Дорновий пристрій пілігримового стана
Номер патенту: 101618
Опубліковано: 25.09.2015
Автори: Гармашов Денис Юрійович, Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Опришко Людмила Василівна

Формула / Реферат
Дорновий пристрій пілігримового стана, що містить дорн з робочою частиною і хвостовиком, дорнове кільце, надіте на дорн, який відрізняється тим, що ділянка між робочою частиною і хвостовиком дорна виконана у вигляді зрізаного конуса, довжина якого складає 0,1-0,3 діаметра робочої частини дорна, менша основа конуса дорівнює діаметру робочої частини дорна, а більша основа - діаметру dx і визначена з виразу:
dx=dg+2ℓк×tgag,
де: dg - діаметр робочої частини дорна;
ℓк - довжина конічної ділянки;
ag - кут нахилу твірної конічної ділянки до осі дорна, при цьому ag=10-14°, а на внутрішній поверхні дорнового кільця виконані фаски, розміри яких відповідають розмірам конічної ділянки дорна.
Текст
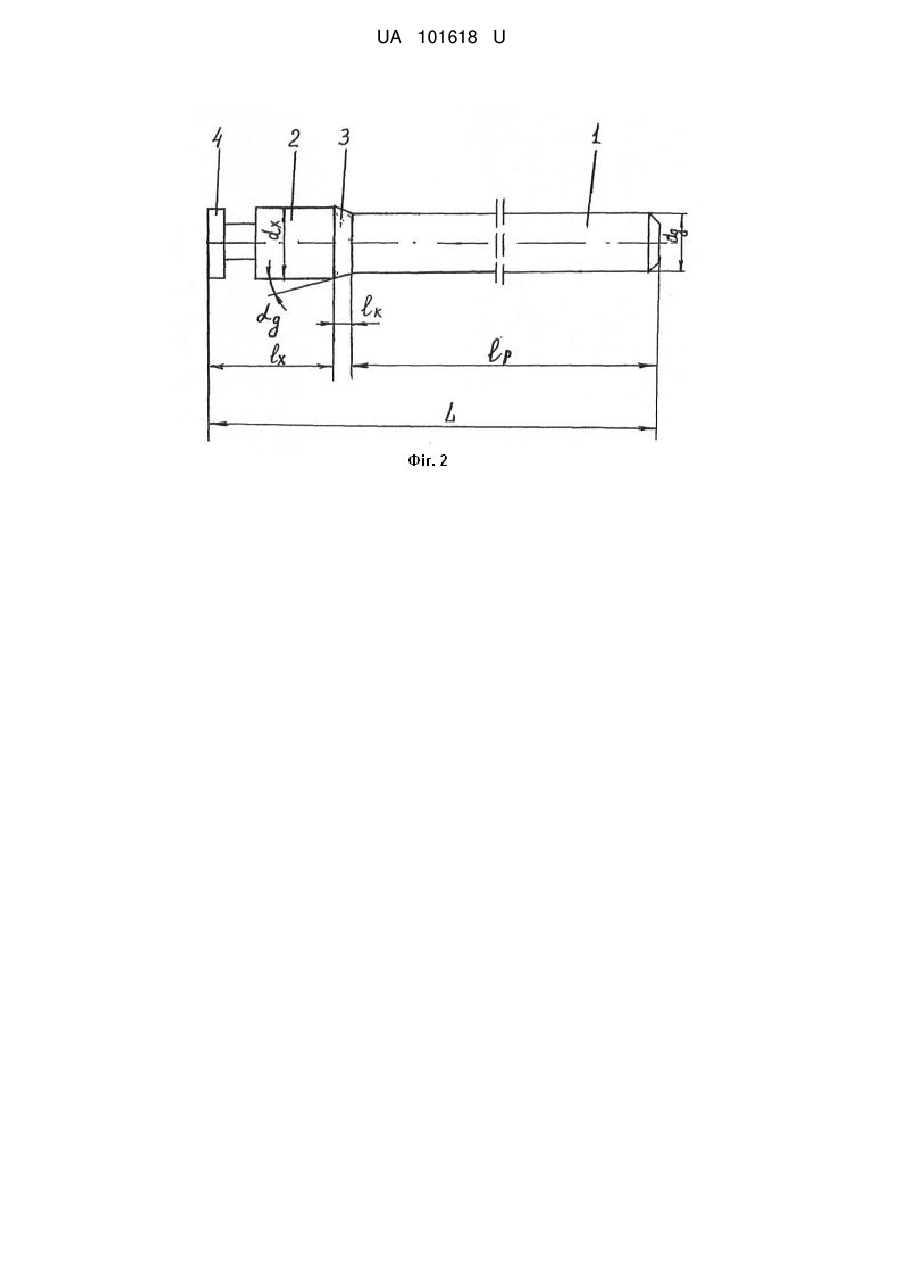
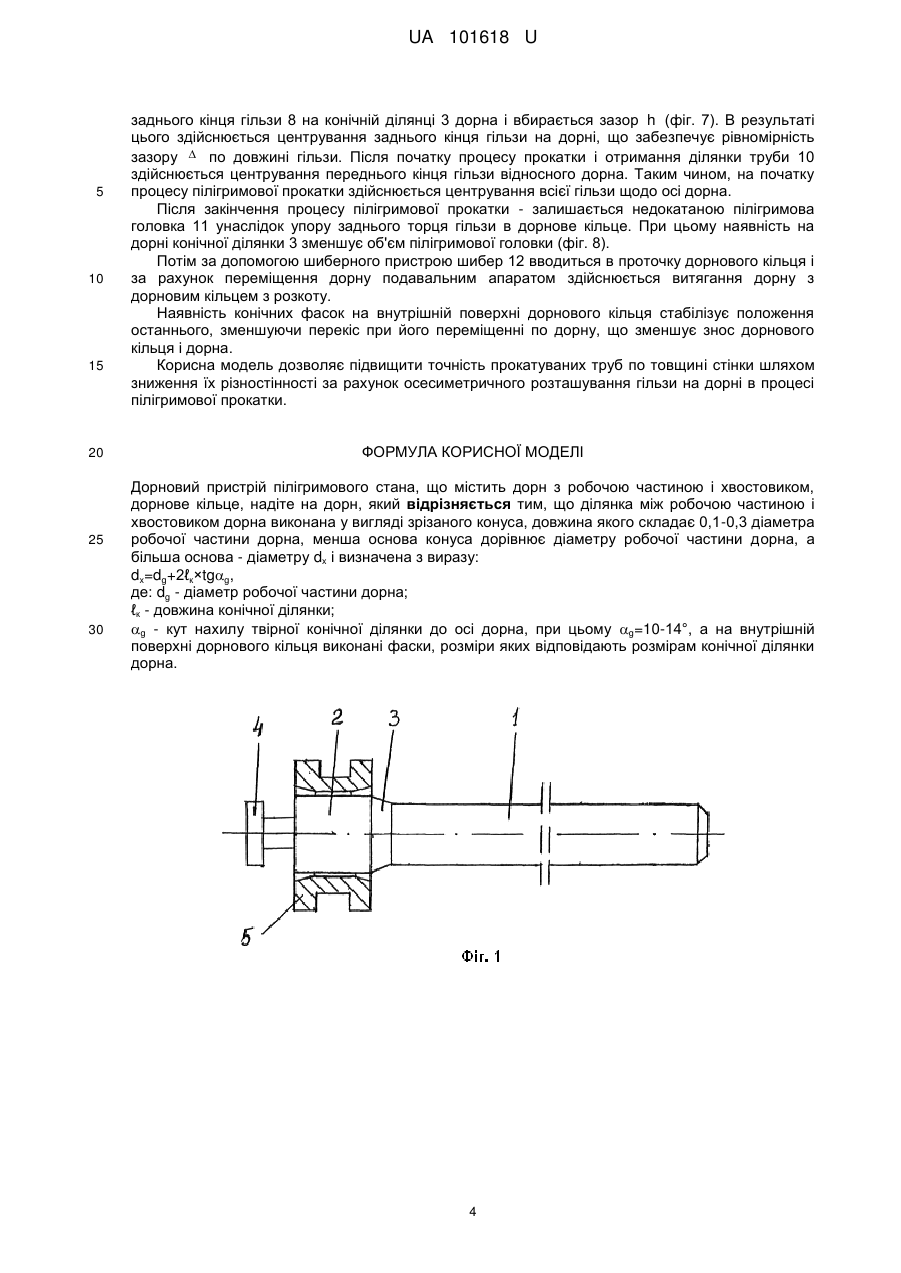
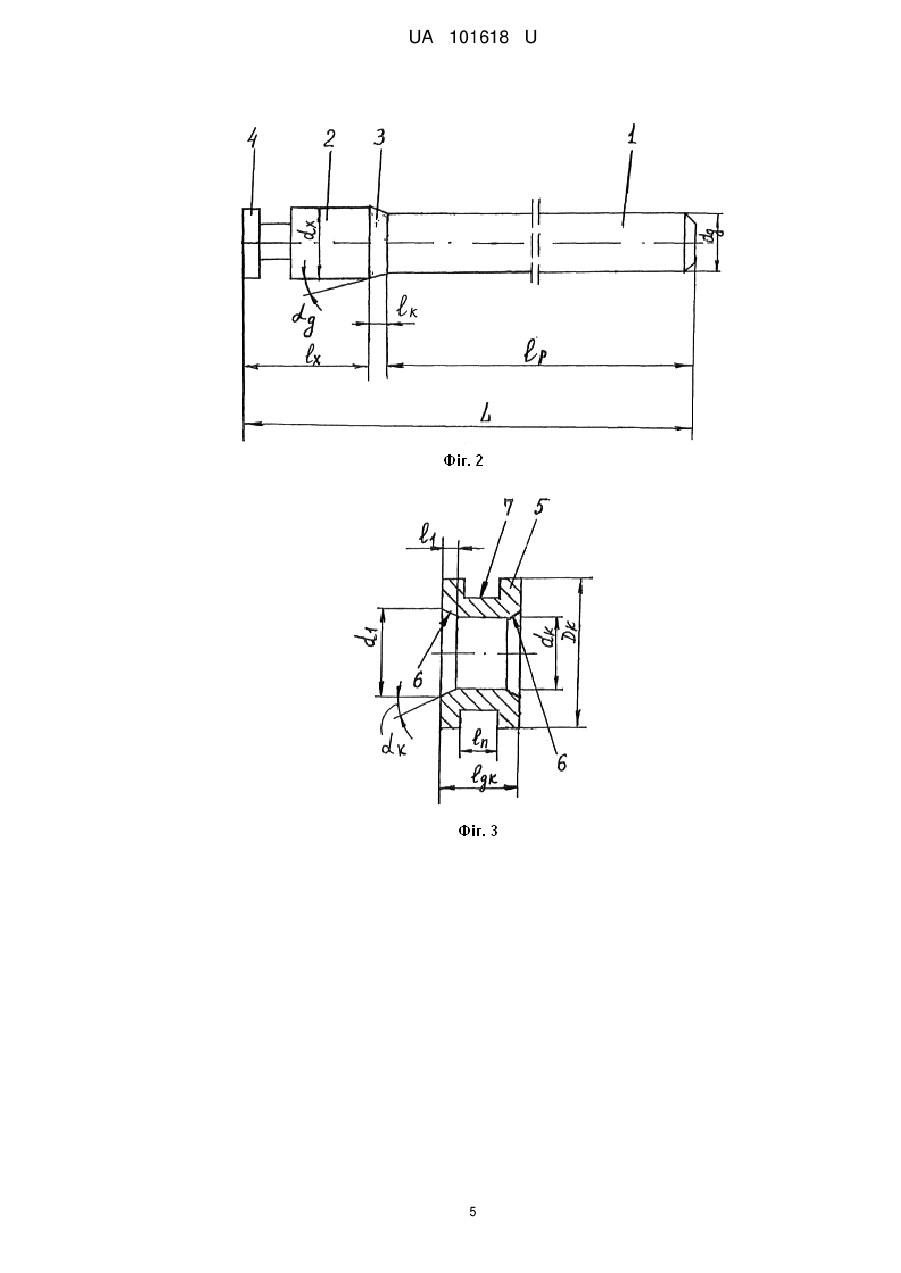
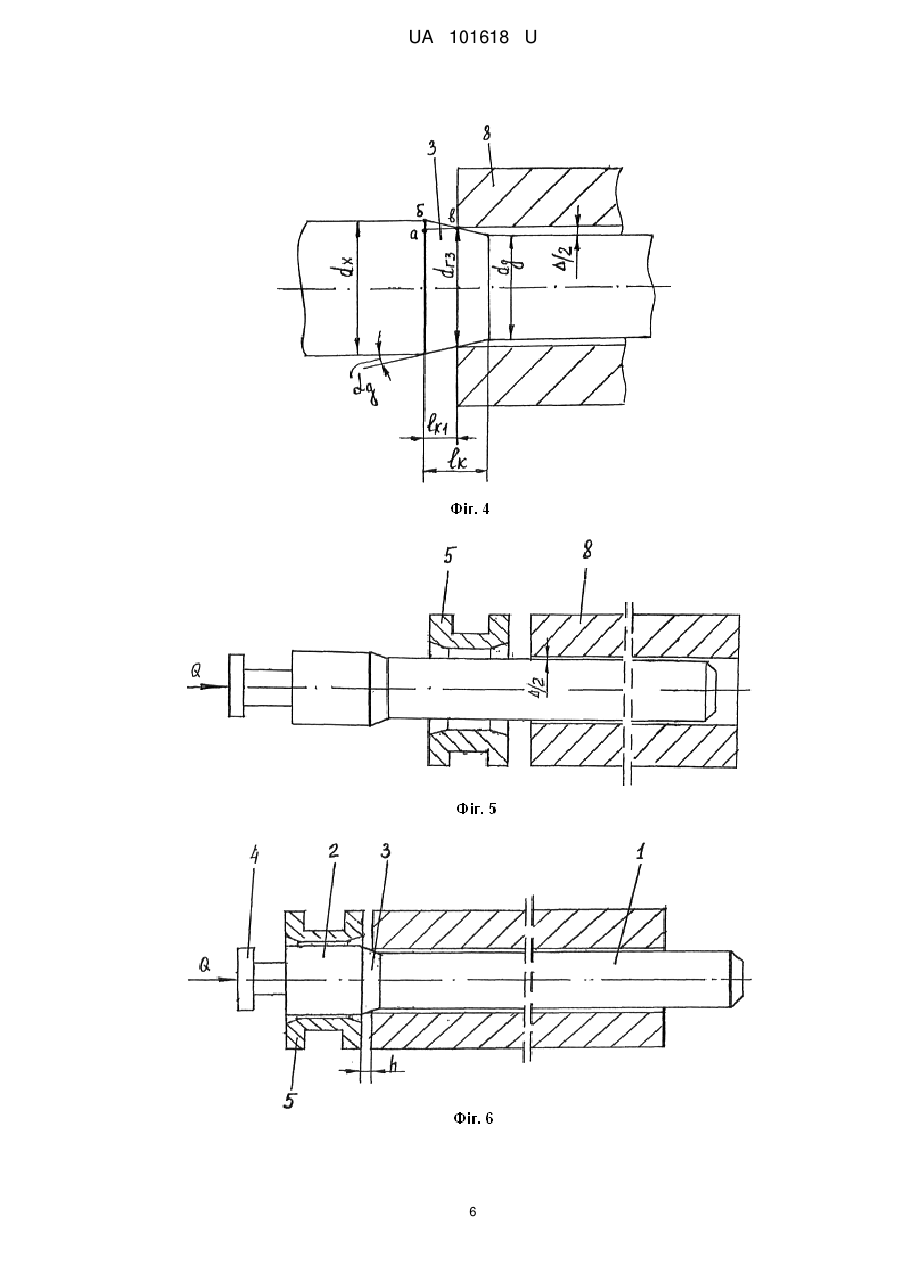
Реферат: Дорновий пристрій пілігримового стана, що містить дорн з робочою частиною і хвостовиком, дорнове кільце, надіте на дорн. При цьому ділянка між робочою частиною і хвостовиком дорна виконана у вигляді зрізаного конуса, довжина якого складає 0,1-0,3 діаметра робочої частини дорна, менша основа конуса дорівнює діаметру робочої частини дорна, а більша основа діаметру dx і визначена з виразу: dx=dg+2ℓк×tgg, де: dg - діаметр робочої частини дорна; ℓк - довжина конічної ділянки; g - кут нахилу твірної конічної ділянки до осі дорна, при цьому g=10-14°, а на внутрішній поверхні дорнового кільця виконані фаски, розміри яких відповідають розмірам конічної ділянки дорна. UA 101618 U (12) UA 101618 U UA 101618 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, а саме гарячої пілігримової прокатки труб і може бути використана на пілігримових станах для прокатки труб широкого асортименту по розмірах і марках сталі. Для дорнових пристроїв пілігримових станів характерна наявність власне дорну і дорнового кільця. Дорн призначений для розкочування на ньому порожнистої гільзи в трубу валками пілігримового стана за допомогою подавального апарата. Для цього дорн за допомогою хвостової ділянки - головки з'єднується з дорновим замком подавального апарату. Дорнове кільце призначене для звільнення дорну після прокатки з труби за допомогою шиберного пристрою. Відомий дорновий пристрій пілігримового стану, що містить дорн з робочою частиною і хвостовиком, і розташоване біля хвостовика дорнове кільце, що має профільну внутрішню поверхню. При цьому дорн обладнаний прикріпленою до кінця його робочої частини втулкою з конусною зовнішньою поверхнею, менша основа якої розташована біля хвостовика дорна і шириною, рівній ширині дорнового кільця, внутрішня поверхня якого спрофільована по конусу з кутом нахилу твірної, рівним куту нахилу твірної зовнішньої поверхні втулки, і з діаметром меншої його основи більшим за діаметр меншої основи втулки на 0,25-0,3 добутку ширини втулки на її конусність (А.С. СРСР №1109205 "Дорновий пристрій пілігримового стану", МПК3 В21В 21/00, В21В 25/02. 1984 р., Бюл. № 31). Таке конструктивне виконання дорна в дорновому пристрої дозволяє захоплювати шибером гільзу і одним рухом подавального апарата витягувати з неї дорн після прокатки труби, що знижує допоміжний час і збільшує продуктивність пілігримового стана. Недоліком відомого рішення є неможливість підвищення точності труб по товщині стінки за рахунок зниження подовжньої різностінності. Відомий дорн для пілігримової прокатки труб, що містить хвостовик з циліндровою шийкою і робочу частину, що примикає більшою основою конусної ділянки до хвостовика. При цьому хвостовик виконаний з циліндровим паском і зрізаним конусом, що примикає до нього великою основою, менша основа якого має діаметр, рівний діаметру циліндрової шийки, при цьому діаметр циліндрового паска більше за діаметр сполученої з ним основи конусної ділянки (А.С. СРСР № 710687 "Дорн для пілігримової прокатки труб", МПК 3 В21В 21/00, В21В 25/00 1980, Бюл. № 3). Недоліком відомого рішення є те, що відсутність дорнового кільця приводить до необхідності збільшення довжини хвостовика дорна, що знижує його міцність. Найбільш близьким до корисної моделі, що заявляється, по технічній суті і технічному результату, який досягається, є дорновий пристрій пілігримового стана, що містить дорн з робочою частиною і хвостовиком і надіте на дорн дорнове кільце ("Гаряча прокатка і пресування труб", видавництво 3-е, перероб. і доп. / Ф.А. Данілов, А.З. Глейберг, В.Г. Балакин, М.: Металургія, 1972, с. 301-302 - прототип). Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, яка заявляється, є дорн з робочою частиною і хвостовиком та дорнове кільце, надіте на дорн. Відоме технічне рішення (прототип) має наступні недоліки: наявність початкового зазору між гільзою і дорном перед пілігримовою прокаткою обумовлює відсутність співвісності гільзи і дорна, що призводить до підвищеної різностінності із-за нерівномірної деформації металу по периметру калібру валків на дорні. Внаслідок цього знижується точність труб по товщині стінки, що збільшує витратний коефіцієнт металу і знижує тим самим вихід придатного, одного з головних чинників ефективності процесу пілігримової прокатки труб. При цьому чим більша величина зазору між гільзою і дорном, тим більша нерівномірність деформації металу при пілігримовій прокатці та зниження точності труб по товщині стінки. На величину зазору між гільзою і дорном впливає нерівномірність внутрішнього діаметра гільзи після косовалкового прошивного стана (елонгатора). Із-за зменшення внутрішнього діаметра на задньому кінці гільзи з метою забезпечення стабільної зарядки в гільзу дорна доводиться збільшувати загальну величину цього зазору, який досягає 20-25 мм, збільшуючи нерівномірність деформації стінки труби на пілігримовому стані. У основу корисної моделі поставлено задачу удосконалити дорновий пристрій пілігримового стана шляхом змін в його конструкції, які надають можливість центрування заднього кінця гільзи щодо дорна перед пілігримовою прокаткою, що забезпечує підвищення точності труб по товщині стінки при пілігримовій прокатці, знижує різностінність прокатуваних труб, зменшує їх металоємність і збільшує вихід придатного. Поставлена задача вирішується тим, що в дорновому пристрої пілігримового стана, що містить дорн з робочою частиною і хвостовиком, дорнове кільце, надіте на дорн, згідно з корисною моделлю, ділянка між робочою частиною і хвостовиком дорна виконана у вигляді 1 UA 101618 U зрізаного конуса, довжина якого складає 0,1-0,3 діаметра робочої частини дорна, менша основа конуса дорівнює діаметру робочої частини дорна, а більша основа - діаметру d x визначена з виразу: dx dg 2 к tggg , 5 де: к dg - діаметр робочої частини дорна; - довжина конічної ділянки; 10 14 - кут нахилу твірної конічної ділянки до осі дорна, при цьому g , а на внутрішній поверхні дорнового кільця виконані фаски, розміри яких відповідають розмірам конічної ділянки дорна. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, яка заявляється, і технічним результатам, який досягається, полягає в наступному. Технічний результат полягає в підвищенні точності труб по товщині стінки при пілігримовій прокатці за рахунок спеціальної форми дорна і дорнового кільця, що забезпечує центрування гільзи на дорні і зниження тим самим нерівномірності поперечної деформації гільзи валками. Центрування гільзи на дорні досягається в результаті роздачі заднього кінця гільзи на конічній ділянці дорну, розташованій між основною робочою частиною і хвостовиком. Вибір параметрів конічної ділянки дорна обумовлений забезпеченням, з одного боку, гарантованої роздачі заднього кінця, що дозволить сумістити вісь дорна з віссю гільзи, а з іншої - забезпечити можливість роздачі заднього кінця гільзи наявними мінімальними на стані засобами. На вибір параметрів конічної ділянки дорна впливає величина зазору А між дорном і основною частиною гільзи. При цьому необхідно враховувати також зменшення внутрішнього діаметра гільзи після косовалкового розкотного стана, що пов'язане з особливостями деформації заднього кінця гільзи. Вибір довжини конічної ділянки дорна в межах 0,1-0,3 діаметра робочої частини дорна обумовлений наступним. Значення довжини конічної ділянки менше 0,1 діаметра робочої частини дорна не раціональний, оскільки приведе до необхідності значного збільшення конусності цієї ділянки, що приведе до збільшення зусилля роздачі заднього кінця гільзи дорном. Вибір довжини конічної ділянки дорна більше 0,3 діаметра його робочої частини при заданому зазорі між гільзою і дорном значно зменшить конусність цієї ділянки, що є нераціональним з міркувань мінімізації довжини конічної ділянки. d При меншому діаметрі конічної ділянки дорна, рівному діаметру його робочої частини g ; та заданих границях довжини конічної ділянки к , величина більшого діаметра цієї ділянки d x g 10 15 20 25 30 35 40 45 50 d dg 2 к tggg визначається з виразу x , і таким чином обмежується коливанням зміни кута g в межах 10-14°. Зміна кута характеризує зміну конусності конічної ділянки і обумовлено наступним. Зменшення кута g менше 10° і збільшення його понад 14° не є раціональним і пов'язано з вибраною довжиною конічної ділянки і величиною зазору між гільзою і дорном. При заданій величині із збільшенням к зменшується величина g , а при збільшенні до заданої величини к кут g збільшується. Дорнове кільце на внутрішній поверхні (з боку двох торців) має конічні ділянки (фаски), розміри яких відповідають розмірам конічної ділянки дорна. Наявність таких фасок з двох сторін дорнового кільця, робить його універсальним - незалежним від варіанта розміщення на дорні. Наявність на дорновому кільці конічних фасок полегшує рух кільця по дорну (за наявності конічної ділянки на дорні) і зменшує знос кільця і дорна. Корисна модель дорновий пристрій пілігримового стана пояснюється кресленнями, де на фіг. 1 - наведений загальний вид дорнового пристрою; на фіг. 2 - дорн пілігримового стана; на фіг. 3 - дорнове кільце; на фіг. 4 - схема визначення параметрів конічної ділянки на дорні; на фіг. 5 - схема зарядки дорна з дорновим кільцем в гільзу на ділянці позастанової зарядки; на фіг. 6 - положення гільзи на дорні після його зарядки; на фіг. 7 - положення гільзи на дорні на початку пілігримової прокатки; на фіг. 8 - положення розкоту на дорні після закінчення пілігримової прокатки. 2 UA 101618 U 5 10 15 20 25 Дорновий пристрій пілігримового стана складається з дорна, який має робочу частину 1 і хвостовик 2, між якими розташована конічна ділянка 3; хвостовик 2 дорна має на задньому кінці головку 4; на дорн насаджене дорнове кільце 5 (фіг. 1). d Діаметр робочої частини 1 дорна g визначає товщину стінки прокатуваних труб при заданому розмірі калібру пільгервалків, конічна ділянка 3 має габарити к і d x , а також кут нахилу твірної конічної ділянки g . Параметри дорна к і p - визначається конструктивно відповідно до прийнятої технології і конструкції дорнового замка подавального апарата. L p x к Загальна довжина дорна (фіг. 2). Дорнове кільце 5 має на внутрішній поверхні дві фаски 6, розміри яких відповідають розмірам конічної ділянки 3 на дорні, і зовнішню кільцеву проточку 7 (фіг. 3). При цьому: к g 1 к d1 dx , , де - зазор між дорновим кільцем і хвостовиком дорна. Розміри lgk n Dк ; і - визначаються конструктивно. Раціональні параметри конічної ділянки 3 дорна визначаються таким чином. Гільза 8 в основній частині (окрім кінцевих ділянок) має постійний внутрішній діаметр dr , який складає dr dg , де - зазор між дорном і гільзою. На задньому кінці гільзи її внутрішній діаметр dr3 після косовалкового прошивного стана (або елонгатора) менше внутрішнього діаметра dr3 dg dr3 гільзи в основній частині на 10-14 мм, тобто , де dr3 - зменшення внутрішнього діаметра гільзи на задньому кінці в порівнянні з внутрішнім діаметром основної частини гільзи. Схема зарядки конічної ділянки 3 дорна в гільзу 8 (фіг. 4),на якій внутрішній діаметр гільзи на задньому торці складає dr3 (для спрощення креслення на фіг. 4 не показано зменшення внутрішнього і зовнішнього діаметрів гільзи відносно до її середньої частини) є наступною. Половина довжини к ділянки 3 вільно входить в гільзу 8, а на другій половині lk1 ділянки к здійснюється роздача заднього кінця гільзи для центрування осі дорна щодо осі гільзи. З ав витікає, що 2a - це величина роздачі заднього кінця гільзи по діаметру, при цьому 2a d3 12 мм . 11 Довжина ав к1 30 мм , що при а 6 мм , дає значення кута g . Така величина g кута з одного боку знижує величину зусилля зарядки дорна в гільзу з натягом на конічній ділянці, а з іншого боку - оптимізує довжину к конічної ділянки. d d a 0,5d3 g arctg 3 g arctg 3 aв к1 . Тоді 2 к1 або к Перед прокаткою на пілігримовому стані здійснюється зарядка дорна з дорновим кільцем в гільзу 8 на ділянці позастанової зарядки (фіг. 5). Гільза 8 розміщується на візку (на кресленні не показаний), після чого зарядка дорна з дорновим кільцем в гільзу здійснюється за допомогою гідравлічного циліндра (на кресленні не показаний) із зусиллям Q , достатнім для здійснення зарядки дорна за наявності зазору між гільзою і дорном (фіг. 5). Взаємне положення дорну та гільзи в результаті зарядки приведене на фіг. 6. При цьому є зазор h між заднім торцем гільзи 8 і дорновим кільцем 5 унаслідок збільшення діаметру конічної ділянки 3 у бік хвостовика 2 дорну і вибраного діаметру d x хвостовика. Потім дорн з гільзою маніпулятором передається на вхідну сторону пілігримового стану, де здійснюється з'єднання головки 4 дорна з дорновим замком 9 подавального апарата (фіг. 7). Прокатка гільзи 8 в трубу 10 на пілігримовому стані з використанням дорнового пристрою, що заявляється, здійснюється таким чином. Гільза 8 на дорні за допомогою подавального апарата задається в профільні валки пілігримового стану (на кресленні не показані), обертання яких здійснюється в напрямі, протилежному напряму задання гільзи у валки Унаслідок ударів гільзи у валки в початковий період процесу пілігримової прокатки і отримання ділянки труби 10 відбувається роздача ав : tgg 30 35 40 45 3 UA 101618 U 5 10 15 20 25 30 заднього кінця гільзи 8 на конічній ділянці 3 дорна і вбирається зазор h (фіг. 7). В результаті цього здійснюється центрування заднього кінця гільзи на дорні, що забезпечує рівномірність зазору по довжині гільзи. Після початку процесу прокатки і отримання ділянки труби 10 здійснюється центрування переднього кінця гільзи відносного дорна. Таким чином, на початку процесу пілігримової прокатки здійснюється центрування всієї гільзи щодо осі дорна. Після закінчення процесу пілігримової прокатки - залишається недокатаною пілігримова головка 11 унаслідок упору заднього торця гільзи в дорнове кільце. При цьому наявність на дорні конічної ділянки 3 зменшує об'єм пілігримової головки (фіг. 8). Потім за допомогою шиберного пристрою шибер 12 вводиться в проточку дорнового кільця і за рахунок переміщення дорну подавальним апаратом здійснюється витягання дорну з дорновим кільцем з розкоту. Наявність конічних фасок на внутрішній поверхні дорнового кільця стабілізує положення останнього, зменшуючи перекіс при його переміщенні по дорну, що зменшує знос дорнового кільця і дорна. Корисна модель дозволяє підвищити точність прокатуваних труб по товщині стінки шляхом зниження їх різностінності за рахунок осесиметричного розташування гільзи на дорні в процесі пілігримової прокатки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Дорновий пристрій пілігримового стана, що містить дорн з робочою частиною і хвостовиком, дорнове кільце, надіте на дорн, який відрізняється тим, що ділянка між робочою частиною і хвостовиком дорна виконана у вигляді зрізаного конуса, довжина якого складає 0,1-0,3 діаметра робочої частини дорна, менша основа конуса дорівнює діаметру робочої частини дорна, а більша основа - діаметру dx і визначена з виразу: dx=dg+2ℓк×tgg, де: dg - діаметр робочої частини дорна; ℓк - довжина конічної ділянки; g - кут нахилу твірної конічної ділянки до осі дорна, при цьому g=10-14°, а на внутрішній поверхні дорнового кільця виконані фаски, розміри яких відповідають розмірам конічної ділянки дорна. 4 UA 101618 U 5 UA 101618 U 6 UA 101618 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 25/00, B21B 21/00
Мітки: пристрій, пілігримового, дорновий, стана
Код посилання
<a href="https://ua.patents.su/9-101618-dornovijj-pristrijj-piligrimovogo-stana.html" target="_blank" rel="follow" title="База патентів України">Дорновий пристрій пілігримового стана</a>
Дорновий пристрій пілігримового стану

Номер патенту: 91209
Опубліковано: 25.06.2014
Автори: Угрюмов Юрій Дмитрович, Гармашов Денис Юрійович, Ксенз Олександр Афанасійович, Балакін Валерій Федорович, Стасевський Станіслав Леонідович
МПК: B21B 25/00, B21B 21/00
Мітки: стану, пристрій, дорновий, пілігримового
Формула / Реферат:
1. Дорновий пристрій пілігримового стану, що містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою, який відрізняється тим, що дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи, висота якого визначається з...
Дорновий пристрій пілігрімового стану
Номер патенту: 19863
Опубліковано: 25.12.1997
Автори: Угрюмов Юрій Дмитрович, Волнянський Валерій Євгенійович, Волочков Юрій Сергійович, Чернявський Анатолій Олександрович
МПК: B21B 21/00, B21B 25/00
Мітки: стану, пілігримового, дорновий, пристрій
Формула / Реферат:
Дорновое устройство пилигримового стана, содержащее дорн, имеющий рабочую часть, головку и размещенный между ними хвостовик, состоящий из трех конических участков с различной конусностью и концевого участка с надетым на него дорновым кольцом, определяющим длину этого участка и имеющим внутреннюю поверхность по форме и размерам одинаковую с наружной поверхностью концевого участка хвостовика дорна, отличающееся тем, что внутренняя поверхность...
Привідна система для прокатного стана, зокрема для пілігримового стана холодної прокатки
Номер патенту: 99299
Опубліковано: 10.08.2012
Автор: Бенш Міхель
МПК: B21B 21/00, B21B 35/06
Мітки: пілігримового, привідна, прокатки, система, стана, холодної, зокрема, прокатного
Формула / Реферат:
1. Привідна система (1) для прокатного стана, зокрема для пілігримового стана холодної прокатки, що містить щонайменше одну призначену для зворотно-поступального руху прокатну кліть (2), при цьому для щонайменше часткової компенсації створюваних прокатною кліттю сил інерції привідна система містить два блоки, що складаються відповідно з кривошипного механізму (3', 3"), кожен з яких має плече (4', 4") кривошипа з противагою (5',...
Робоча кліть пілігримового трубопрокатного стана
Номер патенту: 84685
Опубліковано: 25.10.2013
Автори: Крисанов Сергій Олексійович, Балакін Валерій Федорович, Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович, Добряк Володимир Дмитрович
МПК: B21B 13/18
Мітки: стана, пілігримового, трубопрокатного, кліть, робоча
Формула / Реферат:
Робоча кліть пілігримового трубопрокатного стана, що містить нерухому станину 1 з вертикальними направляючими 2 і 3, в яких розміщені подушки 4 і 5 верхнього і нижнього робочих валків, і механізми фіксації кожної подушки у напряму осі прокатки, яка відрізняється тим, що механізм фіксації виконаний у вигляді штовхача 6, розміщеного у станині з можливістю переміщення у напрямку осі прокатки, який містить дві частини, одна обладнана з одного...
Механізм подачі пілігримового стана

Номер патенту: 3734
Опубліковано: 15.12.2004
Автори: Коноваленко Костянтин Віталійович, Клименко Фелікс Костянтинович, Большаков Вадим Іванович, Іоффе Анатолій Моісейович
МПК: B21B 21/04
Мітки: пілігримового, стана, механізм, подачі
Формула / Реферат:
Механізм подачіпілігримового стана, що містить зв'язані з корпусом каретки гідроциліндри подачі і відводу, гвинтовий дозатор переміщення з приводом обертання, який відрізняється тим, що він додатково містить механізм стопоріння корпусу гайки гвинтового дозатора, виконаний у вигляді пари зубчастих коліс, взаємодіючих із зубчастими рейками, установленими на фундаменті, і з'єднаних із корпусом гайки, що контактує з напрямною каретки, при цьому...
Попередній патент: Спосіб лікування хворих на розсіяний склероз
Наступний патент: Повний комплекс мікродобрив
Випадковий патент: Дерматом з особливою насадкою