Дорновий пристрій пілігримового стану
Номер патенту: 91209
Опубліковано: 25.06.2014
Автори: Гармашов Денис Юрійович, Угрюмов Юрій Дмитрович, Ксенз Олександр Афанасійович, Балакін Валерій Федорович, Стасевський Станіслав Леонідович


Формула / Реферат
1. Дорновий пристрій пілігримового стану, що містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою, який відрізняється тим, що дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи, висота якого визначається з виразу:
ℓк=(0,12-0,16) Д, де Д - максимальний зовнішній діаметр дорнового кільця, а кут нахилу твірної до осі конуса дорівнює 12-19°.
2. Дорновий пристрій за п. 1, який відрізняється тим, що у внутрішній порожнині дорнового кільця виконана кільцева проточка шириною 0,45-0,55 ширини дорнового кільця і діаметром, рівним 1,05-1,06 діаметра циліндрової ділянки дорну, розташована на відстані від торця дорнового кільця з боку гільзи 0,25-0,35 його ширини.
Текст
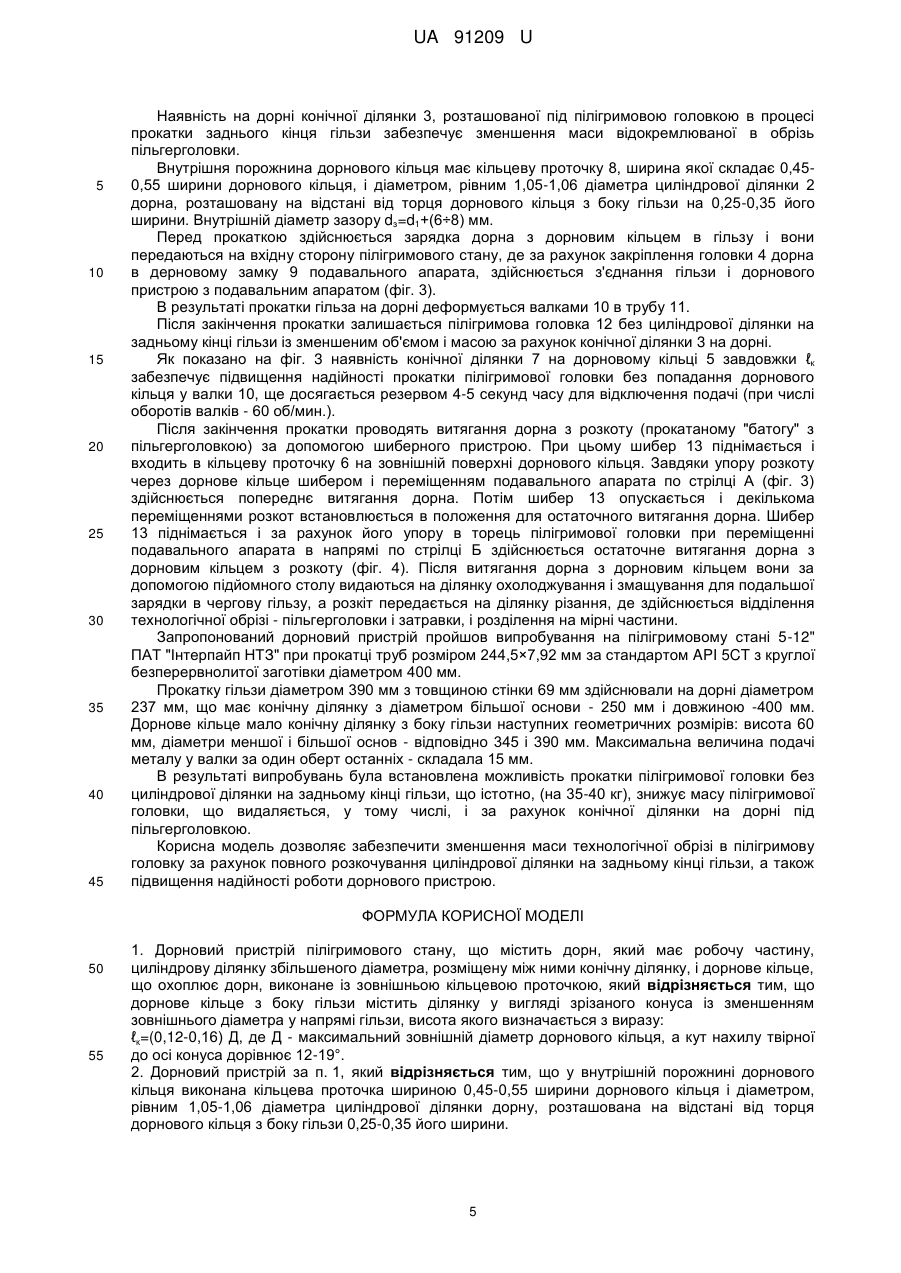
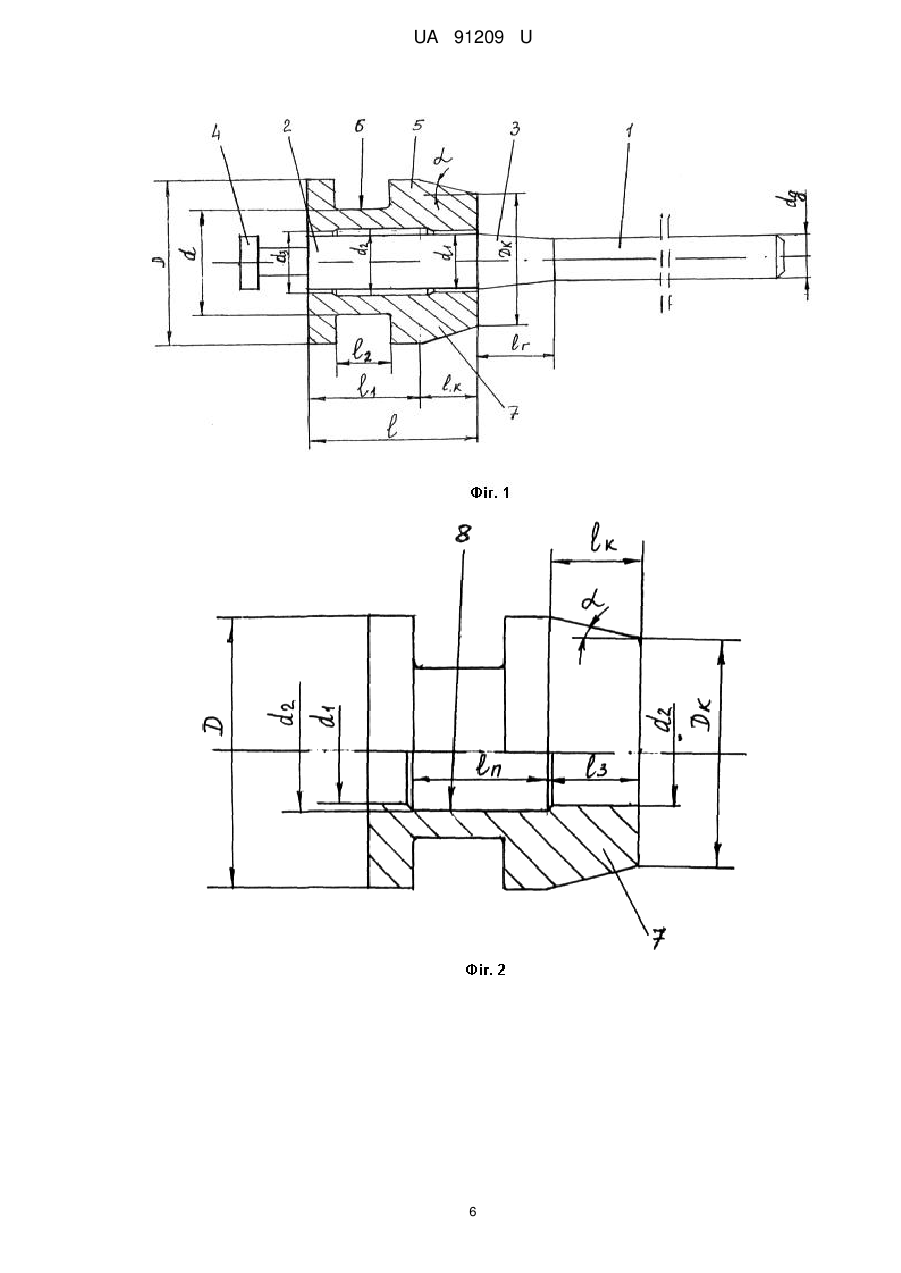
Реферат: Дорновий пристрій пілігримового стану містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою. Дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи. UA 91209 U (12) UA 91209 U UA 91209 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском у трубопрокатному виробництві, зокрема устаткування пілігримових станів гарячої прокатки труб. Відомий дорновий пристрій, що складається з дорна, який містить робочу частину, головку для фіксації дорна в дорновому замку подавального апарата, циліндрову ділянку, розміщену між головкою і робочою частиною, яка дорівнює ширині дорнового кільця, і дорнове кільце, що охоплює дорн, яке виконане із зовнішньою кільцевою проточкою в середній частині дорнового кільця для розміщення в ній шибера (А.Ф. Данилов, А.З. Глейберг, В.Г. Балакин "Гаряча прокатка і пресування труб". Видавництво 3-е, переробл. і доп. - М. Металургія, 1972. - стор. 301-302). Дорновий пристрій призначений для здійснення гарячої прокатки гільзи в трубу на дорні на пілігримовому стані. При цьому дорнове кільце запобігає температурному впливу (біля 1000 °C) гільзи на дорновий замок подавального апарата, а також використовується для зняття труби з дорна після прокатки за допомогою шиберного пристрою. В процесі пілігримової прокатки дорнове кільце розташовується на циліндровій ділянці дорна між дорновим замком і заднім торцем гільзи. Внаслідок цього неможливо здійснити повне розкочування гільзи, що приводить до необхідності залишати недокат, званий пілігримовою головкою, який відділяється в обрізь і збільшує витратний коефіцієнт металу. При цьому відокремлювана частина заднього кінця гільзи складається з двох частин: циліндрової ділянки гільзи шириною 40-60 мм у її заднього торця і змінної частини - власне пілігримової головки, що є розгорткою бійка пілігримового валка з урахуванням випередження. Довжина змінної частини пілігримової головки складає 400-500 мм. За допомогою відомого дорнового пристрою неможливо більш повно докатати пілігримову головку. При цьому доводиться залишати недокат, що складається з циліндрової ділянки завдовжки 40-60 мм і пілігримової головки. У зв'язку з переходом до використання на пілігримових агрегатах заготівки з безперервнолитого металу, яка на відміну від злитків, що застосовувалися раніше, відлитих у виливниці, не має усадкової раковини, втрата металу в обрізь з недокатаною циліндричною частиною гільзи і пілігримовою головкою істотно знижують ефективність і конкурентоспроможність процесу гарячої пілігримової прокатки. При цьому втрати металу складають до 200 кг на одній гільзі. Таким чином, недоліки конструкції відомого дорнового пристрою приводять до значних втрат металу в технологічну обрізь на задньому кінці гільзи. Відомий дорновий пристрій, що містить дорн, який має робочу частину, головку для фіксації дорна в замку подавального апарата, циліндрову ділянку, розміщену між головкою і основною робочою частиною, що дорівнює ширині дорнового кільця, і дорнове кільце, що охоплює дорн, яке виконане із зовнішньою кільцевою проточкою в середній частині дорнового кільця для розміщення в ній шибера. На передньому торці дорнового кільця з боку гільзи виконана фаска шириною 20 мм (В.Ф. Балакин, Ю.Д. Угрюмов, Д.Ю. Угрюмов "Шляхи зниження маси пільгерголовки при гарячій прокатці труб" // Теория і практика металургії, 2012 № 1-2, табл. 1, поз. 6, стор. 32-36). Наявність фаски на передньому торці дорнового кільця теоретично забезпечує повнішу докатку заднього кінця гільзи. Проте при цьому залишається недокат 15-25 мм, що знижує вихід придатного. Неможливість повнішої докатки заднього кінця гільзи за допомогою дорнового пристрою відомої конструкції пояснюється таким чином. При докатці заднього кінця гільзи значно збільшується вірогідність попадання дорнового кільця у валки пілігримового стану, що може привести до пошкодження і навіть поломки валків. Тому на практиці для запобігання аварійній ситуації працюють з недокатом заднього кінця гільзи за рахунок відключення подачі металу у валки. Відомий технологічний інструмент для гарячої пілігримової прокатки труб, що містить пільгервалок, з обтисковою і поліруючою ділянками і дорн з кільцем, насадженим на його хвостову частину з можливістю осьового переміщення, при цьому частина кільця, звернена до гільзи, спрофільована зовні відповідно розгортці частини гребеня обтискової ділянки пільгервалка, рівною 0,2-0,5 його протяжності від поліруючої ділянки (див. А.С. СРСР № 1007770, "Технологічний інструмент для гарячої за пілігримової прокатки труб" МПК В21В21/00, Б.В. № 12, 1983). Конструкція відомого пристрою не забезпечує істотного зниження маси відокремлюваною в обрізь пілігримової головки і ненадійна в експлуатації у зв'язку з наявністю значної кількості елементів дорнового пристрою. Найбільш близьким до пропонованого пристрою по його технічній суті і технічному результату, що досягається, є дорновий пристрій, що містить дорн з робочою частиною, циліндровою ділянкою збільшеного діаметра, рівною ширині дорнового кільця, розміщеною між ними конічною ділянкою, рівною довжині пільгерголовки, дорнове кільце, що охоплює дорн, яке виконане із зовнішньою кільцевою проточкою в середній частині дорнового кільця для 1 UA 91209 U 5 10 15 20 25 30 35 40 45 50 55 60 розміщення в ній шибера. При цьому зазор між внутрішньою порожниною дорнового кільця і циліндровою ділянкою дорна досягає 25 ~ 30 мм. (А.В. Свят, A.M. Іоффе, А.А. Чернявський і ін. "Дорн з конічним хвостовиком" /// Бюлетень ЦНДІЧМ, 1963 № 21, с. 39-40). Суттєвими ознаками найближчого аналога, які збігаються з суттєвими ознаками пропонованого пристрою, є: дорн, що містить робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою. Недоліки пристрою згідно з прототипом витікають з наступного. Відмітною особливістю відомого пристрою є конструкція дорна, діаметр якого збільшений на ділянці під пілігримовою головкою, чим досягається певне зменшення об'єму і маси, що відрізається в обрізь пилигримової головки. Проте це збільшення діаметра дорна обмежене внутрішнім діаметром заднього кінця гільзи, який на 15-20 мм менше діаметра в середній частині гільзи. Для стабільної зарядки дорна із збільшеним діаметром під пілігримовою головкою в гільзу необхідний мінімальний зазор, що також обмежує величину цього діаметра дорна. Наявність зазору між внутрішньою порожниною дорнового кільця і циліндровою ділянкою дорна, що досягає ~ 30 мм, обумовлене як необхідністю вільного переміщення дорнового кільця по дорна при здійсненні операції завантаження і розрядки дорна за допомогою шиберного пристрою, так і постійним діаметром внутрішньої порожнини дорнового кільця при коливанні діаметра дорна з урахуванням прокатки труб з різною товщиною стінок, приводить до підвищеного зносу дорнових кілець унаслідок їх перекосу на дорні під дією радіальних і осьових зусиль, що діють на дорнове кільце. Основним резервом в зменшенні маси пілігримової головки є розкочування циліндрової ділянки на задньому кінці гільзи. Проте розкочування цієї ділянки валками пілігримового стану при використанні відомого дорнового кільця може привести до попадання дорнового кільця у валки пілігримового стану, що створить аварійну ситуацію з поломкою валків і руйнуванням запобіжного шпинделя головної лінії стану. Тому форма торця дорнового кільця, що примикає до заднього торця гільзи не забезпечує можливості розкочування циліндрової ділянки на задньому кінці гільзи. У основу корисної моделі поставлено задачу удосконалити дорновий пристрій шляхом внесення змін до конструкції дорнового кільця, що дозволить забезпечити зменшення маси технологічної обрізі в пілігримову головку за рахунок повного розкочування циліндрової ділянки на задньому кінці гільзи, а також підвищення надійності роботи дорнового пристрою. Поставлена задача вирішується тим, що у відомому пристрої пілігримового стану, що містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою, відповідно до корисною моделі, дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи, висота якого визначається з виразу: ℓк=(0,12-0,16) Д, де Д - максимальний зовнішній діаметр дорнового кільця, а кут нахилу твірної до осі конуса дорівнює 12-19°. Згідно з корисною моделлю, у внутрішній порожнині дорнового кільця дорнового пристрою виконана кільцева проточка шириною 0,45-0,55 ширини дорнового кільця і діаметром, рівним 1,05-1,06 діаметра циліндрової ділянки дорна, розташована на відстані від торця дорнового кільця з боку гільзи 0,25-0,35 його ширини. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі і технічним результатом, що досягається, полягає у наступному. Досягнення зменшення маси технологічної обрізі в пілігримову головку обумовлене наявністю додаткової ділянки у вигляді зрізаного конуса, розташованого з боку гільзи і із зменшенням його зовнішнього діаметра у напрямі гільзи із запропонованими геометричними розмірами цієї ділянки, а саме: з висотою відповідною (0,12-0,16) максимального діаметра дорнового кільця, і з кутом нахилу твірної до осі конуса 12-19°. Форма і розміри додаткової конічної ділянки забезпечують можливість докатки заднього кінця гільзи без циліндрової ділянки. При цьому як недокат, відокремлюваний в обрізь, залишається тільки власне пілігримова головка із змінним профілем від діаметра гільзи до діаметра труби на пілігримовому стані. Вибір висоти додаткової конічної ділянки дорнового кільця обумовлений, з одного боку, необхідністю забезпечити розкочування циліндрової ділянки на задньому кінці гільзи, а з іншої підвищити надійність процесу розкочування без попадання дорнового кільця у валки за рахунок збільшення часу розкочування без зіткнення валків з дорновим кільцем. При цьому величина відстані до зіткнення валків з дорновим кільцем визначається кількістю подач гільзи у валки. У 2 UA 91209 U 5 10 15 20 25 30 35 40 45 50 55 60 запропонованому рішенні це число подач має бути 4-5 при середній величині подачі 12-15 мм. Тобто, до зіткнення дорнового кільця з валками можуть бути зроблені 4-5 подач, що при швидкості обертання валків 60 об/хв складе 4-5 секунд. Цього часу буде досить для аварійного відключення механізму подачі. Вибір висоти конічної ділянки менше 0,12 максимального зовнішнього діаметра дорнового кільця недоцільний з погляду надійності процесу розкочування, а вибір її більше 0,16 максимального зовнішнього діаметра дорнового кільця неефективний, оскільки веде тільки до збільшення габаритів і маси конічної ділянки і дорнового кільця. При цьому із збільшенням максимального зовнішнього діаметра дорнового кільця, обумовленого підвищенням діаметра прокатуваних гільз і труб, необхідно вибирати менше значення коефіцієнтів з меж (0,12-0,16). Вибір кута нахилу твірної до осі конуса в межах 12-19°, пов'язаний при певній його висоті, з одного боку, із забезпеченням повного розкочування циліндрової ділянки на задньому кінці гільзи, а з іншого - забезпеченням необхідної конструктивної міцності переднього кінця конічної ділянки дорнового кільця під дією осьових і радіальних зусиль через деформівний метал. При цьому вибір цього кута менш за 12° не є доцільним з погляду повнішого розкочування заднього кінця гільзи, а вибір його більше за 19° неефективний з погляду зниження конструктивної міцності дорнового кільця, що визначається, в основному, товщиною його стінки на передньому торці з боку гільзи. Підвищення надійності роботи дорнового пристрою забезпечується, з одного боку, запропонованими геометричними розмірами зовнішньої поверхні додаткової конічної ділянки з боку гільзи, а з іншої - профілізацією внутрішньої порожнини дорнового кільця. Наявність кільцевої проточки на внутрішній порожнині дорнового кільця запропонованих розмірів, шириною 0,45-0,55 ширини дорнового кільця і діаметром, рівним 1,05-1,06 діаметра циліндрової ділянки дорна, розташованої на відстані від торця дорнового кільця з боку гільзи 0,25-0,35 його ширини, дозволяє, з одного боку, зменшити зазори між дорновим кільцем і циліндровою ділянкою дорну по обидві сторони від кільцевої проточки, що значно зменшить перекоси дорнового кільця на дорні і за рахунок цього зменшить знос дорнових кілець, а з іншого боку - забезпечить можливість вільного переміщення дорнового кільця по циліндровій ділянці дорна, завдяки наявності кільцевої проточки збільшеного внутрішнього діаметра. При цьому збільшення ширини кільцевої проточки на внутрішній порожнині дорнового кільця понад 0,55 його ширини зменшить площу контакту циліндрової ділянки дорна з дорновим кільцем, що збільшить знос останньої. Зменшення ширини цієї кільцевої проточки менш за 0,45 недоцільне для вільного переміщення дорнового кільця по дорну. Вибір діаметра кільцевої проточки на внутрішній порожнині дорнового кільця більш за 1,06 діаметра циліндрової ділянки дорна недоцільне з погляду ослаблення перетину дорнового кільця, а вибір діаметра проточки менш за 1,05 діаметра циліндрової ділянки дорна неефективний з погляду зниження терміну його експлуатації в результаті зносу. Збільшення максимальної відстані від кільцевої проточки до переднього торця дорнового кільця понад 0,35 недоцільне з погляду утруднення переміщення дорнового кільця по дорну, внаслідок менших зазорів між дорновим кільцем і циліндровою ділянкою дорна. Зменшення цієї відстані менш за 0,25 ширини дорнового кільця недоцільна з точки зору зниження конструктивної міцності конічної ділянки дорнового кільця. Запропонована корисна модель пояснюється кресленнями, де на фіг. 1 зображений дорновий пристрій, що містить дорн і дорнове кільце, на фіг. 2 - дорнове кільце з розрізом, на фіг. 3 - положення розкоту на дорні після докатки циліндрового поясочка на задньому кінці гільзи, на фіг. 4 - витягання дорну з розкоту за допомогою шиберного пристрою. Дорновий пристрій пілігримового стану містить дорн, що складається з робочої частини 1, циліндрової ділянки 2 збільшеного діаметра, конічної ділянки 3, розміщеної між робочою частиною 1 і циліндровою ділянкою 2, головку 4 для фіксації дорна в дорновому замку 9 подавального апарата, і дорнове кільце 5. Дорнове кільце 5, що охоплює дорн, встановлено на циліндровій ділянці дорна 2 і складається з циліндрової ділянки з виконаною на її зовнішній поверхні кільцевою проточкою 6 для розміщення в ній шибера 13 шиберного пристрою, і ділянки 7, виконаної у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи. При цьому у внутрішній порожнині дорнового кільця виконана кільцева проточка 8. В процесі прокатки валки 10 деформують гільзу в трубу 11 з пілігримовою головкою 12. Після закінчення прокатки проводять витягання дорна з розкоту за допомогою шибера 13 шиберного пристрою. Ширина і дорнового кільця 5 дорівнює довжині циліндрової ділянки 2 дорна. Геометричні розміри кільцевої проточки 6: ℓ2 і d визначаються конструктивно з урахуванням розмірів шиберів, що застосовуються. Дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи. 3 UA 91209 U Ділянка 7 дорнового кільця, виконана у вигляді зрізаного конуса, має геометричні розміри: ℓк, Дк и Д. Кут нахилу твірної ділянки 7 до його осі рівний α. Висота конуса ділянки 7 визначається з виразу: ℓк=(0,12-0,16) Д (1) 5 де: Д - максимальний зовнішній діаметр дорнового кільця. При цьому величина Д приблизно дорівнює діаметра Dr прокатуваної гільзи згідно з вальцетабелем. Тоді ℓк=(0,12-0,16) Дr (2) 10 Після визначення ℓк з урахуванням діаметра гільзи, причому із збільшенням Дr, значення коефіцієнтів у формулі зменшується, діаметр Дк на передньому торці дорнового кільця з боку гільзи визначається з виразу: Дк=Д-2ℓк×tqα. (3) 15 Додатковою вимогою до вибору висоти ділянки 7 є умова: ℓк=(4-5)m 20 25 (4) де: m - величина подачі металу у валки при пілігримовій прокатці, мм; Такий вибір ℓк обумовлений необхідністю забезпечення надійності роботи дорнового пристрою без попадання дорнового кільця у валки при прокатці заднього кінця гільзи. Приймаючи величину подачі m=12-15 мм для прокатки тонкостінних труб основного сортаменту ТПА 5-12" з пілігримовими станами, отримаємо з виразу (4): ℓ к=(4-5)×(12-15)60 мм. Кут нахилу твірної конічної ділянки 7 пов'язаний з геометричними параметрами цієї ділянки виразом: arctq Д Дк 2 к (5) Д Дк дорівнювала 2 приблизно 0,25 товщини стінки прокатуваної гільзи для збільшення конструктивної міцності конічної ділянки 7, що сприймає як осьові, так і радіальні навантаження з боку валків через гільзу, що деформується. Геометричні розміри конічної ділянки 3 дорна визначаються з наступних умов. Довжина ділянки 3 має дорівнювати довжині пілігримової головки, яка визначається залежно від параметрів пілігримового валка: величини катаючого радіуса кута бойка і величини випередження на бойку. Ця величина складає ≈ 400-500 мм залежно від діаметра прокатуваних труб. Із збільшенням діаметра прокатуваних труб збільшується довжина пілігримової головки при незмінному калібруванні бойку пільгервалків. Діаметр меншої основи ділянки 3 дорна дорівнює діаметру dq робочої частини 1, який визначається з вальцетабеля. Діаметр d1 більшої основи може бути визначений з виразу: Величина кута α вибирається в межах 12-19° так, щоб величина 30 35 40 d1=dq+Δ (6) де: Δ - величина зазору між гільзою і дорном. При цьому 45 Δ=dr-dq 50 (7) де: dr - внутрішній діаметр гільзи, визначається з вальцетабеля. Для пільгерстана 5-12" величина зазору приблизно дорівнює Δ=15-20 мм. Величина d1 ділянки 3 дорна має бути вибрана з урахуванням надійної зарядки дорна в гільзу перед прокаткою. Інакше необхідно зменшити d1. 4 UA 91209 U 5 10 15 20 25 30 35 40 45 Наявність на дорні конічної ділянки 3, розташованої під пілігримовою головкою в процесі прокатки заднього кінця гільзи забезпечує зменшення маси відокремлюваної в обрізь пільгерголовки. Внутрішня порожнина дорнового кільця має кільцеву проточку 8, ширина якої складає 0,450,55 ширини дорнового кільця, і діаметром, рівним 1,05-1,06 діаметра циліндрової ділянки 2 дорна, розташовану на відстані від торця дорнового кільця з боку гільзи на 0,25-0,35 його ширини. Внутрішній діаметр зазору dз=d1+(6÷8) мм. Перед прокаткою здійснюється зарядка дорна з дорновим кільцем в гільзу і вони передаються на вхідну сторону пілігримового стану, де за рахунок закріплення головки 4 дорна в дерновому замку 9 подавального апарата, здійснюється з'єднання гільзи і дорнового пристрою з подавальним апаратом (фіг. 3). В результаті прокатки гільза на дорні деформується валками 10 в трубу 11. Після закінчення прокатки залишається пілігримова головка 12 без циліндрової ділянки на задньому кінці гільзи із зменшеним об'ємом і масою за рахунок конічної ділянки 3 на дорні. Як показано на фіг. 3 наявність конічної ділянки 7 на дорновому кільці 5 завдовжки ℓк забезпечує підвищення надійності прокатки пілігримової головки без попадання дорнового кільця у валки 10, ще досягається резервом 4-5 секунд часу для відключення подачі (при числі оборотів валків - 60 об/мин.). Після закінчення прокатки проводять витягання дорна з розкоту (прокатаному "батогу" з пільгерголовкою) за допомогою шиберного пристрою. При цьому шибер 13 піднімається і входить в кільцеву проточку 6 на зовнішній поверхні дорнового кільця. Завдяки упору розкоту через дорнове кільце шибером і переміщенням подавального апарата по стрілці А (фіг. 3) здійснюється попереднє витягання дорна. Потім шибер 13 опускається і декількома переміщеннями розкот встановлюється в положення для остаточного витягання дорна. Шибер 13 піднімається і за рахунок його упору в торець пілігримової головки при переміщенні подавального апарата в напрямі по стрілці Б здійснюється остаточне витягання дорна з дорновим кільцем з розкоту (фіг. 4). Після витягання дорна з дорновим кільцем вони за допомогою підйомного столу видаються на ділянку охолоджування і змащування для подальшої зарядки в чергову гільзу, а розкіт передається на ділянку різання, де здійснюється відділення технологічної обрізі - пільгерголовки і затравки, і розділення на мірні частини. Запропонований дорновий пристрій пройшов випробування на пілігримовому стані 5-12" ПАТ "Інтерпайп НТЗ" при прокатці труб розміром 244,5×7,92 мм за стандартом API 5CT з круглої безперервнолитої заготівки діаметром 400 мм. Прокатку гільзи діаметром 390 мм з товщиною стінки 69 мм здійснювали на дорні діаметром 237 мм, що має конічну ділянку з діаметром більшої основи - 250 мм і довжиною -400 мм. Дорнове кільце мало конічну ділянку з боку гільзи наступних геометричних розмірів: висота 60 мм, діаметри меншої і більшої основ - відповідно 345 і 390 мм. Максимальна величина подачі металу у валки за один оберт останніх - складала 15 мм. В результаті випробувань була встановлена можливість прокатки пілігримової головки без циліндрової ділянки на задньому кінці гільзи, що істотно, (на 35-40 кг), знижує масу пілігримової головки, що видаляється, у тому числі, і за рахунок конічної ділянки на дорні під пільгерголовкою. Корисна модель дозволяє забезпечити зменшення маси технологічної обрізі в пілігримову головку за рахунок повного розкочування циліндрової ділянки на задньому кінці гільзи, а також підвищення надійності роботи дорнового пристрою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Дорновий пристрій пілігримового стану, що містить дорн, який має робочу частину, циліндрову ділянку збільшеного діаметра, розміщену між ними конічну ділянку, і дорнове кільце, що охоплює дорн, виконане із зовнішньою кільцевою проточкою, який відрізняється тим, що дорнове кільце з боку гільзи містить ділянку у вигляді зрізаного конуса із зменшенням зовнішнього діаметра у напрямі гільзи, висота якого визначається з виразу: ℓк=(0,12-0,16) Д, де Д - максимальний зовнішній діаметр дорнового кільця, а кут нахилу твірної до осі конуса дорівнює 12-19°. 2. Дорновий пристрій за п. 1, який відрізняється тим, що у внутрішній порожнині дорнового кільця виконана кільцева проточка шириною 0,45-0,55 ширини дорнового кільця і діаметром, рівним 1,05-1,06 діаметра циліндрової ділянки дорну, розташована на відстані від торця дорнового кільця з боку гільзи 0,25-0,35 його ширини. 5 UA 91209 U 6 UA 91209 U 7 UA 91209 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюBalakin Valerii Fedorovych, Harmashov Denys Yuriiovych
Автори російськоюБалакин Валерий Федорович, Гармашов Денис Юрьевич
МПК / Мітки
МПК: B21B 25/00, B21B 21/00
Мітки: пілігримового, пристрій, стану, дорновий
Код посилання
<a href="https://ua.patents.su/10-91209-dornovijj-pristrijj-piligrimovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Дорновий пристрій пілігримового стану</a>
Дорновий пристрій пілігрімового стану
Номер патенту: 19863
Опубліковано: 25.12.1997
Автори: Волочков Юрій Сергійович, Чернявський Анатолій Олександрович, Волнянський Валерій Євгенійович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00, B21B 25/00
Мітки: пілігримового, пристрій, стану, дорновий
Формула / Реферат:
Дорновое устройство пилигримового стана, содержащее дорн, имеющий рабочую часть, головку и размещенный между ними хвостовик, состоящий из трех конических участков с различной конусностью и концевого участка с надетым на него дорновым кольцом, определяющим длину этого участка и имеющим внутреннюю поверхность по форме и размерам одинаковую с наружной поверхностью концевого участка хвостовика дорна, отличающееся тем, что внутренняя поверхность...
Подавальний апарат пілігримового стану
Номер патенту: 73552
Опубліковано: 15.08.2005
Автори: Ермакович Радмир Петрович, Шифрін Євген Ісайович, Петринін Валерій Дмитрович, Добряк Володимир Дмитрович, Нечаєв Віктор Іванович, Краснов Володимир Вітальйович
МПК: B21B 21/04
Мітки: подавальний, апарат, пілігримового, стану
Формула / Реферат:
1. Подавальний апарат пілігримового стану, що містить корпус із вмонтованим в нього повітряним циліндром та гідравлічною камерою з гальмуючою втулкою, шпиндель, встановлений з можливістю зворотно-поступального та обертального руху у повітряному циліндрі та гальмуючій втулці, дриль, з'єднаний із шпинделем через вмонтовану в нього дрильну гайку, та храповий механізм, який містить храпове колесо, закріплене на дрилі, та притиснуті до його зубів...
Спосіб обробки рівчаків валків пілігримового стану

Номер патенту: 70352
Опубліковано: 11.06.2012
Автори: Баранов Олександр Михайлович, Юдін Дмитро Петрович, Котелевець Микола Григорович
МПК: B23B 35/00, B23C 3/00
Мітки: пілігримового, стану, обробки, валків, спосіб, рівчаків
Формула / Реферат:
Спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху, який відрізняється тим, що як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола, при цьому точка дотику ріжучої частини фрези і профілю рівчака перебуває з...
Механізм подачі пілігримового стана

Номер патенту: 3734
Опубліковано: 15.12.2004
Автори: Большаков Вадим Іванович, Коноваленко Костянтин Віталійович, Клименко Фелікс Костянтинович, Іоффе Анатолій Моісейович
МПК: B21B 21/04
Мітки: механізм, подачі, стана, пілігримового
Формула / Реферат:
Механізм подачіпілігримового стана, що містить зв'язані з корпусом каретки гідроциліндри подачі і відводу, гвинтовий дозатор переміщення з приводом обертання, який відрізняється тим, що він додатково містить механізм стопоріння корпусу гайки гвинтового дозатора, виконаний у вигляді пари зубчастих коліс, взаємодіючих із зубчастими рейками, установленими на фундаменті, і з'єднаних із корпусом гайки, що контактує з напрямною каретки, при цьому...
Пристрій для контролю стану трубопроводу
Номер патенту: 39829
Опубліковано: 10.03.2009
Автор: Мікульонок Ігор Олегович
МПК: F16L 57/00, F16L 58/00
Мітки: пристрій, контролю, стану, трубопроводу
Формула / Реферат:
Пристрій для контролю стану трубопроводу, що містить трубу з фланцями, відводом із кришкою, а також розміщеним у відводі співвісно з трубою щонайменше одним кільцем-зразком, виготовленим з того самого матеріалу, що і труба, який відрізняється тим, що кожне кільце-зразок електрично зв'язано з трубою.
Попередній патент: Спосіб термографічної діагностики і контролю лікування захворювань шкіри
Наступний патент: Робочий орган для ущільнення будівельних матеріалів
Випадковий патент: Боксерський мобільний пристрій