Спосіб автоматичного дугового зварювання неплавким електродом та пристрій для його здійснення
Номер патенту: 101534
Опубліковано: 10.04.2013
Автори: Махлін Наум Мордухович, Коротинський Олександр Євтихієвич, Патон Борис Євгеньєвич, Скопюк Михайло Іванович, Буряк Владислав Юр'євич, Богдановський Валентин Олександрович
Формула / Реферат
1. Спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення впливають на привод реверсивного електромеханічного регулятора, який забезпечує вертикальні переміщення пальника з неплавким електродом, який відрізняється тим, що перед початком процесу зварювання виконують короткочасне коротке замикання дугового проміжку, при цьому вимірюють тестовий струм, який протікає в зварювальному контурі від допоміжного прецизійного джерела напруги, і за допомогою обчислювального пристрою визначають активний опір ![]() зварювального кола за співвідношенням
зварювального кола за співвідношенням
![]()
де ![]() - значення вихідної напруги допоміжного прецизійного джерела напруги,
- значення вихідної напруги допоміжного прецизійного джерела напруги, ![]() - значення, що виміряне, тестового струму, який протікає в зварювальному контурі, одержане обчисленням значення активного опору
- значення, що виміряне, тестового струму, який протікає в зварювальному контурі, одержане обчисленням значення активного опору ![]() зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги
зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги ![]() в зварювальному колі в залежності від поточних значень зварювального струму або пропорційної йому установки за виразом
в зварювальному колі в залежності від поточних значень зварювального струму або пропорційної йому установки за виразом
![]() ,
,
де ![]() - коефіцієнт пропорційності, при цьому
- коефіцієнт пропорційності, при цьому ![]() ,
, ![]() - поточне значення зварювального струму, а у процесі зварювання поточні значення напруги дуги
- поточне значення зварювального струму, а у процесі зварювання поточні значення напруги дуги ![]() , які порівнюються з її запрограмованими значеннями, визначають у відповідності до виразу
, які порівнюються з її запрограмованими значеннями, визначають у відповідності до виразу
![]() ,
,
де ![]() - поточне значення напруги на виході зварювального джерела живлення.
- поточне значення напруги на виході зварювального джерела живлення.
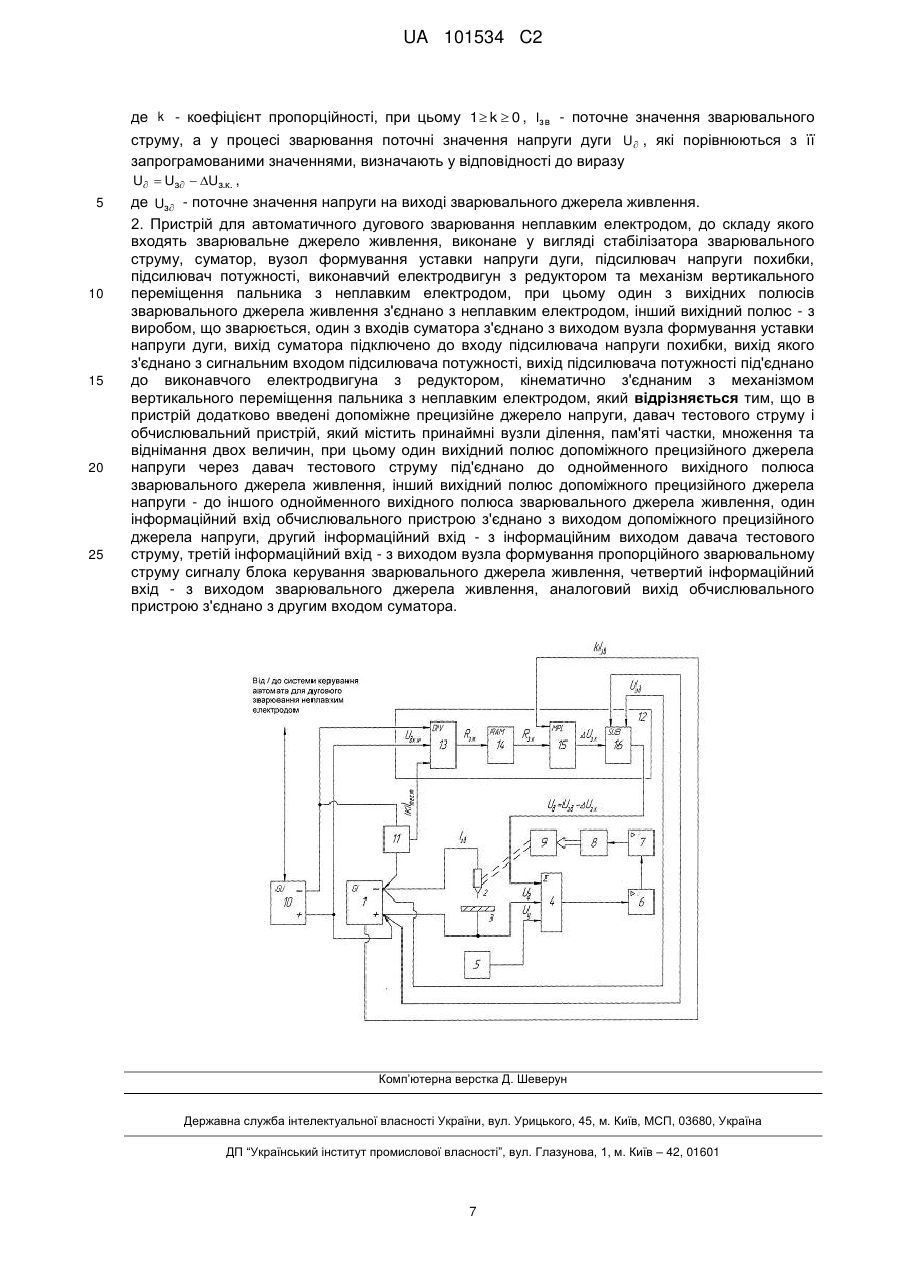
2. Пристрій для автоматичного дугового зварювання неплавким електродом, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, суматор, вузол формування уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом, інший вихідний полюс - з виробом, що зварюється, один з входів суматора з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом, який відрізняється тим, що в пристрій додатково введені допоміжне прецизійне джерело напруги, давач тестового струму і обчислювальний пристрій, який містить принаймні вузли ділення, пам'яті частки, множення та віднімання двох величин, при цьому один вихідний полюс допоміжного прецизійного джерела напруги через давач тестового струму під'єднано до однойменного вихідного полюса зварювального джерела живлення, інший вихідний полюс допоміжного прецизійного джерела напруги - до іншого однойменного вихідного полюса зварювального джерела живлення, один інформаційний вхід обчислювального пристрою з'єднано з виходом допоміжного прецизійного джерела напруги, другий інформаційний вхід-з інформаційним виходом давача тестового струму, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блока керування зварювального джерела живлення, четвертий інформаційний вхід - з виходом зварювального джерела живлення, аналоговий вихід обчислювального пристрою з'єднано з другим входом суматора.
Текст
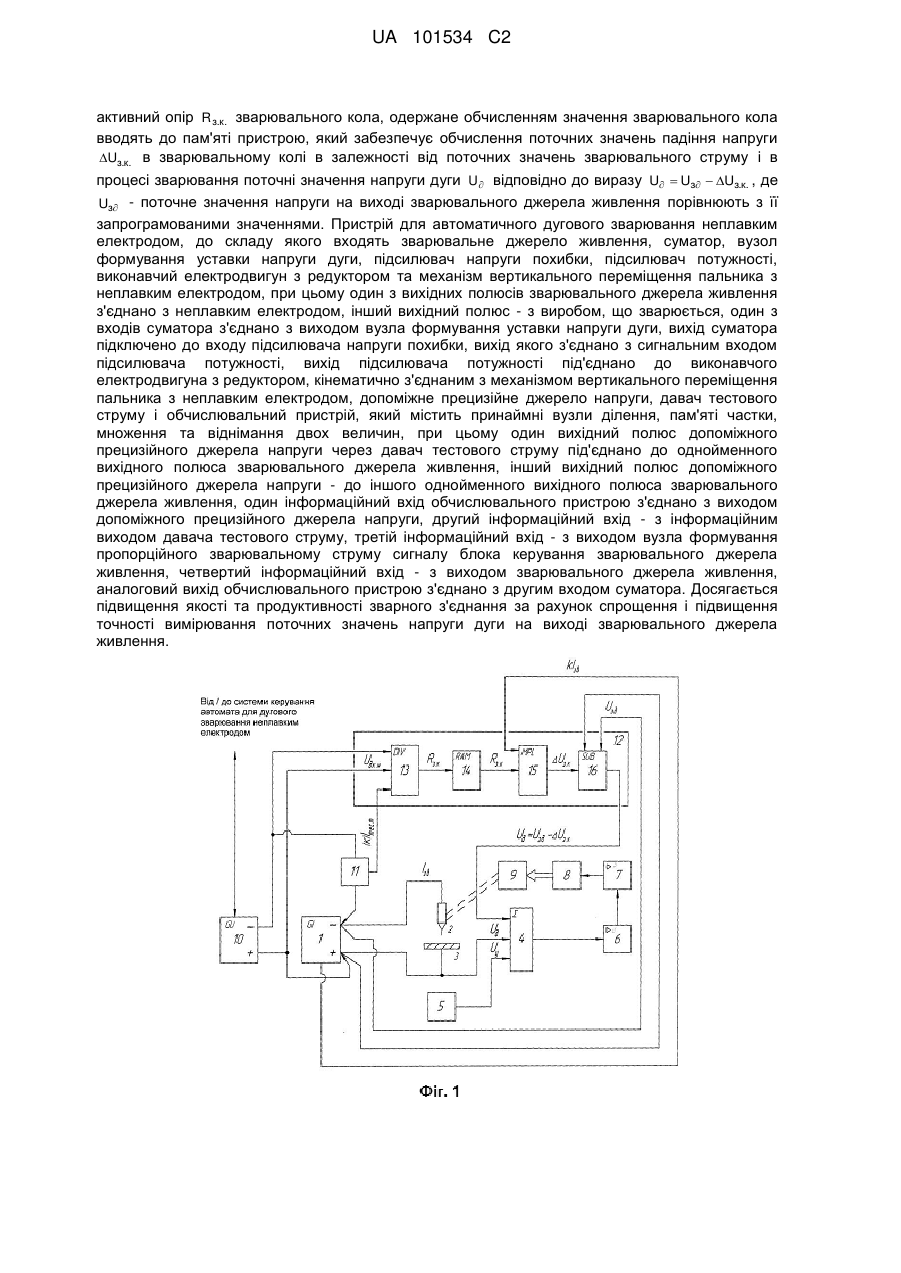
Реферат: Винахід належить до сфери автоматичного дугового зварювання в захисних газах, а саме до обладнання для автоматичного зварювання неплавким електродом у середовищі інертних газів. Спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, причому перед початком процесу зварювання виконують короткочасне коротке замикання дугового проміжку, вимірюють струм короткого замикання, за допомогою обчислювального пристрою визначають UA 101534 C2 (12) UA 101534 C2 активний опір R з.к. зварювального кола, одержане обчисленням значення зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги Uз.к. в зварювальному колі в залежності від поточних значень зварювального струму і в процесі зварювання поточні значення напруги дуги U відповідно до виразу U Uз Uз.к. , де Uз - поточне значення напруги на виході зварювального джерела живлення порівнюють з її запрограмованими значеннями. Пристрій для автоматичного дугового зварювання неплавким електродом, до складу якого входять зварювальне джерело живлення, суматор, вузол формування уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом, інший вихідний полюс - з виробом, що зварюється, один з входів суматора з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом, допоміжне прецизійне джерело напруги, давач тестового струму і обчислювальний пристрій, який містить принаймні вузли ділення, пам'яті частки, множення та віднімання двох величин, при цьому один вихідний полюс допоміжного прецизійного джерела напруги через давач тестового струму під'єднано до однойменного вихідного полюса зварювального джерела живлення, інший вихідний полюс допоміжного прецизійного джерела напруги - до іншого однойменного вихідного полюса зварювального джерела живлення, один інформаційний вхід обчислювального пристрою з'єднано з виходом допоміжного прецизійного джерела напруги, другий інформаційний вхід - з інформаційним виходом давача тестового струму, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блока керування зварювального джерела живлення, четвертий інформаційний вхід - з виходом зварювального джерела живлення, аналоговий вихід обчислювального пристрою з'єднано з другим входом суматора. Досягається підвищення якості та продуктивності зварного з'єднання за рахунок спрощення і підвищення точності вимірювання поточних значень напруги дуги на виході зварювального джерела живлення. UA 101534 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до сфери автоматичного дугового зварювання в захисних газах, а саме до автоматичного дугового зварювання неплавким електродом у середовищі інертних газів, переважно до орбітального зварювання неповоротних стиків трубопроводів, яке застосовується при монтажі і ремонті об'єктів енергетики, нафтогазохімічного комплексу, у суднобудівній та аерокосмічній промисловості, інших галузях економіки, зокрема при монтажі, ремонті та реконструкції обладнання енергоблоків атомних електростанцій. Якість зварного з'єднання при автоматичному дуговому зварюванні неплавким електродом у середовищі інертних газів залежить від низки чинників, основними з яких є поточні значення тепловкладення та глибини проплавлення. У свою чергу, на характер тепловкладення і глибину проплавлення суттєво впливають стан та форма робочої частини неплавкого електрода, а також значення погонної енергії, збурення якої викликають зміни глибини проплавлення, ширини зварного шва, довжини та ваги зварювальної ванни, у результаті чого зростає вірогідність появи таких дефектів зварного шва, як непровари, пропалення, вкраплення вольфраму, несплавлення крайок тощо. Для запобігання цьому необхідно забезпечити підтримування в процесі зварювання запрограмованих значень погонної енергії, які досягаються за рахунок одночасного застосування зварювальних джерел живлення, виконаних у вигляді стабілізаторів зварювального струму, стабілізованих електромеханічних приводів механізмів переміщення пальника з неплавким електродом, а також засобів стабілізації довжини дуги. Відомо декілька способів та пристроїв стабілізації довжини дуги - таких, як механічні стабілізатори, принцип дії яких базується на механічному копіюванні поверхні виробу, що зварюється, та електромеханічні стабілізатори, які діють за принципом визначення відстані від пальника до поверхні виробу, що зварюється, за допомогою пристроїв, в яких використовуються сенсорна апаратура, побудована на різних фізичних ефектах, наприклад, на основі пневматичних або газових давачів. Найбільш суттєвими недоліками способів та пристроїв механічної стабілізації довжини дуги є доволі низька точність таких засобів стабілізації довжини дуги внаслідок притаманної їм широкої зони нечутливості через значні моменти зрушення, а також незадовільна надійність цих пристроїв, що обумовлено необхідністю їх розташування поблизу місця зварювання, тобто у зоні впливу високих температур. Відомо спосіб та пристрій стабілізації довжини дуги, в основу яких покладено принцип визначення змін резонансної частоти коливального контуру, до складу якого входить конденсатор, однією обкладкою якого є поверхня виробу, що зварюється, а другою обкладкою спеціальний електрод, що має жорсткий зв'язок з пальником, при цьому при збуреннях довжини дуги пропорційно відстані між обкладками змінюється ємність конденсатора, що викликає зміни резонансної частоти коливального контуру, які використовуються як сигнали керування, що впливають на електропривід виконавчого механізму, здійснюючого вертикальні переміщення закріпленого на ньому пальника (Оборудование для дуговой сварки: Справочное пособие / Под ред. В.В. Смирнова. Л.: Энергоатомиздат. Ленингр. отд-ние, 1986.-c.256.). Загальними недоліками відомих способів та пристроїв механічної та електромеханічної стабілізації довжини дуги є неспівпадіння місця вимірювання з місцем зварювання, неврахування змін довжини виліту неплавкого електрода в процесі зварювання, необхідність попереднього переналагоджування таких пристроїв після кожної зміни довжини виліту неплавкого електрода, наприклад, при його перевстановленні або ж при зміні стану чи формі його робочої частини, неможливість врахування локальних нерівностей під дугою, а також необхідність переналагодження після кожного проходу при багатопрохідному зварюванні, практична придатність лише для зварювання виробів з добре обробленою поверхнею, які зварюються тільки за один прохід при довжині дуги більше 1 мм. Відомі спосіб та пристрій стабілізації довжини дуги для зварювання неплавким електродом виробів малої та надмалої товщини, які відрізняються тим, що регулювання довжини короткої дуги - довжиною не більше 0,5 мм - здійснюється за допомогою оптичного давача, принцип дії якого базується на залежності між спектральними інтервалами з атомними лініями аргону, фону і довжиною дуги, при цьому оптичний давач містить у собі довгофокусну лінзу, до якої надходить випромінювання дуги, яка забезпечує подальшу паралельність цього випромінювання, виконані з кольорового скла фільтри побічних максимумів, які усувають спектральні складові випромінювання зліва та праворуч від спектрального інтервалу, що виділяється, інтерференційний світлофільтр, який, з метою суміщення свого максимуму пропускання з довжиною хвилі спектральної лінії, що виділяється, орієнтується за допомогою спеціальних кілець, короткофокусну лінзу, яка фокусує випромінювання одержаного спектрального інтервалу до світлочутливого входу оптоелектричного приймача сигналу, наприклад, до оптичного входу фототранзистора (Гладков Э.А. Управление процессами и 1 UA 101534 C2 5 10 15 20 25 30 35 40 45 50 55 60 оборудованием при сварке: Учебн. пособие. - М.: Издат. Центр «Академия», 2006. - с. 101-1 ОЗ.). Недоліками способу і пристрою стабілізації довжини дуги, які базуються на використанні оптичного давача, є їх обмежені технологічні можливості, складність апаратної реалізації, неминучість конструктивних ускладнень зварювальної головки, пов'язаних з тим, що відстань між довгофокусною лінзою оптичного давача і дугою має дорівнювати фокусній відстані цієї лінзи і складати щонайменше 100 мм, залежність рівня сигналу на виході оптичного давача від рівня зварювального струму, що обумовлює необхідність введення до складу пристрою стабілізації довжини дуги блока компенсацій змін рівня сигналу на виході оптичного давача при змінах зварювального струму. Розширити технологічні можливості відомих механічних і електромеханічних способів та пристроїв стабілізації довжини дуги, забезпечити необхідну надійність та відносну простоту технічної реалізації і сприйнятливу для практичного застосування точність засобів регулювання і стабілізації довжини дуги і при цьому уникнути недоліків, притаманних відомим способам та пристроям стабілізації довжини дуги, дозволяють способи та пристрої, які базуються на використанні пропорційності напруги дуги і її довжини при зварюванні неплавким електродом. Найбільш близькими за технічними вирішеннями до способу та пристрою для автоматичного дугового зварювання неплавким електродом, що пропонується, є вибраний за прототип спосіб автоматичного дугового зварювання неплавким електродом, згідно з яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення впливають на привод реверсивного електромеханічного регулятора, який забезпечує вертикальні переміщення пальника з неплавким електродом, а вибраним за прототип пристрою, що пропонується, є пристрій для автоматичного дугового зварювання неплавким електродом, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, суматор, вузол формування уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом, інший вихідний полюс - з виробом, що зварюється, паралельно виходу зварювального джерела живлення під'єднано один вхід суматора, інший вхід якого з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом (Гладков Э.А. Управление процессами и оборудованием при сварке: Учебн. пособие. - М.: Издат. центр «Академия», 2006. - С. 98-101). Суттєвим недоліком способу і пристрою, що вибрані за прототип, є те, що для забезпечення точності вимірювання поточних значень напруги дуги ці спосіб і пристрій потребують або застосування окремого ланцюга вимірювання, з'єднаного безпосередньо з неплавким електродом і виробом, що зварюється, або ж попереднього калібрування контуру вимірювання у випадку, якщо вхід цього контуру під'єднано безпосередньо до виходу зварювального джерела живлення. Застосування окремого ланцюга вимірювання, з'єднаного безпосередньо з неплавким електродом і виробом, що зварюється, вимагає додаткових витрат провідникових матеріалів, викликає необхідність виконання підвищених вимог до їх ізоляції та ізоляції інших комунікацій зварювального контуру й необхідність ускладнення конструкції зварювальної головки та схемотехніки вхідних ланцюгів вузлів вимірювання напруги дуги через характерне для автоматичного зварювання неплавким електродом безконтактне збудження дуги за допомогою високовольтних імпульсів, а також значно знижує завадостійкість ланцюгів вимірювання напруги дуги. Використання калібрування контуру вимірювання напруги дуги, вхід якого під'єднано до виходу зварювального джерела живлення, значною мірою позбавляє від вад, притаманних застосуванню окремого ланцюга вимірювання напруги дуги. Необхідність калібрування контуру вимірювання дуги обумовлена падіннями напруги, які неминуче виникають у з'єднувальних проводах зварювального кола і залежать як від активного опору цих проводів, так і від поточних значень зварювального струму. Будь-які зміни зварювального струму чи активного опору проводів зварювального кола, наприклад, їх довжини або поперечного перерізу, впливають на значення падіння напруги, а відтак і на точність вимірювання, регулювання і стабілізації напруги дуги. Операції з виконання попереднього 2 UA 101534 C2 5 10 15 20 калібрування контуру вимірювання напруги дуги потребують використання додаткових контрольно-вимірювальних приладів та додаткових витрат часу на підготовку та налагодження зварювального обладнання, що знижує продуктивність автоматичного зварювання неплавким електродом. В основу винаходу, що пропонується, поставлена задача підвищення якості та продуктивності зварного з'єднання при автоматичному дуговому зварюванні неплавким електродом за рахунок спрощення і підвищення точності вимірювання поточних значень напруги дуги на виході зварювального джерела живлення шляхом автоматичного визначення та врахування падіння напруги у з'єднувальних проводах зварювального кола при здійсненні стабілізації напруги дуги в процесі зварювання. Задача, що поставлена, вирішується тим, що у способі автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення впливають на привод реверсивного електромеханічного регулятора, який забезпечує вертикальні переміщення пальника з неплавким електродом, згідно з винаходом, перед початком процесу зварювання виконують короткочасне коротке замикання дугового проміжку, при цьому вимірюють тестовий струм, який протікає в зварювальному контурі від допоміжного прецизійного джерела напруги, і за допомогою обчислювального пристрою визначають активний опір R з.к. зварювального кола за співвідношенням Rз.к. Uдж.н. Ітест. , U 25 де дж.н. - значення вихідної напруги допоміжного прецизійного джерела напруги, Iтест значення тестового струму, який протікає в зварювальному контурі, одержане обчисленням значення активного опору R з.к. зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги Uз.к. в зварювальному колі в залежності від поточних значень зварювального струму або пропорційної йому установки за виразом 30 Uз.к. k Iзв Rз.к. , де k - коефіцієнт пропорційності, при цьому 1 k 0 , Ізв - поточне значення зварювального U струму, а у процесі зварювання поточні значення напруги дуги запрограмованими значеннями, визначають у відповідності до виразу U Uз Uз.к. 35 40 45 50 55 , які порівнюються з її , Uз Де - поточне значення напруги на виході зварювального джерела живлення. Технічна реалізація способу автоматичного дугового зварювання неплавким електродом, що пропонується, забезпечується тим, що у пристрій для автоматичного дугового зварювання неплавким електродом, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, суматор, вузол формування уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом, інший вихідний полюс - з виробом, що зварюється, один з входів суматора з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом, згідно з винаходом, додатково введені допоміжне прецизійне джерело напруги, давач тестового струму і обчислювальний пристрій, який містить у собі принаймні (щонайменше) вузли ділення, пам'яті частки, множення та віднімання двох величин, при цьому один вихідний полюс допоміжного прецизійного джерела напруги через давач тестового струму під'єднано до однойменного вихідного полюса зварювального джерела живлення, інший вихідний полюс допоміжного прецизійного джерела напруги - до іншого однойменного вихідного полюса зварювального джерела живлення, один інформаційний вхід обчислювального пристрою з'єднано з виходом допоміжного прецизійного джерела напруги, другий інформаційний вхід - з інформаційним 3 UA 101534 C2 5 10 15 20 виходом давача тестового струму, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блока керування зварювального джерела живлення, четвертий інформаційний вхід - з виходом зварювального джерела живлення, аналоговий вихід обчислювального пристрою з'єднано з другим входом суматора. Винахід пояснюється структурно-функціональною схемою запропонованого пристрою для автоматичного дугового зварювання неплавким електродом, яка зображена на кресленні. Запропонований спосіб базується на безперервному порівнянні запрограмованих значень напруги дуги з її поточними значеннями, які автоматично обчислюються як різниця між поточними значеннями напруги, що вимірюється на виході зварювального джерела живлення, і поточними значеннями падіння у зварювальному колі. Згідно з запропонованим способом, перед початком процесу автоматичного дугового зварювання неплавким електродом вмикають допоміжне прецизійне джерело напруги. Вихідна напруга Uдж.н. цього джерела напруги становить (1,0-2,0) В, що обмежує можливе максимальне значення тестового струму Iтест і гарантовано виключає можливість збудження та існування дугового розряду у міжелектродному проміжку, тобто у проміжку між неплавким електродом і виробом, який підлягає зварюванню. Після вмикання допоміжного прецизійного джерела напруги забезпечують надходження його вихідної напруги до відповідного входу обчислювального пристрою і здійснюють короткочасне - тривалістю не більше 0,5 с - коротке замикання міжелектродного проміжку. Протягом тривалості короткого замикання вимірюють значення тестового струму, який при цьому протікає у зварювальному контурі, одночасно з цим сигнал, пропорційний тестовому струму, подають до іншого відповідного входу обчислювального пристрою і за допомогою цього пристрою визначають та запам'ятовують значення активного опору Rз.к. зварювального кола за співвідношенням Rз.к. 25 Uдж.н. Ітест.. Після спливання тривалості короткого замикання міжелектродного проміжку допоміжне прецизійне джерело напруги вимикають. З початком процесу зварювання здійснюють безперервні вимірювання поточних значень напруги Uз 30 . на виході зварювального джерела живлення та зварювального струму Ізв, забезпечуючи при цьому надходження сигналів, пропорційних Uз й Uз , до відповідних входів обчислювального пристрою, і за допомогою цього пристрою обчислюють поточні значення падіння напруги Uз.к. у з'єднувальних провідниках зварювального кола за виразом Uз.к. k Iзв Rз.к. 35 , при цьому коефіцієнт пропорційності k враховує масштабування або лінійні перетворення сигналів, які можуть бути необхідні при реалізації вимірювання або відображення поточних значень зварювального струму Ізв чи визначення активного опору Rз.к. зварювального кола. Саме тому значення коефіцієнту пропорційності може бути в межах 1 k 0 . Поточні значення напруги U визначають також за допомогою обчислювального пристрою у відповідності до виразу U Uз Uз.к. 40 45 50 55 Особливістю запропонованого способу є те, що точність визначення поточних значень напруги дуги головним чином залежить від точності вимірювання поточних значень зварювального струму та напруги на виході зварювального джерела живлення. Це пояснюється значно меншим впливом на точність кінцевого результату точності визначення активного опору зварювального кола, який залежить від питомого опору, довжини та площі поперечного перерізу з'єднувальних провідників зварювального кола і зазвичай становить від 8 до 80 мОм. Пристрій для автоматичного дугового зварювання неплавким електродом, що пропонується, складається (Фіг. 1) зі зварювального джерела живлення 1, виконаного у вигляді стабілізатора зварювального струму, один вихідний полюс якого з'єднано з неплавким електродом 2, а інший вихідний полюс - з виробом 3, що зварюється, суматора 4, вузла формування уставки напруги дуги 5, підсилювача напруги похибки 6, підсилювача потужності 7, виконавчого електродвигуна з редуктором 8, механізму вертикального переміщення пальника 9 з неплавким електродом 2, допоміжного прецизійного джерела напруги 10, давача тестового струму 11 та обчислювального пристрою 12. Один з входів суматора 4 з'єднано з виходом вузла 5 формування уставки напруги дуги 5, вихід суматора 4 підключено до входу підсилювача напруги похибки 6. Вихід підсилювача напруги похибки 6 з'єднано з сигнальним входом підсилювача потужності 7, вихід якого під'єднано до виконавчого електродвигуна з редуктором 8, кінематично з'єднано з 4 UA 101534 C2 5 10 15 20 механізмом вертикального переміщення пальника 9 з неплавким електродом 2. Один вихідний полюс допоміжного прецизійного джерела напруги 10 через давач 11 тестового струму 11 під'єднано до однойменного вихідного полюса зварювального джерела живлення 1, інший вихідний полюс допоміжного прецизійного джерела напруги 10 - до іншого однойменного вихідного полюса зварювального джерела живлення 1. Один інформаційний вхід обчислювального пристрою 12 з'єднано з виходом допоміжного прецизійного джерела напруги 10, другий інформаційний вхід - з інформаційним виходом давача тестового струму 11, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блока керування зварювального джерела живлення 1, четвертий інформаційний вхід - з виходом зварювального джерела живлення 1. Аналоговий вихід обчислювального пристрою 12 з'єднано з другим входом суматора 4. Обчислювальний пристрій 12 містить принаймні вузли ділення 13, пам'яті частки 14, множення 15 та віднімання 16 двох величин відповідно. Крім цього, до складу обчислювального пристрою 12 можуть входити інші вузли, які забезпечують масштабування, перетворення, обробку або підсилення сигналів, що надходять до його інформаційних входів, наприклад, перетворювачі «струм-напруга», аналого-цифровий перетворювач, підсилювачі напруги, цифроаналоговий перетворювач, тощо. Обчислювальний пристрій 12 може бути побудовано на основі застосування як аналогових вузлів, так і вузлів та компонентів цифрової техніки. Запропонований пристрій, структурно-функціональна схема якого наведена на Фіг. 1, працює наступним чином. Перед початком процесу зварювання у налагоджувальному режимі функціювання автомата для дугового зварювання неплавким електродом вручну або сигналом з системи керування автоматом вмикається допоміжне прецизійне джерело напруги 10, при цьому його вихідна U 25 30 35 40 45 напруга дж.н. надходить до першого інформаційного входу обчислювального пристрою 12, а також до виходу зварювального джерела живлення 1. Після цього за допомогою механізму вертикального переміщення 9 неплавкого електрода 2 здійснюється короткочасне (тривалістю не більше 0,5 с) коротке замикання міжелектродного проміжку (проміжку між неплавким електродом та поверхнею виробу, що підлягає зварюванню), яке обумовлює протікання у зварювальному контурі тестового струму Ітест, а також надходження протягом тривалості короткого замикання пропорційного тестовому струму сигналу з інформаційного виходу давача тестового струму 11 до другого інформаційного входу обчислювального пристрою 12. Практично одночасно з цим за допомогою вузла ділення 13 обчислювального пристрою 12 визначається значення активного опору Rз.к. зварювального кола, яке запам'ятовується за допомогою вузла пам'яті частки 14 обчислювального пристрою 12. Безпосередньо після спливання тривалості короткого замикання міжелектродного проміжку за командою оператора або за сигналом системи керування автоматом для дугового зварювання неплавким електродом допоміжне прецизійне джерело напруги 10 вимикається, внаслідок чого припиняється протікання у зварювальному контурі тестового струму Ітест. З початком процесу зварювання після збудження дуги між неплавким електродом 2 і виробом 3, що зварюється, та встановлення у міжелектродному проміжку стійкого дугового розряду в зварювальному колі почне протікати зварювальний струм Ізв, що обумовить надходження до третього інформаційного входу обчислювального пристрою 12 сигналу k Ізв з виходу вузла формування пропорційного зварювального струму сигналу блоку керування зварювального джерела живлення 1, а до четвертого інформаційного входу обчислювального пристрою 12 - напруги Uз з виходу зварювального джерела живлення 1, що забезпечує обчислення за допомогою вузла множення 15 обчислювання пристрою 12 поточних значень падіння напруги Uз.к. , як добутку поточних значень k Ізв та значення Rз.к., при цьому останнє викликається з вузла пам'яті частки 14 обчислювального пристрою 12. З виходу вузла множення 15 сигнал 50 Uз.к. надходить до одного з входів вузла віднімання 16 обчислювального пристрою 12, в якому здійснюється обчислення різниці між поточними значеннями напруги на виході зварювального джерела живлення 1 та поточними значеннями падіння напруги Uз Uз.к. U 55 у зварювальному колі. Поточні значення цієї різниці і є поточними значеннями напруги дуги , які з аналогового виходу обчислювального пристрою 12 надходять до одного з входів суматора 4. Після завершення початкових стадій процесу зварювання і плавного зростання зварювального струму до запрограмованого значення в суматорі 4 поточні значення напруги 5 UA 101534 C2 дуги U безперервно порівнюються зі заздалегідь встановленими (запрограмованими) значеннями уставки напруги дуги Uy, тобто з еталонними значеннями напруги дуги для вибраного режиму зварювання, які виробляються вузлом 5 формування уставки напруги дуги 5 і надходять до іншого входу суматора 4. Внаслідок цього на виході суматора 4 формується 5 10 15 20 25 30 напруга похибки, яка дорівнює або пропорційна різниці напруг U і Uy. Напруга похибки зазнає підсилення за допомогою підсилювача напруги 6, вихідний сигнал якого надходить до сигнального входу підсилювача потужності 7. Пропорційна напрузі похибки вихідна напруга підсилювача потужності 7 подається до виконавчого електродвигуна з редуктором 8, кінематично з'єднаним з механізмом вертикального переміщення пальника 9 з неплавким електродом 2, в результаті чого механізм 9 здійснює переміщення пальника з неплавким електродом 2 («вгору» або «вниз» - в залежності від знака й значення напруги похибки) до повного усунення розбіжності між значеннями напруг U і Uy, тобто до моменту, у який напруга похибки буде дорівнювати нулю. Ознаки, які відрізняють спосіб та пристрій для автоматичного дугового зварювання неплавким електродом, що пропонуються, від їх прототипів та інших подібних способів та пристроїв аналогічного призначення, існуючих згідно з відомим рівнем техніки, обумовлюють технічний результат, за яким досягається спрощення та підвищення точності регулювання і стабілізації напруги дуги за рахунок інструментального автоматичного калібрування контуру вимірювання напруги дуги, суттєвого скорочення часу і кількості налагоджувальних операцій перед початком процесу зварювання, усунення необхідності застосування додаткових контрольно-вимірювальних приладів та впливу суб'єктивних чинників, що у кінцевому результаті спрощує та підвищує точність визначення поточних значень напруги дуги. Запропонована побудова пристрою для автоматичного дугового зварювання неплавким електродом, до складу якого входить обчислювальний пристрій з вузлом пам'яті визначеного значення активного опору зварювального кола, обумовлює те, що необхідність попереднього калібрування контуру вимірювання напруги дуги існує тільки для випадку першого пуску автомата для дугового зварювання неплавким електродом у експлуатацію та для випадків, коли при подальшій експлуатації з'єднувальні провідники зварювального кола зазнають змін матеріалу або довжини, або площі поперечного перерізу. Якщо ж вузол пам'яті обчислювального пристрою виконано енергонезалежним і з'єднувальні провідники зварювального кола у процесі експлуатації автомата не зазнають будь-яких змін, то у здійсненні попереднього калібрування контуру вимірювання напруги дуги потреби немає. ФОРМУЛА ВИНАХОДУ 35 40 45 1. Спосіб автоматичного дугового зварювання неплавким електродом, за яким при виникненні в зварювальному контурі збурень по напрузі дуги її стабілізацію відносно запрограмованих значень здійснюють за рахунок автоматичного регулювання просторового положення неплавкого електрода відносно до поверхні виробу, що зварюється, шляхом безперервного порівняння запрограмованих і поточних значень напруги дуги, різницею яких до її повного усунення впливають на привод реверсивного електромеханічного регулятора, який забезпечує вертикальні переміщення пальника з неплавким електродом, який відрізняється тим, що перед початком процесу зварювання виконують короткочасне коротке замикання дугового проміжку, при цьому вимірюють тестовий струм, який протікає в зварювальному контурі від допоміжного прецизійного джерела напруги, і за допомогою обчислювального пристрою визначають активний опір R з.к. зварювального кола за співвідношенням Rз.к. Uдж.н. Ітест. , де Uдж.н. - значення вихідної напруги допоміжного прецизійного джерела напруги, Iтест . 50 значення, що виміряне, тестового струму, який протікає в зварювальному контурі, одержане обчисленням значення активного опору Rз.к. зварювального кола вводять до пам'яті пристрою, який забезпечує обчислення поточних значень падіння напруги Uз.к. в зварювальному колі в залежності від поточних значень зварювального струму або пропорційної йому установки за виразом Uз.к. k Iзв Rз.к. , 6 UA 101534 C2 де k - коефіцієнт пропорційності, при цьому 1 k 0 , Iзв - поточне значення зварювального струму, а у процесі зварювання поточні значення напруги дуги U , які порівнюються з її запрограмованими значеннями, визначають у відповідності до виразу U Uз Uз.к. , 5 10 15 20 25 де Uз - поточне значення напруги на виході зварювального джерела живлення. 2. Пристрій для автоматичного дугового зварювання неплавким електродом, до складу якого входять зварювальне джерело живлення, виконане у вигляді стабілізатора зварювального струму, суматор, вузол формування уставки напруги дуги, підсилювач напруги похибки, підсилювач потужності, виконавчий електродвигун з редуктором та механізм вертикального переміщення пальника з неплавким електродом, при цьому один з вихідних полюсів зварювального джерела живлення з'єднано з неплавким електродом, інший вихідний полюс - з виробом, що зварюється, один з входів суматора з'єднано з виходом вузла формування уставки напруги дуги, вихід суматора підключено до входу підсилювача напруги похибки, вихід якого з'єднано з сигнальним входом підсилювача потужності, вихід підсилювача потужності під'єднано до виконавчого електродвигуна з редуктором, кінематично з'єднаним з механізмом вертикального переміщення пальника з неплавким електродом, який відрізняється тим, що в пристрій додатково введені допоміжне прецизійне джерело напруги, давач тестового струму і обчислювальний пристрій, який містить принаймні вузли ділення, пам'яті частки, множення та віднімання двох величин, при цьому один вихідний полюс допоміжного прецизійного джерела напруги через давач тестового струму під'єднано до однойменного вихідного полюса зварювального джерела живлення, інший вихідний полюс допоміжного прецизійного джерела напруги - до іншого однойменного вихідного полюса зварювального джерела живлення, один інформаційний вхід обчислювального пристрою з'єднано з виходом допоміжного прецизійного джерела напруги, другий інформаційний вхід - з інформаційним виходом давача тестового струму, третій інформаційний вхід - з виходом вузла формування пропорційного зварювальному струму сигналу блока керування зварювального джерела живлення, четвертий інформаційний вхід - з виходом зварювального джерела живлення, аналоговий вихід обчислювального пристрою з'єднано з другим входом суматора. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for arc welding with non-consumable electrode
Автори англійськоюPaton Borys Yevhenovych, Makhlyn Naum Mordukhovych, Korotynskyi Oleksandr Yevtykhievych, Bohdanovskyi Valentyn Oleksandrovych, Skopiuk Mykhailo Ivanovych, Buriak Vladyslav Yurievych
Назва патенту російськоюСпособ дуговой сварки неплавящимся электродом и устройство для его осуществления
Автори російськоюПатон Борис Евгеньевич, Махлин Наум Мордухович, Коротинский Александр Евтихиевич, Богдановский Валентин Александрович, Скопюк Михаил Иванович, Буряк Владислав Юрьевич
МПК / Мітки
МПК: B23K 9/10
Мітки: спосіб, автоматичного, електродом, неплавким, пристрій, зварювання, дугового, здійснення
Код посилання
<a href="https://ua.patents.su/9-101534-sposib-avtomatichnogo-dugovogo-zvaryuvannya-neplavkim-elektrodom-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного дугового зварювання неплавким електродом та пристрій для його здійснення</a>
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Черторильський Леонід Олексійович, Кулик Віктор Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/167
Мітки: зварювання, електродом, багатопрохідного, неплавким, спосіб, дугового
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Малишев Олександр Віталійович, Тітов Артем Олександрович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: дугового, спосіб, зварювання, використанням, полів, реалізації, керуючих, зовнішніх, пристрій, комбінованих, електродом, неплавким, магнітних
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів
Номер патенту: 87203
Опубліковано: 25.06.2009
Автори: Носовський Борис Іванович, Лівадний Олексій Євгенович
МПК: B23K 9/167
Мітки: формування, неплавким, змінного, електродом, середовищі, струму, захисних, газів, спосіб, зварювання
Формула / Реферат:
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів, що включає збудження дуги змінним струмом з усуненням його постійної складової, який відрізняється тим, що усунення постійної складової змінного струму здійснюють перетворенням змінного струму промислової частоти в струм високої частоти, а потім високочастотного струму - в низькочастотний з частотою, що становить 20-200 періодів струму високої...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Болотько Віктор Іванович, Шатан Олександр Федорович
Мітки: змінним, пристрій, зварювання, дугового, електродом, плавким, спосіб, здійснення, струмом
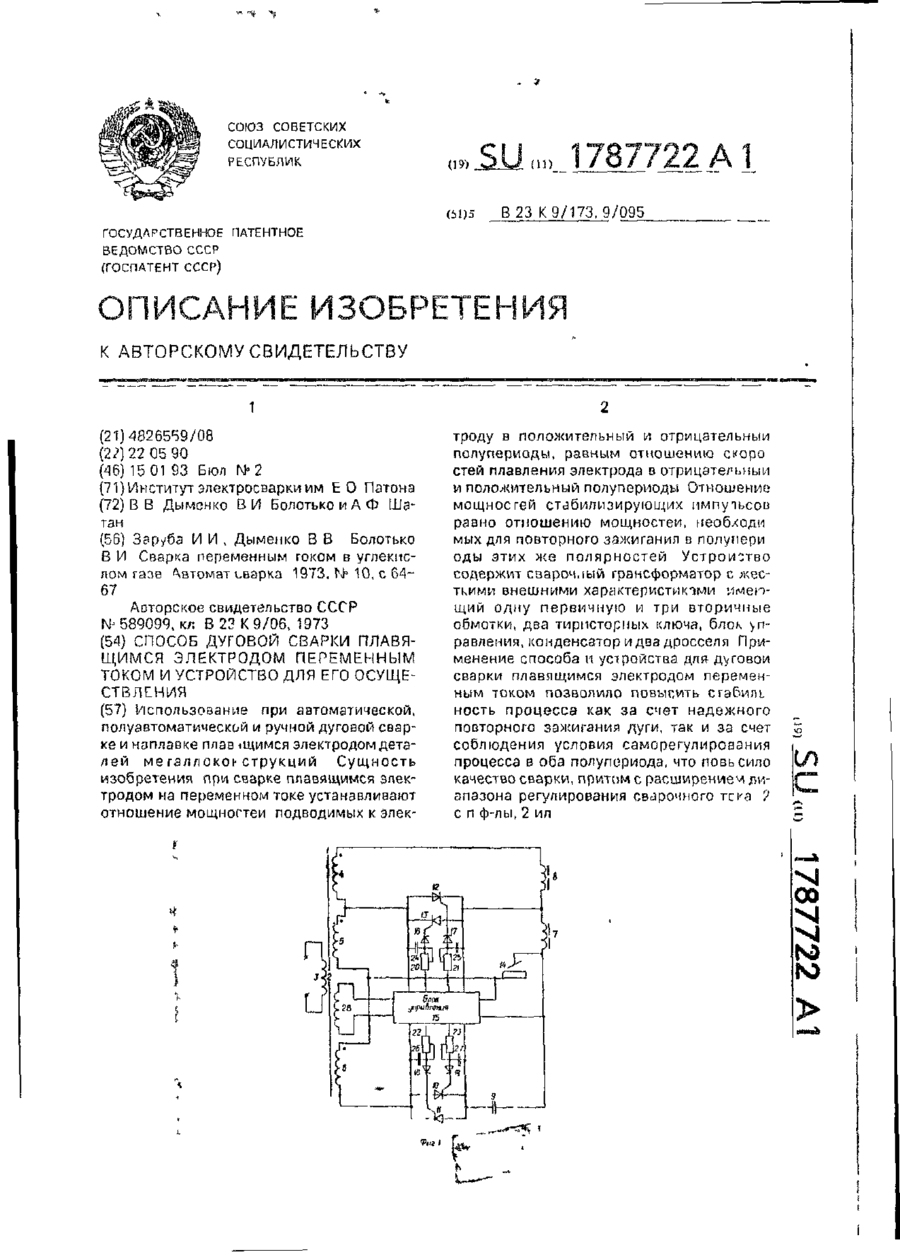
Формула / Реферат:
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Спосіб наплавлення неплавким електродом з подачею присадкового дроту
Номер патенту: 62941
Опубліковано: 26.09.2011
Автори: Пащенко Валерій Миколайович, Кузнецов Валерій Дмитрович, Степанов Денис Володимирович
МПК: B23K 9/16
Мітки: наплавлення, спосіб, дроту, подачею, присадкового, неплавким, електродом
Формула / Реферат:
Спосіб наплавлення неплавким електродом з подачею присадкового дроту під кутом до неплавкого електрода, при якому один полюс джерела живлення з'єднують з електродом, а інший - з виробом та присадковим дротом, через регулятори струму, який відрізняється тим, що струми в колах "електрод - присадковий дріт" та "електрод - виріб" встановлюють у співвідношенні, яке знаходиться у межах
Попередній патент: Гербіцидна композиція та спосіб контролювання небажаних рослин
Наступний патент: Пристрій для охолоджування валка в прокатній кліті
Випадковий патент: Спосіб формування парнонаближених свердловинних зарядів вибухової речовини