Прес-форма для виготовлення пет-пляшок
Формула / Реферат
1. Прес-форма для виготовлення ПЕТ-пляшок, що містить хоча-б одну формуючу порожнину, утворену парою півформ, та механізм формування гнізд для фіксації ручки, змонтований на одній з півформ і виконаний у вигляді розбірного корпусу, частина якого виступає у формуючу порожнину, а в корпусі встановлено поступальні напрямні, в яких змонтовані дві вставки, на кінці кожної з яких розміщено виступ, при цьому вставки оснащені приводом їх переміщення вздовж напрямних між крайнім зведеним положенням, коли виступи вставок знаходяться всередині корпусу, і крайнім розведеним положенням, коли виступи вставок виведені у формуючу порожнину, яка відрізняється тим, що привод переміщення вставок має засіб їх прямого переміщення від крайнього зведеного положення до крайнього розведеного положення, виконаний у вигляді клина, закріпленого на другій півформі, який своїми бічними сторонами взаємодіє зі вставками та засіб зворотного переміщення вставок від крайнього розведеного до крайнього зведеного положення, виконаний у вигляді пружин стиснення.
2. Прес-форма за п. 1, яка відрізняється тим, що вставки у місцях взаємодії з бічними сторонами клина оснащені роликами, що вільно обертаються на осях.
3. Прес-форма за п. 1, яка відрізняється тим, що напрямні, в яких змонтовані вставки виконані циліндричними, а пружини стиснення охоплюють їх.
Текст
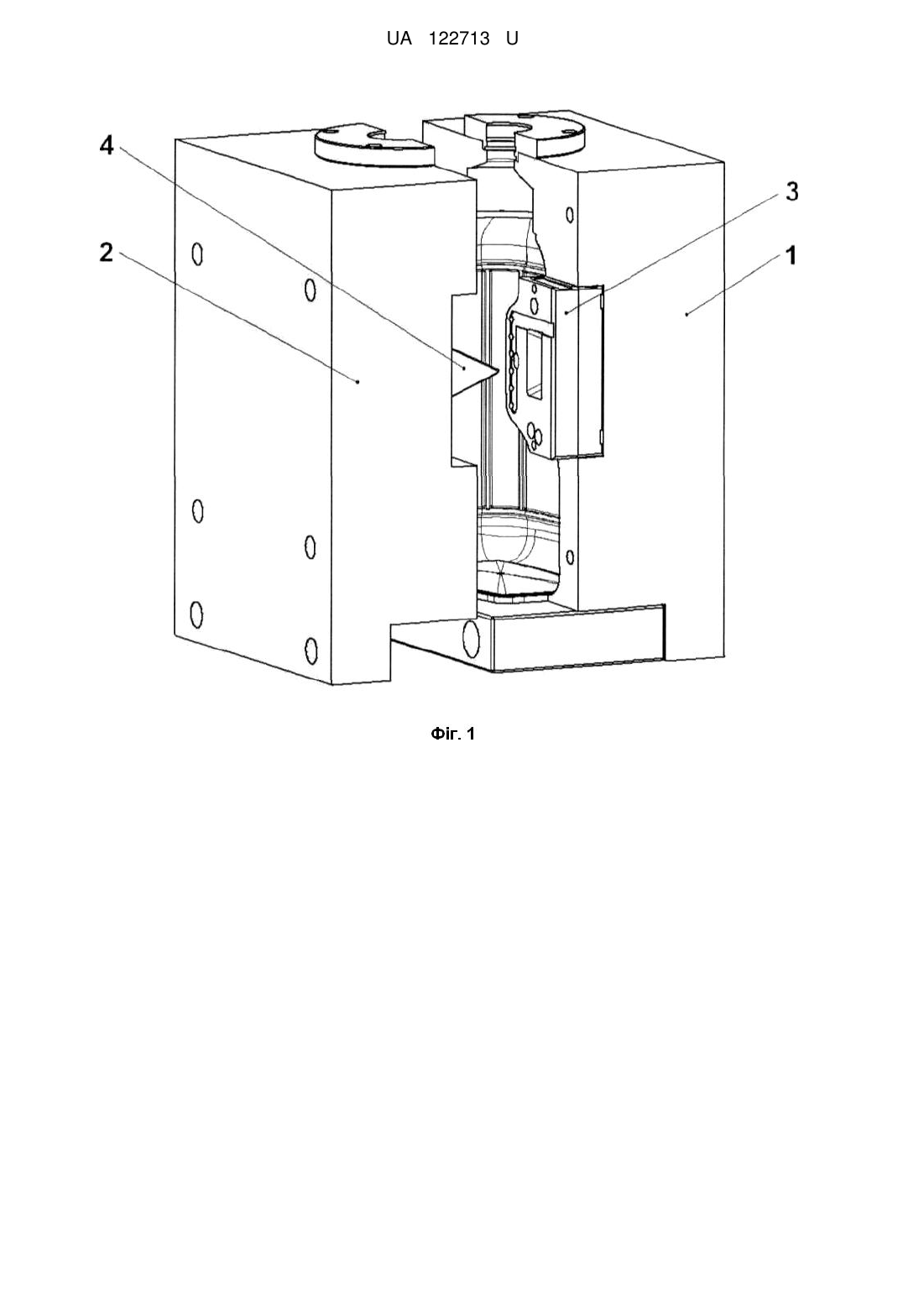
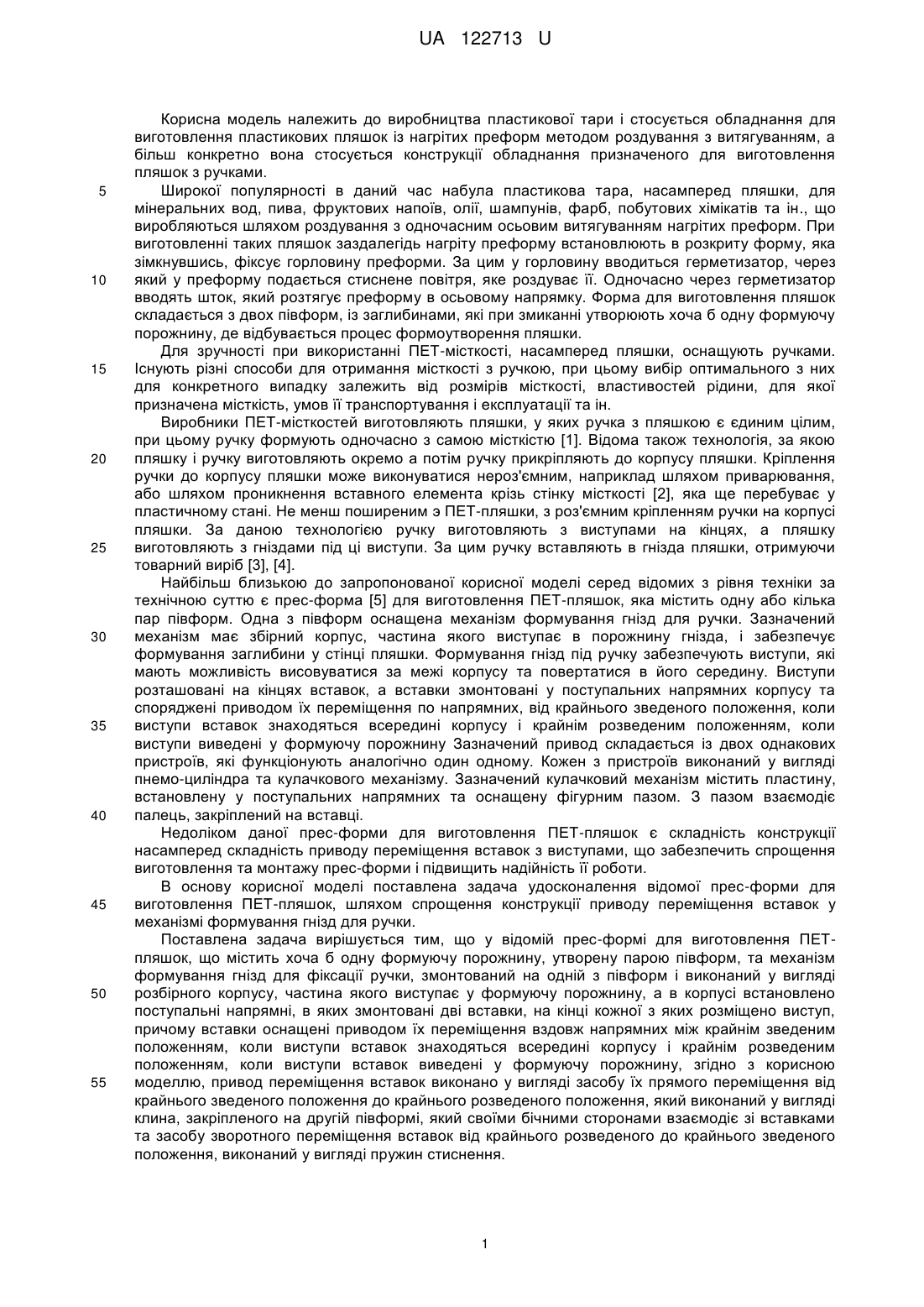
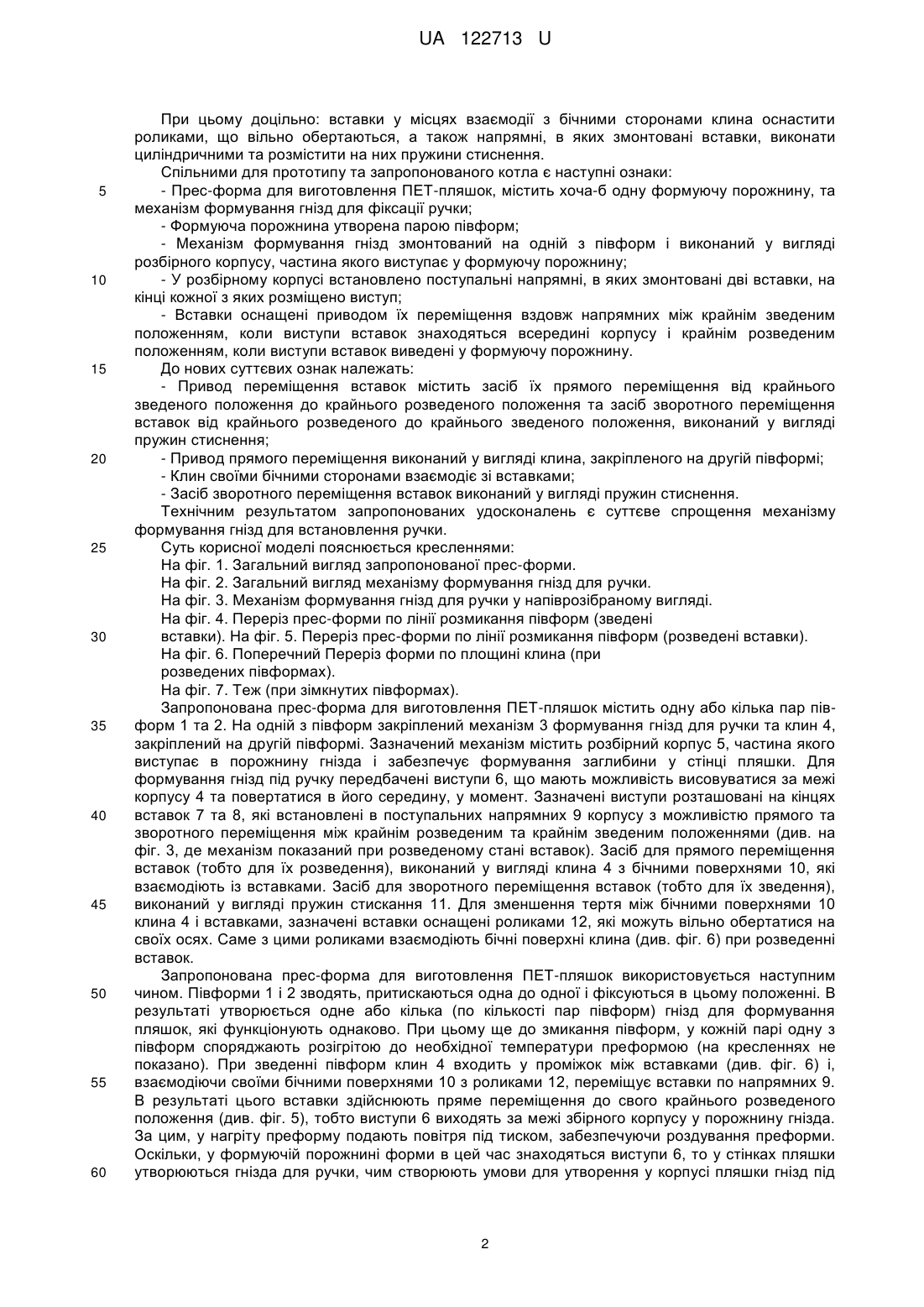
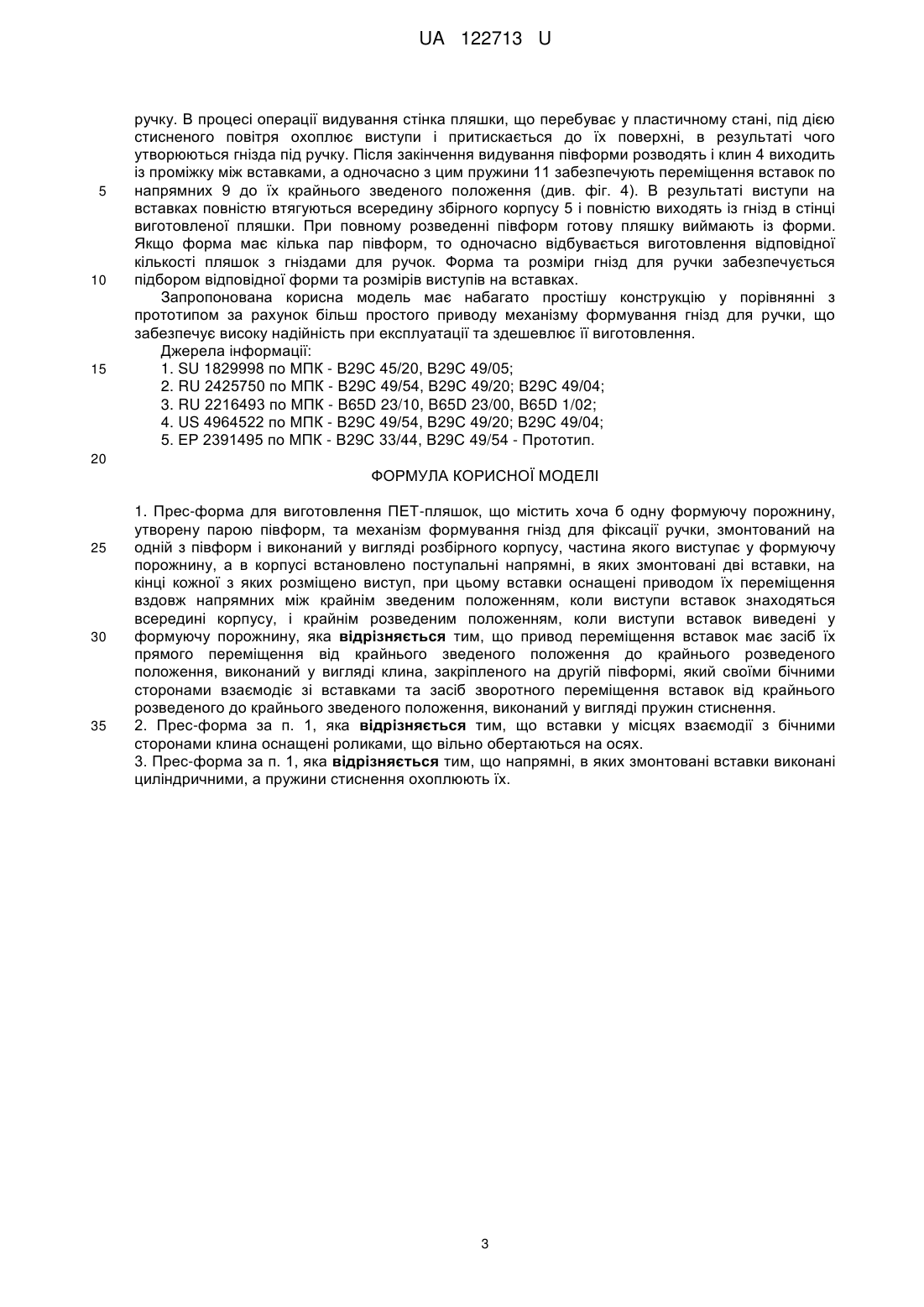
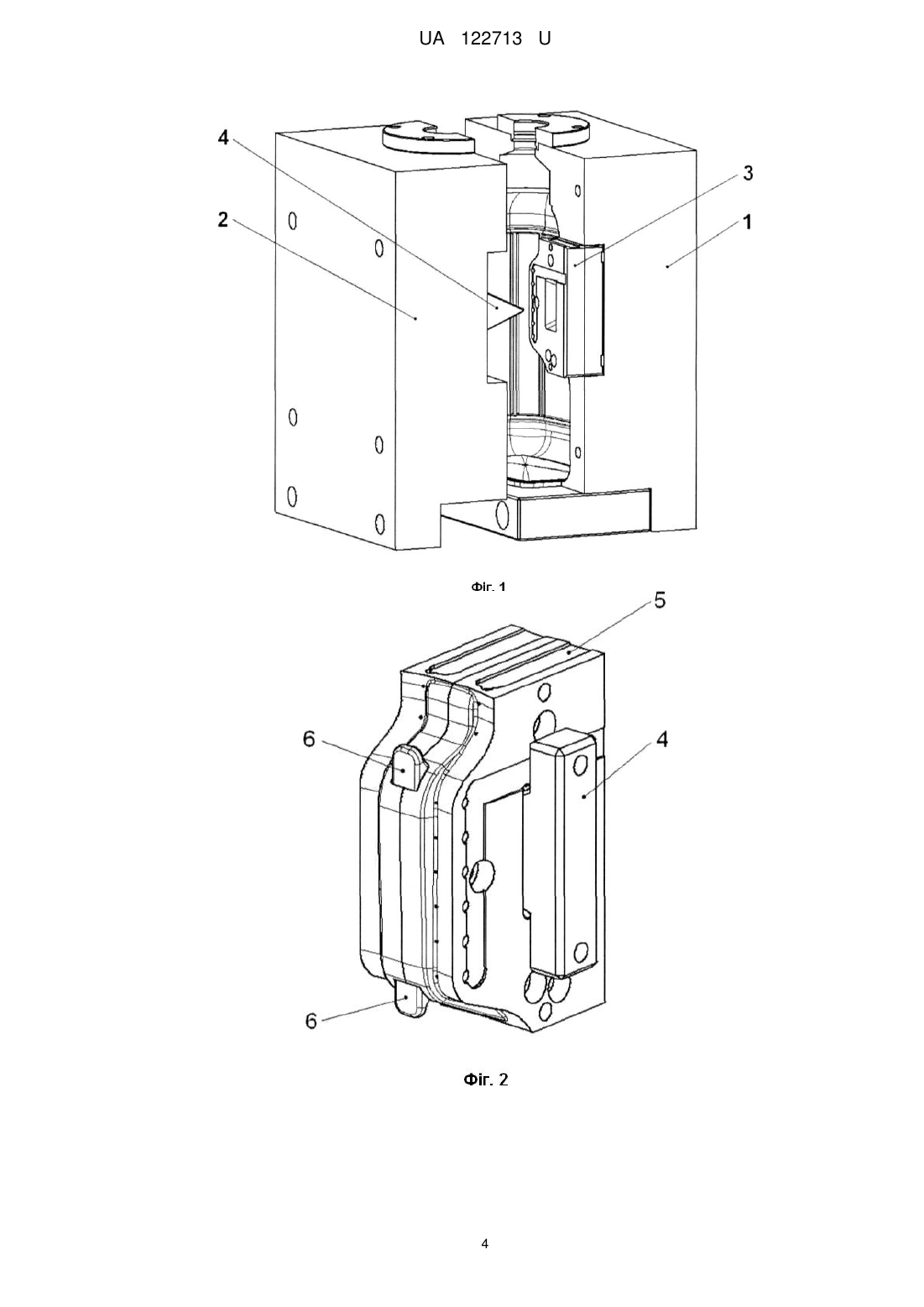
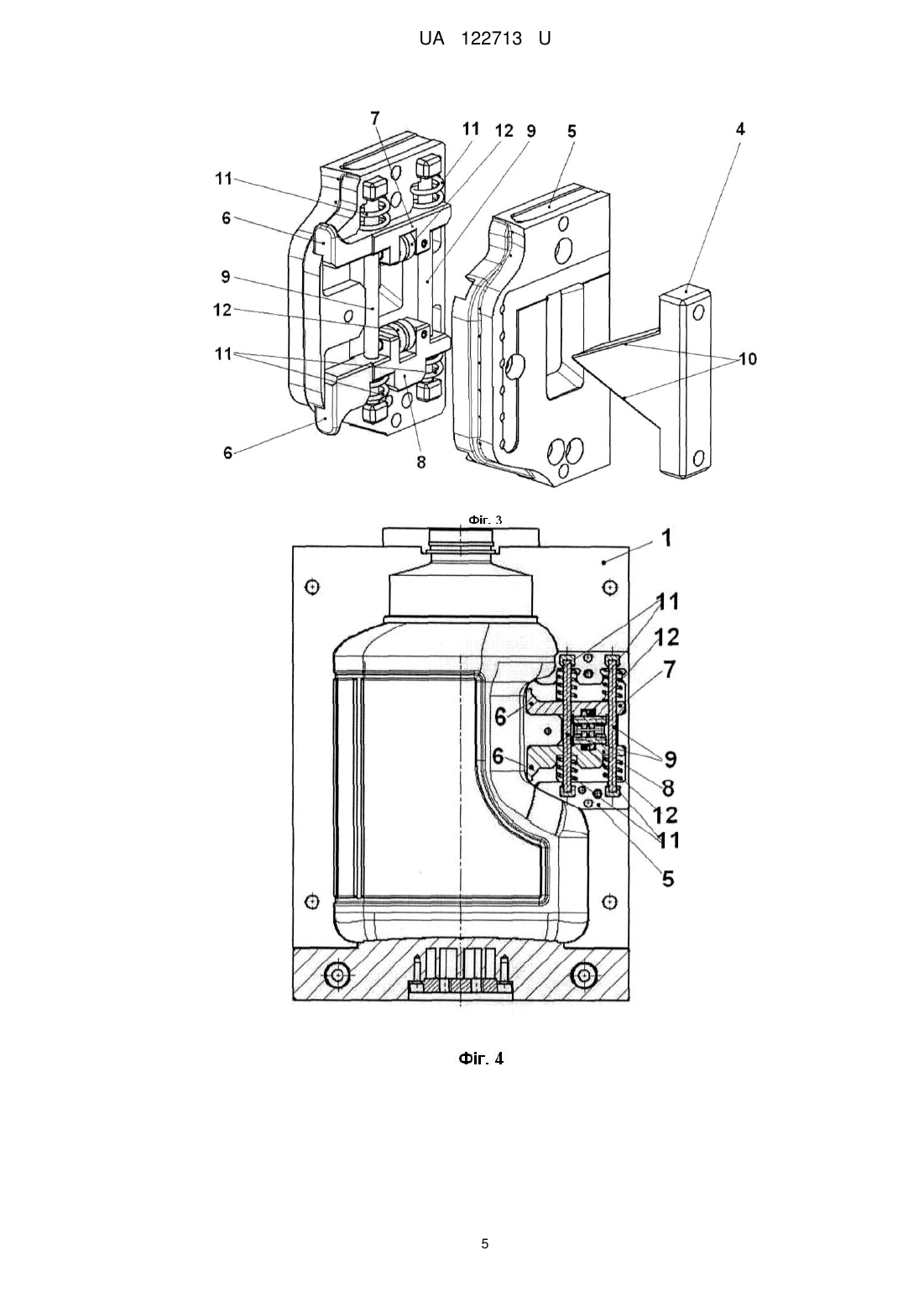
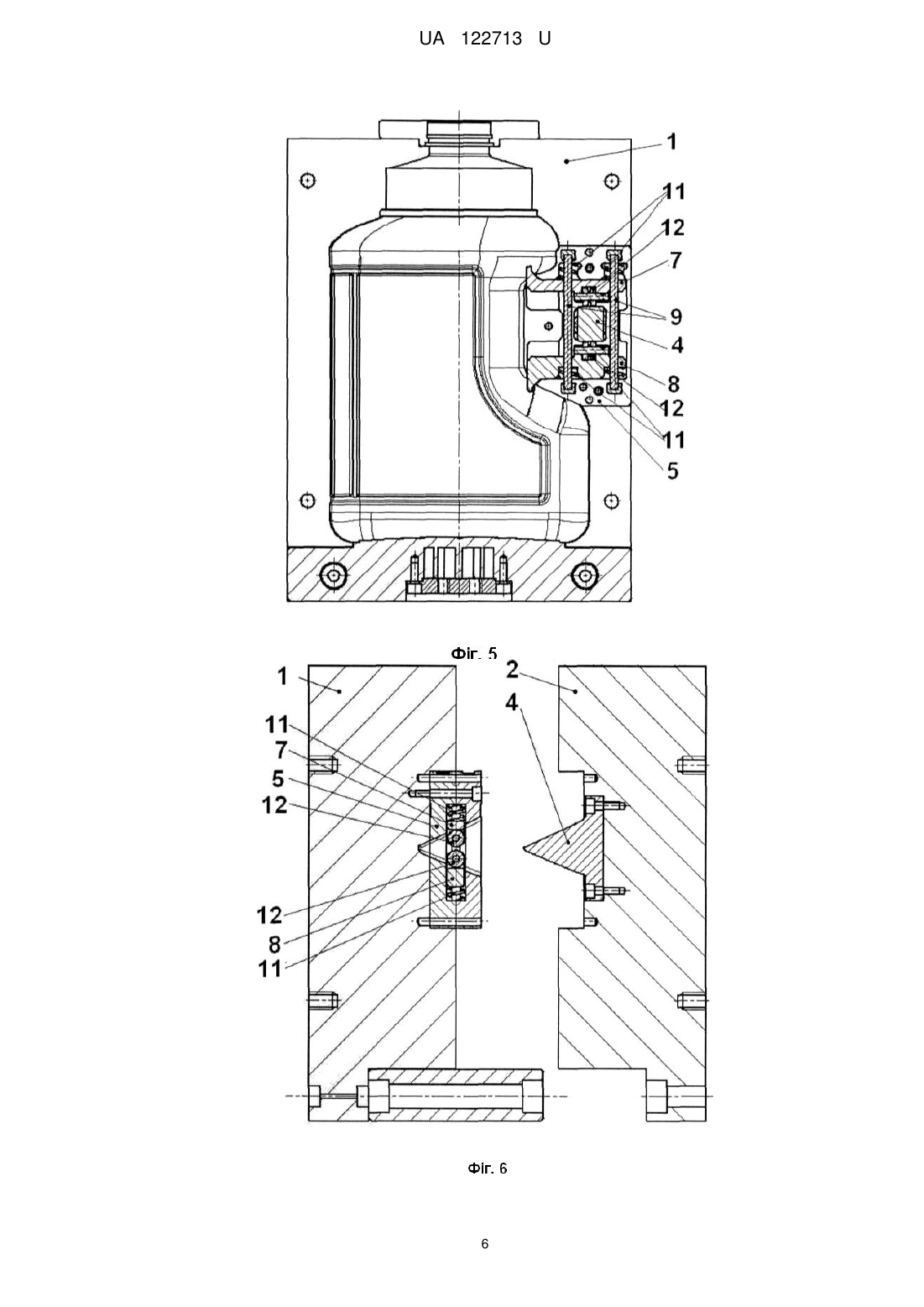
Реферат: Прес-форма для виготовлення ПЕТ-пляшок містить хоча б одну формуючу порожнину, утворену парою півформ, та механізм формування гнізд для фіксації ручки, змонтований на одній з півформ і виконаний у вигляді розбірного корпусу, частина якого виступає у формуючу порожнину. В корпусі встановлено поступальні напрямні, в яких змонтовані дві вставки, на кінці кожної з яких розміщено виступ. Вставки оснащені приводом їх переміщення вздовж напрямних між крайнім зведеним положенням, коли виступи вставок знаходяться всередині корпусу, і крайнім розведеним положенням, коли виступи вставок виведені у формуючу порожнину. Привод переміщення вставок має засіб їх прямого переміщення від крайнього зведеного положення до крайнього розведеного положення, виконаний у вигляді клина, закріпленого на другій півформі, який своїми бічними сторонами взаємодіє зі вставками та засіб зворотного переміщення вставок від крайнього розведеного до крайнього зведеного положення, виконаний у вигляді пружин стиснення. UA 122713 U (54) ПРЕС-ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ПЕТ-ПЛЯШОК UA 122713 U UA 122713 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виробництва пластикової тари і стосується обладнання для виготовлення пластикових пляшок із нагрітих преформ методом роздування з витягуванням, а більш конкретно вона стосується конструкції обладнання призначеного для виготовлення пляшок з ручками. Широкої популярності в даний час набула пластикова тара, насамперед пляшки, для мінеральних вод, пива, фруктових напоїв, олії, шампунів, фарб, побутових хімікатів та ін., що виробляються шляхом роздування з одночасним осьовим витягуванням нагрітих преформ. При виготовленні таких пляшок заздалегідь нагріту преформу встановлюють в розкриту форму, яка зімкнувшись, фіксує горловину преформи. За цим у горловину вводиться герметизатор, через який у преформу подається стиснене повітря, яке роздуває її. Одночасно через герметизатор вводять шток, який розтягує преформу в осьовому напрямку. Форма для виготовлення пляшок складається з двох півформ, із заглибинами, які при змиканні утворюють хоча б одну формуючу порожнину, де відбувається процес формоутворення пляшки. Для зручності при використанні ПЕТ-місткості, насамперед пляшки, оснащують ручками. Існують різні способи для отримання місткості з ручкою, при цьому вибір оптимального з них для конкретного випадку залежить від розмірів місткості, властивостей рідини, для якої призначена місткість, умов її транспортування і експлуатації та ін. Виробники ПЕТ-місткостей виготовляють пляшки, у яких ручка з пляшкою є єдиним цілим, при цьому ручку формують одночасно з самою місткістю [1]. Відома також технологія, за якою пляшку і ручку виготовляють окремо а потім ручку прикріпляють до корпусу пляшки. Кріплення ручки до корпусу пляшки може виконуватися нероз'ємним, наприклад шляхом приварювання, або шляхом проникнення вставного елемента крізь стінку місткості [2], яка ще перебуває у пластичному стані. Не менш поширеним э ПЕТ-пляшки, з роз'ємним кріпленням ручки на корпусі пляшки. За даною технологією ручку виготовляють з виступами на кінцях, а пляшку виготовляють з гніздами під ці виступи. За цим ручку вставляють в гнізда пляшки, отримуючи товарний виріб [3], [4]. Найбільш близькою до запропонованої корисної моделі серед відомих з рівня техніки за технічною суттю є прес-форма [5] для виготовлення ПЕТ-пляшок, яка містить одну або кілька пар півформ. Одна з півформ оснащена механізм формування гнізд для ручки. Зазначений механізм має збірний корпус, частина якого виступає в порожнину гнізда, і забезпечує формування заглибини у стінці пляшки. Формування гнізд під ручку забезпечують виступи, які мають можливість висовуватися за межі корпусу та повертатися в його середину. Виступи розташовані на кінцях вставок, а вставки змонтовані у поступальних напрямних корпусу та споряджені приводом їх переміщення по напрямних, від крайнього зведеного положення, коли виступи вставок знаходяться всередині корпусу і крайнім розведеним положенням, коли виступи виведені у формуючу порожнину Зазначений привод складається із двох однакових пристроїв, які функціонують аналогічно один одному. Кожен з пристроїв виконаний у вигляді пнемо-циліндра та кулачкового механізму. Зазначений кулачковий механізм містить пластину, встановлену у поступальних напрямних та оснащену фігурним пазом. З пазом взаємодіє палець, закріплений на вставці. Недоліком даної прес-форми для виготовлення ПЕТ-пляшок є складність конструкції насамперед складність приводу переміщення вставок з виступами, що забезпечить спрощення виготовлення та монтажу прес-форми і підвищить надійність її роботи. В основу корисної моделі поставлена задача удосконалення відомої прес-форми для виготовлення ПЕТ-пляшок, шляхом спрощення конструкції приводу переміщення вставок у механізмі формування гнізд для ручки. Поставлена задача вирішується тим, що у відомій прес-формі для виготовлення ПЕТпляшок, що містить хоча б одну формуючу порожнину, утворену парою півформ, та механізм формування гнізд для фіксації ручки, змонтований на одній з півформ і виконаний у вигляді розбірного корпусу, частина якого виступає у формуючу порожнину, а в корпусі встановлено поступальні напрямні, в яких змонтовані дві вставки, на кінці кожної з яких розміщено виступ, причому вставки оснащені приводом їх переміщення вздовж напрямних між крайнім зведеним положенням, коли виступи вставок знаходяться всередині корпусу і крайнім розведеним положенням, коли виступи вставок виведені у формуючу порожнину, згідно з корисною моделлю, привод переміщення вставок виконано у вигляді засобу їх прямого переміщення від крайнього зведеного положення до крайнього розведеного положення, який виконаний у вигляді клина, закріпленого на другій півформі, який своїми бічними сторонами взаємодіє зі вставками та засобу зворотного переміщення вставок від крайнього розведеного до крайнього зведеного положення, виконаний у вигляді пружин стиснення. 1 UA 122713 U 5 10 15 20 25 30 35 40 45 50 55 60 При цьому доцільно: вставки у місцях взаємодії з бічними сторонами клина оснастити роликами, що вільно обертаються, а також напрямні, в яких змонтовані вставки, виконати циліндричними та розмістити на них пружини стиснення. Спільними для прототипу та запропонованого котла є наступні ознаки: - Прес-форма для виготовлення ПЕТ-пляшок, містить хоча-б одну формуючу порожнину, та механізм формування гнізд для фіксації ручки; - Формуюча порожнина утворена парою півформ; - Механізм формування гнізд змонтований на одній з півформ і виконаний у вигляді розбірного корпусу, частина якого виступає у формуючу порожнину; - У розбірному корпусі встановлено поступальні напрямні, в яких змонтовані дві вставки, на кінці кожної з яких розміщено виступ; - Вставки оснащені приводом їх переміщення вздовж напрямних між крайнім зведеним положенням, коли виступи вставок знаходяться всередині корпусу і крайнім розведеним положенням, коли виступи вставок виведені у формуючу порожнину. До нових суттєвих ознак належать: - Привод переміщення вставок містить засіб їх прямого переміщення від крайнього зведеного положення до крайнього розведеного положення та засіб зворотного переміщення вставок від крайнього розведеного до крайнього зведеного положення, виконаний у вигляді пружин стиснення; - Привод прямого переміщення виконаний у вигляді клина, закріпленого на другій півформі; - Клин своїми бічними сторонами взаємодіє зі вставками; - Засіб зворотного переміщення вставок виконаний у вигляді пружин стиснення. Технічним результатом запропонованих удосконалень є суттєве спрощення механізму формування гнізд для встановлення ручки. Суть корисної моделі пояснюється кресленнями: На фіг. 1. Загальний вигляд запропонованої прес-форми. На фіг. 2. Загальний вигляд механізму формування гнізд для ручки. На фіг. 3. Механізм формування гнізд для ручки у напіврозібраному вигляді. На фіг. 4. Переріз прес-форми по лінії розмикання півформ (зведені вставки). На фіг. 5. Переріз прес-форми по лінії розмикання півформ (розведені вставки). На фіг. 6. Поперечний Переріз форми по площині клина (при розведених півформах). На фіг. 7. Теж (при зімкнутих півформах). Запропонована прес-форма для виготовлення ПЕТ-пляшок містить одну або кілька пар півформ 1 та 2. На одній з півформ закріплений механізм 3 формування гнізд для ручки та клин 4, закріплений на другій півформі. Зазначений механізм містить розбірний корпус 5, частина якого виступає в порожнину гнізда і забезпечує формування заглибини у стінці пляшки. Для формування гнізд під ручку передбачені виступи 6, що мають можливість висовуватися за межі корпусу 4 та повертатися в його середину, у момент. Зазначені виступи розташовані на кінцях вставок 7 та 8, які встановлені в поступальних напрямних 9 корпусу з можливістю прямого та зворотного переміщення між крайнім розведеним та крайнім зведеним положеннями (див. на фіг. 3, де механізм показаний при розведеному стані вставок). Засіб для прямого переміщення вставок (тобто для їх розведення), виконаний у вигляді клина 4 з бічними поверхнями 10, які взаємодіють із вставками. Засіб для зворотного переміщення вставок (тобто для їх зведення), виконаний у вигляді пружин стискання 11. Для зменшення тертя між бічними поверхнями 10 клина 4 і вставками, зазначені вставки оснащені роликами 12, які можуть вільно обертатися на своїх осях. Саме з цими роликами взаємодіють бічні поверхні клина (див. фіг. 6) при розведенні вставок. Запропонована прес-форма для виготовлення ПЕТ-пляшок використовується наступним чином. Півформи 1 і 2 зводять, притискаються одна до одної і фіксуються в цьому положенні. В результаті утворюється одне або кілька (по кількості пар півформ) гнізд для формування пляшок, які функціонують однаково. При цьому ще до змикання півформ, у кожній парі одну з півформ споряджають розігрітою до необхідної температури преформою (на кресленнях не показано). При зведенні півформ клин 4 входить у проміжок між вставками (див. фіг. 6) і, взаємодіючи своїми бічними поверхнями 10 з роликами 12, переміщує вставки по напрямних 9. В результаті цього вставки здійснюють пряме переміщення до свого крайнього розведеного положення (див. фіг. 5), тобто виступи 6 виходять за межі збірного корпусу у порожнину гнізда. За цим, у нагріту преформу подають повітря під тиском, забезпечуючи роздування преформи. Оскільки, у формуючій порожнині форми в цей час знаходяться виступи 6, то у стінках пляшки утворюються гнізда для ручки, чим створюють умови для утворення у корпусі пляшки гнізд під 2 UA 122713 U 5 10 15 ручку. В процесі операції видування стінка пляшки, що перебуває у пластичному стані, під дією стисненого повітря охоплює виступи і притискається до їх поверхні, в результаті чого утворюються гнізда під ручку. Після закінчення видування півформи розводять і клин 4 виходить із проміжку між вставками, а одночасно з цим пружини 11 забезпечують переміщення вставок по напрямних 9 до їх крайнього зведеного положення (див. фіг. 4). В результаті виступи на вставках повністю втягуються всередину збірного корпусу 5 і повністю виходять із гнізд в стінці виготовленої пляшки. При повному розведенні півформ готову пляшку виймають із форми. Якщо форма має кілька пар півформ, то одночасно відбувається виготовлення відповідної кількості пляшок з гніздами для ручок. Форма та розміри гнізд для ручки забезпечується підбором відповідної форми та розмірів виступів на вставках. Запропонована корисна модель має набагато простішу конструкцію у порівнянні з прототипом за рахунок більш простого приводу механізму формування гнізд для ручки, що забезпечує високу надійність при експлуатації та здешевлює її виготовлення. Джерела інформації: 1. SU 1829998 по МПК - В29С 45/20, В29С 49/05; 2. RU 2425750 по МПК - В29С 49/54, В29С 49/20; В29С 49/04; 3. RU 2216493 по МПК - B65D 23/10, B65D 23/00, B65D 1/02; 4. US 4964522 по МПК - В29С 49/54, В29С 49/20; В29С 49/04; 5. ЕР 2391495 по МПК - В29С 33/44, В29С 49/54 - Прототип. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Прес-форма для виготовлення ПЕТ-пляшок, що містить хоча б одну формуючу порожнину, утворену парою півформ, та механізм формування гнізд для фіксації ручки, змонтований на одній з півформ і виконаний у вигляді розбірного корпусу, частина якого виступає у формуючу порожнину, а в корпусі встановлено поступальні напрямні, в яких змонтовані дві вставки, на кінці кожної з яких розміщено виступ, при цьому вставки оснащені приводом їх переміщення вздовж напрямних між крайнім зведеним положенням, коли виступи вставок знаходяться всередині корпусу, і крайнім розведеним положенням, коли виступи вставок виведені у формуючу порожнину, яка відрізняється тим, що привод переміщення вставок має засіб їх прямого переміщення від крайнього зведеного положення до крайнього розведеного положення, виконаний у вигляді клина, закріпленого на другій півформі, який своїми бічними сторонами взаємодіє зі вставками та засіб зворотного переміщення вставок від крайнього розведеного до крайнього зведеного положення, виконаний у вигляді пружин стиснення. 2. Прес-форма за п. 1, яка відрізняється тим, що вставки у місцях взаємодії з бічними сторонами клина оснащені роликами, що вільно обертаються на осях. 3. Прес-форма за п. 1, яка відрізняється тим, що напрямні, в яких змонтовані вставки виконані циліндричними, а пружини стиснення охоплюють їх. 3 UA 122713 U 4 UA 122713 U 5 UA 122713 U 6 UA 122713 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 49/48, B29C 49/54, B29C 33/44
Мітки: прес-форма, виготовлення, пет-пляшок
Код посилання
<a href="https://ua.patents.su/9-122713-pres-forma-dlya-vigotovlennya-pet-plyashok.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення пет-пляшок</a>
Прес-форма для виготовлення пластмасових виробів із закладними деталями

Номер патенту: 116107
Опубліковано: 10.05.2017
Автори: Сокольський Олександр Леонідович, Колосов Олександр Євгенович, Куриленко Валерій Миколайович, Івіцький Ігор Ігорович, Сівецький Володимир Іванович
МПК: B30B 15/02, B29C 39/00
Мітки: закладними, виробів, прес-форма, пластмасових, виготовлення, деталями
Формула / Реферат:
Прес-форма для виготовлення пластмасових виробів із закладними деталями, яка містить формоутворювальні елементи, пристрої для введення закладних деталей в пластмасовий виріб, яка відрізняється тим, що пристрої для введення закладних деталей виконано з можливістю зворотно-поступального руху і з можливістю завантаження, закріплення та відокремлення закладної деталі.
Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович
МПК: B29C 49/28
Мітки: преформ, форма, виготовлення, пет-пляшок, нагрітих
Формула / Реферат:
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 52446
Опубліковано: 25.08.2010
Автор: Луцинський Андрій Богданович
МПК: B22D 17/22
Мітки: виробів, виготовлення, пластмас, прес-форма
Формула / Реферат:
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, матрицю, пуансон, виштовхувачі виробу та ливник, яка відрізняється тим, що пуансон виконаний з двох жорстко з'єднаних між собою симетричних частин та змонтований з можливістю зворотно-поступального руху.
Прес-форма для виготовлення пластмасових виробів із закладними деталями
Номер патенту: 119748
Опубліковано: 10.10.2017
Автори: Сівецький Володимир Іванович, Івіцький Ігор Ігорович, Колосов Олександр Євгенович, Куриленко Валерій Миколайович, Сокольський Олександр Леонідович
МПК: B29C 45/14, B29K 35/00
Мітки: пластмасових, закладними, прес-форма, деталями, виготовлення, виробів
Формула / Реферат:
Прес-форма для виготовлення пластмасових виробів із закладними деталями, яка містить формоутворювальні елементи і щонайменше один пристрій для введення закладних деталей в пластмасу, яка відрізняється тим, що пристрій для введення закладних деталей виконано у вигляді порожнистого циліндричного щупа з завантажувальною горловиною, всередині якого розміщується виштовхувач, при цьому виштовхувач і щуп оснащені незалежними приводами...
Прес- форма для виготовлення підошв
Номер патенту: 40108
Опубліковано: 16.07.2001
Автори: Скиба Микола Єгорович, Синюк Олег Миколайович, Злотенко Борис Миколайович
МПК: B29C 45/02
Мітки: форма, виготовлення, прес, підошв
Формула / Реферат:
Прес-форма для виготовлення підошов, яка включає пуансон, матрицю, розташовану між ними формотворну порожнину, литтєвий канал і голковий клапан, яка відрізняється тим, що до формотворної порожнини підключені пневморозподілювачі для дозованої подачі стисненого гарячого і холодного повітря, відповідно перед її заповненням і після формування підошви.
Попередній патент: Спосіб приготування бетонної суміші
Наступний патент: Хвильова герметична передача-муфта
Випадковий патент: Експрес-метод контролю магнітної водопідготовки