Спосіб виробництва залізорудних котунів
Номер патенту: 115770
Опубліковано: 26.12.2017
Автори: Ботштейн Володимир Абрамович, Сталінський Дмитро Віталійович, Касімов Олександр Меджитович
Формула / Реферат
1. Спосіб виробництва залізорудних котунів, що включає підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів, який відрізняється тим, що при підготовці шихти для сирих котунів змішують відсів коксу, гашене вапно та залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного, або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхню суміш, при цьому кількість відсіву коксу в 1,2-1,4 разу перевищує сумарну кількість заліза та цинку в залізовмісному матеріалі, а кількість гашеного вапна складає 0,14-0,20 від загальної кількості відсіву коксу та залізовмісного матеріалу, при цьому отриману шихту переміщують на тарілчастий гранулятор і зволожують до вологості 12-16 мас. %, сушіння отриманих котунів здійснюють у стрічковій сушарці при 150-250 °C протягом 1-3 годин, потім здійснюють розсівання сухих котунів на двоситному грохоті на фракції кондиційних і некондиційних за розміром котунів, після чого кондиційні котуни переміщують на випал у барабанну випалювальну протитечійну піч, випал котунів здійснюють при 950-1050 °C протягом 2-3 годин, запилені гази, що відходять від випалювальної печі, направляють на газоочистку, а металізовані залізорудні котуни після випалу охолоджують у холодильнику.
2. Спосіб за п. 1, який відрізняється тим, що при вмісті цинку в залізовмісному матеріалі більше 1-го мас. % розсівання сухих котунів перед випалом здійснюють до розміру 3-10 мм, а запилені гази, що відходять від обпалювальної печі та містять оксид цинку, направляють на газоочистку для уловлювання цинкового концентрату в рукавних фільтрах.
3. Спосіб за п. 1, який відрізняється тим, що для шихти використовують відсів металургійного коксу та гашене вапно, розмір часток яких не перевищує 300 мкм.
4. Спосіб за п. 1, який відрізняється тим, що для шихти використовують компоненти з розміром часток, що не перевищує 300 мкм, і в цю шихту додають відсіяні некондиційні за розміром котуни, після подрібнення їх до часток, розмір яких не перевищує 300 мкм.
Текст
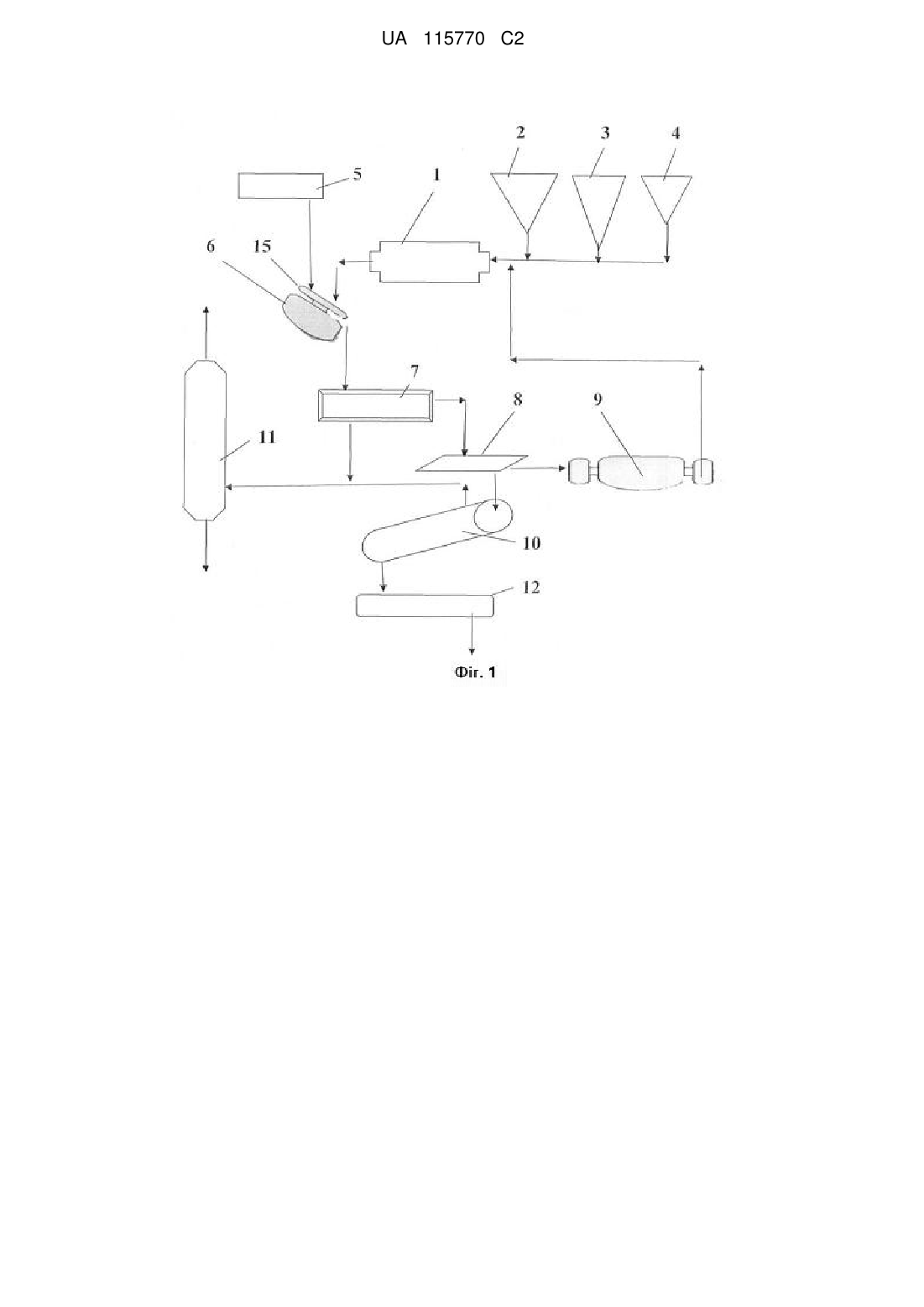
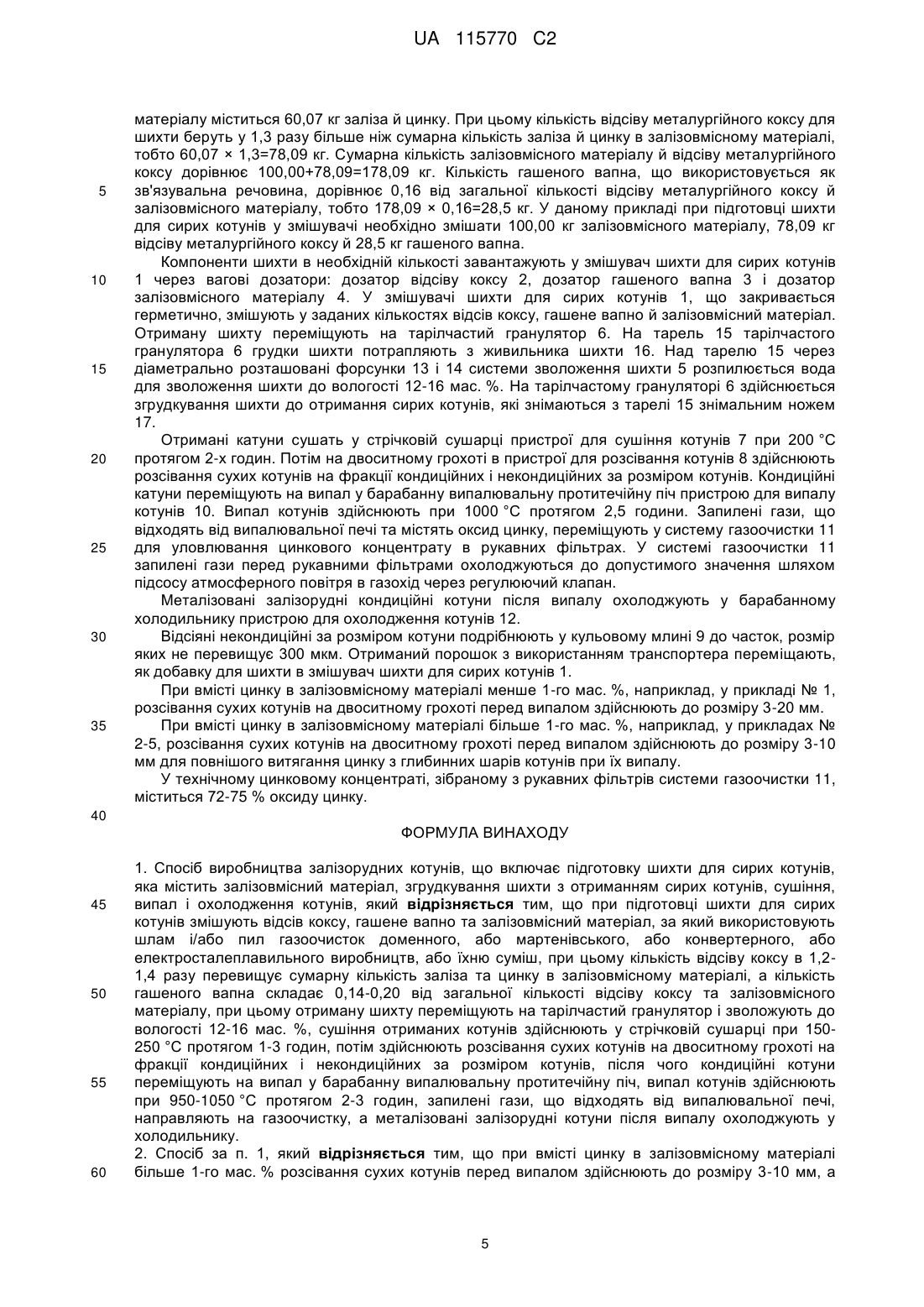
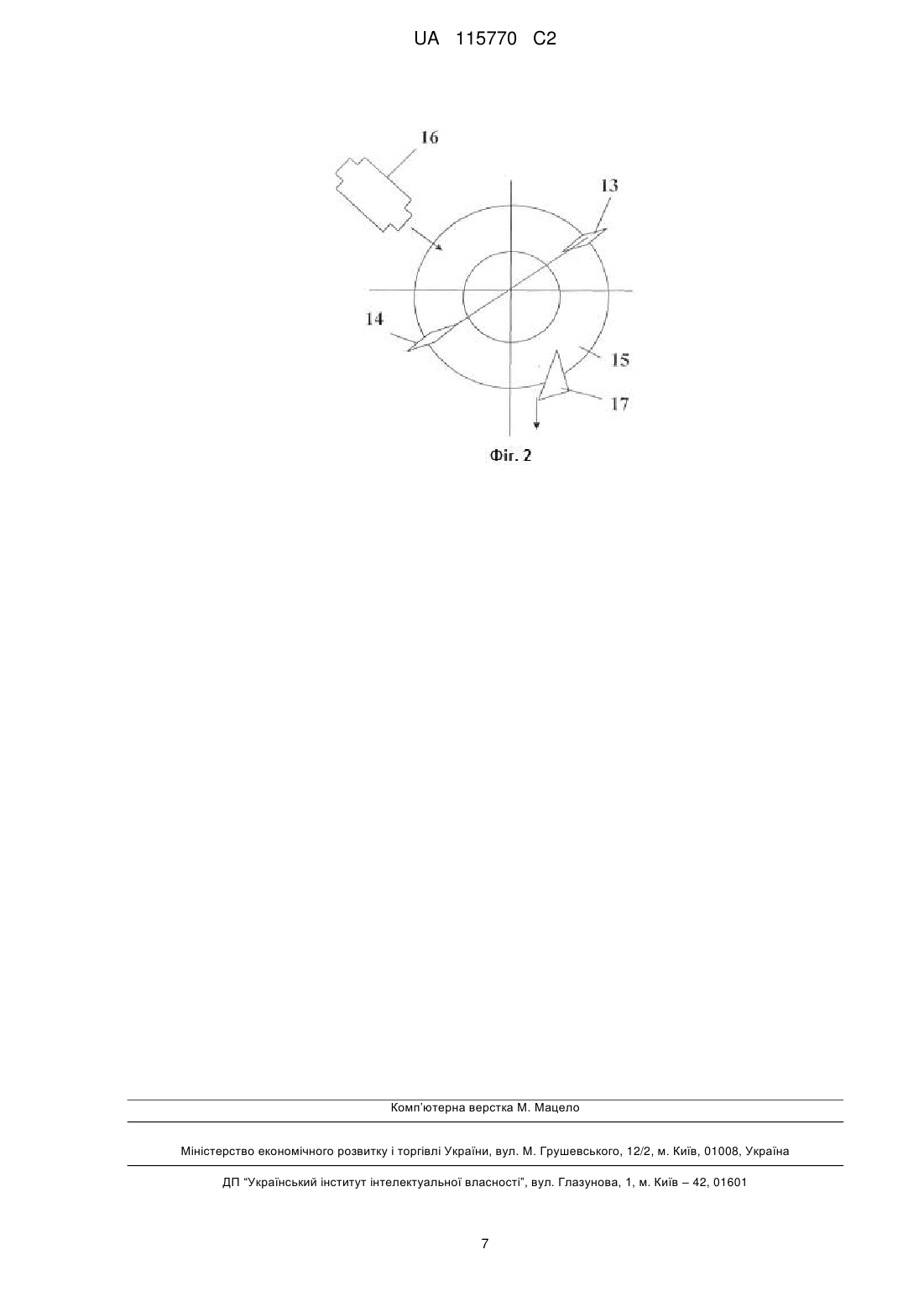
Реферат: Винахід належить до галузі чорна металургія. Спосіб виробництва залізорудних котунів характеризується тим, що при підготовці шихти для сирих котунів змішують відсів коксу, гашене вапно та залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їх суміш, при цьому кількість відсіву коксу в 1,2-1,4 разу перевищує сумарну кількість заліза та цинку в залізовмісному матеріалі, а кількість гашеного вапна складає 0,14-0,20 від загальної кількості відсіву коксу та залізовмісного матеріалу, отриману шихту переміщують на тарілчастий гранулятор і зволожують до вологості 12-16 мас. %, сушіння отриманих котунів здійснюють у стрічковій сушарці при 150-250 °C протягом 1-3 годин, потім здійснюють розсівання сухих котунів на двоситному грохоті на фракції кондиційних і некондиційних за розміром котунів, кондиційні котуни переміщують на випал у барабанну випалювальну протитечійну піч, випал котунів здійснюють при 950-1050 °C протягом 2-3 годин, запиленні гази, що відходять від випалювальної печі, направляють на газоочистку, а металізовані залізорудні котуни після випалу охолоджують у холодильнику. Технічний результат полягає в підвищенні ефективності утилізації відходів металургійного виробництва, при цьому при виробництві залізорудних котунів забезпечується уловлювання такого цінного продукту як оксид цинку. UA 115770 C2 (12) UA 115770 C2 UA 115770 C2 5 10 15 20 25 30 35 40 45 50 55 60 Об'єкт, що заявляється, належить до галузі підготовки сировини до металургійної переробки й може бути використаний при виробництві залізорудних котунів з використанням шламу і/або пилу газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхньої суміші. Найбільш близьким за сукупністю ознак до способу, що заявляється, є вибраний як найближчий аналог спосіб виробництва котунів, що включає підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів. У процесі термообробки котуни піддають витримці при температурі 1150-1230 °C в зоні витримки, що розташована між зонами випалу й рекуперації та має відносну площу 0,6-1,0 площі зони рекуперації, а охолодження здійснюють з поступовим зниженням температури агента, що охолоджує, від 200-300 °C до температури зовнішнього повітря [патент РФ № 2353676, опубл. 24.04.2012]. У способі, що заявляється, і найближчому аналозі співпадають такі суттєві ознаки. Обидва способи включають підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів. Аналіз технічних властивостей найближчого аналога, обумовлених його ознаками, показує, що отриманню очікуваного технічного результату при використанні найближчого аналогу перешкоджають такі причини. При виробництві залізорудних котунів не використовуються такі відходи металургійного виробництва як шлам і пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхня суміш. Крім того, при виробництві залізорудних котунів не уловлюють такий цінний продукт, як цинковий концентрат, що містить оксид цинку. В основу об'єкта, що заявляється, поставлено задачу створити такий спосіб виробництва залізорудних котунів, в якому удосконалення шляхом введення нових дій дозволило б при використанні об'єкта забезпечити досягнення технічного результату, що полягає в підвищенні ефективності утилізації відходів металургійного виробництва шляхом використання при виробництві залізорудних котунів таких відходів як шлам і пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їх суміш. Крім того, при виробництві залізорудних котунів необхідно забезпечити уловлення такого цінного продукту як цинковий концентрат, що містить оксид цинку. Суть способу, що заявляється, полягає в наступному. Спосіб виробництва залізорудних котунів включає підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів. Відмітною особливістю способу, що заявляється, є наступне. При підготовці шихти для сирих котунів змішують відсів коксу, гашене вапно й залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхню суміш. При цьому кількість відсіву коксу в 1,21,4 разу перевищує сумарну кількість заліза й цинку в залізовмісному матеріалі, а кількість гашеного вапна складає 0,14-0,20 від загальної кількості відсіву коксу і залізовмісного матеріалу. Отриману шихту переміщують на тарілчастий гранулятор і зволожують до вмісту вологи 12-16 мас. %. Сушіння отриманих котунів здійснюють у стрічковій сушарці при 150250 °C протягом 1-3 годин. Потім здійснюють розсівання сухих котунів на двоситному грохоті на фракції кондиційних і некондиційних за розміром котунів. Кондиційні котуни переміщують на випал у барабанну випалювальну протитечійну піч, що обертається. Випал котунів здійснюють при 950-1050 °C протягом 2-3 годин. Запилені гази, що відходять від випалювальної печі, переміщують на газоочистку, а металізовані залізорудні котуни після випалу охолоджують у холодильнику. В окремих випадках використання спосіб, що заявляється, відрізняється тим, що: при вмісті цинку в залізовмісному матеріалі більше 1-го мас. % розсівання сухих котунів перед випалом здійснюють до розміру 3-10 мм, а запилені гази, що відходять від випалювальної печі та містять оксид цинку, переміщують на газоочистку для уловлювання цинкового концентрату в рукавних фільтрах; для шихти використовують відсів металургійного коксу й гашене вапно, розмір часток яких не перевищує 300 мкм. для шихти використовують компоненти з розміром часток, що не перевищує 300 мкм, і в цю шихту додають відсіяні некондиційні за розміром котуни, після подрібнення їх до часток, розмір яких не перевищує 300 мкм. При використанні способу, що заявляється, досягається технічний результат, що полягає в підвищенні ефективності утилізації відходів металургійного виробництва шляхом використання при виробництві залізорудних котунів таких відходів як шлам і пил газоочисток доменного або 1 UA 115770 C2 5 10 15 20 25 30 35 40 45 50 55 мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхня суміш. Крім того, при виробництві залізорудних котунів необхідно забезпечити уловлення такого цінного продукту, як цинковий концентрат, що містить оксид цинку. Між сукупністю суттєвих ознак способу, що заявляється, і технічним результатом, що досягається, є такий причинно-наслідковий зв'язок. Змішування при підготовці шихти для сирих котунів відсіву коксу, гашеного вапна і залізовмісного матеріалу, за який використовують шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхня суміш, при цьому кількість відсіву коксу в 1,2-1,4 разу перевищує сумарну кількість заліза і цинку в залізовмісному матеріалі, а кількість гашеного вапна складає 0,14-0,20 від загальної кількості відсіву коксу й залізовмісного матеріалу; подача отриманої шихти на тарілчастий гранулятор і зволоження її до вмісту вологи 12-16 мас. %, сушіння отриманих котунів у стрічковій сушарці при 150-250 °C протягом 1-3 годин, подальше розсівання сухих котунів на двоситному грохоті на фракції кондиційних і некондиційних за розміром котунів, переміщення кондиційних котунів на випал у барабанну випалювальну протитечійну піч, випал котунів при 950-1050 °C протягом 2-3 годин, направлення запилених газів, що відходять від випалювальної печі, на газоочистку, а металізованих котунів після випалу на охолодження в холодильник - забезпечує отримання якісних залізорудних котунів з використанням таких відходів металургійного виробництва як шлам і пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їх суміш. Вказані залізовмісні відходи металургійного виробництва завжди містять сполуки цинку. При виробництві котунів з цих залізовмісних відходів металургійного виробництва цинк інтенсивно сублімується і відновлюється в процесі випалу котунів, що здійснюється при 950-1050 °C. У процесі сублімації відновлений цинк легко взаємодіє з киснем, утворюючи цінний продукт оксид цинку. При вмісті цинку в залізовмісному матеріалі більше 1-го мас. %, здійснення розсівання сухих котунів перед випалом до розміру 3-10 мм і направлення запилених газів, що відходять від випалювальної печі та містять оксид цинку, на охолодження і на газоочистку для уловлювання цинкового концентрату в рукавних фільтрах, забезпечує відновлення і сублімацію цинку зі всього порівняно невеликого об'єму кожного котуна, уловлювання і збір такого цінного продукту як цинковий концентрат, який містить оксид цинку. Подрібнення відсіяних некондиційних за розміром котунів і переміщення отриманого порошку в змішувач шихти для сирих котунів дозволяє в повнішій мірі використовувати такі металовмісні відходи металургійного виробництв як шлам і пил газоочисток при уловлюванні такого цінного продукту як технічний цинковий концентрат, що містить оксид цинку. При цьому поліпшується якість залізорудних котунів, виготовлених із шихти, що містить відсів коксу, гашене вапно й залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхня суміш. Поліпшення якості залізорудних котунів обумовлене наступним. Якщо не видаляти цинку з котунів до їхнього завантаження в пічні агрегати основного виробництва для отримання чавуну й сталі, то металевий цинк, що сублімується із шихти, може викликати руйнування футерування плавильного агрегату - доменної печі, мартенівської печі, конвертера або електропечі. Крім того, на поверхнях газовідвідних трактів можуть утворюватися настили оксиду цинку, що ускладнює експлуатацію газовідвідних трактів і їх ремонт, скорочує міжремонтний період і збільшує трудовитрати й вартість ремонтних робіт. Вибір граничних значень суттєвих параметрів обумовлений наступним. Перевищення кількості відсіву коксу над сумарною кількістю заліза й цинку в залізовмісному матеріалі менше ніж у 1,2 разу недоцільно тому, що при цьому збільшуються втрати цинку, який залишається в котунах через брак коксу на відновлення цинку. Це у свою чергу погіршує якість отримуваних після випалу котунів. Перевищення кількості відсіву коксу над сумарною кількістю заліза й цинку в залізовмісному матеріалі більше ніж у 1,4 разу недоцільно тому, що при цьому погіршується згрудкування шихти і збільшується вихід некондиційних котунів. Використання гашеного вапна в кількості менше 0,14 від загальної кількості відсіву коксу й залізовмісного матеріалу недоцільно тому, що при цьому знижується вихід кондиційних котунів через зниження міцності сухих котунів перед сушінням. Використання гашеного вапна в кількості більше 0,20 від загальної кількості відсіву металургійного коксу й залізовмісного матеріалу недоцільно тому, що при цьому знижується вихід кондиційних котунів перед сушінням у результаті зниження їх міцності. 2 UA 115770 C2 5 10 15 20 25 30 35 40 45 50 55 60 Зволоження шихти при згрудкуванні на тарілчастому грануляторі до вологості менше 12 мас. % недоцільно тому, що при цьому знижується вихід кондиційних котунів через погіршення адгезійних властивостей не зволожених компонентів шихти на тарелі гранулятора. Зволоження шихти при згрудкуванні на тарілчастому грануляторі до вологості більше 16 мас. % недоцільно тому, що при цьому знижується вихід кондиційних котунів через зниження міцності сирих котунів перед сушінням. Здійснення сушіння отриманих котунів у стрічковій сушарці при температурі менше 150 °C і протягом менше однієї години недоцільно тому, що при цьому знижується вихід кондиційних котунів через зниження міцності сухих котунів. Здійснення сушіння отриманих котунів у стрічковій сушарці при температурі більше 250 °C і протягом більше 3-х годин недоцільно тому, що при цьому зростають енерговитрати на реалізацію процесу сушіння без поліпшення якості сухих котунів. Здійснення випалу котунів при температурі менше 950 °C протягом менше 2-х годин недоцільно тому, що при цьому погіршується якість обпалених котунів у результаті зниження ступеня відновлення і сублімації цинку з котунів і зниження міцності котунів після випалу. Здійснення випалу котунів при температурі більше 1050 °C протягом більше 3-х годин недоцільно тому, що не призводить до подальшого збільшення ступеня витягання цинку при підвищенні витрат природного газу на опалювання випалювальної печі. Уловлювання в рукавних фільтрах оксиду цинку при використанні для приготування шихти для сирих котунів шламу й пилу газоочисток металургійного виробництва з вмістом цинку в залізовмісному матеріалі менше 1-го мас. % нераціонально тому, що відносно малий об'єм зібраного цинкового концентрату не виправдовує значні капітальні і експлуатаційні витрати на систему газоочистки з рукавними фільтрами. При вмісті цинку в залізовмісному матеріалі більше 1-го мас. % здійснювати розсівання сухих котунів перед випалом до розміру менше 3 мм нераціонально тому, що при цьому погіршуються технологічні якості котунів. При вмісті цинку в залізовмісному матеріалі більше 1-го мас. % виготовлення котунів розміром більше 10 мм нераціонально тому, що ступінь видалення цинку з глибинних шарів котунів більшого розміру зменшується й збільшуються втрати дорогого оксиду цинку. Використання для шихти відсіву металургійного коксу й гашеного вапна з розміром часток, що перевищує 300 мкм, нераціонально тому, що знижується вихід кондиційних котунів у результаті зниження їх міцності. Використання для шихти компонентів з розміром часток, що перевищує 300 мкм, і додавання в цю шихту відсіяних некондиційних за розміром котунів, після подрібнення їх до часток, розмір яких перевищує 300 мкм, нераціонально тому, що при цьому знижується вихід кондиційних котунів через зниження міцності сирих котунів. Шлами газоочисток металургійних виробництв бажано використовувати з вологістю не більше 16 мас. %. При вологості залізовмісних шламів більше 16 мас. % їх необхідно підсушувати. Спосіб, що заявляється, може бути реалізований за допомогою технологічної лінії виробництва залізорудних котунів, суть якої пояснюється графічними матеріалами, на яких зображено: на фіг. 1 - блок-схема технологічної лінії виробництва залізорудних котунів; на фіг. 2 - вигляд зверху на тарель тарілчастого гранулятора. На представлених графічних матеріалах використані наступні позначення: 1 - змішувач шихти для сирих котунів; 2 - дозатор відсіву коксу; 3 - дозатор гашеного вапна; 4 - дозатор залізовмісного матеріалу; 5 - система зволоження шихти; 6 - тарілчастий гранулятор; 7 - пристрій для сушіння котунів; 8 - пристрій для розсівання котунів; 9 - кульовий млин; 10 - пристрій для випалу котунів; 11 - система газоочистки; 12 - пристрій для охолодження котунів; 13 - форсунка; 14 - форсунка; 15 - тарель; 3 UA 115770 C2 5 10 15 20 25 30 35 40 16 - живильник шихти; 17 - знімальний ніж. У конкретному прикладі виготовлення технологічна лінія виробництва залізорудних котунів містить пристрої, що встановлені в технологічній послідовності й сполучені транспортними засобами. Над змішувачем шихти для сирих котунів 1 встановлений дозатор відсіву коксу 2, дозатор гашеного вапна 3 і дозатор залізовмісного матеріалу 4, які сполучені транспортним засобом зі змішувачем шихти для сирих котунів 1. Далі встановлені система зволоження шихти 5, тарілчастий гранулятор 6, пристрій для сушіння котунів 7, пристрій для розсівання котунів 8, кульовий млин 9, пристрій для випалу котунів 10, система газоочистки 11 і пристрій для охолодження котунів 12. Змішувач шихти для сирих котунів 1 пристосований для змішування відсіву коксу, гашеного вапна й залізовмісного матеріалу, за який використовують шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхню суміш. Пристрій для згрудкування сирих котунів виготовлений у вигляді тарілчастого гранулятора 6. При цьому форсунки 13 і 14 системи зволоження шихти 5 розташовані діаметрально протилежно над тарелем 15 тарілчастого гранулятора 6 між живильником шихти 16 і знімальним ножем 17. Пристрій для сушіння котунів 7 виготовлений у вигляді стрічкової сушарки. Пристрій для розсівання котунів 8 виготовлений у вигляді двоситного грохоту. Пристрій для випалу котунів 10 виготовлений у вигляді барабанної випалювальної протитечійної печі, що обертається, яка сполучена із системою газоочистки 11, що обладнана рукавними фільтрами. Пристрій для охолодження котунів 12 виготовлений у вигляді барабанного холодильника. У конкретному прикладі виробництво залізорудних котунів, здійснюється так. Для шихти використовують компоненти, зокрема відсів металургійного коксу й гашеного вапна з розміром часток, що не перевищує 300 мкм. Як залізовмісний матеріал доцільно використовувати шлам і/або пил газоочисток доменного або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхню суміш. Шлами газоочисток металургійних виробництв бажано використовувати з вологістю не більше 16 мас. %. У таблиці, що наведена нижче, вказаний вміст компонентів у шихті для залізорудних котунів у конкретних прикладах № 1-5, коли кількість відсіву металургійного коксу, наприклад, у 1,3 разу перевищує сумарну кількість заліза й цинку в залізовмісному матеріалі, а кількість гашеного вапна складає, наприклад, 0,16 від загальної кількості відсіву металургійного коксу й залізовмісного матеріалу. У прикладі № 1, як залізовмісний матеріал використовують шлам газоочисток доменного виробництва. У прикладі № 2, як залізовмісний матеріал використовують пил газоочисток мартенівського виробництва. У прикладі № 3, як залізовмісний матеріал використовують шлам і пил газоочисток конвертерного виробництва. У прикладі № 4, як залізовмісний матеріал використовують пил газоочисток електросталеплавильного виробництва. У прикладі № 5, як залізовмісний матеріал використовують суміш шламу газоочистки доменного виробництва й пилу мартенівського, конвертерного й електросталеплавильного виробництв. Таблиця 1 54 0,9 54,09 № прикладу 3 4 58 59 3,7 6,2 61,7 65,2 5 Вміст заліза, мас. % 56,75 Вміст цинку, мас. % 3,32 Сумарний вміст заліза й цинку, мас. % 60,07 Сумарна кількість заліза й цинку 54,09 58,5 61,7 65,2 60,07 у 100 кг залізовмісного матеріалу, кг Кількість відсіву коксу, кг 70,32 76,05 80,21 84,76 78,09 Сумарна кількість залізовмісного матеріалу й відсіву 170,32 176,05 180,21 184,76 178,09 коксу, кг 45 2 56 2,558,5 Наприклад, у конкретному прикладі № 5, як залізовмісний матеріал використовують суміш підсушеного до 16 мас. % шламу газоочистки доменного виробництва й пилу мартенівського, конвертерного та електросталеплавильного виробництв. Для цього залізовмісного матеріалу визначають сумарну кількість заліза й цинку. Наприклад, у цьому залізовмісному матеріалі заліза - 56,75 мас. %, цинку - 3,32 мас. %, сумарно - 60,07 мас. %. У 100 кг цього залізовмісного 4 UA 115770 C2 5 10 15 20 25 30 35 матеріалу міститься 60,07 кг заліза й цинку. При цьому кількість відсіву металургійного коксу для шихти беруть у 1,3 разу більше ніж сумарна кількість заліза й цинку в залізовмісному матеріалі, тобто 60,07 × 1,3=78,09 кг. Сумарна кількість залізовмісного матеріалу й відсіву металургійного коксу дорівнює 100,00+78,09=178,09 кг. Кількість гашеного вапна, що використовується як зв'язувальна речовина, дорівнює 0,16 від загальної кількості відсіву металургійного коксу й залізовмісного матеріалу, тобто 178,09 × 0,16=28,5 кг. У даному прикладі при підготовці шихти для сирих котунів у змішувачі необхідно змішати 100,00 кг залізовмісного матеріалу, 78,09 кг відсіву металургійного коксу й 28,5 кг гашеного вапна. Компоненти шихти в необхідній кількості завантажують у змішувач шихти для сирих котунів 1 через вагові дозатори: дозатор відсіву коксу 2, дозатор гашеного вапна 3 і дозатор залізовмісного матеріалу 4. У змішувачі шихти для сирих котунів 1, що закривається герметично, змішують у заданих кількостях відсів коксу, гашене вапно й залізовмісний матеріал. Отриману шихту переміщують на тарілчастий гранулятор 6. На тарель 15 тарілчастого гранулятора 6 грудки шихти потрапляють з живильника шихти 16. Над тарелю 15 через діаметрально розташовані форсунки 13 і 14 системи зволоження шихти 5 розпилюється вода для зволоження шихти до вологості 12-16 мас. %. На тарілчастому грануляторі 6 здійснюється згрудкування шихти до отримання сирих котунів, які знімаються з тарелі 15 знімальним ножем 17. Отримані катуни сушать у стрічковій сушарці пристрої для сушіння котунів 7 при 200 °C протягом 2-х годин. Потім на двоситному грохоті в пристрої для розсівання котунів 8 здійснюють розсівання сухих котунів на фракції кондиційних і некондиційних за розміром котунів. Кондиційні катуни переміщують на випал у барабанну випалювальну протитечійну піч пристрою для випалу котунів 10. Випал котунів здійснюють при 1000 °C протягом 2,5 години. Запилені гази, що відходять від випалювальної печі та містять оксид цинку, переміщують у систему газоочистки 11 для уловлювання цинкового концентрату в рукавних фільтрах. У системі газоочистки 11 запилені гази перед рукавними фільтрами охолоджуються до допустимого значення шляхом підсосу атмосферного повітря в газохід через регулюючий клапан. Металізовані залізорудні кондиційні котуни після випалу охолоджують у барабанному холодильнику пристрою для охолодження котунів 12. Відсіяні некондиційні за розміром котуни подрібнюють у кульовому млині 9 до часток, розмір яких не перевищує 300 мкм. Отриманий порошок з використанням транспортера переміщають, як добавку для шихти в змішувач шихти для сирих котунів 1. При вмісті цинку в залізовмісному матеріалі менше 1-го мас. %, наприклад, у прикладі № 1, розсівання сухих котунів на двоситному грохоті перед випалом здійснюють до розміру 3-20 мм. При вмісті цинку в залізовмісному матеріалі більше 1-го мас. %, наприклад, у прикладах № 2-5, розсівання сухих котунів на двоситному грохоті перед випалом здійснюють до розміру 3-10 мм для повнішого витягання цинку з глибинних шарів котунів при їх випалу. У технічному цинковому концентраті, зібраному з рукавних фільтрів системи газоочистки 11, міститься 72-75 % оксиду цинку. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб виробництва залізорудних котунів, що включає підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів, який відрізняється тим, що при підготовці шихти для сирих котунів змішують відсів коксу, гашене вапно та залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного, або мартенівського, або конвертерного, або електросталеплавильного виробництв, або їхню суміш, при цьому кількість відсіву коксу в 1,21,4 разу перевищує сумарну кількість заліза та цинку в залізовмісному матеріалі, а кількість гашеного вапна складає 0,14-0,20 від загальної кількості відсіву коксу та залізовмісного матеріалу, при цьому отриману шихту переміщують на тарілчастий гранулятор і зволожують до вологості 12-16 мас. %, сушіння отриманих котунів здійснюють у стрічковій сушарці при 150250 °C протягом 1-3 годин, потім здійснюють розсівання сухих котунів на двоситному грохоті на фракції кондиційних і некондиційних за розміром котунів, після чого кондиційні котуни переміщують на випал у барабанну випалювальну протитечійну піч, випал котунів здійснюють при 950-1050 °C протягом 2-3 годин, запилені гази, що відходять від випалювальної печі, направляють на газоочистку, а металізовані залізорудні котуни після випалу охолоджують у холодильнику. 2. Спосіб за п. 1, який відрізняється тим, що при вмісті цинку в залізовмісному матеріалі більше 1-го мас. % розсівання сухих котунів перед випалом здійснюють до розміру 3-10 мм, а 5 UA 115770 C2 5 запилені гази, що відходять від обпалювальної печі та містять оксид цинку, направляють на газоочистку для уловлювання цинкового концентрату в рукавних фільтрах. 3. Спосіб за п. 1, який відрізняється тим, що для шихти використовують відсів металургійного коксу та гашене вапно, розмір часток яких не перевищує 300 мкм. 4. Спосіб за п. 1, який відрізняється тим, що для шихти використовують компоненти з розміром часток, що не перевищує 300 мкм, і в цю шихту додають відсіяні некондиційні за розміром котуни, після подрібнення їх до часток, розмір яких не перевищує 300 мкм. 6 UA 115770 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Kasimov Oleksandr Medzhytovych, Botshtein Volodymyr Abramovych
Автори російськоюСталинский Дмитрий Витальевич, Касимов Александр Меджитович, Ботштейн Владимир Абрамович
МПК / Мітки
МПК: C22B 1/243, C22B 1/242, C22B 1/245, C22B 7/00
Мітки: котунів, залізорудних, виробництва, спосіб
Код посилання
<a href="https://ua.patents.su/9-115770-sposib-virobnictva-zalizorudnikh-kotuniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва залізорудних котунів</a>
Технологічна лінія виробництва залізорудних котунів
Номер патенту: 93806
Опубліковано: 10.10.2014
Автори: Сталінський Дмитро Віталійович, Касімов Олександр Меджитович, Ботштейн Володимир Абрамович
МПК: C22B 1/245
Мітки: виробництва, котунів, залізорудних, технологічна, лінія
Формула / Реферат:
1. Технологічна лінія виробництва залізорудних котунів, що містить установлені в технологічній послідовності й сполучені транспортними засобами змішувач шихти для сирих котунів, систему зволоження шихти, пристрій для згрудкування сирих котунів, пристрої для сушіння, відсіву, випалу та охолодження котунів, яка відрізняється тим, що технологічна лінія забезпечена дозатором відсіву коксу, дозатором гашеного вапна й дозатором шламу і/або пилу...
Спосіб виробництва залізорудних котунів
Номер патенту: 93807
Опубліковано: 10.10.2014
Автори: Касімов Олександр Меджитович, Сталінський Дмитро Віталійович, Ботштейн Володимир Абрамович
МПК: C22B 1/245
Мітки: котунів, залізорудних, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва залізорудних котунів, що включає підготовку шихти для сирих котунів, яка містить залізовмісний матеріал, згрудкування шихти з отриманням сирих котунів, сушіння, випал і охолодження котунів, який відрізняється тим, що при підготовці шихти для сирих котунів змішують відсів коксу, гашене вапно й залізовмісний матеріал, за який використовують шлам і/або пил газоочисток доменного, або мартенівського, або конвертерного, або...
Шихта для виробництва залізорудних котунів підвищеної основності, що самовідновлюються
Номер патенту: 100783
Опубліковано: 10.08.2015
Автори: Ковальов Олександр Дмитрович, Ванюков Антон Андрійович, Ковригін Владислав Сергійович, Ковригін Сергій Олександрович, Ковальов Максим Дмитрович, Ковальов Дмитро Арсенійович
МПК: C22B 1/243
Мітки: основності, шихта, самовідновлюються, виробництва, залізорудних, котунів, підвищеної
Формула / Реферат:
Шихта для виробництва залізорудних котунів, що містить залізорудний концентрат та в'яжучу добавку, яка відрізняється тим, що до складу шихти входять доменні шлами [гранулометричний склад фракцій - 70 мкм (не менше 70 %); вміст заліза 39,5-53 %; основність: CaO/SiO2=0,9-1,3; вміст вуглецю 10-15 %], конверторні шлами [гранулометричний склад фракцій - 70 мкм (не менше 90 %); вміст заліза 43,5-60 %; основність:...
Спосіб виробництва залізорудних котунів підвищеної основності, що самовідновлюються
Номер патенту: 99900
Опубліковано: 25.06.2015
Автори: Ковригін Сергій Олександрович, Ванюков Антон Андрійович, Ковальов Дмитро Арсенійович, Ковригін Владислав Сергійович, Ковальов Олександр Дмитрович, Ковальов Максим Дмитрович
МПК: C22B 1/00
Мітки: підвищеної, спосіб, самовідновлюються, котунів, залізорудних, виробництва, основності
Формула / Реферат:
Спосіб виробництва залізорудних котунів, що включає механічну активацію, огрудковування залізорудного матеріалу, з метою підвищення міцності і скорочення тривалості твердіння, до складу шихти вводять в'яжучий компонент, який змішують із залізорудним матеріалом, який відрізняється тим, що як в'яжучий компонент використовується портландцемент в кількості до 12 % по масі, і змішування відбувається в стержньовому млині після сушіння шихти...
Шихта для виробництва залізорудних котунів
Номер патенту: 30196
Опубліковано: 11.02.2008
Автори: Шевченко Григорій Андрійович, Єгоров Олег Миколайович, Швирьов Василій Миколайович, Пацев Андрій Вікторович, Паталах Алім Олексійович, Красуля Тетяна Сергіївна, Вернигора Ігор Володимирович, Соколенко Андрій Миколайович
МПК: C22B 1/14
Мітки: залізорудних, котунів, виробництва, шихта
Формула / Реферат:
Шихта для виробництва залізорудних котунів, що містить залізорудний концентрат та зв'язуючу композицію у складі бентоніту та полімеру, як активатора бентоніту, яка відрізняється тим, що до зв'язуючої композиції додатково додана суміш подрібнених та сушених торфу та вапняку, з масовою часткою вологи 5...7 %, в кількості 4...9 кг/т шихти, а співвідношення вапняку та торфу в торф'яно-вапняній суміші прийнято у межах (4...9):1, відповідно.
Попередній патент: Пристрій для відведення текучого середовища пристроєм центрифугування
Наступний патент: Спосіб формування ліофілізованого розчинного кавового продукту
Випадковий патент: Спосіб фіброезофагогастроскопії при стенозуючих захворюваннях стравоходу у хворих на активну форму туберкульозу