Пристрій для машинного збирання легкого респіратора

Формула / Реферат
1. Пристрій для машинного збирання легкого респіратора, що містить раму (1), силову плиту (2), встановлену на рамі (1), формуючий стіл (3) для укладання заготівки корпусу респіратора, закріплений на силовій плиті (2) за допомогою стійок (4), внутрішній стіл (5), розташований усередині формуючого столу (3) і закріплений на силовій плиті (2) за допомогою пружних опор (6), механізм (7) завороту для завороту країв заготівки корпусу респіратора, виконаний у вигляді кільцевої обойми (8) з радіально розташованими лапками (10), що коливаються на осях (9), привід (11) механізму (7) завороту, змонтовану над формуючим столом формуючу головку (12), з радіально розташованими повзунами (13), виконаними з торцевими вирізами (14) для установки в них странгулятора (гумового шнура) обтюратора респіратора, головний привід (15) для вертикального переміщення формуючої головки (12), забезпечений електродвигуном (16), головку (17) зварювальних контактів (18) і зварювальний апарат (ЗА) (19) для зварки елементів заготівки корпусу респіратора, який відрізняється тим, що головний привід (15) виконаний у вигляді пов'язаного з електродвигуном (16) вертикального ходового гвинта (20), закріпленого на рамі (1) за допомогою плити (21) підшипників, і посадженої на нього ходової гайки (22), чотирьох вертикальних штоків (23), пропущених через встановлені на силовій плиті (2) опори (24) ковзання і сполучених між собою вгорі важелем (25), а внизу поперечиною (26), сполученою з ходовою гайкою (22), головка (17) зварювальних контактів (18) закріплена на важелі (25) головного приводу (15) і включає корпус (27), у вертикальних отворах (28) якого розташовані сполучені між собою фіксатори (29), пружини (30) і зварювальні контакти (18), встановлені з можливістю вертикального переміщення, а зварювальний апарат (ЗА) (19) виконаний у вигляді зв'язаних між собою електричним ланцюгом таймера (Т) (31) для установки часу зварки, ультразвукового генератора (УЗГ) (32), п'єзокерамічного ультразвукового перетворювача (УЗП) (33), а також ультразвукового хвилеводу (УЗХ) (34), що має трубчасту форму і встановлений на силовій плиті (2) так, що його верхній торець розташований на рівні внутрішнього столу (3) опозитно зварювальним контактам (18).
2. Пристрій для машинного збирання легкого респіратора за п. 1, який відрізняється тим, що привід (11) механізму (7) завороту виконаний у вигляді розташованих по периметру декількох електромагнітів (35), штоки (36) яких взаємодіють з хвостовиками лапок (10) механізму (7) завороту через кільце (37), вільно встановлене на кронштейнах (38), прикріплених знизу до кільцевої обойми (8) механізму (7) завороту.
3. Пристрій для машинного збирання легкого респіратора за п. 2, який відрізняється тим, що формуюча головка (12), з радіально розташованими повзунами (13) виконана у вигляді корпусу (39), що має форму вертикального циліндра (40) з диском (41) в нижній частині, який за допомогою стійок (42) закріплений на важелі (25) головного приводу (15), при цьому повзуни (13) формуючої головки (12) виконані у вигляді стрижнів і встановлені з можливістю переміщення в радіальних пазах (43), виконаних зверху диска (41), і зв'язані гнучкими тягами (44) з їх механізмом (45) переміщення, а знизу диска (41) закріплені еластичні утримувачі (46) для установки розпірки респіратора.
4. Пристрій для машинного збирання легкого респіратора за пп. 2, 3, який відрізняється тим, що механізм (45) переміщення повзунів (13) формуючої головки (12) виконаний у вигляді рухомої обойми (47), що охоплює вертикальний циліндр (40) корпусу (39) формуючої головки (12) і зв'язана за допомогою тяг (48) з диском (49), в який зверху упирається шток (50) електромагніту (51) опускання повзунів (13), встановлений на важелі (25) головного приводу (15), а знизу упирається шток (52) електромагніту (53) підйому повзунів (13), встановлений в порожнині (54), виконаній у вертикальному циліндрі (40) корпусу (39) формуючої головки (12).
5. Пристрій для машинного збирання легкого респіратора за п. 4, який відрізняється тим, що рухома обойма (47) механізму (45) переміщення формуючої головки (12) виконана з подовжніми отворами (56), через які пропущені гнучки тяги (44) повзунів (13), і з кільцевим пазом (57), в якому встановлений хомут (58), що стягує і фіксує гнучкі тяги (44) в згаданому кільцевому пазу (57).
6. Пристрій для машинного збирання легкого респіратора за пп. 4, 5, який відрізняється тим, що формуюча головка (12) містить направляюче кільце (59), що охоплює гнучкі тяги (44) повзунів (13) в місці сполучення вертикального циліндра (40) і диска (41) її корпусу (39).
7. Пристрій для машинного збирання легкого респіратора за п. 6, який відрізняється тим, що містить мікропроцесорний блок управління (МПБУ) (55), зв'язаний електричними ланцюгами з електродвигуном (16) головного приводу (15), зварювальним апаратом (ЗА) (19), електромагнітами (35) приводу (11) механізму (7) завороту і електромагнітами (51, 53) опускання і підйому повзунів (13) механізму (45) переміщення формуючої головки (12), а також з двома спареними кнопками "Пуск" (60, 61) і кнопкою "Стоп" (62), встановленими на лицьовій стінці силової плити (2).
Текст
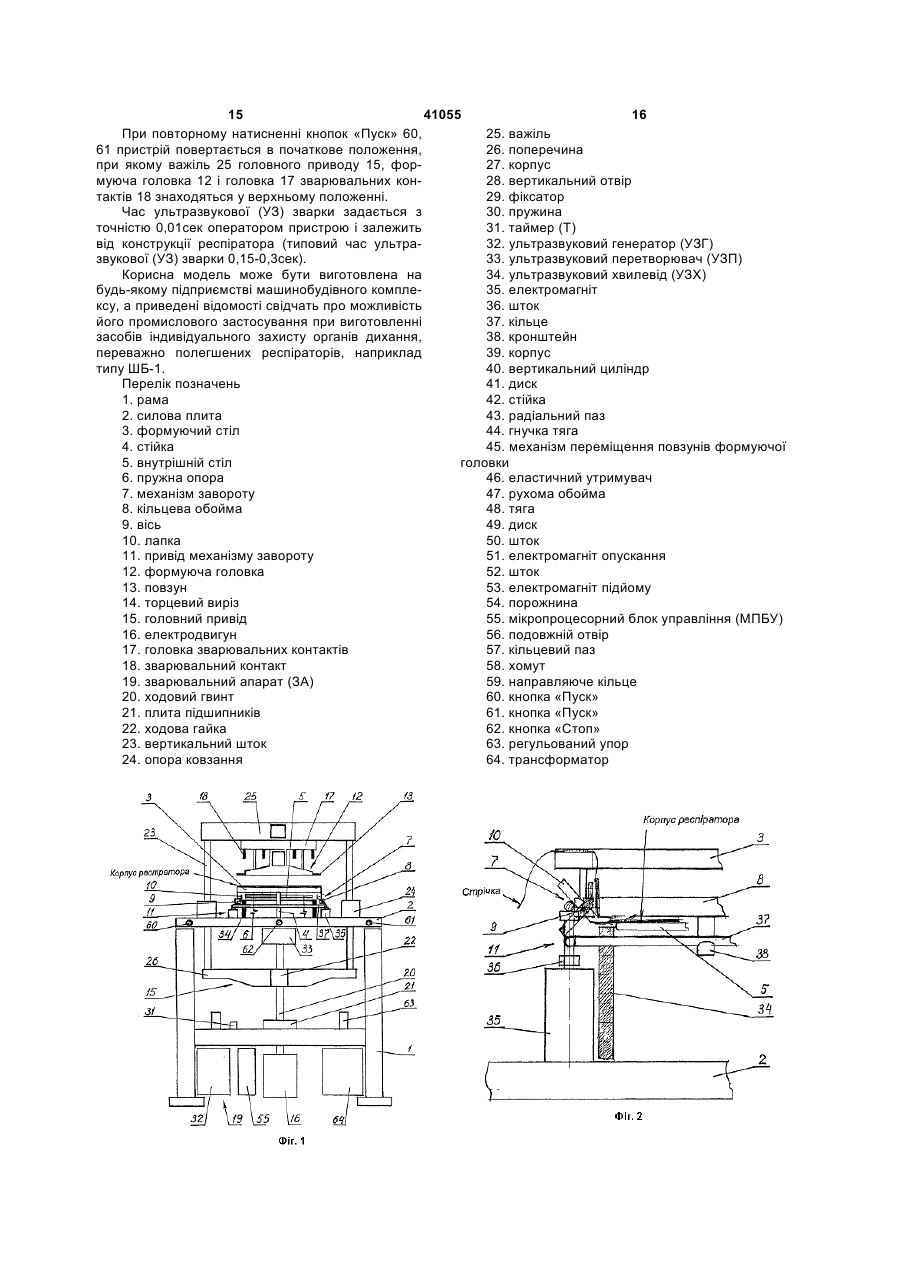
. лицьовій стінці силової плити (2). 6. Пристрій для машинного збирання легкого респіратора за пп. 4, 5, який відрізняється тим, що Корисна модель належить до устаткування для виготовлення шаруватих виробів з різнорідних листових матеріалів зваркою і може бути використана при збірці в пакет термопластичних тканих і волокнистих шарів філтруючих і сорбційнофільтруючих матеріалів при виготовленні засобів індивідуального захисту органів дихання, переважно полегшених респіраторів, наприклад типу ШБ1. З рівня техніки відома установка для виготовлення респіраторів методом термоскріплення, що містить корпус у вигляді станини, привід з електроустаткуванням, формуюче гніздо з опорним столом у вигляді встановленої на станині на амортизаторі опорної плити, встановлений на станині вузол рухомої колони у вигляді головного штока з консольним важелем, встановленого з можливістю осьового переміщення і що знаходиться у взаємодії з приводом, встановлену на консольному важелі над формуючим гніздом співісно і плоскопаралельно опорному столу формуючу головку з притискною плитою і розміщені в опорному столі і притискній плиті електронагрівачі з розташованими по периметру зварювальними контурами [«Установка для изготовления респираторов методом термоскрепления» RU 2106161 С1, (Всероссийский научно-исследовательский институт охраны труда Министерства сельского хозяйства и продовольствия Российской Федерации) А62В7/00, В65Н21/00, 10.03.1998), аналог]. Відома установка володіє порівняно нескладною конструкцією, незначним енергоспоживанням і порівняно невеликими габаритами. Проте ця установка не дозволяє виконувати розміщення в респіраторі внутрішньої розпірки і формування обтюратора з шнуром і носовим затиском, як це передбачено конструкціями більшості легких респіраторів, наприклад, респіраторів типу ШБ-1 "Пелюстка" ["Лепесток" (Легкие респираторы)/ Петрянов И.В. и др. - М.: Наука, 1984, с. 5859]. Дані дії повинні виконуватися в процесі інших технологічних операцій і на іншому устаткуванні. Це свідчить про низький рівень автоматизації технологічного процесу збірки респіраторів з використанням відомої установки. Застосування в цій установці двох електронагрівачів і двох зварювальних контурів, що забезпечують нагрівання і пресування пакету шаруватого матеріалу з обох його сторін, може викликати за час пресування пригорання зовнішніх шарів пакету і їх пошкодження, що призводить до зниження захисних фільтруючих властивостей респіратора, що виготовляється. Зниження температури нагріву пресуючого зварювального контура або часу термопресування дозволяє уникнути пригорання зовнішніх шарів пакету шаруватого матеріалу, але не дає можливості забезпечити необхідне прогрівання пресованого пакету, що призводить до зниження міцності отримуваного з'єднання. Здійснення силового замикання при пресуванні заготівки респіратора між опорним столом і притискною плитою за допомогою консольного важеля, встановленого на головному штоку, в процесі експлуатації пристрою приводить до порушення співісної і плоскопараллельности розташування притискної плити по відношенню до опорного столу, що викликає відхилення тиску пресування і температури прогрівання заготівки респіратора уздовж зварювального контура від номінальних значень і тому призводить до зниження якості збірки респіратора. Це вимагає періодичного проведення регулювальних робіт і приводить до зупинки технологічного процесу збірки респіраторів, що суттєво ускладнює експлуатацію таких установок і знижує продуктивність процесу збірки респіраторів. З рівня техніки також відомий близький по технічній суті до цієї корисної моделі напівавтомат для збірки респіраторів, що містить станину, привід з електроустаткуванням, головний шток з консольним важелем, встановлений на станині, підпружинений по відношенню до неї і такий, що знаходиться у взаємодії з приводом за допомогою кулачка, встановлену на консольному важелі за допомогою штока формуючу головку з притискною 5 41055 6 ловій плиті за допомогою пружних опор, механізм плитою і вузлом дозування порошкоподібного полімеру, встановлене на станині формуюче гніздо, завороту для завороту країв заготівки корпусу рещо включає нагрівач із зварювальним контуром у спіратора, виконаний у вигляді кільцевої обойми з вигляді сукупності термоэлектродов, опорний стіл радіальне розташованими лапками, що коливаз отворами напроти термоелектродів, встановлеються на осях, привід механізму завороту, змонтоний над нагрівачем і підпружинений по відношенвану над столом формуючу головку з радіальне ню до станини, кільцеву оправу з клавішними варозташованими повзунами, виконаними з торцежелями з притискними наконечниками і кільце з вими вирізами для установки в них странгулятора упорами напроти клавішних важелів, встановлене (гумового шнура) обтюратора респіратора, головний привід для вертикального переміщення форна підпружиненому по відношенню до станини муючої головки, забезпечений електродвигуном, фланці з штоком, що знаходиться у взаємодії з приводом за допомогою кулачка і встановленим з головку зварювальних контактів і зварювальний можливістю осьового переміщення [«Полуавтомат апарат (ЗА) для зварки елементів заготівки корпусу респіратора [«Полуавтомат для сборки респидля сборки респираторов» RU 2203115 С1, (Зараторов» RU47749U (Закрытое акционерное обкрытое акционерное общество «Севзаппромэнерго» (RU)), А62В7/00, В65Н21/00, 27.04.2003), анащество «Северо-Западный научно-технический центр «Портативные средства индивидуальной лог]. защиты» имени А.А.Гуняева» (RU)) А62В7/00, Використовувані в напівавтоматі, конструкції В65Н21/00, 10.09.2005, найбільш близький аналог формуючої головки і формуючого гнізда дозволя– прототип]. ють в процесі того, що термоскріплення шарів наГоловний привід для вертикального переміпівмаски респіратора виконувати в напівавтоматичному режимі установку внутрішньої розпірки щення формуючої головки містить електродвигун, респіратора і підвертання кромки його заготівки ремінну передачу і черв'ячний редуктор, на вихідних валах якого встановлені кулачок головного для утворення обтюратора з розміщеним в нім штока і кулачок штока фланця. шнуром з носовим затиском. Вузол головного штока встановлений на силоЦе дозволяє виготовляти з використанням вій плиті рами і складається з головного штока, пропонованого напівавтомата формостійкі консякий змонтований по ходовій посадці в рамі, утвотрукції полегшених респіраторів з внутрішньою розпіркою і обтюратором з шнуром з металевим реній двома стійками жорстко закріпленої у верхносовим затиском, завдяки яким забезпечується ній плиті станини. щільне облягання кромкою напівмаски респіратора Кулачки головного штока і штока фланця виобличчя користувача і поліпшуються захисні власконані з криволінійними пазами, а головний шток і тивості респіраторів, а також забезпечує підвишток фланця забезпечені охоплюваними елеменщення рівня автоматизації і продуктивності технотами, розміщеними в криволінійних пазах кулачків, логічного процесу збірки респіраторів. відповідно, головного штока і штока фланця з моРазом з тим, використання в конструкції напівжливістю взаємодії. автомата головного штока і фланця з штоком, які Охоплюваний елемент головного штока викопідпружинені по відношенню до станини для зананий у вигляді ролика або пальця і розміщений в безпечення їх опускання, приводить до того, що ізпазу кулачка головного штока. за зносу елементів, а також неточності виготовНа верхній частині головного штока закріплелення, збірки і регулювання механізмів можливе ний консольний важіль, на якому за допомогою зависання головного штока і штока з фланцем з штока притискної плити встановлена формуюча подальшим їх зривом з ударом. головка. Це порушує синхронність роботи основних меФормуюча головка забезпечена встановленою ханізмів напівавтомата і приводить до виготовленна штоку притискної плити з можливістю осьового ня бракованої продукції, а також може викликати переміщення конусною муфтою, розміщеними в поломку його вузлів. радіальних пазах притискної плити кутовими повКрім того, установка головного штока і штока з зунами, еластичним кільцем, що охоплює і притисфланцем на пружинах при їх підйомі збільшує накує кутові повзуни до конічної поверхні конусної вантаження на привід, що викликає зайву витрату муфти, і встановленим на консольному важелі електроенергії і скорочує ресурс його роботи. важелем, що коливається, і знаходиться у взаємоТому недоліками напівавтомата для збірки редії з конусною муфтою і підпружиненим по відноспіраторів є недостатньо висока якість збірки ресшенню до консольного важеля пружиною розтягупіраторів, зайва витрата електроенергії і недоставання. тньо висока надійність і ресурс роботи Притискна плита забезпечена зацепами для напівавтомата. розміщення внутрішньої розпірки респіратора. З рівня техніки також відомий напівавтомат На одній стороні кожного кутового повзуна видля збірки респіраторів як найбільш близьке техніконаний торцевий виріз для розміщення странгучне рішення за призначенням і кількістю загальних лятора (гумового шнура) обтюратора респіратора. ознак до корисної моделі - пристрій для машинної Привід механізму завороту виконаний у виглязбірки легкого респіратора, що заявляється, що ді відбійного кільця, що скріплений з фланцем за містить раму, силову плиту, встановлену на рамі, допомогою направляючих стійок, а також підпруформуючий стіл для укладання заготівки корпусу жинених упорів, закріплених зсередини згаданих респіратора, закріплений на силовій плиті за донаправляючих стійок за допомогою кільця і що помогою стійок, внутрішній стіл, розташований взаємодіють з лапками механізму завороту, для усередині формуючого столу, і закріплений на си 7 41055 8 завороту країв заготівки корпусу респіратора, при - а також конструкції зварювального апарату вертикальному переміщенні фланця. шляхом застосування економічного, заснованого Зварювальний апарат (ЗА) для зварки елемена хвилевих процесах, виду зварки, що дозволить нтів заготівки корпусу респіратора містить зварювідмовитися від стартового розігрівання. вальний контур, виконаний у вигляді кільцевого Технічний результат, який досягається при виелектричного нагрівача, суміщеного з головкою користанні вдосконаленого пристрою для машинзварювальних контактів. ної збірки легкого респіратора полягає в зниженні Головка зварювальних контактів забезпечена маси його конструкції, машинного часу циклу збірвстановленими з кроком від 10 до 15мм термоелеки респіратора і витрати електроенергії, а також в ктродами зварювального контура, наприклад, у підвищенні надійності, ресурсу пристрою і якості вигляді усіченого конуса, і встановлений на силозбірки респіратора. вій плиті рами за допомогою стійок. Поставлена задача вирішується, а технічний результат досягається тим, що в пристрої для маВнутрішній стіл забезпечений виконаними напроти термоелектродів зварювального контура шинної збірки легкого респіратора, що містить ранагрівача отворами. му, силову плиту, встановлену на рамі, формуючий стіл для укладання заготівки корпусу Проте такий головний привід має складну і мереспіратора, закріплений на силовій плиті за доталоємну конструкцію, створює підвищені інерційні навантаження від мас рухомих складових частин, помогою стійок, внутрішній стіл, розташований що приводяться в рух кулачком головного штока і усередині формуючого столу, і закріплений на сикулачком фланця і не забезпечує плоскопаралеловій плиті за допомогою пружних опор, механізм льне переміщення механізму завороту щодо форзавороту для завороту країв заготівки корпусу ремуючого і внутрішнього столів, що викликає їх взаспіратора, виконаний у вигляді кільцевої обойми з ємний перекіс і непроварення багатошарової радіальне розташованими лапками, що коливазаготівки корпусу респіратора в процесі її термоються на осях, привід механізму завороту, змонтозварки. вану над формуючим столом формуючу головку з Останнє викликане тим, що одноопорное конрадіальне розташованими повзунами, виконаними сольне кріплення на верхній частині головного з торцевими вирізами для установки в них странштока головного приводу важеля, на якому змонгулятора (гумового шнура) обтюратора респіратотований механізм завороту, не забезпечує необра, головний привід для вертикального переміщення формуючої головки, забезпечений хідну жорсткість кріплення механізму завороту. електродвигуном, головку зварювальних контактів Крім того, зварювальний апарат для зварки елементів заготівки корпусу респіратора містить і зварювальний апарат (ЗА) для зварки елементів заготівки корпусу респіратора, згідно корисної мозварювальний контур, виконаний у вигляді кільцеделі, головний привід виконаний у вигляді пов'язавого електричного нагрівача, суміщеного з голоного з електродвигуном вертикального ходового вкою зварювальних контактів, не забезпечує оперативність, якість, енергозбереження і безпеку гвинта, закріпленого на рамі за допомогою плити термопластичної зварки. підшипників, і посадженої на нього ходової гайки, чотирьох вертикальних штоків, пропущених через Пояснюється це тим, що для зварки багатошарової заготівки і елементів респіратора викоривстановлені на силовій плиті опори ковзання і спостовується низько ефективна електротермічна лучених між собою вгорі важелем, а внизу поперезварка, що вимагає стартового розігрівання електчиною, сполученою з ходовою гайкою, головка ричного нагрівача, спеціального склеювального зварювальних контактів закріплена на важелі головного приводу і включає розташовані у вертикаскладу, що викликає шкідливі для здоров'я операльних отворах і сполучені між собою фіксатори, тора виділення, великого енергоспоживання, трипружини і зварювальні контакти, встановлені з валого машинного часу циклу збірки і електричноможливістю вертикального переміщення, а зварюго живлення від трифазної електричної мережі, вальний апарат (ЗА) виконаний у вигляді зв'язаних напругою 380 вольт. між собою електричним ланцюгом таймера (Т) для При використанні такої електротермічної зварустановки часу зварки, ультразвукового генератоки часто виникає пропалення і пригорання пакету ра (УЗГ), п'єзокерамічного ультразвукового перезварюваних матеріалів респіратора, що знижує творювача (УЗП), а також ультразвукового хвилейого якість. воду (УЗХ), що має трубчасту форму і Технічною задачею, на вирішення якої направстановлений на силовій плиті так, що його верхвлена корисна модель, є удосконалення основних складових частин пристрою для машинної збірки ній торець розташований на рівні внутрішнього столу оппозитно зварювальним контактам. легкого респіратора, зокрема: У зв'язку з тим, що головний привід виконаний - конструкції головного приводу шляхом застосування багатоопорного важеля і такої механічної у вигляді пов'язаного з електродвигуном вертикального ходового гвинта, закріпленого на рамі за передачі від валу двигуна до штоків, яка б без дидопомогою плити підшипників, і посадженої на намічної дії перетворювала обертальний рух валу нього ходової гайки, чотирьох вертикальних штоелектродвигуна в поступальну ходу штоків багатоків, пропущених через встановлені на силовій плиопорного важеля і формуючої головки, ті опори ковзання і сполучених між собою вгорі - конструкції головки зварювальних контактів важелем, а внизу поперечиною, сполученою з хошляхом удосконалення кріплення зварювальних довою гайкою, забезпечується надійна механічна контактів і компоновки головки на рухомій частині передача від валу двигуна до штоків, яка без диголовного приводу, намічної дії перетворює обертальний рух валу 9 41055 10 дійне і з високою оперативністю управління хвоселектродвигуна і пов'язаного з ним ходового гвинта в поступальну ходу ходової гайки, а через потовиками лапок і кріплення завернутих країв заготівки корпусу респіратора. в'язану з нею поперечину цей рух передається У пристрої для машинної збірки легкого респічотирьом штокам і чотирьохопорному важелю з формуючою головкою. ратора, згідно корисної моделі, формуюча головка Крім того, така конструкція головного приводу з радіальне розташованими повзунами виконана у дозволяє відмовитися від необхідності застосувигляді корпусу, що має форму вертикального вання фланця, розташованого знизу формуючого циліндра з диском в нижній частині, який за допостолу, стійок, що несуть механізм завороту для могою стійок закріплений на важелі головного призавороту країв заготівки корпусу респіратора, і воду, при цьому повзуни формуючої головки викоприводу механізму завороту, а також відмовитися нані у вигляді стрижнів і встановлені з можливістю від приводу фланця, як це має місце в прототипі. переміщення в радіальних пазах, виконаних зверЦе знижує масу пристрою приблизно в 2 рази і ху диска, і зв'язані гнучкою тягою з їх механізмом забезпечує строге плоскопаралельне переміщенпереміщення, а знизу диска закріплені еластичні ня формуючої головки щодо формуючого столу, утримувачі для установки розпірки респіратора. що підвищує якість збірки респіратора і надійність Таке виконання формуючої головки забезпечує високу надійність віялоподібного переміщення роботи пристрою. повзунів в радіальних пазах диска корпусу і високу У зв'язку з тим, що головка зварювальних конякість установки странгулятора (гумового шнура) тактів закріплена на важелі головного приводу і обтюратора і розпірки респіратора. включає розташовані у вертикальних отворах і У пристрої для машинної збірки легкого респісполучені між собою фіксатори, пружини і зварюратора, згідно корисної моделі, механізм перемівальні контакти, встановлені з можливістю вертищення повзунів формуючої головки виконаний у кального переміщення, досягається раціональна вигляді рухомої обойми, що охоплює вертикалькомпоновка згаданої головки на рухомому чотиний циліндр корпусу формуючої головки і зв'язаної рьохопорному важелі і пружне кріплення зварюваза допомогою тяг з диском, в який зверху упиральних контактів в головці. За рахунок цього досягається щільне приляється шток електромагніту опускання повзунів, гання зварювальних контактів до заготівки респівстановлений на важелі головного приводу, а зниратора, що підвищує надійність пристрою і якість зу упирається шток електромагніту підйому повзузбірки респіратора. нів, встановлений в порожнині, виконаній у вертикальному циліндрі корпусу формуючої головки. За рахунок того, що зварювальний апарат (ЗА) виконаний у вигляді зв'язаних між собою електриВиконання механізму переміщення повзунів формуючої головки у вигляді електромагнітного чним ланцюгом таймера (Т) для установки часу зварки, ультразвукового генератора (УЗГ), п'єзоприводу забезпечує надійне з високою оперативкерамічного ультразвукового перетворювача ністю і точністю управління віялоподібним переміщенням повзунів в радіальних пазах диска корпусу (УЗП), а також ультразвукового хвилеводу (УЗХ), для якісної установки странгулятора (гумового що має трубчасту форму і встановленого на силошнура) обтюратора респіратора. вій плиті так, що його верхній торець розташоваУ пристрої для машинної збірки легкого респіний на рівні внутрішнього столу оппозитно зварюратора, згідно корисної моделі, рухома обойма вальним контактам, забезпечується застосування механізму переміщення формуючої головки викопрогресивної економічної ультразвукової зварки. нана з подовжніми отворами, через які пропущені Це дозволяє відмовитися від стартового розігрівання, понизити енергоспоживання приблизно в гнучки тяги повзунів і з кільцевим пазом, в якому 10 разів, скоротити машинний час циклу збірки встановлений хомут, що стягує і фіксує гнучки тяги респіратора приблизно в 1,5 раза, підвищити коев згаданому кільцевому пазу. фіцієнт корисної дії зварювального апарату до Така конструкція і компоновка згаданих скла95% і забезпечити високу якість ультразвукової дових частин механізму переміщення забезпечує зварки, при якій не мають місце пропалення і принадійне кріплення гнучких тяг повзунів формуючої горання пакету зварюваних матеріалів респіратоголовки. ра. У пристрої для машинної збірки легкого респіЧас ультразвукової зварки встановлюється ратора, згідно корисної моделі, формуюча головка таймером і складає 0,15-0,30сек. містить направляюче кільце, що охоплює гнучки Корисна модель має і додаткові відмінності від тяги повзунів в місці сполучення вертикального прототипу, які більш повно розкривають її суть, циліндра і диска її корпусу. використовуються в окремих випадках виконання і За рахунок цього досягається утримання гнучстворюють додатковий технічний результат. ких тяг повзунів згаданим кільцем від підйому при У пристрої для машинної збірки легкого респіпереміщенні рухомої обойми механізму переміратора, згідно корисної моделі, привід механізму щення формуючої головки внаслідок чого забеззавороту виконаний у вигляді розташованих по печується віялоподібне горизонтальне переміпериметру декількох електромагнітів, штоки яких щення повзунів, що несуть в своїх торцевих взаємодіють з хвостовиками лапок механізму завирізах странгулятор (гумовий шнур) обтюратора і вороту через кільце, вільно встановлене на кронвисока якість збірки респіратора. штейнах, прикріплених знизу до кільцевої обойми Пристрій для машинної збірки легкого респірамеханізму завороту. тора, згідно корисної моделі, містить мікропроцеВиконання приводу механізму завороту у висорний блок управління (МПБУ), зв'язаний електгляді електромагнітного приводу забезпечує наричними ланцюгами з електродвигуном головного 11 41055 12 приводу, зварювальним апаратом (ЗА), електроЗварювальний апарат (ЗА) 19 (Фіг.1) виконамагнітами приводу механізму завороту і електроний у вигляді зв'язаних між собою електричним магнітами опускання і підйому повзунів механізму ланцюгом таймера (Т) 31 для установки часу зварпереміщення формуючої головки, а також з двома ки, ультразвукового генератора (УЗГ) 32, п'єзокеспареними кнопками «Пуск» і кнопкою «Стоп», рамічного ультразвукового перетворювача (УЗП) встановленими на лицьовій стінці силової плити. 33, а також ультразвукового хвилеводу (УЗХ) 34, Мікропроцесорний блок управління (МПБУ) що має трубчасту форму і встановлений на силозабезпечує автоматичне за заданою програмою вій плиті 2 так, що його верхній торець розташовауправління всіма механізмами пристрою для маний на рівні внутрішнього столу 5 оппозитно звашинної збірки легкого респіратора, що скорочує рювальним контактам 18. машинний час циклу збірки респіратора, зокрема Привід11 (Фіг.1) механізму 7 завороту виконазапуск спареними кнопками «Пуск» і, у разі потрений у вигляді розташованих по периметру декільби, аварійний останов кнопкою «Стоп» пристрою кох електромагнітів 35, штоки 36 яких взаємодіють для машинної збірки легкого респіратора. з хвостовиками лапок 10 механізму 7 завороту Надалі пристрій для машинної збірки легкого через кільце 37, вільно встановлене на кронштейреспіратора пояснюється докладним описом його нах 38, прикріплених знизу до кільцевої обойми 8 конструкції з посиланнями на креслення, що домеханізму 7 завороту. даються. Формуюча головка 12 (Фіг.4) з радіальне розташованими повзунами 13 виконана у вигляді корНа Фіг.1 зображений пристрій для машинної пусу 39, що має форму вертикального циліндра 40 збірки легкого респіратора, загальний вид. з диском 41 в нижній частині, який за допомогою На Фіг.2 зображена головка зварювальних костійок 42 закріплений на важелі 25 головного принтактів. воду 15, при цьому повзуни 13 формуючої головки На Фіг.3 зображені механізм завороту, а також 12 виконані у вигляді стрижнів і встановлені з мопривід механізму завороту. жливістю переміщення в радіальних пазах 43, виНа Фіг.4 зображена формуюча головка, а таконаних зверху диска 41, і зв'язані гнучкими тягами кож механізм переміщення повзунів, рухома обой44 з їх механізмом 45 переміщення, а знизу диска ма і направляюче кільце формуючої головки. 41 закріплені еластичні утримувачі 46 для устаноПристрій для машинної збірки легкого респіравки розпірки респіратора. тора містить (Фіг.1-4) раму 1 (Фіг.1), силову плиту Механізм 45 (Фіг.4) переміщень повзунів 13 2, встановлену на рамі 1, формуючий стіл 3 для формуючої головки 12 виконаний у вигляді рухоукладання заготівки корпусу респіратора, закріпмої обойми 47, що охоплює вертикальний циліндр лений на силовій плиті 2 за допомогою стійок 4, 40 корпусу 39 формуючої головки 12 і зв'язана за внутрішній стіл 5, розташований усередині фордопомогою тяг 48 з диском 49, в який зверху упимуючого столу, 3 і закріплений на силовій плиті 2 за допомогою пружних опор 6, механізм 7 заворорається шток 50 електромагніту 51 опускання повту (Фіг.2) для завороту країв заготівки корпусу ресзунів 13, встановлений на важелі 25 головного піратора, виконаний у вигляді кільцевої обойми 8 з приводу 15, а знизу упирається шток 52 електрорадіальне розташованими лапками 10, що колимагніту 53 підйому повзунів 13, встановлений в ваються на осях 9, привід 11 механізму 7 заворопорожнині 54, виконаній у вертикальному циліндрі ту, змонтовану над формуючим столом 3 форму40 корпусів 39 формуючої головки 12. ючу головку 12 (Фіг.4) з радіальне розташованими Рухома обойма 47 (Фіг.4) механізму 45 переповзунами 13, виконаними з торцевими вирізами міщення формуючої головки 12 виконана з по14 для установки в них странгулятора (гумового довжніми отворами 56, через які пропущені гнучки шнура) обтюратора респіратора, головний привід тяги 44 повзунів 13 і з кільцевим пазом 57, в якому 15 для вертикального переміщення формуючої встановлений хомут 58, що стягує і фіксує гнучки головки 12, забезпечений електродвигуном 16, тяги 44 в згаданому кільцевому пазу 57. головку 17 зварювальних контактів 18 (Фіг.2) і зваФормуюча головка 12 (Фіг.4) містить направрювальний апарат (ЗА) 19 (Фіг.1) для зварки елеляюче кільце 59, що охоплює гнучки тяги 44 повментів заготівки корпусу респіратора. зунів 13 в місці сполучення вертикального циліндра 40 і диска 41 її корпусу 39. Особливістю пристрою є наступні удосконаПристрій для машинної збірки легкого респіралення конструкції його складових частин. тора також містить мікропроцесорний блок управГоловний привід 15 (Фіг.1) виконаний у вигляді ління (МПБУ) 55 (Фіг.1), зв'язаний електричними пов'язаного з електродвигуном 16 вертикального ланцюгами з електродвигуном 16 головного приходового гвинта 20, закріпленого на рамі 1 за допомогою плити 21 підшипників, і посадженої на воду 15, зварювальним апаратом (ЗА) 19, електнього ходової гайки 22, чотирьох вертикальних ромагнітами 35 приводу 11 механізму 7 завороту і штоків 23, пропущених через встановлені на силоелектромагнітами 51, 53 опускання і підйому поввій плиті 2 опори 24 ковзання і сполучених між зунів 13 механізму 45 переміщень формуючої головки 12, а також з двома спареними кнопками собою вгорі важелем 25, а внизу поперечиною 26, «Пуск» 60, 61 і кнопкою «Стоп» 62, встановленими сполученою з ходовою гайкою 22. на лицьовій стінці силової плити 2. Головка 17 зварювальних контактів 18 (Фіг.3) Для обмеження переміщення вниз поперечини закріплена на важелі 25 головного приводу 15 і 26 головного приводу 15 на рамі 1 встановлені включає корпус 27, у вертикальних отворах 28 регульовані упори 63. якого розташовані сполучені між собою фіксатори 29, пружини 30 і зварювальні контакти 18, встановлені з можливістю вертикального переміщення. 13 41055 14 Живлення пристрою здійснюється від однофану енергію ультразвукових коливань зної електричної мережі напругою 220 вольт через ультразвукового хвилеводу (УЗХ) 34. трансформатор 64. У свою чергу механічна енергія ультразвукоПристрій для машинної збірки легкого респіравих коливань ультразвукового хвилеводу (УЗХ) 34 тора працює таким чином. в точках контакту зварювальних контактів 18 з маУ початковому положенні пристрій знаходитьтеріалом респіратора і ультразвуковим хвилевося у положенні, при якому ходова гайка 22, попедом (УЗХ) 34 перетворюється в теплову енергію, речина 26, вертикальні штоки 23 і важіль 25 головнаслідок чого відбувається надійне з'єднання вного приводу 15, а також формуюча головка 12 і матеріалів і елементів респіратора в точках ультголовка 17 зварювальних контактів 18 знаходяться развукової (УЗ) зварки. Після закінчення процесу ультразвукової (УЗ) в крайньому верхньому положенні, при цьому повзварки, по сигналу мікропроцесорного блоку зуни 13 формуючої головки 12 знаходяться у виуправління (МПБУ) 55, електродвигун 16 включасунутому віялоподібному положення (Фіг.1). ється в реверсном режимі. У виточку (на кресленнях не позначена) форПри цьому реверсивний обертальний рух валу муючого столу 3 укладають корпус респіратора електродвигуна 16 передається ходовому гвинту (Фіг.1), в торцеві вирізи 14 повзунів 3 формуючої 20, який потім перетворюється в поступальну ходу головки 12 закладають странгулятор (гумовий ходової гайки 22 вгору. шнур) (Фіг.4), в еластичних утримувачах 46 кріпПоступальна хода ходової гайки 22 вгору пелять розпірку респіратора (Фіг.4), в корпус респіратора закладають стрічки (Фіг.2) і запускають приредається через поперечину 26 чотирьом вертистрій в дію одночасним натисненням двох кнопок кальним штокам 23, важелю 25 і закріпленим на «Пуск» 60, 61, які утримують в натиснутому полонім формучій головці 12 і головці 17 зварювальних женні до входу формуючої головки 12 в формуюконтактів 18. чий стіл 3. При цьому зварений корпус респіратора з повПри цьому, за заданою програмою мікропрозунами 13 зварювальної головки 12, що знахоцесорний блок управління (МПБУ) 55, включає дяться усередині нього, при вертикальному переелектродвигун 16, обертальний рух якого передаміщенні вгору повертає лапки 10 механізму 7 ється ходовому гвинту 20, а потім перетворюється завороту в початкове положення. При виході формуючої головки 12 по сигналу в поступальну ходу вниз ходової гайки 22. мікропроцесорного блоку управління (МПБУ) 55 Поступальний рух вниз ходової гайки 22 через (Фіг.4) спрацьовує електромагніт 53 підйому мехапоперечину 26 передається чотирьом вертикальнізму 45 переміщень повзунів 13 і своїм штоком 52 ним штокам 23, важелю 25 і закріпленим на нім впливає на диск 49, переміщаючи його вертикальформуючій головці 12 і головці 17 зварювальних но вгору, одночасно піднімаючи шток 50 електроконтактів 18. магніту 51 опускання. Формуюча головка 12 переміщається вниз спіРухома обойма 47 механізму 45 переміщень вісно формуючому столу 3, головка 17 зварювальповзунів 13 за допомогою тяг 48 переміщається них контактів 18 переміщається вниз до ультравгору спільно із закріпленими в ній за допомогою звукового хвилеводу (УЗХ) 34, а поперечина 26 переміщається вниз до регульованих упорів 63. хомута 58 гнучкими тягами 44. При вході формуючої головки 12 в формуючий При переміщенні гнучки тяги 44 огинають настіл 3 (Фіг.1) відбувається вертикальний заворот правляюче кільце 59 і втягують повзуни 13 по ракромки корпусу респіратора, а останній затискадіальних пазах 43 всередину диска 41 корпусу 39 ється між внутрішнім столом 5 (Фіг.2) і диском формуючої головки 12. 41корпуса 39 формуючої головки 12 (Фіг.4). За рахунок цього надається можливість безУсередині корпусу респіратора розташовуютьперешкодно зняти з формуючої головки 12 зібрася странгулятор (гумовий шнур) і розпірка. ний готовий респіратор спільно з прикріпленими Цей процес відбувається за рахунок того, що стрічками, а також установленими усередині стракільце 37 (Фіг.2), що знаходиться у верхньому понгулятором (гумовим шнуром) і розпіркою. ложенні, за допомогою висунутих штоків 36 електУ верхньому положенні формуючої головки 12, ромагнітів 35 механізму 7 завороту, взаємодіє з по сигналу мікропроцесорного блоку управління хвостовиками лапок 10, які повертаються навколо (МПБУ) 55 електродвигун 16 зупиняється і спраосей 9 кільцевої обойми 8.цьовує електромагніт 51 опускання, який своїм В мить, коли поперечина 26 досягла регульоштоком 50 впливає на диск 49, повертаючи повзуваних упорів 63, по сигналу мікропроцесорного ни 13 у висунуте віялоподібне початкове положенблоку управління (МПБУ) 55, електродвигун 16 ня. вимикається, а корпус респіратора виявляється Пристрій готовий до наступного циклу роботи. затиснутим зусиллями пружин ЗО між зварювальСлід зазначити, що пристрій не вимагає попеними контактами 18 головки 17 і ультразвуковим реднього розігрівання і після включення в електхвилеводом (УЗХ) 34. ричну мережу напругою 220 вольт готово до робоПо сигналу мікропроцесорного блоку управти. ління (МПБУ) 55, за допомогою таймера (Т) 31, з Пристрій споживає електроенергію тільки під ультразвукового генератора (УЗГ) 32 електричний час робочого циклу (не більше 4сек). імпульс поступає на п'єзокерамічний ультразвукоЗапуск пристрою здійснюється тільки одночасвий перетворювач (УЗП) 33, який перетворює еленим натисненням двох кнопок «Пуск» 60, 61. ктричну енергію електричного імпульсу в механічУ будь-який момент робочого циклу пристрій можна зупинити натисненням кнопки «Стоп» 62. 15 41055 16 При повторному натисненні кнопок «Пуск» 60, 25. важіль 61 пристрій повертається в початкове положення, 26. поперечина при якому важіль 25 головного приводу 15, фор27. корпус муюча головка 12 і головка 17 зварювальних кон28. вертикальний отвір тактів 18 знаходяться у верхньому положенні. 29. фіксатор Час ультразвукової (УЗ) зварки задається з 30. пружина точністю 0,01сек оператором пристрою і залежить 31. таймер (Т) від конструкції респіратора (типовий час ультра32. ультразвуковий генератор (УЗГ) звукової (УЗ) зварки 0,15-0,3сек). 33. ультразвуковий перетворювач (УЗП) Корисна модель може бути виготовлена на 34. ультразвуковий хвилевід (УЗХ) будь-якому підприємстві машинобудівного компле35. електромагніт ксу, а приведені відомості свідчать про можливість 36. шток його промислового застосування при виготовленні 37. кільце засобів індивідуального захисту органів дихання, 38. кронштейн переважно полегшених респіраторів, наприклад 39. корпус типу ШБ-1. 40. вертикальний циліндр Перелік позначень 41. диск 1. рама 42. стійка 2. силова плита 43. радіальний паз 3. формуючий стіл 44. гнучка тяга 4. стійка 45. механізм переміщення повзунів формуючої 5. внутрішній стіл головки 6. пружна опора 46. еластичний утримувач 7. механізм завороту 47. рухома обойма 8. кільцева обойма 48. тяга 9. вісь 49. диск 10. лапка 50. шток 11. привід механізму завороту 51. електромагніт опускання 12. формуюча головка 52. шток 53. електромагніт підйому 13. повзун 54. порожнина 14. торцевий виріз 55. мікропроцесорний блок управління (МПБУ) 15. головний привід 56. подовжній отвір 16. електродвигун 57. кільцевий паз 17. головка зварювальних контактів 58. хомут 18. зварювальний контакт 59. направляюче кільце 19. зварювальний апарат (ЗА) 60. кнопка «Пуск» 20. ходовий гвинт 61. кнопка «Пуск» 21. плита підшипників 62. кнопка «Стоп» 22. ходова гайка 63. регульований упор 23. вертикальний шток 64. трансформатор 24. опора ковзання 17 Комп’ютерна верстка А. Крижанівський 41055 Підписне 18 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for machine assembly of light respirator
Автори англійськоюMykhalchenko Oleksandr Eduardovych
Назва патенту російськоюУстройство для машинной сборки легкого респиратора
Автори російськоюМихальченко Александр Эдуардович
МПК / Мітки
МПК: B32B 37/00, B65H 21/00, A62B 7/00, B23K 20/10, A62B 23/00, B29C 65/08
Мітки: пристрій, легкого, збирання, машинного, респіратора
Код посилання
<a href="https://ua.patents.su/9-41055-pristrijj-dlya-mashinnogo-zbirannya-legkogo-respiratora.html" target="_blank" rel="follow" title="База патентів України">Пристрій для машинного збирання легкого респіратора</a>
Протипиловий патрон для респіратора
Номер патенту: 3757
Опубліковано: 15.12.2004
Автори: Шевченко Тетяна Михайлівна, Еннан Алім Абдул-Амідович, Грідяєв Володимир Васильович, Абрамова Наталія Миколаївна
МПК: A62B 9/00, A62B 19/00
Мітки: протипиловий, патрон, респіратора
Формула / Реферат:
Протипиловий патрон для респіратора, що містить циліндричний корпус з елементами для кріплення та поглинач, який відрізняється тим, що патрон додатково оснащений манжетою, на внутрішній поверхні якої виконані елементи кріплення її до корпусу, на зовнішній поверхні розташований елемент кріплення до клапана вдиху респіратора, а поглинач виконаний із гофрованого фільтра і оснащений пружно-деформованим кільцем.
Протигазовий патрон для респіратора
Номер патенту: 4760
Опубліковано: 15.02.2005
Автори: Еннан Алім Абдул-Амідович, Грідяєв Володимир Васильович, Абрамова Наталія Миколаївна, Шевченко Тетяна Михайлівна
МПК: A62B 9/00, A62B 19/00
Мітки: протигазовий, патрон, респіратора
Формула / Реферат:
Протигазовий патрон для респіратора, що містить циліндричний корпус з елементами для кріплення, поглинач з повітропроникними прокладками та утримуючий елемент, виконаний із жорстко-пружного матеріалу, який відрізняється тим, що патрон додатково забезпечений манжетою, на внутрішній поверхні якої виконані елементи кріплення її до корпусу, а на зовнішній поверхні розташований елемент кріплення до клапана вдиху респіратора.
Спосіб збирання корпуса судна з легкого сплаву і стапель-постіль для його здійснення
Номер патенту: 74029
Опубліковано: 17.10.2005
Автори: Павлов Геннадій Олексійович, Гнєзділов Леонід Єгорович, Марков Василь Якович, Богатов Ленінар Іванович, Сошкін Віталій Абрамович, Лапочкін Едуард Вікторович
Мітки: спосіб, корпуса, сплаву, збирання, здійснення, легкого, стапель-постіль, судна
Формула / Реферат:
1. Спосіб збирання корпуса судна з легкого сплаву, що полягає в попередньому збиранні і зварюванні окремих блоків корпуса у своїх стапель-постелях із забезпеченням при цьому щільного притиснення листів зовнішнього обшивання корпуса, що виготовляється, до робочих крайок лекал стапель-постелей і наступному збиранні і зварюванні з цих блоків корпуса судна в цілому, який відрізняється тим, що при збиранні і зварюванні блоків корпуса судна...
Кришка патрона респіратора
Номер патенту: 32630
Опубліковано: 26.05.2008
Автори: Поляков Віталій Станіславович, Ємченко Ольга Миколіївна
МПК: A62B 9/00
Мітки: респіратора, кришка, патрона
Формула / Реферат:
Кришка патрона респіратора, виконана з отворами на її поверхні, яка відрізняється тим, що отвори мають щілиноподібну форму, при цьому кожний отвір оснащений жалюзі.
Клапанний вузол видиху респіратора
Номер патенту: 16483
Опубліковано: 15.08.2006
Автори: Ємченко Ольга Миколаївна, Поляков Віталій Станіславович
МПК: A62B 9/00
Мітки: видиху, вузол, клапанний, респіратора
Формула / Реферат:
1. Клапанний вузол видиху респіратора, що містить корпус з буртиком, каналом видиху з ребрами, з сідловиною; закріплену на корпусі пелюстку i встановлену на корпусі перфоровану кришку з буртиком, що відрізняється тим, що корпус i кришка мають в центрі звернені один до одного виступи, при цьому виступ кришки виконаний порожнистим, з діаметром отвору, відповідним діаметру виступу кришки, а пелюстка виконана плоскою i має в центрі отвір,...
Попередній патент: Спосіб корекції порушень ліпідного, вуглеводного та пуринового обмінів у хворих з метаболічним синдромом
Наступний патент: Дисковий ніж для ручної мотокоси динамічний модернізований
Випадковий патент: Ароматизована пачка з відкидною кришкою (варіанти)