Спосіб наплавлення неплавким електродом з подачею присадкового дроту
Номер патенту: 62941
Опубліковано: 26.09.2011
Автори: Пащенко Валерій Миколайович, Кузнецов Валерій Дмитрович, Степанов Денис Володимирович
Формула / Реферат
Спосіб наплавлення неплавким електродом з подачею присадкового дроту під кутом до неплавкого електрода, при якому один полюс джерела живлення з'єднують з електродом, а інший - з виробом та присадковим дротом, через регулятори струму, який відрізняється тим, що струми в колах "електрод - присадковий дріт" та "електрод - виріб" встановлюють у співвідношенні, яке знаходиться у межах
![]() ,
,
де:
![]() та
та ![]() - струми в колах "електрод - присадковий дріт" та "електрод - виріб" відповідно.
- струми в колах "електрод - присадковий дріт" та "електрод - виріб" відповідно.
Текст
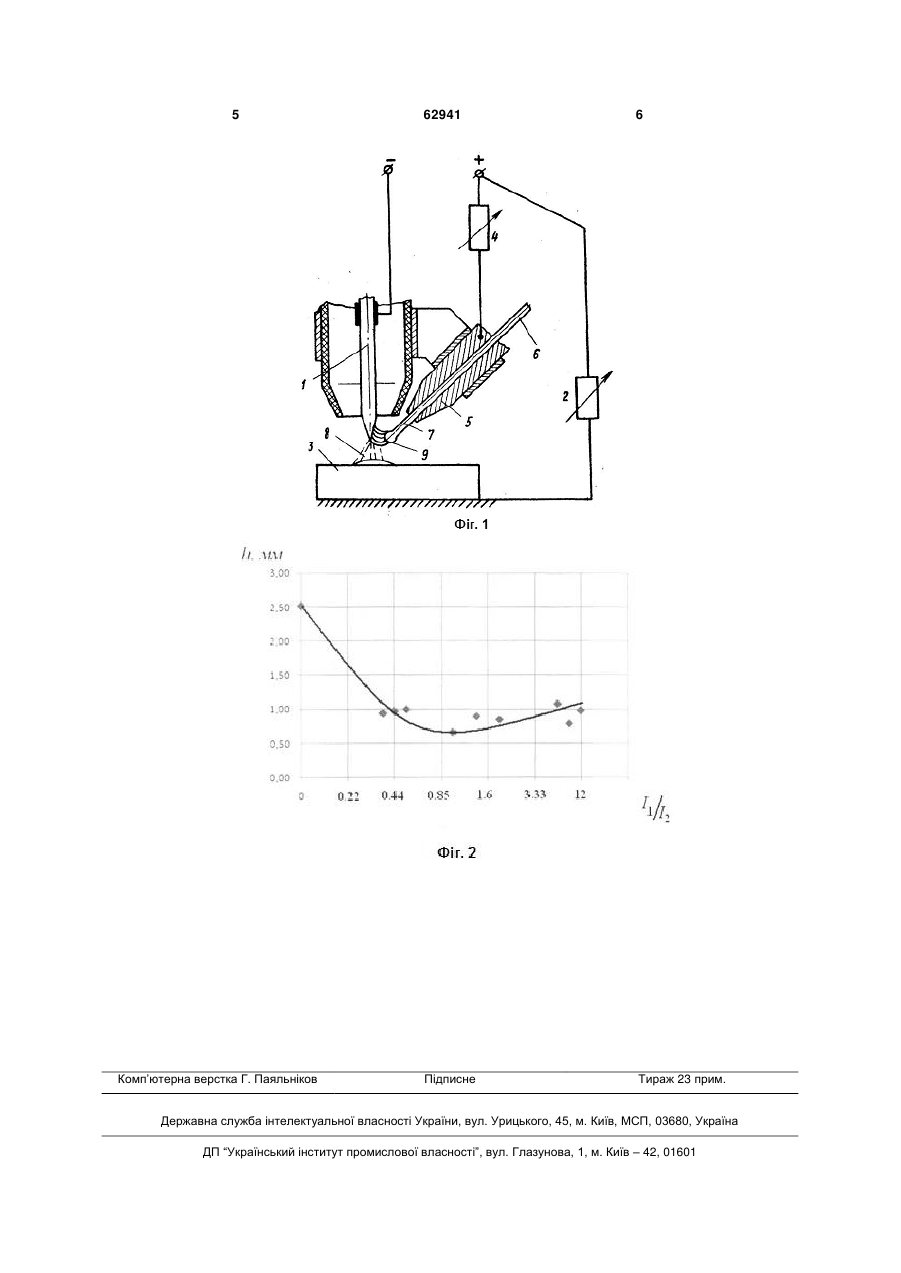
Спосіб наплавлення неплавким електродом з подачею присадкового дроту під кутом до неплавкого електрода, при якому один полюс джерела живлення з'єднують з електродом, а інший - з виробом та присадковим дротом, через регулятори струму, який відрізняється тим, що струми в колах "електрод - присадковий дріт" та "електрод виріб" встановлюють у співвідношенні, яке знаходиться у межах I1 0,85 1,15 , I2 Корисна модель належить до способів наплавлення та зварювання неплавким електродом у середовищі захисних газів з подачею присадкового дроту і може бути використаним при наплавленні для виготовлення та відновлення деталей, а також при зварюванні, у тих випадках, коли потрібно мінімальне тепловкладення в основний метал виробу, відносно невелика кількість наплавленого металу та мінімальна глибина проплавлення, зокрема при наплавленні та зварюванні неплавким електродом тонкостінних виробів. Відомі способи дугового наплавлення та зварювання неплавним електродом у середовищі захисних газів з подачею присадкового дроту [патент Японії №59-064169, МКИ В 23К 9/16, заявлено 06.10.1982, опубл. 12.04.1984; патент Японії №58-138569, МКИ В 23К 9/16, заявлено 13.02.82, опубл. 17.08.1983; А.С. СРСР №1310146, МКИ В 23К 9/16, опубл. 1987, у яких живлення кіл "неплавкий електрод - виріб" та "присадковий дріт - виріб" здійснюється від окремих джерел живлення. Недоліком вище вказаних способів є необхідність використовувати додаткове незалежне джерело для живлення й регулювання струму у колі "присадковий дріт - виріб", що значно ускладнює керування процесами наплавлення та зварювання. Найбільш близьким за технічною суттю до винаходу, що пропонується, є спосіб зварювання неплавким електродом у середовищі захисних газів з подачею присадкового дроту, описаний у А.С. СРСР № 916179, МКИ В 23К 9/16, заявлелено 25.08.1980, опубл. 30.03.1982; при якому один полюс джерела живлення з'єднують з електродом, а інший - з виробом та з присадковим дротом, у момент закінчення процесу наплавлення (зварювання) стрибкоподібно у 2,5-3 разу збільшують довжину дуги й одночасно припиняють подачу присадкового дроту, забезпечуючи підвищення продуктивності процесів наплавлення та зварювання шляхом повторного сплавлення без переналадки обладнання. Разом з тим, вибраним за прототип способом, неможливо забезпечити незначне змішування і високу якість наплавлення тонкостінних виробів, що потребує незначного тепловкладення в основний метал і мінімальної площі зони проплавлення. В основу корисної моделі поставлено задачу створити такий спосіб наплавлення та зварювання неплавким електродом у середовищі захисних газів з подачею присадкового дроту, при якому співвідношення струмів у колах "електрод - присадковий дріт" та "електрод - виріб" дозволило мінімізувати тепловнесення в основний метал. Поставлена задача вирішується тим, що у способі наплавлення неплавким електродом у середовищі захисних газів з подачею присадкового дроту новим є те, що струми в колах "електрод присадковий дріт" та "електрод - виріб" встановлюють у співвідношенні, яке знаходиться в межах: I1 0,85 1,15 , (1) I2 (19) UA (11) 62941 (13) U де: I1 та I2 - струми в колах "електрод - присадковий дріт" та "електрод - виріб" відповідно. 3 де I1 та І2 - відповідно струми у колі "електрод присадковий дріт" та "електрод - основний метал» Струм у колі "електрод - присадковий дріт" забезпечує плавлення металу присадкового дроту, що йде на формування наплавленого валика. В той же час, струм у колі "електрод - основний метал" йде на активацію, нагрів і проплавлення основного металу виробу, що наплавляється або зварюється. Спосіб ілюструється кресленням, де на фіг. 1 наведено схему пристрою, що здійснює запропонований винахід, на фіг. 2 наведено графік, що зображає залежність глибини проплавлення основного металу від співвідношення між струмами I1 та І2. Пристрій вміщує неплавкий електрод 1 (див. фіг. 1), з'єднаний з одним полюсом джерела живлення (умовно не показано), а інший полюс джерела живлення через баластний реостат 2, з'єднаний з виробом 3 і через баластний реостат 4 з'єднаний з мундштуком 5 - з каналом для проходження присадкового дроту 6, що має виліт 7. Під час виконання зварювання дуга 8 горить між електродом 1 та виробом 3, а загальний струм І зв розгалужується на струм її в колі "електрод - присадковий дріт" та струм І2 в колі "електрод - виріб". Співвідношення між струмами в колах "електрод - присадковий дріт" та "електрод - виріб", які знаходяться в діапазоні, вказаному у виразі (1) пояснюються наступними факторами: 1. При співвідношенні між струмами, яке менше, ніж 0.46, спостерігається збільшення глибини проплавлення основного металу. Це відбувається через те, що через більше значення струму в колі "електрод - виріб", теплова потужність дуги, що витрачається на розплавлення основного металу значно перевищує потужність дуги, що витрачається на плавлення присадкового дроту. 2. При співвідношенні між струмами, яке перевищує 1.38, спостерігається погіршення формування наплавленого валика. Це явище пов'язане з тим, що теплова потужність дуги, яка йде на розплавлення основного металу є відносно незначною, 62941 4 основний метал не достатньо прогрівається, що призводить до неякісного формування наплавленого валика. Спостерігається порушення процесу безперервного формування валика та його переривчатість. 3. При співвідношенні струмів у вказаному діапазоні спостерігається якісне формування валиків при мінімальному проплавленні основного металу. Спосіб виконують таким чином: Джерело живлення з'єднують одним кінцем з неплавким електродом 1, а іншим через баластні реостати 2 та 4 з виробом 3 і присадковим дротом 6. Відповідно до діаметра і складу присадкового дроту 6, значеннями, необхідними часу наплавлення та проплавлення основного металу встановлюють струм I1 в колі "електрод - присадковий дріт", швидкість подачі присадкового дроту на швидкість плавлення (зварювання), а струм І2 у колі "електрод - присадковий дріт" у відповідності до виразу (1). Струми у колах встановлюють й регулюють за допомогою баластних реостатів 2 і 4. Присадковий дріт 6 через мундштук 5 подають в зону зварювання під кутом до неплавкого електрода, збуджують дугу 8 і виконують процес наплавлення (зварювання) у відповідному середовищі захисних газів. Приклад. Виконують автоматичне наплавлення тонколистової маловуглецевої сталі товщиною 3 мм дротом Св - 08Г2С діаметром 0.8 мм вольфрамовим електродом у середовищі аргону при прямій полярності. Для забезпечення геометричної стабілізації форми тонкостінної деталі, що відновлюється, необхідно отримати валики з мінімальною глибиною проплавлення. Так, якщо не проводити перерозподілу теплової потужності дуги, а значення струмів дорівнюватимуть I1 = 0 А, I2 = 130 А то глибина проплавлення становить 2.53 мм, при встановленні значень струмів I1 = 38 А, I2 = 93 А глибина проплавлення складала 0.97 мм, а при значеннях I1 = 68 А, I2 = 64 А - 0.66 мм. В усіх трьох випадках напруга на дузі складала 15 В. 5 Комп’ютерна верстка Г. Паяльніков 62941 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surfacing by non-consumable electrode with filler wire feed
Автори англійськоюKuznetsov Valerii Dmytrovych, Paschenko Valerii Mykolaiovych, Stepanov Denys Volodymyrovych
Назва патенту російськоюСпособ наплавки неплавящимся электродом с подачей присадочной проволоки
Автори російськоюКузнецов Валерий Дмитриевич, Пащенко Валерий Николаевич, Степанов Денис Владимирович
МПК / Мітки
МПК: B23K 9/16
Мітки: наплавлення, електродом, дроту, спосіб, присадкового, неплавким, подачею
Код посилання
<a href="https://ua.patents.su/3-62941-sposib-naplavlennya-neplavkim-elektrodom-z-podacheyu-prisadkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення неплавким електродом з подачею присадкового дроту</a>
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Кузнецов Валерій Дмитрович, Бунаков Олексій Іванович
МПК: B23K 9/04
Мітки: інертному, спосіб, присадним, електродугового, газі, електродом, наплавлення, дротом, неплавким
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович, Черторильський Леонід Олексійович
МПК: B23K 9/167
Мітки: спосіб, дугового, неплавким, багатопрохідного, електродом, зварювання
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B22D 19/00, B23K 9/04
Мітки: плавким, вуглецевих, сталей, спосіб, деталей, електродом, наплавлення
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Гавриш Павло Анатолійович, Кадава Віктор Володимирович, Кассов Валерій Дмитрович, Чигарьов Валерій Васильович
Мітки: порошковим, зварювання, наплавлення, дугового, установка, електродом
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Розмишляєв Олександр Денисович, Міронова Марина Володимирівна, Делі Олександр Анатолійович
Мітки: струмом, пристрій, електродом, флюсом, наплавлення, плавким, постійним
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Попередній патент: Спосіб пресування виробів
Наступний патент: Спосіб вимірювання електромагнітних полів на базі магніторезисторів
Випадковий патент: Газогенератор