Електротехнічний дріт з алюмінієвого сплаву і спосіб його виготовлення

Формула / Реферат
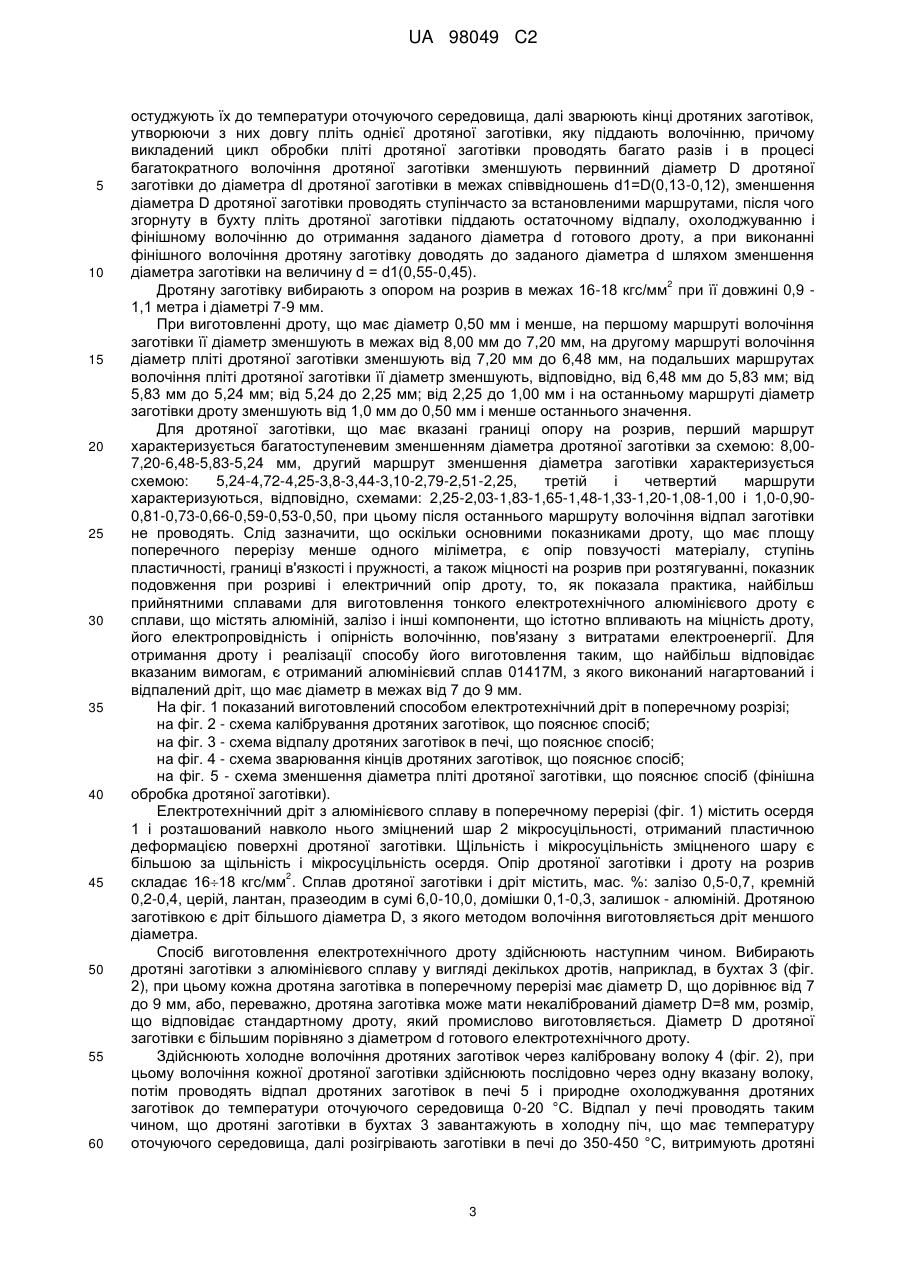
1. Електротехнічний дріт з алюмінієвого сплаву, який відрізняється тим, що в поперечному перерізі містить осердя і розташований довкола нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності осердя, опір дроту на розрив складає 16¸18 кгс/мм2, а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій, лантан, празеодим в сумі 6,0-10,0, домішки 0,1-0,3, залишок - алюміній.
2. Спосіб виготовлення електротехнічного дроту, який відрізняється тим, що вибирають дротяні заготівки з алюмінієвого сплаву у вигляді декількох дротів, кожний з яких в поперечному перерізі має більший діаметр D порівняно з діаметром d електротехнічного дроту, що виготовляється, здійснюють холодне волочіння дротяних заготівок через калібровану волоку, проводять відпал і природне охолоджування дротяних заготівок до температури оточуючого середовища, при цьому з метою виконання вказаного відпалу і охолоджування дротяні заготівки завантажують в холодну піч, що має температуру оточуючого середовища, далі розігрівають заготівки в печі до 350-450 °С, витримують дротяні заготівки в нагрітому стані в печі протягом 35-70 хв., витягують бухти дротяних заготівок з печі і остуджують їх до температури оточуючого середовища, далі зварюють кінці дротяних заготівок, утворюючи з них довгу пліть однієї дротяної заготівки, яку піддають волочінню, причому викладений цикл обробки пліті дротяної заготівки проводять багато разів і в процесі багатократного волочіння дротяної заготівки зменшують первинний діаметр D дротяної заготівки до діаметра d1 дротяної заготівки в межах співвідношень d1=D(0,13-0,12), зменшення діаметра D дротяної заготівки проводять ступенево за встановленими маршрутами, після чого згорнуту в бухту пліть дротяної заготівки піддають остаточному відпалу, охолоджуванню і фінішному волочінню до отримання заданого діаметра d готового дроту, а при виконанні фінішного волочіння дротяну заготівку доводять до заданого діаметра d шляхом зменшення діаметра заготівки на величину d=d1(0,55-0,45).
3. Спосіб виготовлення дроту за п. 2, який відрізняється тим, що дротяну заготівку вибирають з опором на розрив в межах 16-18 кгс/мм2 при її довжині 0,9-1,1 метра і діаметрі 7-9 мм.
4. Спосіб виготовлення дроту за п. 2 або 3, який відрізняється тим, що при виготовленні дроту, що має діаметр 0,50 мм і менше, на першому маршруті волочіння заготівки її діаметр зменшують в межах від 8,00 до 7,20 мм, на другому маршруті волочіння діаметр пліті дротяної заготівки зменшують від 7,20 до 6,48 мм, на подальших маршрутах волочіння пліті дротяної заготівки її діаметр зменшують, відповідно, від 6,48 до 5,83 мм; від 5,83 до 5,24 мм; від 5,24 до 2,25 мм; від 2,25 до 1,00 мм, і на останньому маршруті діаметр заготівки дроту зменшують від 1,0 до 0,50 мм і менше останнього значення.
5. Спосіб виготовлення дроту за п. 4, який відрізняється тим, що для дротяної заготівки, що має вказані границі опору на розрив, перший маршрут характеризується багатоступеневим зменшенням діаметра дротяної заготівки за схемою: 8,00-7,20-6,48-5,83-5,24 мм, другий маршрут зменшення діаметра заготівки характеризується схемою: 5,24-4,72-4,25-3,8-3,44-3,10-2,79-2,51-2,25 мм, третій і четвертий маршрути характеризуються, відповідно, схемами: 2,25-2,03-1,83-1,65-1,48-1,33-1,20-1,08-1,00 і 1,0-0,90-0,81-0,73-0,66-0,59-0,53-0,50 мм, при цьому після останнього маршруту волочіння відпал заготівки не проводять.
Текст
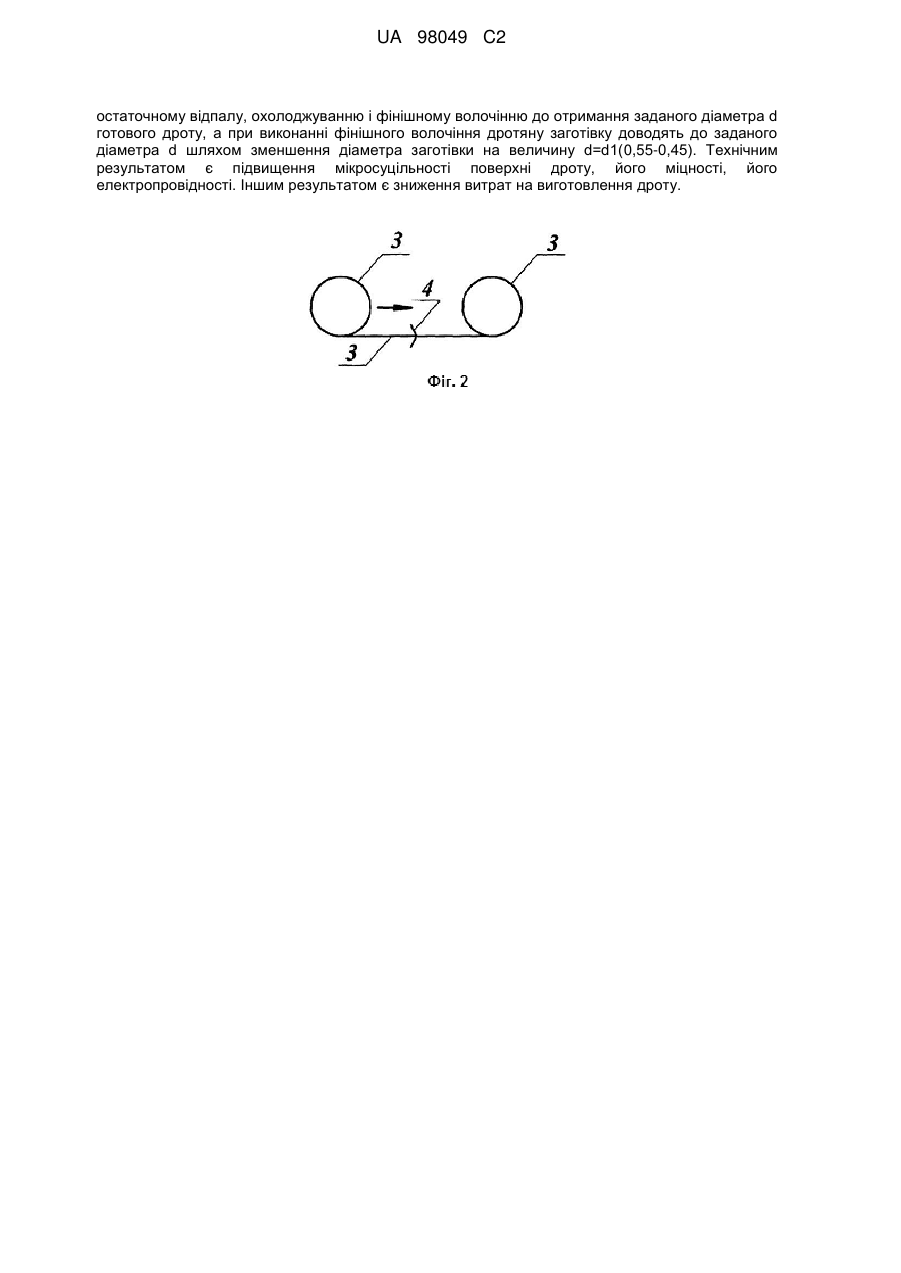
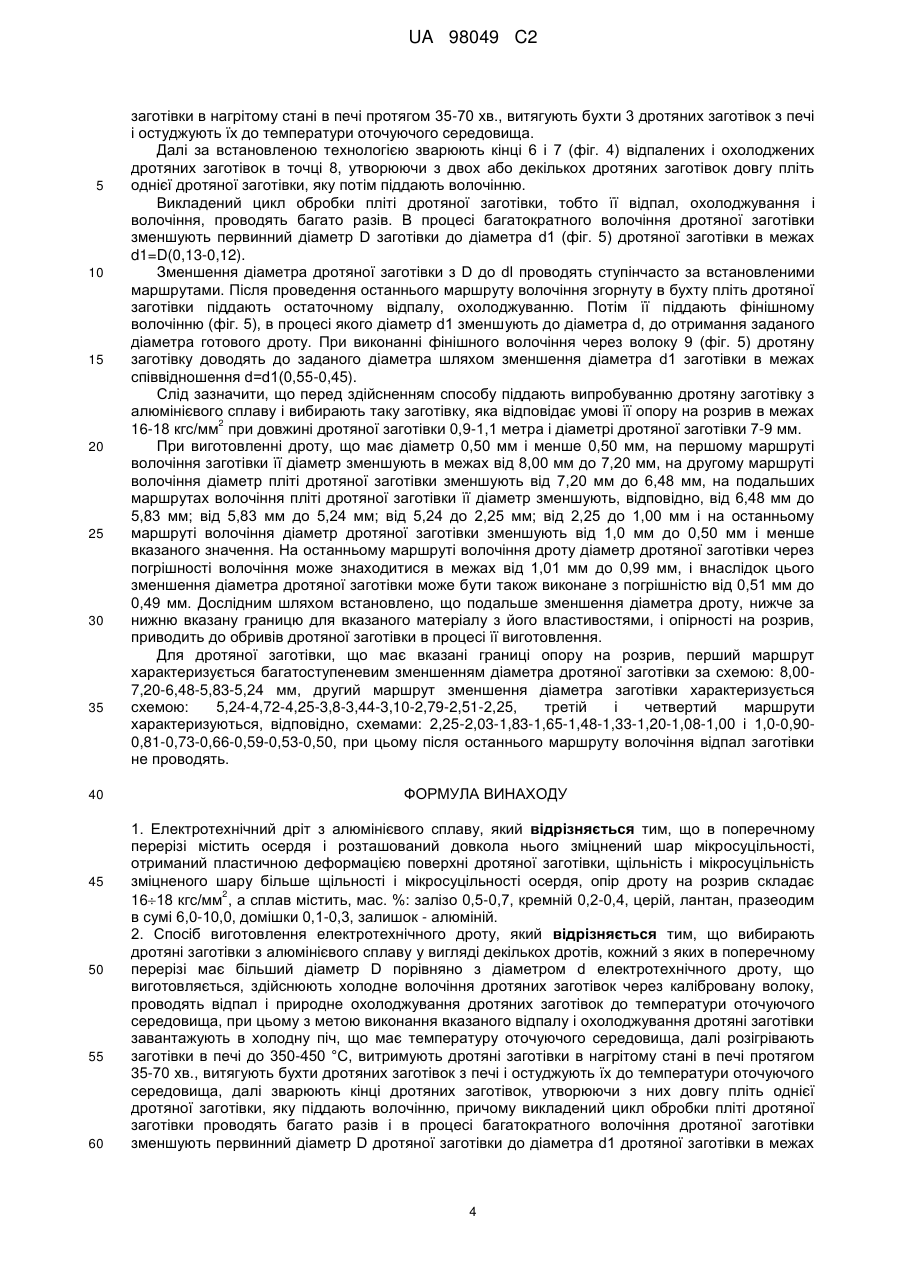
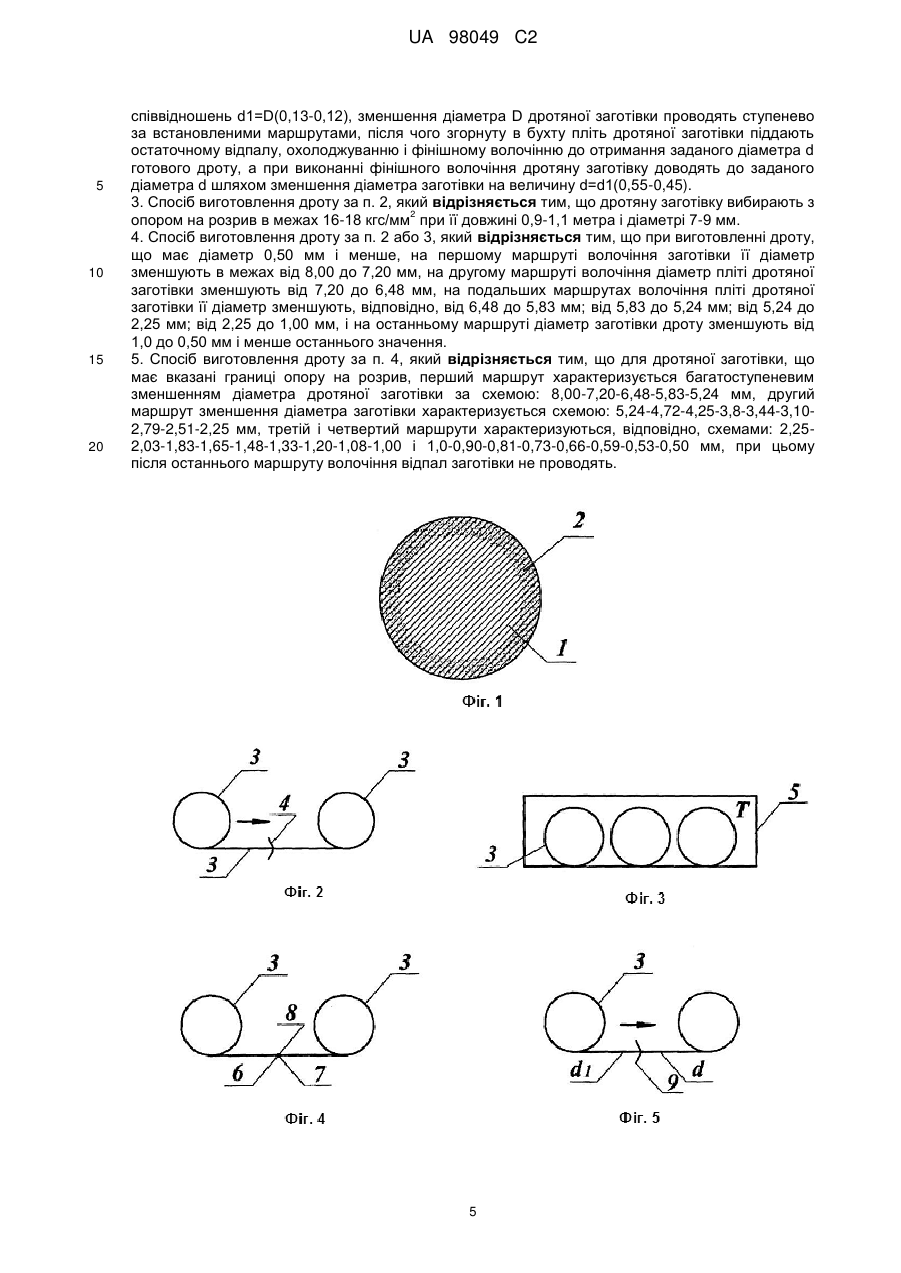
Реферат: Винахід належить до області обробки металів тиском, зокрема до виготовлення дроту методом його багатократного волочіння. Електротехнічний дріт з алюмінієвого сплаву характеризується тим, що він в поперечному перерізі містить осердя і розташований навколо нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності осердя, опір 2 дроту на розрив складає 1618 кгс/мм , а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій, лантан, празеодим в сумі 6,0-10,0, домішки 0,1-0,3, залишок - алюміній. Також заявлений спосіб виготовлення електротехнічного дроту, який характеризується тим, що вибирають дротяні заготівки з алюмінієвого сплаву у вигляді декількох дротів, кожен з яких в поперечному перерізі має більший діаметр D порівняно з діаметром d електротехнічного дроту, що виготовляється, здійснюють холодне волочіння дротяних заготівок через калібровану волоку, проводять відпал і природне охолоджування дротяних заготівок до температури оточуючого середовища, при цьому з метою виконання вказаного відпалу і охолоджування дротяні заготівки завантажують в холодну піч, що має температуру оточуючого середовища, далі розігрівають заготівки в печі до 350-450 °С, витримують дротяні заготівки в нагрітому стані в печі протягом 35-70 хв., витягують бухти дротяних заготівок з печі і остуджують їх до температури оточуючого середовища, далі зварюють кінці дротяних заготівок, утворюючи з них довгу пліть однієї дротяної заготівки, яку піддають волочінню, причому викладений цикл обробки пліті дротяної заготівки проводять багато разів і в процесі багатократного волочіння дротяної заготівки зменшують первинний діаметр D дротяної заготівки до діаметра d1 дротяної заготівки в межах співвідношень d1=D(0,13-0,12), зменшення діаметра D дротяної заготівки проводять ступенево за встановленими маршрутами, після чого згорнуту в бухту пліть дротяної заготівки піддають UA 98049 C2 (12) UA 98049 C2 остаточному відпалу, охолоджуванню і фінішному волочінню до отримання заданого діаметра d готового дроту, а при виконанні фінішного волочіння дротяну заготівку доводять до заданого діаметра d шляхом зменшення діаметра заготівки на величину d=d1(0,55-0,45). Технічним результатом є підвищення мікросуцільності поверхні дроту, його міцності, його електропровідності. Іншим результатом є зниження витрат на виготовлення дроту. UA 98049 C2 5 10 15 20 25 30 35 40 45 50 55 Технічне рішення належить до області обробки металів тиском, зокрема до виготовлення дроту методом його багатократного волочіння, причому такий дріт, зокрема, виготовлений з алюмінієвого сплаву, що відповідає за своїми фізичними і механічними властивостями великим навантаженням на розрив при розтягуванні і великій електропровідності. Технічне рішення призначене для використання в області металургії. Дріт призначений в області електротехнічної промисловості. Відомі конструктивні рішення дроту і способи його виготовлення, причому кожне технічне рішення включає операції волочіння дроту, відпалу, нормалізації, дріт виконаний з м'яких металевих сплавів, що відповідають умовам обробки металів тиском шляхом волочіння, причому при виготовленні дроту волочіння заготівки дроту виробляють багато разів (CN 1188810 A, 1998-07-29, IRON YI (CN); CN 1255413 A, 2000-06-07, UNIV DONGBEI (CN); CN 1851834 A, 2006-10-25, WUJIN HENGTONG METAL STEEL WIR (CN); CN 1978686, 2007-06-13, SHANGHAI ZHONGTIAN ALUMINIUM W (CN); CN 101127263 A, 2008-02-20, YONGCHUN SUN (CN); CN 101200783 A, 2008-06-18, SHANGHAI ZHONGTIAN ALUMINIUM W (CN); GB 1303815, 24.01.1973 JAMES ARTHUR DONELAN (GB); GB 1380175, 24.05.1973, PETER MICHAEL RAW (GB). Відомі способи виготовлення виробів, наприклад, смуг, фольги, елементів конструкцій, з алюмінієвих сплавів, при цьому кожен спосіб містить використання готової заготівки з алюмінієвого сплаву, або спосіб виготовлення виробів шляхом отримання заготівки зі сплаву, причому використовується гаряча прокатка заготівки або холодна її прокатка, відпал заготівки, і в процесі виконання вказаних операцій із заготівкою проводять одну або декілька операцій повторного нагріву і відпалу з метою отримання виробу або його елементів заданої форми (RU 2341585 C2, 20.12.2008, ПЕШИНЕ РЕНАЛЮ (FR); RU 2254392 C2, 27.09. 2004, ПЕШИНЕ РЕНАЛЮ (FR). Відомий дріт, що має високу електропровідність і міцність на розрив, при цьому дріт виконаний зі сплаву на основі бронзи, який містить, мас. %: хром 0,15-0,25, цирконій 0,15-0,25, кальцій 0,03-0,10, мідь - залишок, причому після гарту заготівки дроту, нагріву, відпуску, волочіння, повторного нагріву і часу перебування дроту в печі досягаються вказані показникийого фізико-механічних властивостей (RU 77806 U1, 10.11.2007, ВАТ «Каменськ-Уральський завод по обробці кольорових металів (RU). У описі цього патенту міститься інформація, що при багатократному волочінні волочіння здійснюється за маршрутами, мм: 5,0 - 1,7 або 5,0 - 1,0. Відомий дріт, виконаний зі сплаву, що містить нікель 2,2-2,8, хром 0,5-1,0, кремній 0,6-0,8 і мідь - залишок, при цьому дріт піддається гарту, волочінню і старінню (RU71914U1, 27.03.2008, ВАТ «Каменськ-Уральський завод по обробці кольорових металів (RU). Даний дріт відповідає основним фізико-механічним показникам, зокрема, опору на розрив не менше 736-785-844 МПа. Дріт піддається багатократному волочінню за маршрутами, мм: 16-14-12-10-9-8; 8-7-6-5-4-3,5. Відомий дріт діаметром від 0,1 до 8,0 мм, що має в холоднотягнутому стані залежно від діаметра границю міцності не менше 844-961 МПа, відносне подовження 1,4-2,5 % і який повністю витримує випробування на навивання, який піддається додатковій термодеформаційній обробці, що включає низькотемпературний відпал при температурі 220240 °С і витримці 0,75-1,0 години, що проводиться перед кожними не менше ніж трьома останніми проходами волочіння, причому кожен з трьох останніх проходів багатократного волочіння здійснюють з частковими відносними обтисканнями в інтервалі 20-31 % (RU 72886 U1, 10.05.2008, ВАТ «Каменськ-Уральський завод по обробці кольорових металів (RU). Дріт піддається багатократному волочінню за маршрутами, мм: 10,5-8,5-7,5-6,5-5,7-5-4-; 8-7-6-5-43,5. Відомі способи виготовлення дроту зі сплавів методом обробки металів тиском, зокрема, методом пластичної деформації, виконаної зі сплаву заготівки, причому на заготівку впливають засобами волочіння дроту, який пропускають через цей засіб багато разів і зменшують діаметр дроту до заданого діаметра (RU2329884C1, 27.07.2008, Південно-Уральський державний університет (RU); SU 1463366 A1, 07.03.1989, Казахський політехнічний інститут; SU 1659155 A1, 30.06.1991, Вітебське відділення Інституту фізики твердого тіла і напівпровідників АН БССР; SU 1731327 A1, 07.05.1992, Томський науково-дослідний, проектно-конструкторський і технологічний кабельний інститут «СИБКАБЕЛЬ»; SU 1810147 A1, 23.04.1993, Вітебське відділення Інституту фізики твердого тіла і напівпровідників АН БССР; SU 1754256 A1, 15.08.1992, Всесоюзний науково-дослідний інститут метвиробної промисловості; RU 2141389 C1, 20.11.1999, Локшин М.З.( RU). При цьому в патенті RU 2329884 C1 представлений спосіб волочіння дроту, що розширює технологічні можливості і підвищує якість дроту шляхом попередньої деформації заготівки в її 1 UA 98049 C2 5 10 15 20 25 30 35 40 45 50 55 60 поперечному перерізі по довжині заготівки, при цьому остаточна проходка виконується в декілька проходів за схемою «овал-круг». У патенті SU 1463366 A1 представлений спосіб багатократного волочіння дроту, діаметр якого в кінцевому циклі складає менше 0,5 мм, при цьому досягається збільшення продуктивності шляхом деформації заготівки в робочих волоках в декілька проходів, а в чистовому проході заготівку деформують в здвоєній волоці з витягненням в першій по ходу волочіння волоці і витягненням в другій волоці. У патенті SU 1659155 A1 представлений спосіб багатократного волочіння дроту для отримання дроту з різних сплавів, при цьому спосіб підвищує точність геометричних параметрів дроту і підвищує продуктивність за рахунок збільшення ступеня деформації. Спосіб передбачає багатократне волочіння і згинання заготівки між волоками і засобами, що тягнуть. Згинання здійснюють в межах кривизни в межах 4-8,5 діаметра калібруючого каналу волоки. У патенті SU 1810147 A1 спосіб багатократного волочіння дроту передбачає протягання дроту послідовно через ряд волок з одиничним зменшуваним обтисканням заготівки, при цьому зусилля обтискання встановлюють залежно від діаметра дроту, його коефіцієнта запасу міцності, числа волок. У патенті RU 2141389 C1 представлений електротехнічний дріт, виконаний з алюмінієвого сплаву типу Al-Mg-Si, який передбачає спосіб його виготовлення, при цьому спосіб включає гарт дроту, природне старіння протягом 84-168 годин, холодне волочіння зі ступенем деформації 3050 %, штучне старіння з подальшим волочінням зі ступенем деформації 2-25 %, при цьому сумарний ступінь деформації вибирають в межах 35-57 %. Способом досягається заданий рівень і стабільність механічних і електричних властивостей дроту, зокрема підвищена границя 2 міцності на 4-6 % і знижений питомий електроопір в межах 0,0322-0,0328 Ом на мм /м. Технічне рішення, представлене в способі за патентом RU 2141389 C1, є близьким технічним рішенням до викладеного в даному описі технічного рішення. Слід зазначити, що в способі за патентом RU 2141389 C1 гарт здійснюють шляхом нагріву бухтидо температури більше 500 °С і охолоджування бухти у воді, а старіння здійснюють шляхом вилежування бухти при кімнатній температурі протягом 84-168 годин. Операція гарту дроту негативно впливає на однорідність структури заготівки, яка виконана зі сплаву Al-Mg-Si і, відповідно, на якість волочіння дроту, особливо при проведенні фінішної операції волочіння, оскільки неповністю виключає мікронесуцільності поверхні готового дроту. Холодне волочіння дроту зі ступенем деформації 30-50 % після гарту дроту може приводити до мікротріщин матеріалу заготівки, природне старіння дроту шляхом його вилежування в межах 84-168 годин збільшує витрати виробництва, сумарна деформація дроту в межах 35-57 % є порівняно високою, що негативно впливає на якість дроту. Подальше багатократне волочіння заготівки дроту зі ступенем деформації 2-25 % також негативно впливає на якість дроту, оскільки відсотки нижньої і середньої границь деформації є порівняно високими, такими, що можуть приводити до мікротріщин матеріалу заготівки і мікронерівностей її зовнішнього шару, особливо фінішного шару, якість поверхні якого істотно впливає на електропровідність. Всі вказані вище зауваження негативно впливають на опірність дроту на розрив, на його вигин і електропровідність. Вказані зауваження також негативно впливають на витрати часу і трудомісткість виготовлення дроту. Технічним результатом представленого в даному описі технічного рішення задачі є підвищення мікросуцільності поверхні дроту, його міцності, його електропровідності. Іншим результатом є зниження витрат виготовлення дроту. Технічний результат отриманий електротехнічним дротом з алюмінієвого сплаву, що характеризується тим, що він у поперечному перерізі містить осердя і розташований навколо нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності 2 осердя, опір дроту на розрив складає 1618 кгс/мм , а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій, лантан, празеодим в сумі 6,0-10,0, домішки 0,1-0,3, залишок - алюміній. Технічний результат, отриманий способом виготовлення електротехнічного дроту, що характеризується тим, що вибирають дротяні заготівки з алюмінієвого сплаву у вигляді декількох дротів, кожен з яких в поперечному перерізі має більший діаметр D порівняно з діаметром d електротехнічного дроту, що виготовляється, здійснюють холодне волочіння дротяних заготівок через калібровану волоку, проводять відпал і природне охолоджування дротяних заготівок до температури оточуючого середовища, при цьому з метою вказаного відпалу і охолоджування дротяні заготівки завантажують в холодну піч, що має температуру оточуючого середовища, далі розігрівають заготівки в печі до 350-450 °С, витримують дротяні заготівки в нагрітому стані в печі протягом 35-70 хв., витягують бухти дротяних заготівок з печі і 2 UA 98049 C2 5 10 15 20 25 30 35 40 45 50 55 60 остуджують їх до температури оточуючого середовища, далі зварюють кінці дротяних заготівок, утворюючи з них довгу пліть однієї дротяної заготівки, яку піддають волочінню, причому викладений цикл обробки пліті дротяної заготівки проводять багато разів і в процесі багатократного волочіння дротяної заготівки зменшують первинний діаметр D дротяної заготівки до діаметра dl дротяної заготівки в межах співвідношень d1=D(0,13-0,12), зменшення діаметра D дротяної заготівки проводять ступінчасто за встановленими маршрутами, після чого згорнуту в бухту пліть дротяної заготівки піддають остаточному відпалу, охолоджуванню і фінішному волочінню до отримання заданого діаметра d готового дроту, а при виконанні фінішного волочіння дротяну заготівку доводять до заданого діаметра d шляхом зменшення діаметра заготівки на величину d = d1(0,55-0,45). 2 Дротяну заготівку вибирають з опором на розрив в межах 16-18 кгс/мм при її довжині 0,9 1,1 метра і діаметрі 7-9 мм. При виготовленні дроту, що має діаметр 0,50 мм і менше, на першому маршруті волочіння заготівки її діаметр зменшують в межах від 8,00 мм до 7,20 мм, на другому маршруті волочіння діаметр пліті дротяної заготівки зменшують від 7,20 мм до 6,48 мм, на подальших маршрутах волочіння пліті дротяної заготівки її діаметр зменшують, відповідно, від 6,48 мм до 5,83 мм; від 5,83 мм до 5,24 мм; від 5,24 до 2,25 мм; від 2,25 до 1,00 мм і на останньому маршруті діаметр заготівки дроту зменшують від 1,0 мм до 0,50 мм і менше останнього значення. Для дротяної заготівки, що має вказані границі опору на розрив, перший маршрут характеризується багатоступеневим зменшенням діаметра дротяної заготівки за схемою: 8,007,20-6,48-5,83-5,24 мм, другий маршрут зменшення діаметра заготівки характеризується схемою: 5,24-4,72-4,25-3,8-3,44-3,10-2,79-2,51-2,25, третій і четвертий маршрути характеризуються, відповідно, схемами: 2,25-2,03-1,83-1,65-1,48-1,33-1,20-1,08-1,00 і 1,0-0,900,81-0,73-0,66-0,59-0,53-0,50, при цьому після останнього маршруту волочіння відпал заготівки не проводять. Слід зазначити, що оскільки основними показниками дроту, що має площу поперечного перерізу менше одного міліметра, є опір повзучості матеріалу, ступінь пластичності, границі в'язкості і пружності, а також міцності на розрив при розтягуванні, показник подовження при розриві і електричний опір дроту, то, як показала практика, найбільш прийнятними сплавами для виготовлення тонкого електротехнічного алюмінієвого дроту є сплави, що містять алюміній, залізо і інші компоненти, що істотно впливають на міцність дроту, його електропровідність і опірність волочінню, пов'язану з витратами електроенергії. Для отримання дроту і реалізації способу його виготовлення таким, що найбільш відповідає вказаним вимогам, є отриманий алюмінієвий сплав 01417М, з якого виконаний нагартований і відпалений дріт, що має діаметр в межах від 7 до 9 мм. На фіг. 1 показаний виготовлений способом електротехнічний дріт в поперечному розрізі; на фіг. 2 - схема калібрування дротяних заготівок, що пояснює спосіб; на фіг. 3 - схема відпалу дротяних заготівок в печі, що пояснює спосіб; на фіг. 4 - схема зварювання кінців дротяних заготівок, що пояснює спосіб; на фіг. 5 - схема зменшення діаметра пліті дротяної заготівки, що пояснює спосіб (фінішна обробка дротяної заготівки). Електротехнічний дріт з алюмінієвого сплаву в поперечному перерізі (фіг. 1) містить осердя 1 і розташований навколо нього зміцнений шар 2 мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки. Щільність і мікросуцільність зміцненого шару є більшою за щільність і мікросуцільність осердя. Опір дротяної заготівки і дроту на розрив 2 складає 1618 кгс/мм . Сплав дротяної заготівки і дріт містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій, лантан, празеодим в сумі 6,0-10,0, домішки 0,1-0,3, залишок - алюміній. Дротяною заготівкою є дріт більшого діаметра D, з якого методом волочіння виготовляється дріт меншого діаметра. Спосіб виготовлення електротехнічного дроту здійснюють наступним чином. Вибирають дротяні заготівки з алюмінієвого сплаву у вигляді декількох дротів, наприклад, в бухтах 3 (фіг. 2), при цьому кожна дротяна заготівка в поперечному перерізі має діаметр D, що дорівнює від 7 до 9 мм, або, переважно, дротяна заготівка може мати некалібрований діаметр D=8 мм, розмір, що відповідає стандартному дроту, який промислово виготовляється. Діаметр D дротяної заготівки є більшим порівняно з діаметром d готового електротехнічного дроту. Здійснюють холодне волочіння дротяних заготівок через калібровану волоку 4 (фіг. 2), при цьому волочіння кожної дротяної заготівки здійснюють послідовно через одну вказану волоку, потім проводять відпал дротяних заготівок в печі 5 і природне охолоджування дротяних заготівок до температури оточуючого середовища 0-20 °С. Відпал у печі проводять таким чином, що дротяні заготівки в бухтах 3 завантажують в холодну піч, що має температуру оточуючого середовища, далі розігрівають заготівки в печі до 350-450 °С, витримують дротяні 3 UA 98049 C2 5 10 15 20 25 30 35 40 45 50 55 60 заготівки в нагрітому стані в печі протягом 35-70 хв., витягують бухти 3 дротяних заготівок з печі і остуджують їх до температури оточуючого середовища. Далі за встановленою технологією зварюють кінці 6 і 7 (фіг. 4) відпалених і охолоджених дротяних заготівок в точці 8, утворюючи з двох або декількох дротяних заготівок довгу пліть однієї дротяної заготівки, яку потім піддають волочінню. Викладений цикл обробки пліті дротяної заготівки, тобто її відпал, охолоджування і волочіння, проводять багато разів. В процесі багатократного волочіння дротяної заготівки зменшують первинний діаметр D заготівки до діаметра d1 (фіг. 5) дротяної заготівки в межах d1=D(0,13-0,12). Зменшення діаметра дротяної заготівки з D до dl проводять ступінчасто за встановленими маршрутами. Після проведення останнього маршруту волочіння згорнуту в бухту пліть дротяної заготівки піддають остаточному відпалу, охолоджуванню. Потім її піддають фінішному волочінню (фіг. 5), в процесі якого діаметр d1 зменшують до діаметра d, до отримання заданого діаметра готового дроту. При виконанні фінішного волочіння через волоку 9 (фіг. 5) дротяну заготівку доводять до заданого діаметра шляхом зменшення діаметра d1 заготівки в межах співвідношення d=d1(0,55-0,45). Слід зазначити, що перед здійсненням способу піддають випробуванню дротяну заготівку з алюмінієвого сплаву і вибирають таку заготівку, яка відповідає умові її опору на розрив в межах 2 16-18 кгс/мм при довжині дротяної заготівки 0,9-1,1 метра і діаметрі дротяної заготівки 7-9 мм. При виготовленні дроту, що має діаметр 0,50 мм і менше 0,50 мм, на першому маршруті волочіння заготівки її діаметр зменшують в межах від 8,00 мм до 7,20 мм, на другому маршруті волочіння діаметр пліті дротяної заготівки зменшують від 7,20 мм до 6,48 мм, на подальших маршрутах волочіння пліті дротяної заготівки її діаметр зменшують, відповідно, від 6,48 мм до 5,83 мм; від 5,83 мм до 5,24 мм; від 5,24 до 2,25 мм; від 2,25 до 1,00 мм і на останньому маршруті волочіння діаметр дротяної заготівки зменшують від 1,0 мм до 0,50 мм і менше вказаного значення. На останньому маршруті волочіння дроту діаметр дротяної заготівки через погрішності волочіння може знаходитися в межах від 1,01 мм до 0,99 мм, і внаслідок цього зменшення діаметра дротяної заготівки може бути також виконане з погрішністю від 0,51 мм до 0,49 мм. Дослідним шляхом встановлено, що подальше зменшення діаметра дроту, нижче за нижню вказану границю для вказаного матеріалу з його властивостями, і опірності на розрив, приводить до обривів дротяної заготівки в процесі її виготовлення. Для дротяної заготівки, що має вказані границі опору на розрив, перший маршрут характеризується багатоступеневим зменшенням діаметра дротяної заготівки за схемою: 8,007,20-6,48-5,83-5,24 мм, другий маршрут зменшення діаметра заготівки характеризується схемою: 5,24-4,72-4,25-3,8-3,44-3,10-2,79-2,51-2,25, третій і четвертий маршрути характеризуються, відповідно, схемами: 2,25-2,03-1,83-1,65-1,48-1,33-1,20-1,08-1,00 і 1,0-0,900,81-0,73-0,66-0,59-0,53-0,50, при цьому після останнього маршруту волочіння відпал заготівки не проводять. ФОРМУЛА ВИНАХОДУ 1. Електротехнічний дріт з алюмінієвого сплаву, який відрізняється тим, що в поперечному перерізі містить осердя і розташований довкола нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності осердя, опір дроту на розрив складає 2 1618 кгс/мм , а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій, лантан, празеодим в сумі 6,0-10,0, домішки 0,1-0,3, залишок - алюміній. 2. Спосіб виготовлення електротехнічного дроту, який відрізняється тим, що вибирають дротяні заготівки з алюмінієвого сплаву у вигляді декількох дротів, кожний з яких в поперечному перерізі має більший діаметр D порівняно з діаметром d електротехнічного дроту, що виготовляється, здійснюють холодне волочіння дротяних заготівок через калібровану волоку, проводять відпал і природне охолоджування дротяних заготівок до температури оточуючого середовища, при цьому з метою виконання вказаного відпалу і охолоджування дротяні заготівки завантажують в холодну піч, що має температуру оточуючого середовища, далі розігрівають заготівки в печі до 350-450 °С, витримують дротяні заготівки в нагрітому стані в печі протягом 35-70 хв., витягують бухти дротяних заготівок з печі і остуджують їх до температури оточуючого середовища, далі зварюють кінці дротяних заготівок, утворюючи з них довгу пліть однієї дротяної заготівки, яку піддають волочінню, причому викладений цикл обробки пліті дротяної заготівки проводять багато разів і в процесі багатократного волочіння дротяної заготівки зменшують первинний діаметр D дротяної заготівки до діаметра d1 дротяної заготівки в межах 4 UA 98049 C2 5 10 15 20 співвідношень d1=D(0,13-0,12), зменшення діаметра D дротяної заготівки проводять ступенево за встановленими маршрутами, після чого згорнуту в бухту пліть дротяної заготівки піддають остаточному відпалу, охолоджуванню і фінішному волочінню до отримання заданого діаметра d готового дроту, а при виконанні фінішного волочіння дротяну заготівку доводять до заданого діаметра d шляхом зменшення діаметра заготівки на величину d=d1(0,55-0,45). 3. Спосіб виготовлення дроту за п. 2, який відрізняється тим, що дротяну заготівку вибирають з 2 опором на розрив в межах 16-18 кгс/мм при її довжині 0,9-1,1 метра і діаметрі 7-9 мм. 4. Спосіб виготовлення дроту за п. 2 або 3, який відрізняється тим, що при виготовленні дроту, що має діаметр 0,50 мм і менше, на першому маршруті волочіння заготівки її діаметр зменшують в межах від 8,00 до 7,20 мм, на другому маршруті волочіння діаметр пліті дротяної заготівки зменшують від 7,20 до 6,48 мм, на подальших маршрутах волочіння пліті дротяної заготівки її діаметр зменшують, відповідно, від 6,48 до 5,83 мм; від 5,83 до 5,24 мм; від 5,24 до 2,25 мм; від 2,25 до 1,00 мм, і на останньому маршруті діаметр заготівки дроту зменшують від 1,0 до 0,50 мм і менше останнього значення. 5. Спосіб виготовлення дроту за п. 4, який відрізняється тим, що для дротяної заготівки, що має вказані границі опору на розрив, перший маршрут характеризується багатоступеневим зменшенням діаметра дротяної заготівки за схемою: 8,00-7,20-6,48-5,83-5,24 мм, другий маршрут зменшення діаметра заготівки характеризується схемою: 5,24-4,72-4,25-3,8-3,44-3,102,79-2,51-2,25 мм, третій і четвертий маршрути характеризуються, відповідно, схемами: 2,252,03-1,83-1,65-1,48-1,33-1,20-1,08-1,00 і 1,0-0,90-0,81-0,73-0,66-0,59-0,53-0,50 мм, при цьому після останнього маршруту волочіння відпал заготівки не проводять. 5 UA 98049 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrical wire made of aluminum alloy and method for its manufacture
Автори англійськоюAnikieiev Yurii Hieorhiievich
Назва патенту російськоюЭлектротехническая проволока из алюминиевого сплава и способ ее изготовления
Автори російськоюАникеев Юрий Георгиевич
МПК / Мітки
МПК: B21C 1/00
Мітки: дріт, сплаву, виготовлення, електротехнічний, алюмінієвого, спосіб
Код посилання
<a href="https://ua.patents.su/8-98049-elektrotekhnichnijj-drit-z-alyuminiehvogo-splavu-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Електротехнічний дріт з алюмінієвого сплаву і спосіб його виготовлення</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Бекер Андреас, Фрехсе Йоахім, Сесеке-Коуро Ульріх
МПК: B23K 35/362, C23C 20/00
Мітки: виготовлення, покриття, варіанти, отримані, спосіб, деталі, покриттям, алюмінієвого, сплаву, алюмінію, деталей, з'єднання, суміш, використанням
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Чвертко Наталія Анатоліївна, Калеко Давид Михайлович
МПК: C21D 8/06
Мітки: сплаву, заготівок, алюмінієвого, шпильок, призначених, спосіб, ударного, виготовлення, одержання, приварювання, конденсаторного
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: корпусів, банок, алюмінієвого, виготовлення, сплаву, лист, спосіб
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Матеріал для зварної конструкції з алюмінієвого сплаву almgmn, незварний листовий матеріал з алюмінієвого сплаву almgmn, листовий матеріал для зварних конструкцій з алюмінієвого сплаву almgmn (варіанти),
Номер патенту: 49823
Опубліковано: 15.10.2002
Автори: Коттіньі Лоран, Оффман Жан-Люк, Піллє Жорж, Райно Гі-Мішель
МПК: C22C 21/06
Мітки: конструкцій, сплаву, almgmn, матеріал, незварний, варіанти, листовий, конструкції, алюмінієвого, зварної, зварних
Формула / Реферат:
1. Матеріал для зварної конструкції з алюмінієвого сплаву AlMgMn, до складу якого входять: Mg, Mn, Fe, Si, Zn, Cr, Cu, Ti, який відрізняється тим, що він має такий склад (в мас. %): 3,0<Mg<5,0, 0,5<Мn<1,0, Fe, Si та Zn в таких кількостях, що Fe<0,25, Si<0,25, Zn<0,40, один або декілька з елементів Cr, Cu, Ті в таких кількостях, що Cr<0,25, Cu<0,20, Ті<0,20, інші елементи <0,05 кожний і <0,15 загалом, при...
Спосіб виготовлення алюмінієвих панелей з інтегральною схемою і панель з алюмінієвого сплаву з інтегральною схемою
Номер патенту: 80528
Опубліковано: 10.10.2007
Автори: Доремю Ів, Пауза Лоран, Ельгазаль Айат
МПК: B21D 53/02
Мітки: алюмінієвого, панель, спосіб, схемою, інтегральною, панелей, виготовлення, сплаву, алюмінієвих
Формула / Реферат:
1. Спосіб виготовлення алюмінієвих панелей з односторонньою інтегральною схемою, що включає в себе підготовку поверхні двох листів з алюмінієвого сплаву, нанесення на один з листів запобігаючої спайці фарби в зарезервованих зонах, відповідних малюнку інтегральної схеми, з'єднання листів один з одним за допомогою прокатки і розширення каналів, відповідних неспаяним зонам, за допомогою текучого середовища під тиском, причому деформовану сторону...
Попередній патент: Роздавальний пристрій та спосіб керування його роботою (варіанти)
Наступний патент: Швидкий розподіл несучих в системах з багатьма несучими
Випадковий патент: Спосіб посилення аналгетичного ефекту електромагнітного екранування