Катоди для алюмінієвих електролізерів з пазом неплоскої конфігурації
Формула / Реферат
1. Катод 1 для алюмінієвих електролізерів, який містить вугільний або графітовий катодний блок 4 з пазом 3 для струмовідвідного стрижня, що приймає один або два виконаних зі сталі струмовідвідних стрижні 2, який відрізняється тим, що глибина паза 3 є більшою в центрі С, ніж на обох бічних краях катодного блока 4.
2. Катод за п. 1, який відрізняється тим, що паз 3 для струмовідвідного стрижня має трикутну, напівкруглу або напівеліпсоїдальну форму.
3. Катод за п. 1 або п. 2, який відрізняється тим, що паз 3для струмовідвідного стрижня містить один або більше рівнів.
4. Катод за одним з пп. 1-3, який відрізняється тим, що паз 3 для струмовідвідного стрижня має початкову плоску верхню поверхню на обох бічних краях блока, яка простягається на 10-1000 мм від кожного краю.
5. Катод за одним з пп. 1-4, який відрізняється тим, що товщина згаданих одного або двох струмовідвідних стрижнів 2 є більшою в центрі С, ніж на обох бічних краях катодного блока 4.
6. Катод за п. 5, який відрізняється тим, що товщина згаданих одного або двох струмовідвідних стрижнів 2 збільшується виключно на поверхні, повернутій до верхньої поверхні паза 3.
7. Катод за п. 5 або п. 6, який відрізняється тим, що згадані один або два струмовідвідних стрижні 2 мають трикутну, напівкруглу або напівеліпсоїдальну форму.
8. Катод за одним з пп. 5-7, який відрізняється тим, що товщина згаданих одного або двох струмовідвідних стрижнів 2 включає збільшення на один або більше рівнів.
9. Катод за одним з пп. 5-8, який відрізняється тим, що один або два струмовідвідних стрижні 2 мають прикріплену до нього/них щонайменше одну стальну пластину 9.
10. Катод за п. 9, який відрізняється тим, що між щонайменше однією стальною пластиною 9 і стальним струмовідвідним стрижнем 2, а також між кожною додатково прикріпленою стальною пластиною 9 поміщена пружна графітова плівка.
11. Катод за одним з пп. 1-10, який має більше ніж один паз 3 для струмовідвідного стрижня.
12. Спосіб виготовлення катодів 1 для алюмінієвих електролізерів, який характеризується стадіями:
виготовлення вугільного або графітового катодного блока 4 зі стандартними зовнішніми розмірами,
вирізання щонайменше одного паза 3 для струмовідвідного стрижня з глибиною, яка збільшується до центра С катодного блока,
установки щонайменше одного стального струмовідвідного стрижня 2 в кожний щонайменше один із згаданих пазів 3.
13. Спосіб виготовлення катодів 1 для алюмінієвих електролізерів, який характеризується стадіями:
виготовлення вугільного або графітового катодного блока 4 зі стандартними зовнішніми розмірами,
вирізання щонайменше одного паза 3 для струмовідвідного стрижня з глибиною, яка збільшується до центра С катодного блока.
установки щонайменше одного стального струмовідвідного стрижня 2 з товщиною, яка збільшується до його центра С на поверхні, повернутій до верхньої поверхні паза 3 для струмовідвідного стрижня, в кожний щонайменше один із згаданих пазів 3.
14. Алюмінієві електролізери, які містять катоди 1за одним з пп. 1-11.
Текст
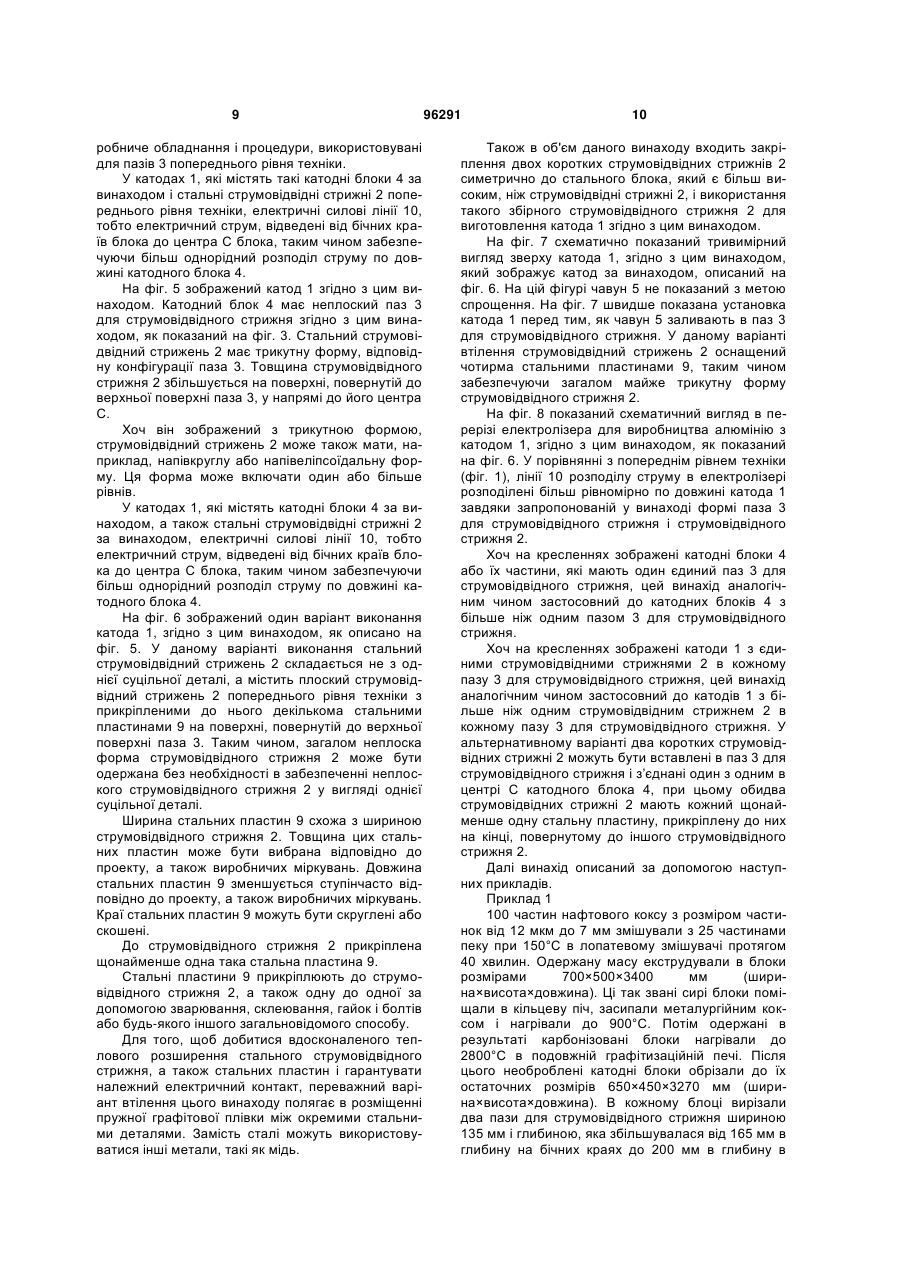
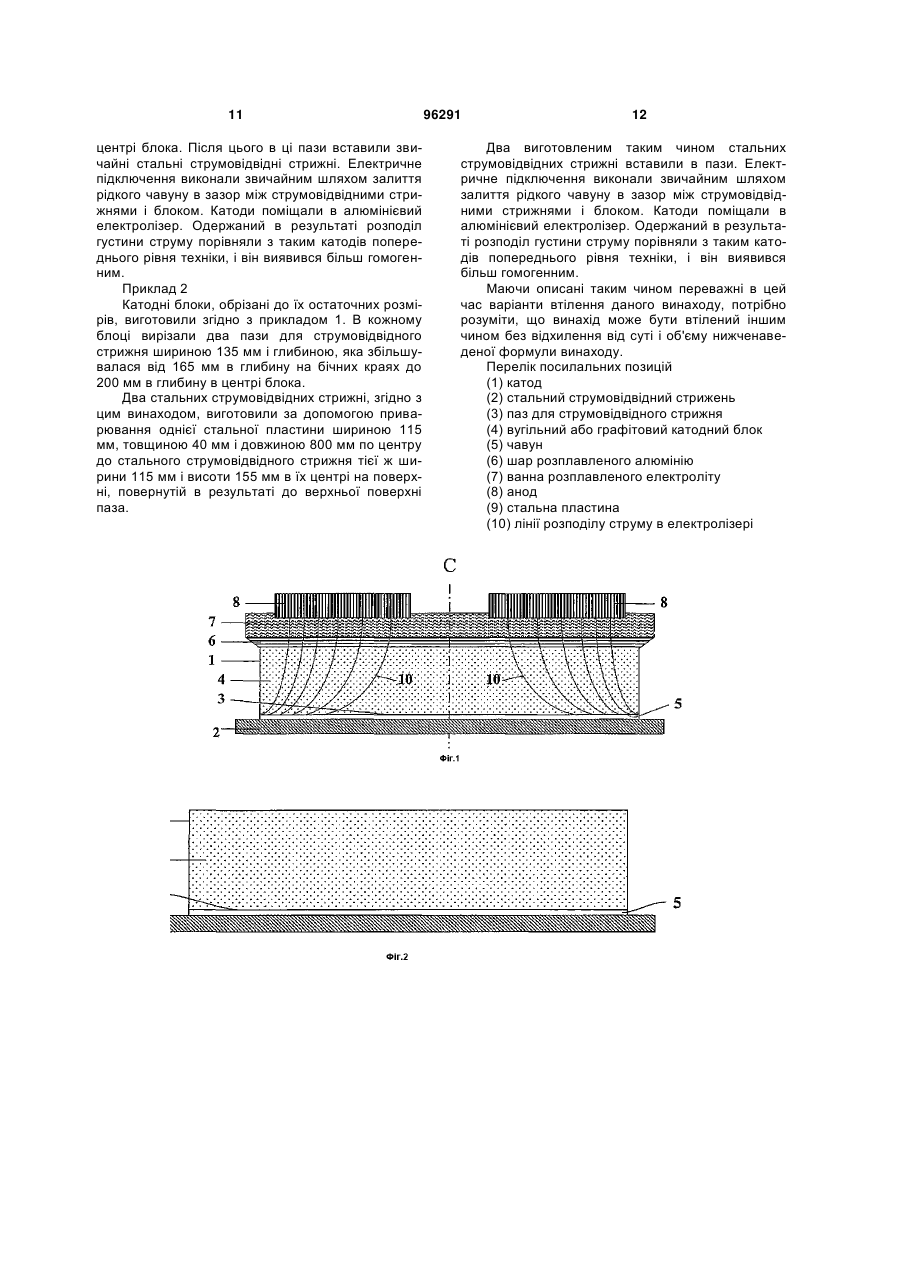
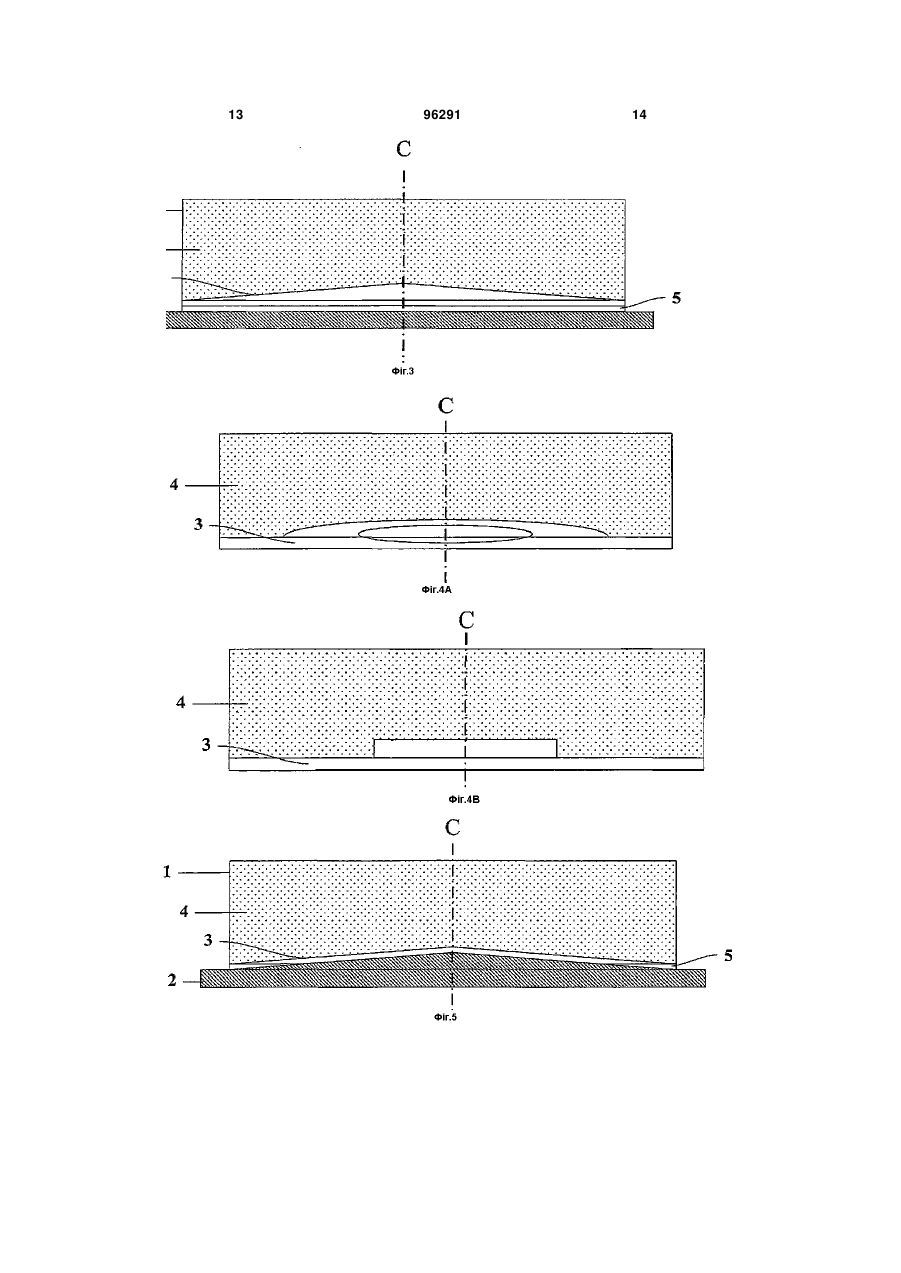
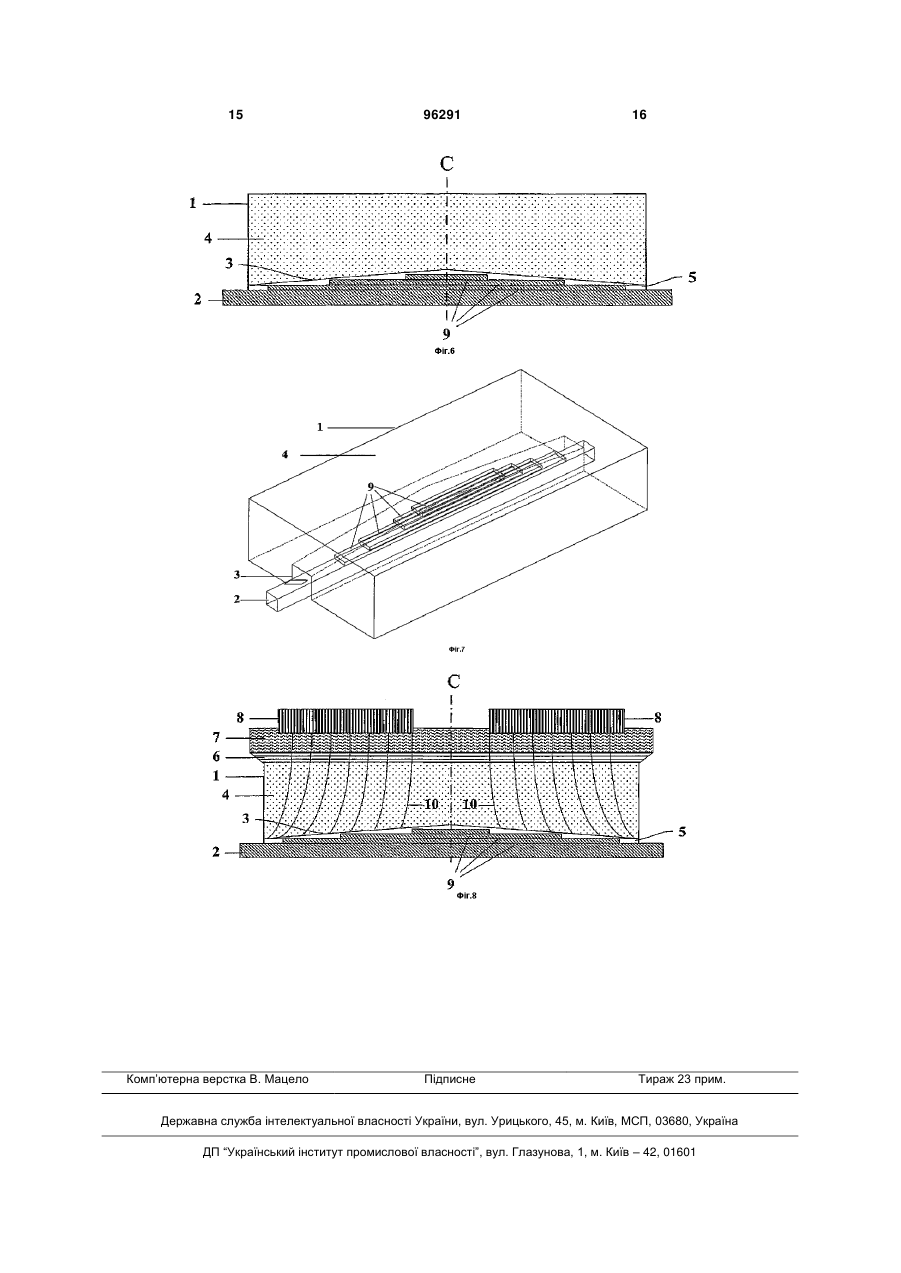
1. Катод 1 для алюмінієвих електролізерів, який містить вугільний або графітовий катодний блок 4 з пазом 3 для струмовідвідного стрижня, що приймає один або два виконаних зі сталі струмовідвідних стрижні 2, який відрізняється тим, що глибина паза 3 є більшою в центрі С, ніж на обох бічних краях катодного блока 4. 2. Катод за п. 1, який відрізняється тим, що паз 3 для струмовідвідного стрижня має трикутну, напівкруглу або напівеліпсоїдальну форму. 3. Катод за п. 1 або п. 2, який відрізняється тим, що паз 3 для струмовідвідного стрижня містить один або більше рівнів. 4. Катод за одним з пп. 1-3, який відрізняється тим, що паз 3 для струмовідвідного стрижня має початкову плоску верхню поверхню на обох бічних краях блока, яка простягається на 10-1000 мм від кожного краю. 5. Катод за одним з пп. 1-4, який відрізняється тим, що товщина згаданих одного або двох струмовідвідних стрижнів 2 є більшою в центрі С, ніж на обох бічних краях катодного блока 4. 6. Катод за п. 5, який відрізняється тим, що товщина згаданих одного або двох струмовідвідних стрижнів 2 збільшується виключно на поверхні, повернутій до верхньої поверхні паза 3. 7. Катод за п. 5 або п. 6, який відрізняється тим, що згадані один або два струмовідвідних стрижні 2 2 (19) 1 3 Винахід належить до катодів для алюмінієвих електролізерів, які складаються з катодних блоків і прикріплених до цих блоків струмовідвідних стрижнів, причому приймаючі струмовідвідний стрижень пази в цих катодах мають неплоску конфігурацію. Крім того, конструкція струмовідвідного стрижня пристосована до такої неплоскої конфігурації. В результаті досягається більш однорідний розподіл струму по довжині катода. Це забезпечує більш тривалий термін експлуатації таких катодів за рахунок зменшеного зносу катода і, таким чином, підвищує продуктивність електролізера. Алюміній традиційно виготовляють способом Хол-Еру електролізом глинозему, розчиненого в розплавах електролітів на основі кріоліту, при температурах аж до приблизно 970°С. Відновний електролізер Хол-Еру звичайно має стальний кожух, забезпечений ізолюючою футерівкою з вогнетривкого матеріалу, який, в свою чергу, має футерівку з вуглецю, що стикається з розплавленими компонентами. В основу вуглецевого катода, яка утворює подину електролізера, закладені виконані зі сталі струмовідвідні стрижні, з’єднані з негативним полюсом джерела постійного струму. У електролізері звичайної конструкції стальні катодні струмовідвідні стрижні проходять від зовнішніх шин через кожну бічну стінку електролізної ванни у вугільні катодні блоки. Кожний катодний блок має на своїй нижній поверхні один або два пази або поглиблення, які проходять між протилежними бічними кінцями блока, для прийому стальних струмовідвідних стрижнів. Звичайно ці пази вирізають прямокутної форми. У безпосередній близькості від електролізера ці струмовідвідні стрижні поміщають у вказані пази і прикріплюють до катодних блоків, частіше за все за допомогою чавуну (так званого "заливання") для поліпшення електричного контакту між вугільними катодними блоками і сталлю. Підготовлені таким чином вугільні або графітові катодні блоки встановлюють в подині електролізера з використанням важкого обладнання, наприклад, кранів, і, нарешті, з'єднують один з одним за допомогою набивної суміші антрациту, графіту і кам’яновугільного пеку, з одержанням готової подини електролізера. Паз в катодному блоці може містити всередині себе один єдиний струмовідвідний стрижень або два струмовідвідних стрижні, повернутих один до одного в центрі катодного блока, співпадаючому з центром електролізера. У останньому випадку проміжок між струмовідвідними стрижнями заповнюють дробленим матеріалом або шматками вугілля, або ущільненою шовною сумішшю, або, що переважно, сумішшю цих матеріалів. Електролізери Хол-Еру для відновлення алюмінію працюють при низьких напругах (наприклад, 4-5 В) і високих силах струму (наприклад, 100000400000 А). Електричний струм високої сили надходить в електролізер зверху через анодний пристрій і потім проходить через кріолітну ванну, через шар розплавленого металу алюмінію, входить у вугільний катодний блок, а потім виводиться з електролізера по струмовідвідних стрижнях. 96291 4 Електричний струм, який протікає через шар алюмінію і катод, іде по шляху найменшого опору. Електричний опір в звичайному катодному струмовідвідному стрижні пропорційний довжині шляху струму від точки, де електричний струм входить в катодний струмовідвідний стрижень, до найближчої зовнішньої шини. Більш низький опір шляху струму, що починається в ближніх до зовнішньої шини точках на катодному струмовідвідному стрижні, змушує струм, що протікає, всередині шару розплавленого алюмінію і вугільних катодних блоків відхилятися в даному напрямі. Горизонтальні компоненти електричного струму, що протікає, взаємодіють з вертикальною компонентою магнітного поля в електролізері, здійснюючи несприятливий вплив на ефективність роботи електролізера. Висока температура і агресивна хімічна природа електроліту разом створюють важкі робочі умови. Отже, існуюча технологія катодних струмовідвідних стрижнів в електролізері Хол-Еру обмежується катаними або литими профілями з низьковуглецевої сталі (в першому випадку також званих блюмсами). Для порівняння, такі потенційно альтернативні метали, як мідь або срібло, мають високу електропровідність, але низькі температури плавлення і високу вартість. Аж до декількох років назад висока температура плавлення і низька вартість сталі компенсували її відносно низьку електропровідність. Електропровідність сталі настільки низка в порівнянні з електропровідністю шару металу алюмінію, що зовнішня третина струмовідвідного стрижня, найбільш близька до бічної стінки електролізної ванни, несе найбільшу частину струмового навантаження, при цьому створюється надто нерівномірний розподіл катодного струму всередині кожного катодного блока. Внаслідок хімічних властивостей, фізичних властивостей і, зокрема, електричних властивостей звичайних катодних блоків на основі антрациту, низька електропровідність сталі не представляла серйозного обмеження процесу донедавна. З урахуванням відносно низької провідності стальних стрижнів те ж саме пояснення застосовне до відносно високого контактного опору між катодом і чавуном, який досі не відігравав переважаючої ролі в спробах підвищення ефективності електролізера. Однак, в зв'язку із загальною тенденцією до більш високих витрат на електроенергію, даний ефект стає не настільки незначним фактором для ефективності виплавки. Відтоді алюмінієві електролізери збільшилися в розмірі, оскільки робоча сила стуму збільшилася з метою економії за рахунок масштабу виробництва. Оскільки збільшилася робоча сила струму, стали поширеними графітові катодні блоки на основі коксу замість антрациту, і, крім того, процентний вміст графіту в катодах збільшився з метою використання переваг поліпшених електричних властивостей і максимального підвищення продуктивності. У багатьох випадках це привело до переходу на частково або повністю графітизовані катодні блоки. Графітизація вугільних блоків відбувається в широкому діапазоні температур від 5 приблизно 2000°С і аж до 3000°С або навіть вище. Терміни "частково графітизований" або "повністю графітизований" катод належать до міри впорядкованості всередині доменів кристалічної структури вуглецю. Проте, між вказаними станами не можна провести чіткої границі. У принципі, міра кристалізації або графітизації, відповідно, зростає з максимальною температурою, а також з часом обробки в процесі нагрівання вугільних блоків. Для опису даного винаходу автори об'єднали вказані терміни, використовуючи терміни "графіт" або "графітовий катод" для будь-яких катодних блоків при температурах вище приблизно 2000°С. У свою чергу, терміни "вугілля" або "вугільний катод" використовуються для катодних блоків, які були нагріті до температур нижче 2000°С. Викликана використанням вугільних і графітових катодів, що забезпечують більш високу електропровідність, підвищена увага має бути приділена деяким технічним ефектам, які до даного моменту не були в центрі уваги: - знос катодних блоків, - нерівномірний розподіл струму, - втрата енергії на границі розподілу між катодним блоком і чавуном. Всі три ефекти в деякій мірі взаємопов'язані, і будь-які технічні заходи в ідеалі повинні звертатися більше ніж до одного пункту даної тріади. Знос катодних блоків головним чином зумовлений механічною ерозією через турбулентність шару металу, електрохімічними реакціями з витрачанням вуглецю, яким сприяють прискорені потужні електричні струми, проникненням електроліту і рідкого алюмінію, а також впровадженням натрію, що викликає набухання і деформацію катодних блоків і набивної суміші. В результаті утворення тріщин в катодних блоках компоненти ванни переміщаються до стальних катодних струмовідвідних стрижнів і утворюють відкладення на поверхні герметизуючого чавуну, приводячи до погіршення електричного контакту і неоднорідності розподілу струму. Якщо рідкий алюміній досягає поверхні заліза, то в результаті сплавлення негайно відбувається корозія, при цьому виробляється алюміній з підвищеним вмістом заліза, примушуючи передчасно зупиняти роботу всього електролізера. Ерозія катодного блока відбувається нерівномірно по довжині блока. Основною причиною відмови, особливо при використанні графітових катодних блоків, є високолокалізована ерозія поверхні катодного блока біля його бічних кінців, що надає цій поверхні W-подібний профіль і, зрештою, приводить до впливу металевого алюмінію на струмовідвідний стрижень. У ряді конструкцій електролізерів більш високі максимальні швидкості ерозії спостерігалися для цих блоків з більш високим вмістом графіту, ніж для звичайних вугільних катодних блоків. Ерозія в графітових катодах може протікати зі швидкістю аж до 60 мм на рік. Таким чином, заради робочих характеристик поступаються терміном експлуатації. Між високою швидкістю зносу, місцеположенням області максимального зносу і неоднорідністю розподілу катодного струму існує зв'язок. Графіто 96291 6 ві катоди є більш електропровідними і в результаті мають набагато більш неоднорідний профіль розподілу катодного струму, і, отже, піддаються більш інтенсивному зносу. У US 2786024 (Wleugel) пропонується подолати неоднорідний розподіл катодного струму за рахунок використання струмовідвідних стрижнів, які зігнені вниз від центра електролізера так, щоб товщина катодного блока між струмовідвідним стрижнем і шаром розплавленого металу зростала від центра до бічних країв електролізера. Дана пропозиція потребувала б не тільки зігнених елементів, але і значної зміни всієї конструкції електролізера. Ці вимоги перешкодили даному підходу знайти застосування на практиці. У US 4110179 (Tschopp) описаний алюмінієвий електролізер з однорідною густиною електричного струму по всій ширині електролізера. Це досягається завдяки поступовому зменшенню товщини шару чавуну між вугільними катодними блоками і закладеними в них струмовідвідними стрижнями до краю електролізера. У іншому варіанті втілення того винаходу шар чавуну розділений на сегменти непровідними зазорами зі збільшуваним до краю розміром електролізера. Однак, на практиці виявилося дуже складно і дорого вводити подібні змінені шари чавуну. У US 6387237 (Homley і ін.) заявлений алюмінієвий електролізер з однорідною густиною електричного струму, який включає струмовідвідні стрижні з мідними вставками, розташованими в області поруч з центром електролізера, таким чином забезпечуючи більш високу електропровідність в центральній області електролізера. Знову ж, даний спосіб не знайшов застосування в алюмінієвих електролізерах через додаткові технічні і експлуатаційні складності, а також витрати на реалізацію описаного рішення. Ні в одному підході попереднього рівня техніки не розглядалося застосування катодних блоків зі стандартними зовнішніми розмірами, які мають змінену конфігурацію пазів і пристосовані до такої конфігурації струмовідвідних стрижнів. Таким чином, для того, щоб повністю реалізувати експлуатаційні переваги вугільних і графітових катодних блоків без яких-небудь компромісів відносно існуючих експлуатаційних процедур і стандартних конструкцією електролізерів, необхідно знизити швидкості зносу катодів і підвищити термін служби електролізера, забезпечивши більш однорідний розподіл катодного струму, і в той же час забезпечуючи катоди зі стандартними зовнішніми розмірами. Тому задача даного винаходу полягає в тому, щоб запропонувати вугільні або графітові катодні блоки зі стандартними зовнішніми розмірами і з пазами для струмовідвідних стрижнів, відмінні тим, що глибина паза збільшується до центра катодного блока. У катодах, що містять такі катодні блоки і стандартні стальні струмовідвідні стрижні, електричні силові лінії, тобто електричний струм, відведені від бічних країв блока до центра блока, таким чином забезпечуючи більш однорідний розподіл струму по довжині катодного блока. 7 Інша задача даного винаходу полягає в тому, щоб запропонувати катод, який містить вугільний або графітовий катодний блок зі стандартними зовнішніми розмірами і з пазами для струмовідвідних стрижнів зі збільшуваною до центра катодного блока глибиною і прикріпленими струмовідвідними стрижнями, відмінний тим, що товщина струмовідвідних стрижнів збільшується до центра блока на стороні, повернутій до верхньої поверхні паза. У відповідних катодах електричні силові лінії, тобто електричний струм, відведені від бічних країв блока до центра блока ще більш помітно, ніж у випадку із зміною тільки конфігурації паза. Отже, даний варіант втілення забезпечує значне поліпшення однорідності розподілу струму по довжині катодного блока. Ще одна задача даного винаходу полягає в тому, щоб запропонувати спосіб виготовлення катодів для алюмінієвих електролізерів шляхом виготовлення вугільного або графітового катодного блока і прикріплення стального струмовідвідного стрижня до такого облицьованого блока. Далі винахід буде описаний більш детально з посиланням на супроводжувальні креслення, на яких: фіг. 1 являє собою схематичний вигляд в розрізі електролізера попереднього рівня техніки для виробництва алюмінію, який показує розподіл катодного струму; фіг. 2 зображує схематичний вигляд збоку катода попереднього рівня техніки; фіг. 3 являє собою схематичний вигляд збоку катода згідно з цим винаходом; фіг. 4А, В являють собою схематичний вигляд збоку двох варіантів виконання катодного блока для катода згідно з цим винаходом; фіг. 5 являє собою схематичний вигляд збоку катода згідно з цим винаходом; фіг. 6 являє собою схематичний вигляд збоку катода згідно з цим винаходом; фіг. 7 зображує схематичний вигляд збоку електролізера для виробництва алюмінію з катодом, згідно з цим винаходом, який показує розподіл катодного струму; фіг. 8 являє собою схематичний тривимірний вигляд зверху катода згідно з цим винаходом. Звертаючись до фіг. 1, показаний розріз електролізера для виробництва алюмінію, який має катод 1 попереднього рівня техніки. Струмовідвідний стрижень 2 має прямокутний поперечний переріз і виготовлений з низьковуглецевої сталі. Він вставлений в призначений для струмовідвідного стрижня паз 3 катодного блока 4 і прикріплений до нього за допомогою чавуну 5. Катодний блок 4 виконаний з вугілля або графіту способами, добре відомими фахівцям в даній галузі техніки. На кресленні не показаний стальний кожух електролізера і виконане зі сталі укриття, яке обмежує реакційну камеру електролізера, футеровану по своїх дну і бічних стінках вогнетривкими цеглинами. Катодний блок 4 знаходиться в безпосередньому контакті з шаром 6 розплавленого металу алюмінію, який покритий ванною 7 розплавленого електроліту. Електричний струм входить в електролізер через аноди 8, проходить 96291 8 через електролітну ванну 7 і шар 6 розплавленого металу, а потім входить в катодний блок 4. Струм відводиться з електролізера за допомогою чавуну 5 по катодних струмовідвідних стрижнях 2, які проходять від шин зовні стінки електролізера. Електролізер влаштований симетрично, на що вказує центральна вісь С електролізера. Як показано на фіг. 1, лінії 10 електричного струму в електролізері попереднього рівня техніки розподілені неоднорідно і сконцентровані більше до кінців струмовідвідного стрижня на бічному краю катода. Самий низький розподіл струму виявлений в середині катода 1. Профілі локалізованого зносу, спостережувані на катодному блоці 4, є найбільш глибокими в області самої високої густини електричного струму. Даний неоднорідний розподіл струму є головною причиною ерозії, яка прогресує від поверхні катодного блока 4 доти, поки вона не досягає струмовідвідного стрижня 2. Ерозія даного характеру звичайно приводить до Wподібної форми поверхні катодного блока 4. На фіг. 2 зображений катод 1 попереднього рівня техніки. Струмовідвідний стрижень 2 має прямокутний поперечний переріз і виготовлений з низьковуглецевої сталі. Він вставлений в призначений для струмовідвідного стрижня паз 3 вугільного або графітового катодного блока 4 і приєднаний до нього чавуном 5. Паз 3 попереднього рівня техніки має плоску верхню поверхню і глибину, яка складає в діапазоні від 100 мм до 200 мм. Бічні поверхні паза 3 можуть бути плоскими або злегка угнутими (у формі ластівчина хвоста). Хоч стальний струмовідвідний стрижень 2 кріплять до такого блока звичайно за допомогою чавуну 5, набивна подова маса або високотемпературний клей також є придатними для кріплення струмовідвідного стрижня 2 до катодного блока 4. На фіг. 3 зображений катод 1 згідно з цим винаходом. Струмовідвідний стрижень 2 попереднього рівня техніки має прямокутний поперечний переріз і виготовлений з низьковуглецевої сталі. Він вставлений в призначений для струмовідвідного стрижня паз 3 вугільного або графітового катодного блока 4 і приєднаний до нього чавуном 5. Паз 3 має неплоску верхню поверхню, а його глибина збільшується до його центра С. Глибина паза 3 в центрі С блока може відхилятися на величину від 10 до 60 мм відносно глибини паза 3 на бічних краях блока. Враховуючи, що глибина паза 3 на бічних краях блока складає від 100 мм до 200 мм, повна глибина паза 3 в центрі С блока може складати в діапазоні від 110 до 260 мм. Як показано на фіг. 4А, В, паз 3 може також мати, наприклад, напівкруглу або напівеліпсоїдальну форму, і ця форма може містити один або більше рівнів. Також на фіг. 4А, В показано, що неплощинність верхньої поверхні паза 3 не обов'язково повинна починатися безпосередньо від бічних країв блока, при цьому паз 3 може мати початкову плоску верхню поверхню на обох бічних краях блока, що простягається на 10-1000 мм від кожного краю. Паз 3, згідно з цим винаходом, вирізають в катодному блоці 4, використовуючи стандартні ви 9 робниче обладнання і процедури, використовувані для пазів 3 попереднього рівня техніки. У катодах 1, які містять такі катодні блоки 4 за винаходом і стальні струмовідвідні стрижні 2 попереднього рівня техніки, електричні силові лінії 10, тобто електричний струм, відведені від бічних країв блока до центра С блока, таким чином забезпечуючи більш однорідний розподіл струму по довжині катодного блока 4. На фіг. 5 зображений катод 1 згідно з цим винаходом. Катодний блок 4 має неплоский паз 3 для струмовідвідного стрижня згідно з цим винаходом, як показаний на фіг. 3. Стальний струмовідвідний стрижень 2 має трикутну форму, відповідну конфігурації паза 3. Товщина струмовідвідного стрижня 2 збільшується на поверхні, повернутій до верхньої поверхні паза 3, у напрямі до його центра С. Хоч він зображений з трикутною формою, струмовідвідний стрижень 2 може також мати, наприклад, напівкруглу або напівеліпсоїдальну форму. Ця форма може включати один або більше рівнів. У катодах 1, які містять катодні блоки 4 за винаходом, а також стальні струмовідвідні стрижні 2 за винаходом, електричні силові лінії 10, тобто електричний струм, відведені від бічних країв блока до центра С блока, таким чином забезпечуючи більш однорідний розподіл струму по довжині катодного блока 4. На фіг. 6 зображений один варіант виконання катода 1, згідно з цим винаходом, як описано на фіг. 5. У даному варіанті виконання стальний струмовідвідний стрижень 2 складається не з однієї суцільної деталі, а містить плоский струмовідвідний стрижень 2 попереднього рівня техніки з прикріпленими до нього декількома стальними пластинами 9 на поверхні, повернутій до верхньої поверхні паза 3. Таким чином, загалом неплоска форма струмовідвідного стрижня 2 може бути одержана без необхідності в забезпеченні неплоского струмовідвідного стрижня 2 у вигляді однієї суцільної деталі. Ширина стальних пластин 9 схожа з шириною струмовідвідного стрижня 2. Товщина цих стальних пластин може бути вибрана відповідно до проекту, а також виробничих міркувань. Довжина стальних пластин 9 зменшується ступінчасто відповідно до проекту, а також виробничих міркувань. Краї стальних пластин 9 можуть бути скруглені або скошені. До струмовідвідного стрижня 2 прикріплена щонайменше одна така стальна пластина 9. Стальні пластини 9 прикріплюють до струмовідвідного стрижня 2, а також одну до одної за допомогою зварювання, склеювання, гайок і болтів або будь-якого іншого загальновідомого способу. Для того, щоб добитися вдосконаленого теплового розширення стального струмовідвідного стрижня, а також стальних пластин і гарантувати належний електричний контакт, переважний варіант втілення цього винаходу полягає в розміщенні пружної графітової плівки між окремими стальними деталями. Замість сталі можуть використовуватися інші метали, такі як мідь. 96291 10 Також в об'єм даного винаходу входить закріплення двох коротких струмовідвідних стрижнів 2 симетрично до стального блока, який є більш високим, ніж струмовідвідні стрижні 2, і використання такого збірного струмовідвідного стрижня 2 для виготовлення катода 1 згідно з цим винаходом. На фіг. 7 схематично показаний тривимірний вигляд зверху катода 1, згідно з цим винаходом, який зображує катод за винаходом, описаний на фіг. 6. На цій фігурі чавун 5 не показаний з метою спрощення. На фіг. 7 швидше показана установка катода 1 перед тим, як чавун 5 заливають в паз 3 для струмовідвідного стрижня. У даному варіанті втілення струмовідвідний стрижень 2 оснащений чотирма стальними пластинами 9, таким чином забезпечуючи загалом майже трикутну форму струмовідвідного стрижня 2. На фіг. 8 показаний схематичний вигляд в перерізі електролізера для виробництва алюмінію з катодом 1, згідно з цим винаходом, як показаний на фіг. 6. У порівнянні з попереднім рівнем техніки (фіг. 1), лінії 10 розподілу струму в електролізері розподілені більш рівномірно по довжині катода 1 завдяки запропонованій у винаході формі паза 3 для струмовідвідного стрижня і струмовідвідного стрижня 2. Хоч на кресленнях зображені катодні блоки 4 або їх частини, які мають один єдиний паз 3 для струмовідвідного стрижня, цей винахід аналогічним чином застосовний до катодних блоків 4 з більше ніж одним пазом 3 для струмовідвідного стрижня. Хоч на кресленнях зображені катоди 1 з єдиними струмовідвідними стрижнями 2 в кожному пазу 3 для струмовідвідного стрижня, цей винахід аналогічним чином застосовний до катодів 1 з більше ніж одним струмовідвідним стрижнем 2 в кожному пазу 3 для струмовідвідного стрижня. У альтернативному варіанті два коротких струмовідвідних стрижні 2 можуть бути вставлені в паз 3 для струмовідвідного стрижня і з’єднані один з одним в центрі С катодного блока 4, при цьому обидва струмовідвідних стрижні 2 мають кожний щонайменше одну стальну пластину, прикріплену до них на кінці, повернутому до іншого струмовідвідного стрижня 2. Далі винахід описаний за допомогою наступних прикладів. Приклад 1 100 частин нафтового коксу з розміром частинок від 12 мкм до 7 мм змішували з 25 частинами пеку при 150°С в лопатевому змішувачі протягом 40 хвилин. Одержану масу екструдували в блоки розмірами 700×500×3400 мм (ширина×висота×довжина). Ці так звані сирі блоки поміщали в кільцеву піч, засипали металургійним коксом і нагрівали до 900°С. Потім одержані в результаті карбонізовані блоки нагрівали до 2800°С в подовжній графітизаційній печі. Після цього необроблені катодні блоки обрізали до їх остаточних розмірів 650×450×3270 мм (ширина×висота×довжина). В кожному блоці вирізали два пази для струмовідвідного стрижня шириною 135 мм і глибиною, яка збільшувалася від 165 мм в глибину на бічних краях до 200 мм в глибину в 11 центрі блока. Після цього в ці пази вставили звичайні стальні струмовідвідні стрижні. Електричне підключення виконали звичайним шляхом залиття рідкого чавуну в зазор між струмовідвідними стрижнями і блоком. Катоди поміщали в алюмінієвий електролізер. Одержаний в результаті розподіл густини струму порівняли з таким катодів попереднього рівня техніки, і він виявився більш гомогенним. Приклад 2 Катодні блоки, обрізані до їх остаточних розмірів, виготовили згідно з прикладом 1. В кожному блоці вирізали два пази для струмовідвідного стрижня шириною 135 мм і глибиною, яка збільшувалася від 165 мм в глибину на бічних краях до 200 мм в глибину в центрі блока. Два стальних струмовідвідних стрижні, згідно з цим винаходом, виготовили за допомогою приварювання однієї стальної пластини шириною 115 мм, товщиною 40 мм і довжиною 800 мм по центру до стального струмовідвідного стрижня тієї ж ширини 115 мм і висоти 155 мм в їх центрі на поверхні, повернутій в результаті до верхньої поверхні паза. 96291 12 Два виготовленим таким чином стальних струмовідвідних стрижні вставили в пази. Електричне підключення виконали звичайним шляхом залиття рідкого чавуну в зазор між струмовідвідними стрижнями і блоком. Катоди поміщали в алюмінієвий електролізер. Одержаний в результаті розподіл густини струму порівняли з таким катодів попереднього рівня техніки, і він виявився більш гомогенним. Маючи описані таким чином переважні в цей час варіанти втілення даного винаходу, потрібно розуміти, що винахід може бути втілений іншим чином без відхилення від суті і об'єму нижченаведеної формули винаходу. Перелік посилальних позицій (1) катод (2) стальний струмовідвідний стрижень (3) паз для струмовідвідного стрижня (4) вугільний або графітовий катодний блок (5) чавун (6) шар розплавленого алюмінію (7) ванна розплавленого електроліту (8) анод (9) стальна пластина (10) лінії розподілу струму в електролізері 13 96291 14 15 Комп’ютерна верстка В. Мацело 96291 Підписне 16 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCathodes for aluminum electrolysis cells with slots of nonplanar configuration
Автори англійськоюHiltman Frank, Beghein Philippe
Назва патенту російськоюКатоды для алюминиевых электролизеров с пазом неплоской конфигурации
Автори російськоюХильтманн Франк, Беген Филипп
МПК / Мітки
Мітки: конфігурації, катоді, неплоскої, електролізерів, алюмінієвих, пазом
Код посилання
<a href="https://ua.patents.su/8-96291-katodi-dlya-alyuminiehvikh-elektrolizeriv-z-pazom-neplosko-konfiguraci.html" target="_blank" rel="follow" title="База патентів України">Катоди для алюмінієвих електролізерів з пазом неплоскої конфігурації</a>
Ошинковка потужних алюмінієвих електролізерів
Номер патенту: 4756
Опубліковано: 28.12.1994
Автори: Жан-П'єр Дюгуа, Бернар Лангон, Поль Морель
МПК: C25C 3/16
Мітки: алюмінієвих, ошинковка, електролізерів, потужних
Формула / Реферат:
1. Ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая анодные шины, стояки, расположенные у входного и выходного торцов катодного кожуха, и катодные стержни, разделенные на группы, каждая из которых соединена с самостоятельным пакетом катодных шин, отличающаяся тем, что, с целью увеличения производительности электролизера, пакеты катодных шин групп стержней, ближайших к входному торцу...
Спосіб захисту катодних блоків алюмінієвих електролізерів
Номер патенту: 68875
Опубліковано: 16.08.2004
Автори: Воденнікова Оксана Сергіївна, Тарасов В'ячеслав Кирилович, Воденніков Сергій Анатольович
МПК: H05B 7/12
Мітки: захисту, катодних, електролізерів, спосіб, алюмінієвих, блоків
Формула / Реферат:
Спосіб захисту катодних блоків алюмінієвих електролізерів, що включає нанесення покриття із ТіВ2 шляхом електролітичного осадження з розплаву електроліту, що містить сполуки Ті, Na, В, який відрізняється тим, що електролітичне осадження проводять з розплаву електроліту NaCl - КСl - NaB4O7 - NiCl2(Na2SiF6) з катодом у вигляді графітових блоків і розчинним анодом з металевого титану за температури 650 - 800°С і щільності струму 0,1–1,2 А/см2...
Розбірний електроконтактний вузол анодного спуску алюмінієвих електролізерів

Номер патенту: 95416
Опубліковано: 25.07.2011
Автори: Галініч Володимир Іларіонович, Лакомський Вадим Вікторович, Залевський Анатолій Васильович, Лакомський Віктор Йосипович
МПК: H01R 4/01, H01R 4/38, C25C 3/16, H01R 11/00
Мітки: анодного, спуску, алюмінієвих, розбірний, електролізерів, вузол, електроконтактний
Формула / Реферат:
Розбірний електроконтактний вузол багатоамперного електричного контакту анодного спуску електролізерів з боковим підводом струму для виробництва алюмінію, який містить струмопроводи і контакт міді зі сталлю, виконаний у вигляді мідної шини, притиснутої клином до сталевої рамки, яка є частиною сталевого штиря, забитого у тіло вуглецевого аноду електролізера, який відрізняється тим, що мідну шину виконано з двох половинок, які притиснені до...
Прилад для компенсації магнитного поля у серії алюмінієвих електролізерів
Номер патенту: 3618
Опубліковано: 27.12.1994
Автори: Поль Морель, Жан-П'єр Дюгуа
МПК: C25C 3/16
Мітки: електролізерів, алюмінієвих, компенсації, поля, прилад, серії, магнітного
Формула / Реферат:
Устройство для компенсации магнитного поля в серии алюминиевых электролизеров, содержащее катодные шины и не менее двух сборных пакетов катодных шин у каждого торца электролизера, отличающееся тем, что, с целью снижения вредного воздействия на расплав магнитного поля, создаваемого соседним рядом электролизеров, под днищем электролизера, параллельно его торцу, наиболее удаленному от соседнего ряда электролизеров в плоскости, составляющей...
Пристрій для автоматичного завантаження алюмінієвих електролізерів
Номер патенту: 4990
Опубліковано: 28.12.1994
Автори: Вальтер Мерц, Ханс Фрідлі
МПК: C25C 3/14
Мітки: пристрій, завантаження, алюмінієвих, електролізерів, автоматичного
Формула / Реферат:
1 .Устройство для автоматической загрузки алюминиевых электролизеров, включающее напорный бак для глинозема, транспортные трубы и бункер для глинозема, отличающееся тем, что, с целью уменьшения расхода энергии на транспорт, повышения срока службы транспортных труб и селекции подачи сырья, транспортная труба снабжена трубой для сжатого воздуха с ограничителями, расположенными по всей длине трубы, выполненными в виде входящих в трубу для...