійснення, спосіб, даним, упаковка, таблеток, загортання, способу, отримана, способом, машина
Формула / Реферат:
1. Спосіб групового загортання таблеток, який полягає в тому, що таблетки засипають у бункер віброживильника, звідки вони надходять до вібролотка, що приводять у коливальний рух, де їх формують по групах, з віброживильника таблетки подають до пристрою обгорткового, де вони формуються в тюбик, одночасно у пристрої обгортковому з двох бобін механізму подання та різання обгортки подають дві смуги обгорткового матеріалу, які складають разом,...
Спосіб оцінки якості загортання гранульованих мінеральних добрив
Номер патенту: 27579
Опубліковано: 12.11.2007
Автори: Мележик Віктор Андрійович, Бондарев Євген Ілліч
Мітки: якості, добрив, загортання, гранульованих, мінеральних, оцінки, спосіб
Формула / Реферат:
1. Спосіб оцінки якості загортання гранульованих мінеральних добрив, що включає розкидання по поверхні ґрунту добрив, його загортання ґрунтообробним знаряддям з наступним розкопуванням, який відрізняється тим, що разом з мінеральними добривами на дослідній ділянці рівномірно розкидають насіння культури-імітатора, фенологічно спостерігають до моменту повної схожості насіння культури-імітатора, після чого обережно підкопують рослину та по...
Спосіб виготовлення таблеток кислоти ацетилсаліцилової

Номер патенту: 30755
Опубліковано: 11.03.2008
Автори: Грошовий Тарас Андрійович, Шалата Володимир Семенович, Тригубчак Оксана Володимирівна, Вронська Людмила Вікторівна
МПК: A61K 31/60, A61K 9/20
Мітки: виготовлення, кислоти, ацетилсаліцилової, таблеток, спосіб
Формула / Реферат:
Спосіб виготовлення таблеток кислоти ацетилсаліцилової, що включає технологічний етап пресування таблеткової маси, який відрізняється тим, що ацетилсаліцилову кислоту змішують з іншими інгредієнтами, а саме: мікрокристалічною целюлозою 102, натрію кроскармелозою, тальком, аеросилом, кальцію стеаратом, лимонною кислотою.
Спосіб одержання лікарського засобу седативної, судинорозширювальної та спазмолітичної дії у твердій формі (таблеток, сублінгвальних таблеток або капсул)
Номер патенту: 83783
Опубліковано: 25.09.2013
Автори: Литвинюк Владилен Степанович, Редер Анатолій Семенович, Макошиба Людмила Анатоліївна, Кашуцький Сергій Миколаєвич, Андронаті Кирило Сергійович, Кіріяк Андрій Вікторович
МПК: C07D 243/26, A61K 36/534, A61K 31/00
Мітки: форми, сублінгвальних, судинорозширювальної, лікарського, таблеток, спазмолітичної, капсул, одержання, седативної, дії, засобу, спосіб, твердий
Формула / Реферат:
1. Спосіб одержання лікарського засобу седативної, судинорозширювальної та спазмолітичної дії у твердій формі (таблеток, сублінгвальних таблеток або капсул) шляхом змішування активних речовин, до яких входять етиловий ефір a-бромізовалеріанової кислоти, олія м'яти перцевої та фенобарбітал з допоміжними речовинами, де як останні використовують наповнювачі, розпушувачі, коригенти смаку, ковзні речовини при цьому спочатку готують комплекс...
Спосіб групового складання товарної продукції
Номер патенту: 15518
Опубліковано: 17.07.2006
Автор: Талан Марта Володимирівна
МПК: B65B 5/10
Мітки: групового, товарної, складання, продукції, спосіб
Формула / Реферат:
Спосіб групового складання товарної продукції, який передбачає розподіл продукції на групи для наступного складання в пакети, який відрізняється тим, що в кожній з груп, як і в усіх послідовно складених з цих груп кортежах, знаходиться не однакова відносна кількість товарної продукції, а кратна кількості продукції у найменшій групі.
Попередній патент: Спосіб розм’якшення м’язової тканини молюсків
Наступний патент: Паковання для зберігання та транспортування ядер волоських горіхів
Випадковий патент: Установка для переробки насіння з одержанням рослинного масла