Установка і спосіб відрізання полірованого листового скла з нормальною або структурованою поверхнею
Формула / Реферат
1. Установка для відрізання полірованого листового скла з нормальною або структурованою поверхнею, яка містить:
a) ріжучий повзун (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11),
b) множину контрроликів (8) для нижнього ріжучого повзуна (4),
c) притискний механізм (6) з ламаючим валком (20) та переднім притискним валком (21) для надрізання знизу,
d) притискний механізм (15) з ламаючим валком (14) та заднім притискним валком (18) для надрізання зверху,
e) пристрої (9, 10, 12) для вимірювання поступальної швидкості смуги скла (11) та її поточної довжини.
2. Установка за п. 1, яка відрізняється тим, що притискні елементи (18, 21), які входять в контакти зі структурованою поверхнею смуги скла (11), виконані по типу наповнених повітрям шин для транспортних засобів, причому тиск повітря автоматично узгоджується з глибиною нерівностей структури.
3. Установка за одним із попередніх пунктів, яка відрізняється тим, що виконана з можливістю регулювання встановлених напрямних рейок (3, 5) під кутом залежно від поступальної швидкості смуги скла (11).
4. Установка за одним із попередніх пунктів, яка відрізняється тим, що притискний механізм (6) і/або ламаючий валок (14), і/або притискний механізм (15) виконано з можливістю точного регулювання, параметри якого залежать від товщини смуги скла (11) і/або від складу розплаву скла, і/або від типу структури поверхні смуги скла (11).
5. Установка за п. 4, яка відрізняється тим, що містить сенсорні датчики, здатні частково або у повному складі реєструвати згадані параметри, а також вузли, здатні формувати регулюючі змінні, що базуються на експериментальних або обчислених даних, і придатні для автоматичного точного регулювання.
6. Спосіб відрізання полірованого листового скла з нормальною або структурованою поверхнею, який має такі ознаки:
а) використання установки для виготовлення звичайного полірованого листового скла або полірованого листового скла зі структурованою поверхнею, яка устаткована ріжучим повзуном (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або для надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11), у якій:
в) передбачені численні контрролики (8) для нижнього ріжучого повзуна (4),
c) передбачено притискний механізм (6) з ламаючим валком (20) та переднім притискним валком (21) для надрізання знизу,
d) передбачено притискний механізм (15) з ламаючим валком (14) та заднім притискним валком (18) для надрізання зверху,
e) передбачено пристрої (9, 10, 12) для вимірювання поступальної швидкості смуги скла (11) та її поточної довжини.
7. Спосіб за п. 6, який відрізняється тим, що притискні елементи (18, 21), які входять в контакт зі структурованою поверхнею смуги скла (11), виконані по типу наповнених повітрям шин транспортних засобів, причому тиск повітря автоматично узгоджують з глибиною нерівностей структури.
8. Спосіб за одним із пп. 6 або 7, який відрізняється тим, що регулювання встановлення напрямних рейок (3, 5) під кутом здійснюють залежно від поступальної швидкості смуги скла (11).
9. Спосіб за одним із пп. 6-8, який відрізняється тим, що притискний механізм (6) і/або ламаючий валок (14) і/або притискний механізм (15) виконано з можливістю точного регулювання, параметри якого залежать від товщини смуги скла (11) і/або від складу розплаву скла, і/або від типу структури поверхні смуги скла (11).
10. Спосіб за п. 9, який відрізняється тим, що згадані параметри частково або у повному складі реєструють відповідними сенсорними датчиками і регулюючі змінні, що базуються на експериментальних або обчислених даних, використовують для автоматичного точного регулювання.
11. Спосіб за одним із пп. 6-10, який відрізняється тим, що сферою застосування полірованого листового скла зі структурованою поверхнею є виготовлення елементів фотогальванічної енергетичної установки.
Текст
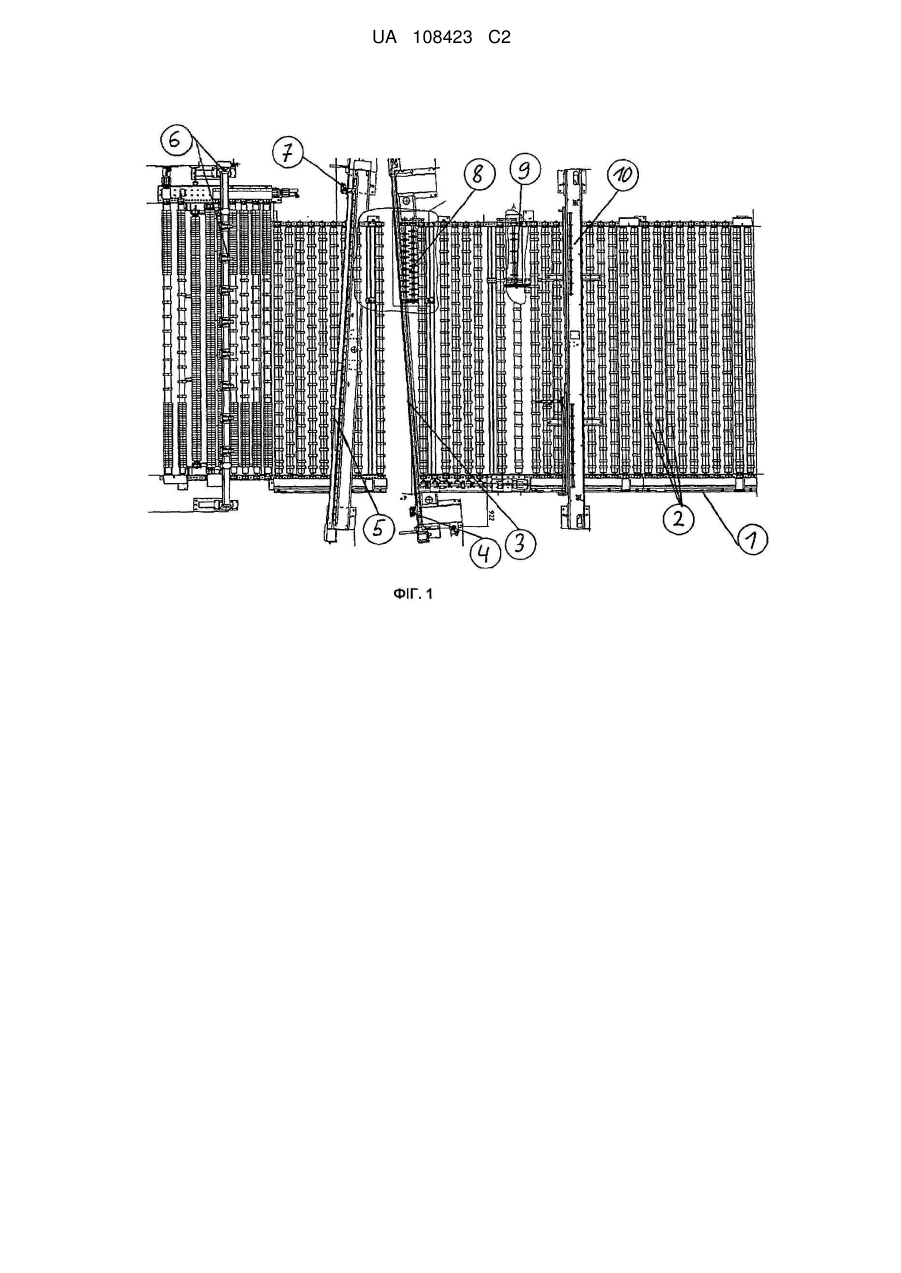
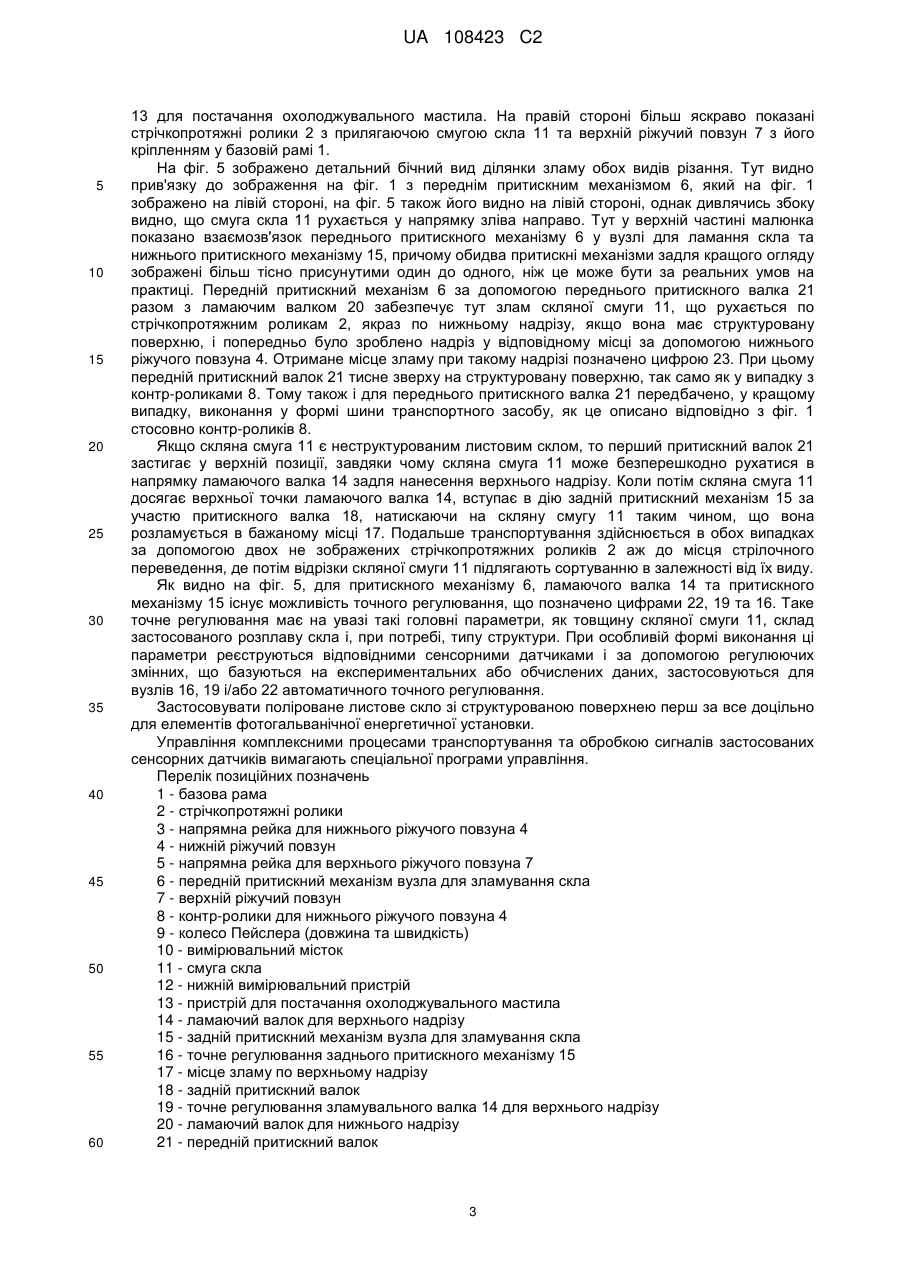
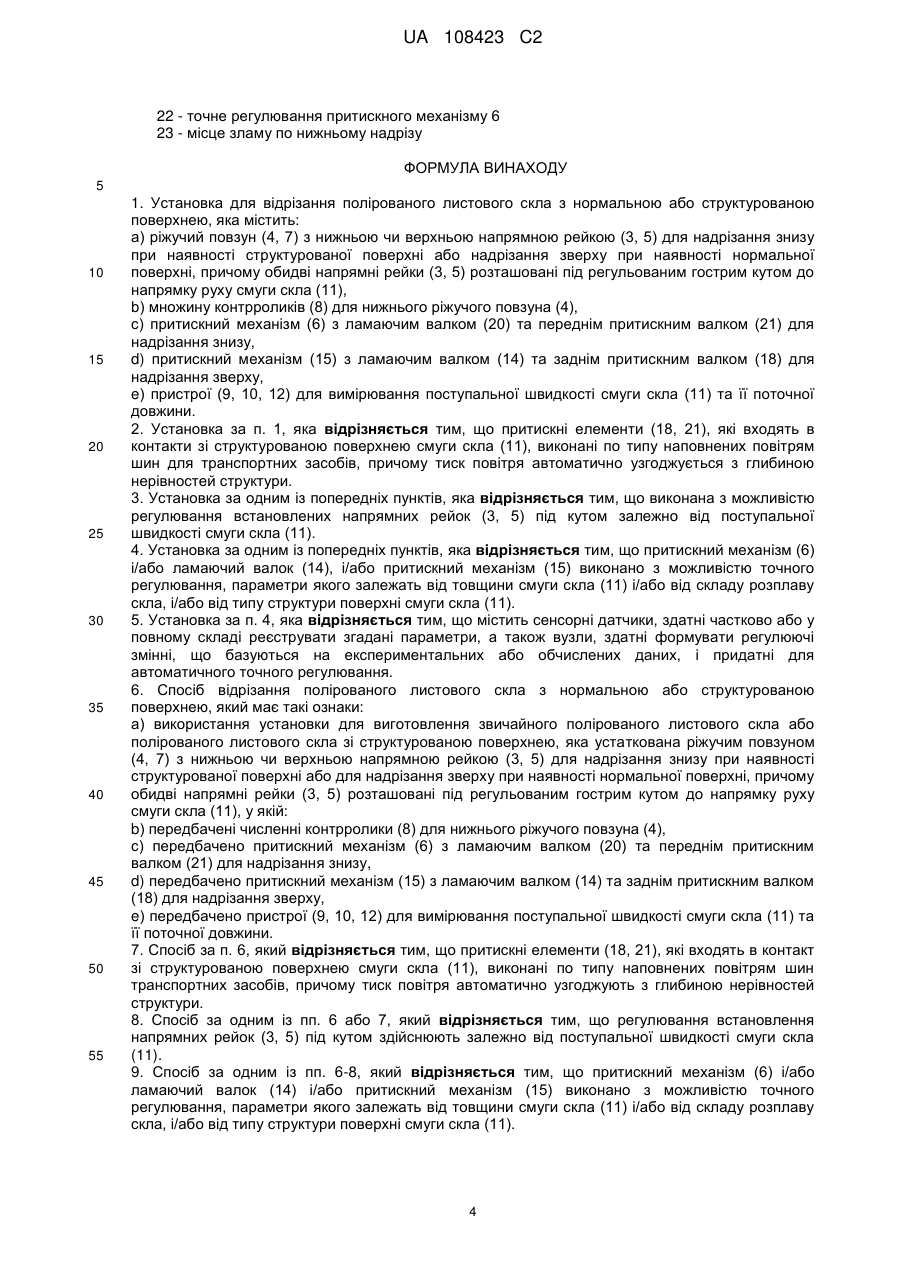
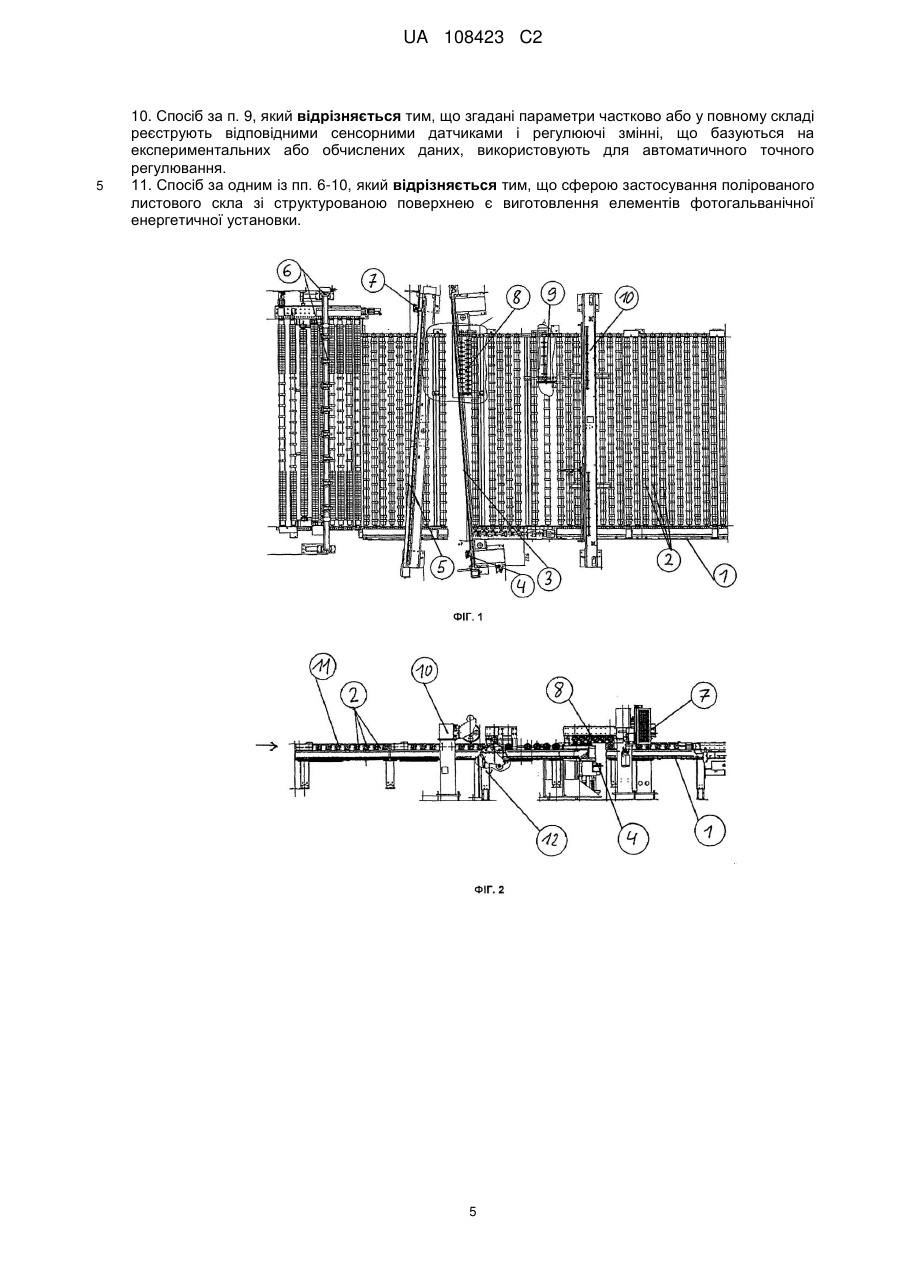
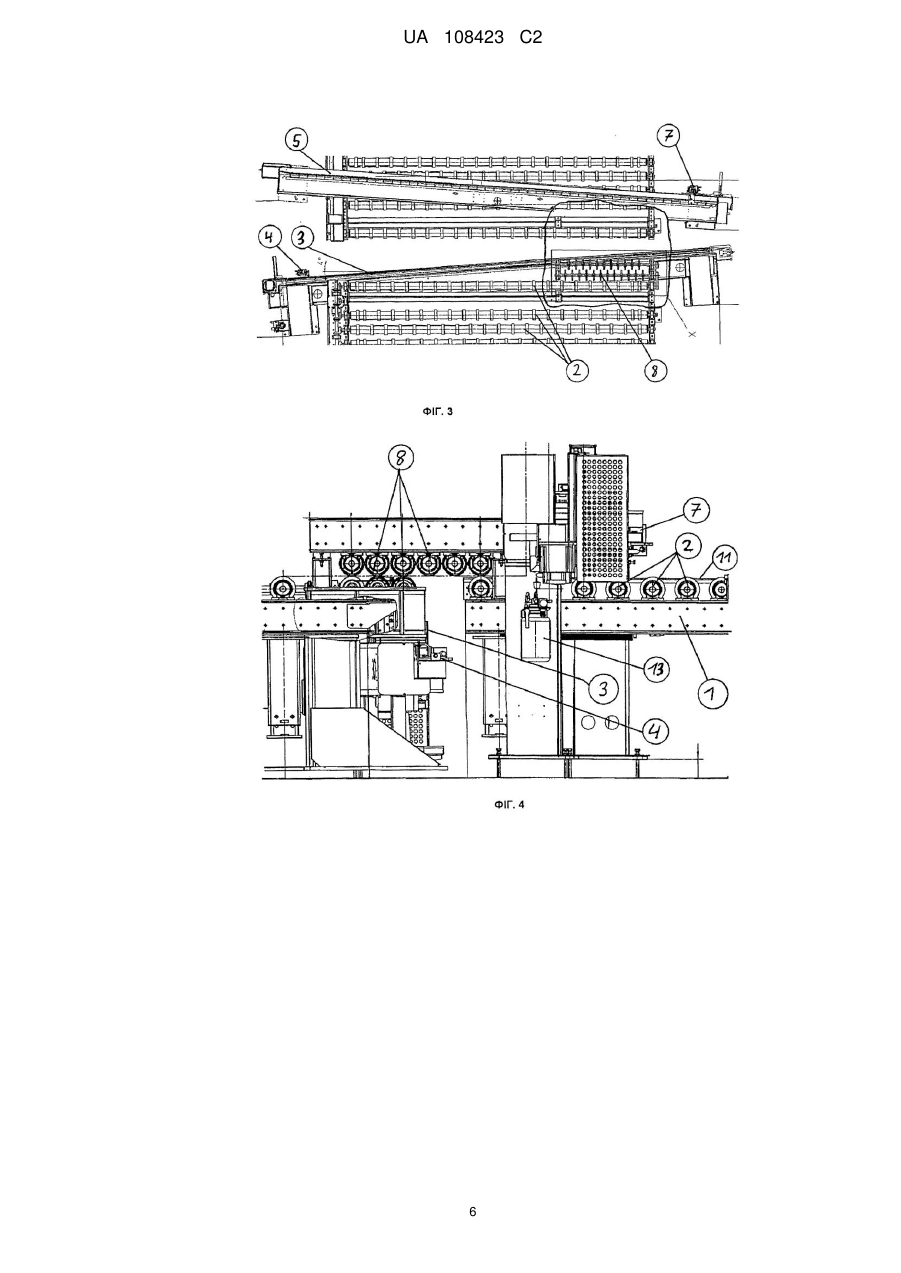
Реферат: Установка та спосіб для відрізання полірованого листового скла з нормальною або структурованою поверхнею, які мають такі ознаки: а) ріжучий повзун (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або для надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11), в) множину контрроликів (8) для нижнього ріжучого повзуна (4), с) притискний механізм (6) з ламаючим валком (20) та переднім притискним валком (21) для надрізання знизу, d) притискний механізм (15) з ламаючим валком (14) та заднім притискним валком (18) для надрізання зверху, e) пристрої (9, 10, 12) для вимірювання поступальної швидкості смуги скла (11) та її поточної довжини. UA 108423 C2 (12) UA 108423 C2 UA 108423 C2 5 10 15 20 25 30 35 40 45 50 55 60 Виготовлення полірованого листового скла здійснюється здебільшого шляхом безперервного виливання розплаву скла на електроліт лудіння, нагрітий в продовгуватій ванні, і отримання внаслідок цього смуги скла. Наступна обробка полірованого скла відбувається шляхом поздовжнього та поперечного розрізання смуги скла, яка після виготовлення надходить з визначеною швидкістю просування. При цьому поздовжнє розрізання забезпечують встановлені над смугою скла у відповідних позиціях ріжучі коліщата. Поперечне розрізання здійснюється за допомогою ріжучих містків, на яких поперек смуги скла рухаються коліщата поперечного розрізання. Зазвичай із листового полірованого скла вирізають відрізки довжиною 6 м та шириною понад 3 м. При формуванні смуги скла внаслідок поверхневого напруження, температурних градієнтів та градієнтів в'язкості, а також внаслідок дії механічних інструментів транспортування, наприклад роликів, зазвичай на краях виникає дещо інший розподіл товщини, ніж в центрі, тобто в подальшій остаточно корисній площі. Тому крайні ділянки з обох сторін скляної смуги вважаються бортовою зоною. Тому перед DE 102 37 478 В4 стоїть задача здійснити традиційний спосіб розрізання смуги скла в сенсі прикладеного зусилля різання таким чином, щоб і на бортові ділянки, і на ділянки корисної площі могли бути нанесені достатні надрізи, які б сприяли правильному здійсненню зламу, одночасно забезпечуючи попереднє руйнування смуги скла. Згідно з пунктом 1 формули винаходу у цьому документі при рішенні цієї задачі відштовхуються від способу розрізання безперервної смуги скла при виготовленні листового скла, яка по своїй ширині має нерівномірний розподіл товщини, коли ріжучий інструмент з зусиллям різання, заданим органом управління, рухається по ширині смуги скла, створюючи під кутом до напрямку руху подряпину, а потім смугу скла механічно ламають вздовж подряпини. При такому способі потрібно гарантувати, щоб зусилля різання було задане органом управління в залежності від товщини скла. В іншій області техніки часто є потрібним скло з певними оптичними функціями, наприклад скло з точно визначеною рельєфною фактурою поверхні. Така рельєфна фактура поверхні потрібна, наприклад, для дисплеїв з пласким екраном, так званих пластинчатих. Із DE 198 47 549 С1 відомим є необхідний для виготовлення такого дисплейного скла формувальний інструмент зі структурованою поверхнею, призначений для створення рельєфів зі скла, та його застосування при формуванні структури пластин. Цей відомий формувальний інструмент має галоїдний циліндр, який складається із металевого порожнистого циліндра, на зовнішньому корпусі якого в тісному площинному контакті встановлено формувальне полотно, устатковане виїмками, що відповідають негативному відображенню певних створюваних на склі структур. Крім того, цей інструмент для безперервного приводу галоїдного циліндра має такий вал, котрий простягається крізь металевий порожнистий циліндр, причому на висоті торцевої сторони порожнистого циліндра на валу розміщені два повідки, що знаходяться у геометричному замиканні з порожнистим циліндром. Поза тим, цей відомий інструмент має засіб електричного нагрівання, встановлений з електроізоляцією між валом та металевим порожнистим циліндром і устаткований додатковою термічною ізоляцією відносно валу. Тим часом існують й інші можливості отримання скла зі структурованою поверхнею на лінії виготовлення полірованого листового скла, на які немає друкованих посилань. Якщо тепер існує потреба на одній і тій самій лінії для полірованого листового скла поперемінно виготовляти скло з гладенькою поверхнею та скло зі структурованою поверхнею, а також розрізати його, то необхідно мати відомі на цей момент різні установки для виготовлення таких різних видів скла. Якщо у такому випадку застосовувати одну установку, то для переведення її роботи з традиційного скла на скло зі структурованою поверхнею потрібно забезпечити її відповідним додатковим пристроєм. До того ж стару скломасу спочатку потрібно охолодити, а потім розпочинати процес розплавлення знову. Крім того, скло зі структурованою поверхнею має бути розрізане іншим способом, ніж звичайне поліроване листове скло. Тому перед винаходом стоїть задача створити такий пристрій та відповідний спосіб, які б дали змогу розрізати смугу полірованого листового скла під час тривання робочого процесу незалежно від структури його поверхні. Цю задачу вирішено за допомогою пристрою за п. 1 формули винаходу та способу за п. 6 формули винаходу. В основному це рішення полягає у тому, що передбачено пристрій для відрізання чи різання смуги скла одночасно зверху та знизу. Далі винахід описано більш детально. Зокрема зображено: Фіг. 1 - вид у плані пристрою згідно з винаходом; 1 UA 108423 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 2 - вид збоку пристрою згідно з винаходом; Фіг. 3 - детальне зображення у плані рельсового шляху; Фіг. 4 - детальне зображення збоку обох зон різання; Фіг. 5 - детальне зображення збоку зони зламу обох видів різання. На фіг. 1 показано у плані пристрій згідно з винаходом. Стрічкопротяжні ролики 2 встановлені на базовій рамі 1, причому смуга скла 11 з правої сторони фіг. 1 наближається до вимірювального містка 10. В центральній частині праворуч на зображеному плані структуроване листове скло підлягає розрізанню знизу за допомогою нижнього ріжучого повзуна 4. Оскільки при цьому процесі, який здійснюється назустріч силі тяжіння і підіймає смугу скла 11, виникає необхідність певного протитиску, на верхній стороні смуги скла 11 разом з ріжучим повзуном 4 рухаються зображені контр-ролики 8. Щоб зробити можливим розрізання під прямим кутом, напрямна рейка 3 орієнтована під гострим кутом до напрямку руху смуги скла 11, щоб компенсувати рух смуги скла 11 під час процесу розрізання. За допомогою розташованого збоку колеса Пейслера 9 вимірюють швидкість та довжину смуги скла 11, що підлягає відрізанню. Отримані таким чином дані обробляються у вимірювальному містку 10 і використовуються для управління нижнім ріжучим повзуном 4. Щоб забезпечити бажаний розріз під прямим кутом до напрямку руху смуги скла 11, необхідно разом з прискоренням руху смуги скла 11 також збільшити швидкість ріжучого повзуна 4 і навпаки. Оскільки для процесу розрізання важливою є не лише швидкість ріжучого повзуна 4, а й встановлення під кутом напрямної рейки 3, тому що різець певного ріжучого повзуна не може рухатися з будь-якою швидкістю, необхідно також узгоджувати кут, утворений між напрямною рейкою 3 та напрямком руху смуги скла 11, зі швидкістю смуги скла 11. При цьому контр-ролики 8 рухаються по структурованій поверхні смуги скла 11. Оскільки характеристика структурованої поверхні може сильно коливатися, протитиск роликів 8 має здійснюватися таким чином, аби під час котіння вони на спричиняли тріскучої вібрації смуги скла 11, викликаної глибиною нерівностей структури, і не перешкоджали різцю або ріжучому колесу на повзуні 4 плавно і рівномірно здійснювати глибокий контакт. Адже при такій тріскучій вібрації ріжучий повзун міг би також з вібрацією рухатися вздовж смуги скла 11 і перешкоджати утворенню гладенького, рівномірно глибокого надрізу. Тому контр-ролики 8 переважно мають конструкцію типу пневматичної шини для транспортного засобу. Загрозу тріскучої вібрації оцінюють за емпіричними значеннями з використанням сенсорного датчика, що досліджує висоту нерівностей профілю поверхні смуги скла 11, а потім автоматично встановлюють повітряний тиск в контр-роликах 8 таким чином, щоб ріжучий повзун 4 міг надійно виконувати свою функцію. Таким чином підвищується також термін служби ріжучого колеса повзуна 4. В лівій частині зображеного плану смугу скла 11 у випадку неструктурованої нормальної поверхні надрізають зверху за допомогою верхнього ріжучого повзуна 7, що рухається по напрямній рейці 5. Проміжок між обома ріжучими пристроями, який видно на фіг. 1, залишений вільним задля кращого зображення. Зазвичай цей проміжок перекрито стрічкопротяжними роликами 2. Не зовсім однаковий нахил напрямних рейок 3 та 5 також пояснюється цією ж причиною. Таким чином має бути чітко видно, що нахил напрямних рейок 3 та 5 може бути регульованим неоднаково. Відповідні серводвигуни чи пристрої для зміщення також не зображені тут задля кращого огляду. Розташований по ходу передній притискний механізм 6 є прив'язаним до бічного зображення ділянки зламу на фіг. 5. На фіг. 2 можна бачити вид збоку пристрою згідно з винаходом. По стріч ко протяжних роликах 2 рухається смуга скла 11 зліва направо у напрямку нижнього ріжучого повзуна 4 з підпорядкованими йому контр-ролика ми 8. Далі за рухом розташовано вимірювальний місток 10, потім вимірювальний пристрій 12, у якому за умови наявності полірованого листового скла зі структурованою поверхнею відбувається реєстрація актуальних даних під структурованою поверхнею. На цьому зображенні показано також з'єднаний з базовою рамою 1 верхній ріжучий повзун 7. На фіг. 3 показано детальний вид у плані напрямних рейок, зображених на фіг. 1. Тут можна бачити знизу вверх в напрямку руху смуги скла 11 стрічкопротяжні ролики 2 та напрямна рейка 3 з нижнім ріжучим повзуном 4 та його контр-роликами 8. У верхній частині зображення видно напрямна рейка 5 та підпорядкований йому верхній ріжучий повзун 7. Зображений на фіг. 4 детальний бічний вид обох зон різання розкриває інші подробиці. Напрямок руху смуги скла 11 тут показано зліва направо. Додатково до нижнього напрямної рейки 3 з нижнім ріжучим повзуном 4 та шістьма контр-роликами 8 тут показано ще й пристрій 2 UA 108423 C2 5 10 15 20 25 30 35 40 45 50 55 60 13 для постачання охолоджувального мастила. На правій стороні більш яскраво показані стрічкопротяжні ролики 2 з прилягаючою смугою скла 11 та верхній ріжучий повзун 7 з його кріпленням у базовій рамі 1. На фіг. 5 зображено детальний бічний вид ділянки зламу обох видів різання. Тут видно прив'язку до зображення на фіг. 1 з переднім притискним механізмом 6, який на фіг. 1 зображено на лівій стороні, на фіг. 5 також його видно на лівій стороні, однак дивлячись збоку видно, що смуга скла 11 рухається у напрямку зліва направо. Тут у верхній частині малюнка показано взаємозв'язок переднього притискного механізму 6 у вузлі для ламання скла та нижнього притискного механізму 15, причому обидва притискні механізми задля кращого огляду зображені більш тісно присунутими один до одного, ніж це може бути за реальних умов на практиці. Передній притискний механізм 6 за допомогою переднього притискного валка 21 разом з ламаючим валком 20 забезпечує тут злам скляної смуги 11, що рухається по стрічкопротяжним роликам 2, якраз по нижньому надрізу, якщо вона має структуровану поверхню, і попередньо було зроблено надріз у відповідному місці за допомогою нижнього ріжучого повзуна 4. Отримане місце зламу при такому надрізі позначено цифрою 23. При цьому передній притискний валок 21 тисне зверху на структуровану поверхню, так само як у випадку з контр-роликами 8. Тому також і для переднього притискного валка 21 передбачено, у кращому випадку, виконання у формі шини транспортного засобу, як це описано відповідно з фіг. 1 стосовно контр-роликів 8. Якщо скляна смуга 11 є неструктурованим листовим склом, то перший притискний валок 21 застигає у верхній позиції, завдяки чому скляна смуга 11 може безперешкодно рухатися в напрямку ламаючого валка 14 задля нанесення верхнього надрізу. Коли потім скляна смуга 11 досягає верхньої точки ламаючого валка 14, вступає в дію задній притискний механізм 15 за участю притискного валка 18, натискаючи на скляну смугу 11 таким чином, що вона розламується в бажаному місці 17. Подальше транспортування здійснюється в обох випадках за допомогою двох не зображених стрічкопротяжних роликів 2 аж до місця стрілочного переведення, де потім відрізки скляної смуги 11 підлягають сортуванню в залежності від їх виду. Як видно на фіг. 5, для притискного механізму 6, ламаючого валка 14 та притискного механізму 15 існує можливість точного регулювання, що позначено цифрами 22, 19 та 16. Таке точне регулювання має на увазі такі головні параметри, як товщину скляної смуги 11, склад застосованого розплаву скла і, при потребі, типу структури. При особливій формі виконання ці параметри реєструються відповідними сенсорними датчиками і за допомогою регулюючих змінних, що базуються на експериментальних або обчислених даних, застосовуються для вузлів 16, 19 і/або 22 автоматичного точного регулювання. Застосовувати поліроване листове скло зі структурованою поверхнею перш за все доцільно для елементів фотогальванічної енергетичної установки. Управління комплексними процесами транспортування та обробкою сигналів застосованих сенсорних датчиків вимагають спеціальної програми управління. Перелік позиційних позначень 1 - базова рама 2 - стрічкопротяжні ролики 3 - напрямна рейка для нижнього ріжучого повзуна 4 4 - нижній ріжучий повзун 5 - напрямна рейка для верхнього ріжучого повзуна 7 6 - передній притискний механізм вузла для зламування скла 7 - верхній ріжучий повзун 8 - контр-ролики для нижнього ріжучого повзуна 4 9 - колесо Пейслера (довжина та швидкість) 10 - вимірювальний місток 11 - смуга скла 12 - нижній вимірювальний пристрій 13 - пристрій для постачання охолоджувального мастила 14 - ламаючий валок для верхнього надрізу 15 - задній притискний механізм вузла для зламування скла 16 - точне регулювання заднього притискного механізму 15 17 - місце зламу по верхньому надрізу 18 - задній притискний валок 19 - точне регулювання зламувального валка 14 для верхнього надрізу 20 - ламаючий валок для нижнього надрізу 21 - передній притискний валок 3 UA 108423 C2 22 - точне регулювання притискного механізму 6 23 - місце зламу по нижньому надрізу ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Установка для відрізання полірованого листового скла з нормальною або структурованою поверхнею, яка містить: a) ріжучий повзун (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11), b) множину контрроликів (8) для нижнього ріжучого повзуна (4), c) притискний механізм (6) з ламаючим валком (20) та переднім притискним валком (21) для надрізання знизу, d) притискний механізм (15) з ламаючим валком (14) та заднім притискним валком (18) для надрізання зверху, e) пристрої (9, 10, 12) для вимірювання поступальної швидкості смуги скла (11) та її поточної довжини. 2. Установка за п. 1, яка відрізняється тим, що притискні елементи (18, 21), які входять в контакти зі структурованою поверхнею смуги скла (11), виконані по типу наповнених повітрям шин для транспортних засобів, причому тиск повітря автоматично узгоджується з глибиною нерівностей структури. 3. Установка за одним із попередніх пунктів, яка відрізняється тим, що виконана з можливістю регулювання встановлених напрямних рейок (3, 5) під кутом залежно від поступальної швидкості смуги скла (11). 4. Установка за одним із попередніх пунктів, яка відрізняється тим, що притискний механізм (6) і/або ламаючий валок (14), і/або притискний механізм (15) виконано з можливістю точного регулювання, параметри якого залежать від товщини смуги скла (11) і/або від складу розплаву скла, і/або від типу структури поверхні смуги скла (11). 5. Установка за п. 4, яка відрізняється тим, що містить сенсорні датчики, здатні частково або у повному складі реєструвати згадані параметри, а також вузли, здатні формувати регулюючі змінні, що базуються на експериментальних або обчислених даних, і придатні для автоматичного точного регулювання. 6. Спосіб відрізання полірованого листового скла з нормальною або структурованою поверхнею, який має такі ознаки: а) використання установки для виготовлення звичайного полірованого листового скла або полірованого листового скла зі структурованою поверхнею, яка устаткована ріжучим повзуном (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або для надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11), у якій: b) передбачені численні контрролики (8) для нижнього ріжучого повзуна (4), c) передбачено притискний механізм (6) з ламаючим валком (20) та переднім притискним валком (21) для надрізання знизу, d) передбачено притискний механізм (15) з ламаючим валком (14) та заднім притискним валком (18) для надрізання зверху, e) передбачено пристрої (9, 10, 12) для вимірювання поступальної швидкості смуги скла (11) та її поточної довжини. 7. Спосіб за п. 6, який відрізняється тим, що притискні елементи (18, 21), які входять в контакт зі структурованою поверхнею смуги скла (11), виконані по типу наповнених повітрям шин транспортних засобів, причому тиск повітря автоматично узгоджують з глибиною нерівностей структури. 8. Спосіб за одним із пп. 6 або 7, який відрізняється тим, що регулювання встановлення напрямних рейок (3, 5) під кутом здійснюють залежно від поступальної швидкості смуги скла (11). 9. Спосіб за одним із пп. 6-8, який відрізняється тим, що притискний механізм (6) і/або ламаючий валок (14) і/або притискний механізм (15) виконано з можливістю точного регулювання, параметри якого залежать від товщини смуги скла (11) і/або від складу розплаву скла, і/або від типу структури поверхні смуги скла (11). 4 UA 108423 C2 5 10. Спосіб за п. 9, який відрізняється тим, що згадані параметри частково або у повному складі реєструють відповідними сенсорними датчиками і регулюючі змінні, що базуються на експериментальних або обчислених даних, використовують для автоматичного точного регулювання. 11. Спосіб за одним із пп. 6-10, який відрізняється тим, що сферою застосування полірованого листового скла зі структурованою поверхнею є виготовлення елементів фотогальванічної енергетичної установки. 5 UA 108423 C2 6 UA 108423 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for trimming a float glass strip that has a normal or structured surface
Автори англійськоюNiewiera, Wolfgang
Автори російськоюНевера Вольфганг
МПК / Мітки
МПК: C03B 33/023, C03B 33/00, C03B 33/037
Мітки: спосіб, відрізання, установка, листового, поверхнею, полірованого, скла, нормальною, структурованою
Код посилання
<a href="https://ua.patents.su/9-108423-ustanovka-i-sposib-vidrizannya-polirovanogo-listovogo-skla-z-normalnoyu-abo-strukturovanoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Установка і спосіб відрізання полірованого листового скла з нормальною або структурованою поверхнею</a>
Спосіб виготовлення тонкого листового полірованого скла
Номер патенту: 38341
Опубліковано: 15.05.2001
Автори: Мінаков Віктор Павлович, Лазоркін Віктор Андрійович, Чорний Богдан Петрович, Атраментов Володимир Олексійович, Копейченко Дмитро Миколайович, Надемський Віктор Анатолійович
МПК: C03B 13/00, C03B 23/02
Мітки: виготовлення, листового, спосіб, тонкого, полірованого, скла
Формула / Реферат:
1. Спосіб виготовлення тонкого листового полірованого скла із скломаси шляхом переміщення її по поверхні розлитого у ванні розплавленого металу з подальшим зняттям у вигляді твердого листа, який відрізняється тим, що скломасу, отриману шляхом нагрівання товстого листового скла до температури 720-880°С, яке потім прокатують валками прокатного стану, вміщеними у розплавлений метал.2. Спосіб виготовлення тонкого листового полірованого...
Спосіб гартування плоского листового скла
Номер патенту: 44006
Опубліковано: 10.09.2009
Автори: Зінченко Станіслав Володимирович, Трегубов Микола Федорович, Чаловський Михайло Федорович, Рожнова Тамара Олексіївна
МПК: C03C 21/00
Мітки: листового, скла, спосіб, гартування, плоского
Формула / Реферат:
Спосіб гартування листового плоского скла, який полягає в нагріванні з наступним охолодженням у ванні з розплавом солей та на повітрі, який відрізняється тим, що нагрівання скла здійснюється у розплаві солей КСl - 50 %, NCl - 50 % в інтервалі температур 690...710 °С, що співпадає з температурою гартування скла, тривалістю 4...5 хв з наступним різким охолодженням в розплаві солей KNO3, NaNO3 в інтервалі температур 290...350 °С тривалістю 4...5...
Пристрій для виготовлення листового скла
Номер патенту: 22391
Опубліковано: 25.04.2007
Автори: Борулько Павло Вікторович, Борулько Віктор Іванович, Зуділов Борис Вікторович
МПК: C03B 18/00
Мітки: листового, скла, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення листового скла, що містить обмежувальні елементи, занурені у розплав металу на висоту гвинтової нарізки, який відрізняється тим, що його обмежувальні елементи мають гвинтову нарізку змінного кроку, який зменшується у напрямку переміщення стрічки скла.
Ванна до пристрою для виготовлення листового скла
Номер патенту: 3395
Опубліковано: 15.11.2004
Автори: Марічев Олександр Валерійович, Зуділов Борис Вікторович, Борулько Віктор Іванович
МПК: C03B 18/00
Мітки: ванна, скла, листового, виготовлення, пристрою
Формула / Реферат:
Ванна до пристрою для виготовлення листового скла, яка відрізняється тим, що з метою підвищення якості стрічки скла містить обмежувальні елементи з гвинтовою нарізкою змінного кроку, що збільшується у напрямку переміщення стрічки скла, які виконані у вигляді конуса, зростаючого у напрямку переміщення стрічки скла, та занурені у розплав металу на висоту гвинтової нарізки.
Спосіб обробки скляних виробів та листового скла
Номер патенту: 28933
Опубліковано: 16.10.2000
Автор: Магєрамов Рафік Іскандеровіч
МПК: C03C 15/00, C03C 23/00
Мітки: скла, обробки, спосіб, скляних, листового, виробів
Формула / Реферат:
Спосіб обробки скляних виробів та листового скла, що полягає у хімічній обробці поверхневої плівки скляного виробу, який відрізняється тим, що скляні вироби та листове скло обробляють у насиченому лужному розчині при температурі за Цельсієм від 76 до 80 градусів з урахуванням витримки виробу у розчині при зазначеній температурі від 6 до 8 годин.
Попередній патент: Присадка до рідкого палива та паливо з цією присадкою
Наступний патент: Вибійний буровий снаряд
Випадковий патент: Мала вітроенергетична установка