Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 49988
Опубліковано: 15.10.2002
Автори: Великоречанин Олександр Васильович, Александров Віктор Михайлович, Онопченко Олександр Сергійович, Ващиленко Василь Іванович, Горбіков Юрій Мойсейович, Мальцев Анатолій Саватеєвич, Бутаков Борис Іванович, Козин Костянтин Васильович, Власов Павло Євгенович, Довганюк Сергій Іванович, Пітінов Микола Григорович, Коваленко Євген Петрович, Мешин Віталій Веніамінович, Велигин Валерій Олександрович, Бутакова Галина Сергіївна, Столяр Михайло Борисович, Рура Анатолій Володимирович
Формула / Реферат
1. Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей, що включає укладення деталей в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурення контейнера в робочу рідину та очищення дією високовольтними електричними розрядами в рідині з одночасним переміщенням, позитивного електрода відносно поверхні деталі, який відрізняється тим, що дію високовольтними електричними розрядами здійснюють з частотою до 50 Гц.
2. Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей за п. 1, який відрізняється тим, що як негативний електрод використовують металеву сітку з розміром вічка h x h і розташовують її на відстані l від поверхні деталі, при цьому розміри h і l обирають із співвідношень:
![]()
![]()
де ![]() - товщина оброблюваної деталі.
- товщина оброблюваної деталі.
3. Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей за п. 1, який відрізняється тим, що як негативний електрод використовують технологічну пластину з профілем, конгруентним профілю пластинчастих деталей, що очищаються, та яка щільно встановлюється зверху пакета у вигляді вкладених в контейнер одна на одну N оброблюваних деталей.
4. Установка для електрогідравлічного очищення нежорстких пластинчастих деталей, що містить бак з робочою рідиною, контейнер, позитивний і негативний електроди, які сполучені з генератором імпульсного струму, вузол переміщення позитивного електрода, яка відрізняється тим, що позитивний електрод виконаний у вигляді гнучкого струмопроводу в еластичній ізоляції та сполученого з ним рознімним з'єднанням ініціювального стрижня з тонкого дроту, а рознімне з'єднання розміщене в твердій ізоляції і виконане у вигляді двох пластин з електропровідного матеріалу, між якими розташовані, з одного боку, гнучкий струмопровід, а з другого, - ініціювальний стрижень, кінець якого виконаний у вигляді петлі, а на еластичній ізоляції струмопроводу закріплене багатошарове кільце з клейкої стрічки.
5. Установка для електрогідравлічного очищення нежорстких пластинчастих деталей за п. 4, яка відрізняється тим, що негативний електрод виконаний у вигляді металевої сітки, прикріпленої до рами, розташованої над контейнером і сполученої з ним, з одного боку, за допомогою шарнірного з'єднання, а з другого боку, - фіксувальним пристосуванням, при цьому контейнер обладнаний пружною прокладкою.
6. Установка для електрогідравлічного очищення нежорстких пластинчастих деталей за п. 4, яка відрізняється тим, що негативний електрод виконаний у вигляді технологічної пластини, встановленої на пакеті оброблюваних деталей, виконаної з профілем, конгруентним профілю пластинчастих деталей, а контейнер обладнаний пристосуванням, що фіксує оброблювані деталі та технологічну пластину на контейнері.
Текст
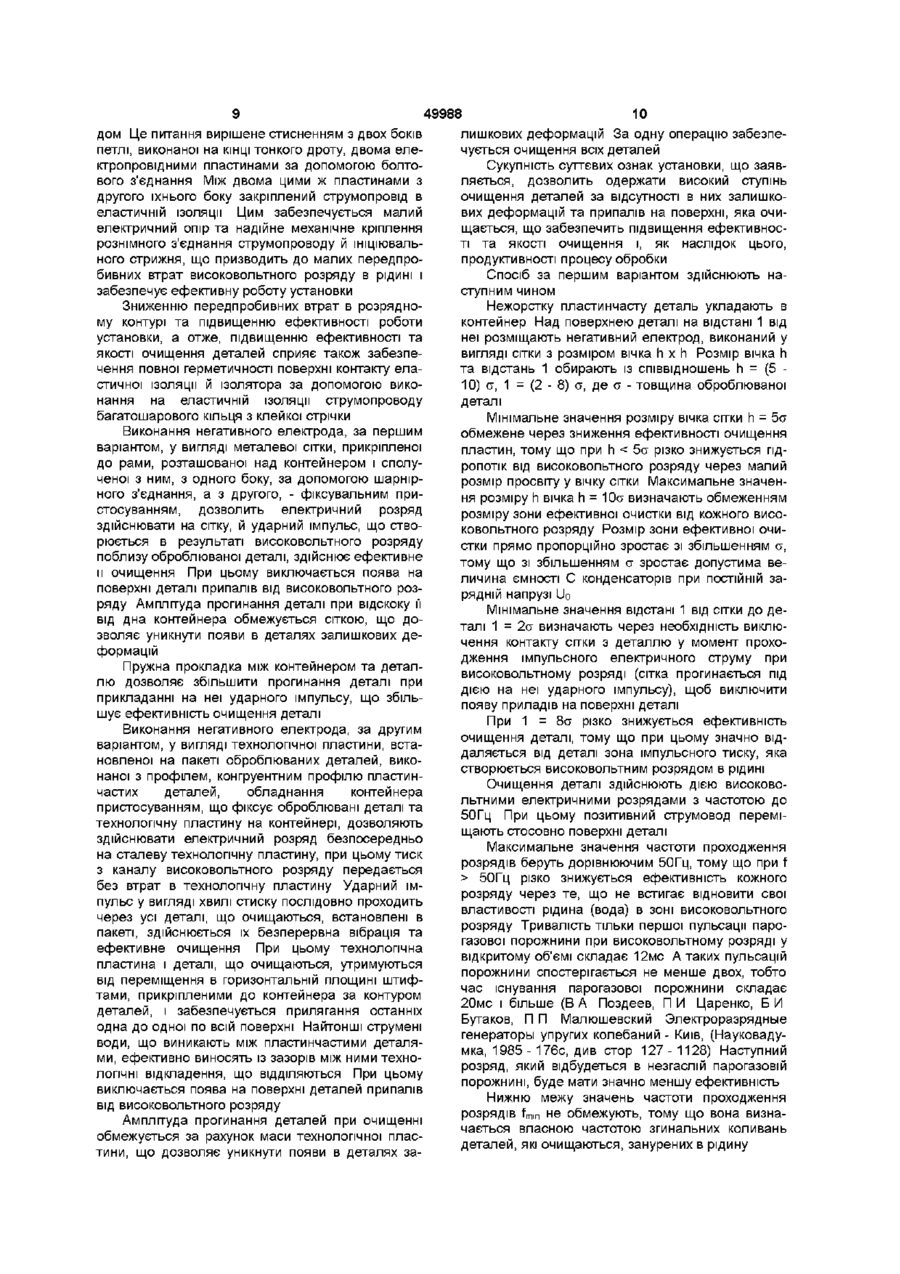
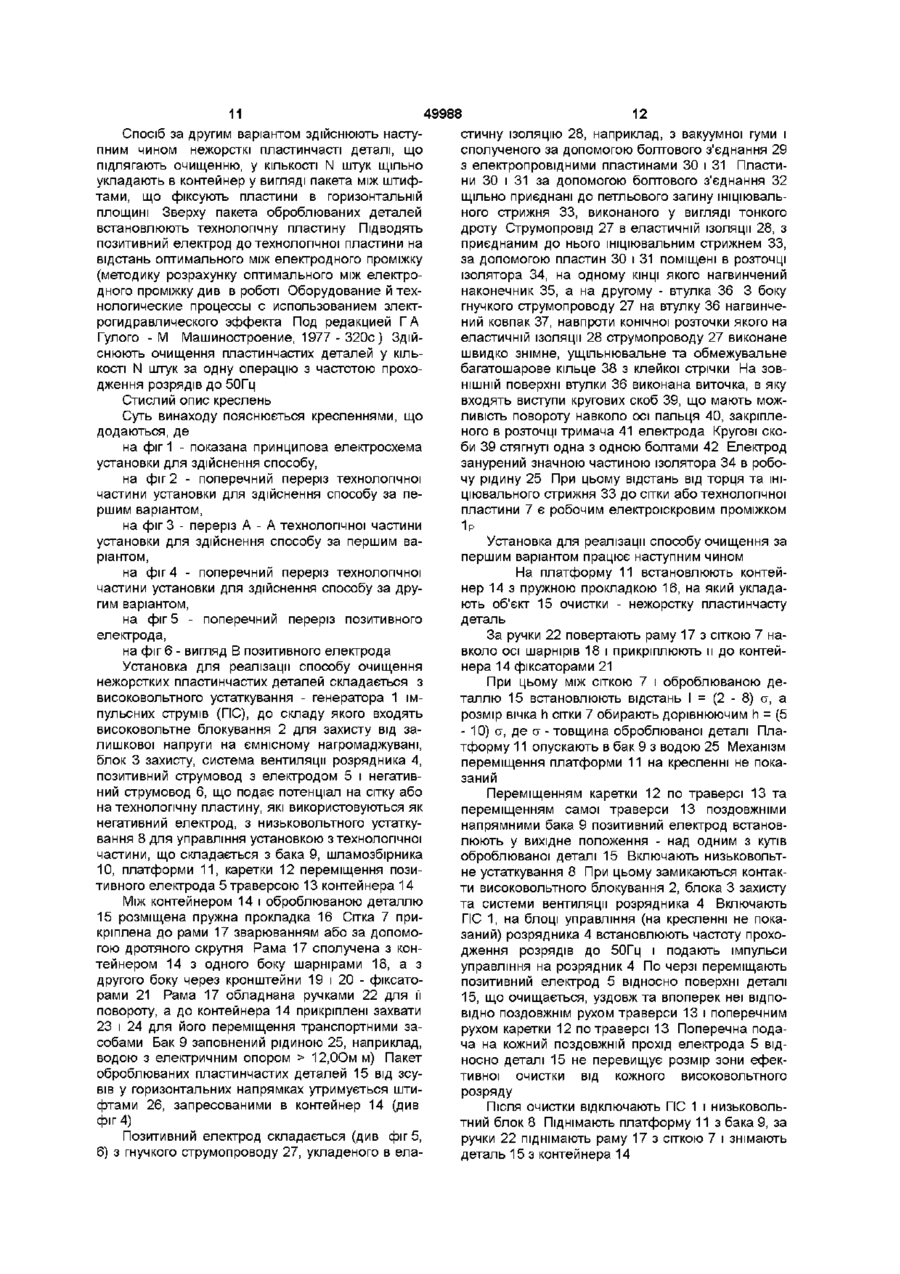
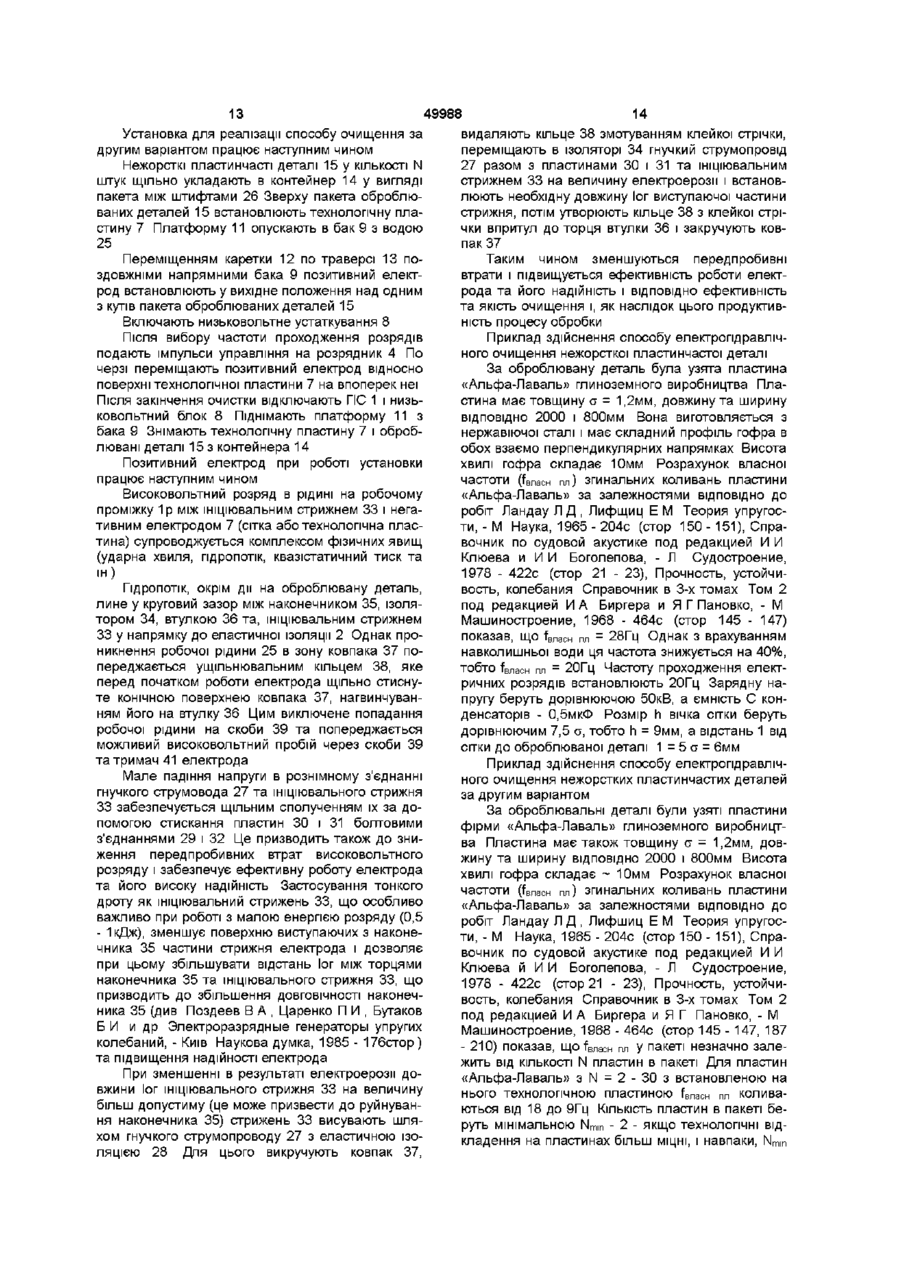
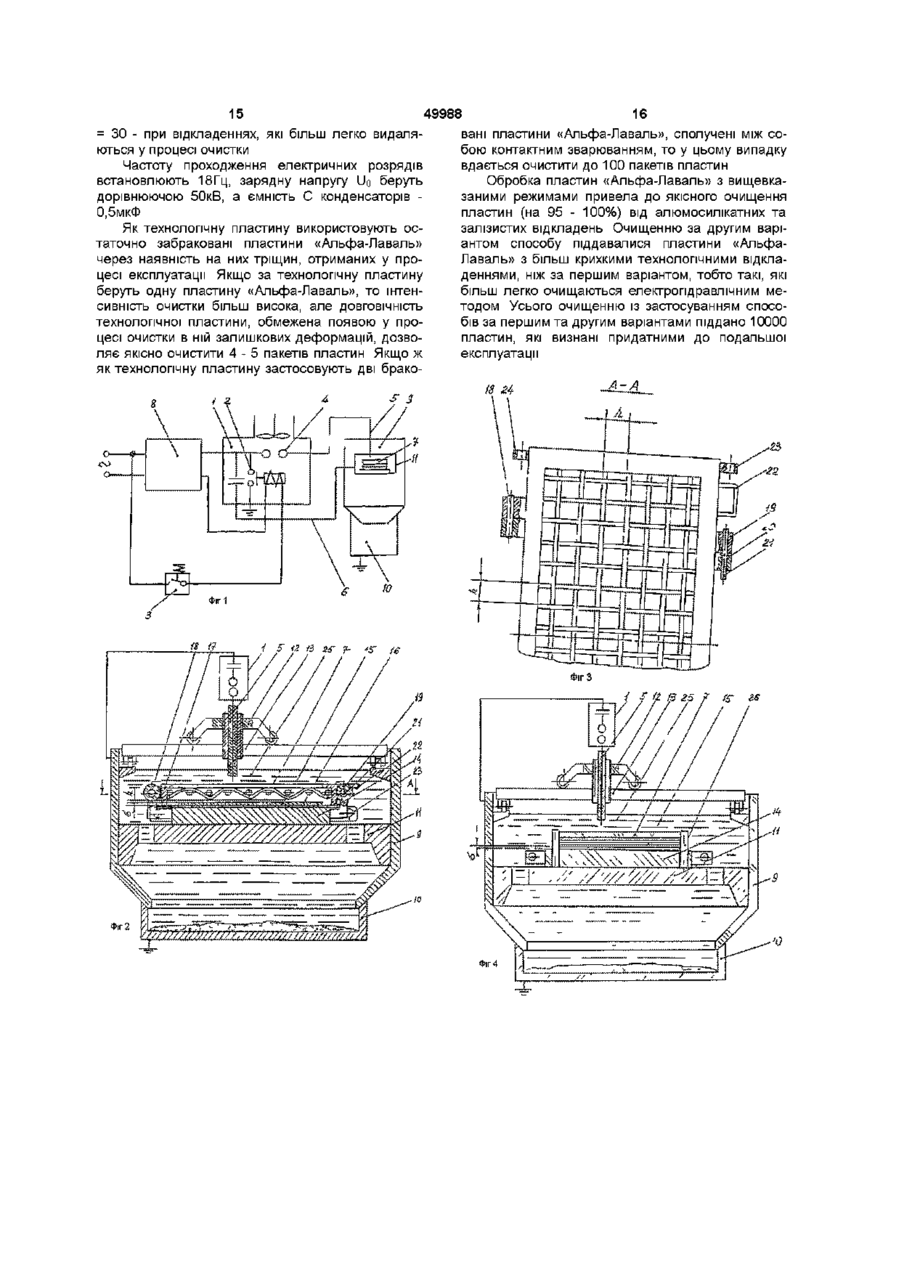
1 Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей, що включає укладення деталей в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурення контейнера в робочу рідину та очищення дією високовольтними електричними розрядами в рідині з одночасним переміщенням, позитивного електрода відносно поверхні деталі, який відрізняється тим, що дію високовольтними електричними розрядами здійснюють з частотою до 50Гц 2 Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей за п 1, який відрізняється тим, що як негативний електрод використовують металеву сітку з розміром вічка h x h і розташовують и на відстані І від поверхні деталі, при цьому розміри h і І обирають із співвідношень h = (5-10)ст, 1 = (2 - 8)ст, де ст -товщина оброблюваної деталі 3 Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей за п 1, який відрізняється тим, що як негативний електрод використовують технологічну пластину з профілем, конгруентним профілю пластинчастих деталей, що очищаються, та яка щільно встановлюється зверху пакета у вигляді вкладених в контейнер одна на одну N оброблюваних деталей 4 Установка для електрогідравлічного очищення нежорстких пластинчастих деталей, що містить бак з робочою рідиною, контейнер, позитивний і негативний електроди, які сполучені з генератором імпульсного струму, вузол переміщення позитивного електрода, яка відрізняється тим, що позитивний електрод виконаний у вигляді гнучкого струмопроводу в еластичній ізоляції та сполученого з ним рознімним з'єднанням ініціювального стрижня з тонкого дроту, а рознімне з'єднання розміщене в твердій ізоляції і виконане у вигляді двох пластин з електропровідного матеріалу, між якими розташовані, з одного боку, гнучкий струмопровід, а з другого, - ініціювальний стрижень, кінець якого виконаний у вигляді петлі, а на еластичній ізоляції струмопроводу закріплене багатошарове кільце з клейкої стрічки 5 Установка для електрогідравлічного очищення нежорстких пластинчастих деталей за п 4, яка відрізняється тим, що негативний електрод виконаний у вигляді металевої сітки, прикріпленої до рами, розташованої над контейнером і сполученої з ним, з одного боку, за допомогою шарнірного з'єднання, а з другого боку, - фіксувальним пристосуванням, при цьому контейнер обладнаний пружною прокладкою 6 Установка для електрогідравлічного очищення нежорстких пластинчастих деталей за п 4, яка відрізняється тим, що негативний електрод виконаний у вигляді технологічної пластини, встановленої на пакеті оброблюваних деталей, виконаної з профілем, конгруентним профілю пластинчастих деталей, а контейнер обладнаний пристосуванням, що фіксує оброблювані деталі та технологічну пластину на контейнері О 00 00 49988 Винахід стосується електрогідравлічної обробки деталей, зокрема очищення нежорстких пластинчастих деталей, від технологічних відкладень у глиноземному виробництві, наприклад, пластин фірми «Альфа-Лаваль» від алюмосилікатних та залізистих технологічних відкладень ВІДОМІ способи електрогідравлічного очищення різноманітних виробів від формувальної землі, технологічних відкладень, бруду - спосіб механічної обробки (наприклад, подрібнення, очистка, буріння) в'язких, волокнистих, твердих матеріалів за допомогою електрогідравлічних ударів (а с СРСР №237068, опубл Б І №18, 1983р), - спосіб очищення виливків (а с СРСР №865514, МКР В22Д29/00, опубл Б Л №35, 1981р), - спосіб електрогідравлічного очищення виливків (а с СРСР №1052330, МКІ4 В22Д29/00, опубл Б І №1, 1988р, с 261) Відомо також спосіб поверхневої дії на матеріали гідравлічними ударами (див а с СРСР №121053 опубл Б І №18 1964р), що виникають поблизу поверхні оброблюваного об'єкта внаслідок електричних розрядів в рідині, при якому оброблюваний об'єкт занурюють в рідину або розташовують у струмені рідини, а електроди поміщають у встановлювану поблизу оброблюваної поверхні, заповнену рідиною камеру у вигляді кумулюючої сфери, при цьому оброблюваний об'єкт служить другим електродом Ознаки, що збігаються з суттєвими ознаками способу, який заявляється - оброблюваний об'єкт занурюють в рідину, - дія гідравлічними ударами, що виникають поблизу поверхні оброблюваного об'єкта внаслідок електричних розрядів в рідині між електродами Причини, що перешкоджають одержанню необхідного технічного результату - при електричному розряді в рідині на поверхні оброблюваного об'єкта, який служить другим електродом, утворюються ерозійні плями (припали), що знижує якість поверхні, яка очищається, - відсутність фіксації деталі у напрямку позитивного електрода під час обробки призводить до виникнення на деталі залишкових деформацій, що знижує якість очищення або призводить до браку, якщо до геометрії деталі ставлять підвищені вимоги ВІДОМІ пристрої та установки для електрогідравлічного очищення різноманітних виробів - машина для очищення твердих, волокнистих та еластичних матеріалів (а с СРСР №298168, МКР В08ВЗ/10, опубл Б І №18, 1983р , с 208), - пристрій для електрогідравлічного очищення виробів (а с СРСР №446159, МКІ3 В22Д29/00, опубл Б І №18, 1983р, с 209), - пристрій для очищення виробів з використанням електрогідравлічних ударів (а с СРСР №446160, МКР В22Д29/00, опубл Б І №3, 1984р , с 249), - установка для електрогідравлічного очищення виливків (а с СРСР №440862, МКІ2 В22Д29/00, опубл Б І №12, 1978р), - установка для електрогідравлічного очищення виливків (а с СРСР №1052329, МКІ3 О22Д29/00, опубл Б І №1,1988р), - установка для електрогідравлічного очищення деталей (а с СРСР №1190583, МКІ5 В22Д29/00, опубл Б І №42, 1989р), - установка для електрогідравлічного очищення виливків (а с СРСР №902383, МКІ3 В22Д29/00, опубл Б І №1, 1988р), - установка для електрогідравлічного очищення деталей (а с СРСР №811567, МКІ3 В08В7/00, опубл Б І №42, 1989р), - установка для електрогідравлічного очищення виливків (а с СРСР №552756, кл В22Д29/00), - установка для електрогідравлічного очищення лиття (а с СРСР №405656, КЛ В22Д29/00 Відома також установка для електрогідравлічного очищення лиття (див а с СРСР №415091, МКІ3 В22Д29/00, опублікована в Б І №29, 1980р), що включає ємність для рідини, робочий електрод з механізмом переміщення до виливка та контейнер для виливків, яка обладнана привідною підіймальною платформою для занурення контейнера в робочу зону ємності, що переміщає по горизонтальним напрямним і подає контейнер на платформу привідним візком Ознаки відомої установки, що збігаються з суттєвими ознаками установки, яка заявляється - ємність для рідини, - контейнер, - підіймальна платформа для заглиблення контейнера в робочу зону ємності, - позитивний і негативний електроди Причини, що перешкоджають одержанню необхідного технічного результату - жорстке дно контейнера, на якому розташована оброблювана деталь, знижує амплітуду, швидкість та прискорення переміщення деталі, які виникають при високовольтному розряді в рідині, що знижує ефективність очищення, - відсутність фіксації деталі в контейнері у напрямку позитивного електрода не дозволяє обмежити переміщення деталі при відскоку її від дна контейнера після припинення ударного імпульсу, що призводить до залишкової деформації деталі, яка очищається, та до зниження її якості Найбільш близьким за технічною суттю до заявленого способу є спосіб електрогідравлічного очищення виробів (патент України №1834, МКІ5 В22Д29/00, опублікований у бюлетені «Промислова власність», №4, 1994 рік, стор3 21), що включає укладення виробів в контейнер, розміщення струмоводів біля їхньої поверхні, занурення контейнера в робочу рідину та очищення дією електричних розрядів в рідині з одночасним переміщенням струмоводів уздовж виробів, при цьому 49988 очистку ведуть у режимі спрямованого розряду при напрузі між струмоводами 10-15кВ та частоті проходження розрядів 2 10Гц При цьому відстань від зрізу коаксіального кабелю, який є позитивним і негативним струмоводами, до оброблюваної деталі складає 3 5см Ознаки, що збігаються з суттєвими ознаками способу, який заявляється - укладення деталей в контейнер, - занурення контейнера в робочу рідину, - розміщення позитивного і негативного струмоводів-електродів біля поверхні деталі, - дія високовольтними електричними розрядами в рідині з одночасним переміщенням позитивного струмоводу-електрода уздовж деталі Причини, що перешкоджають одержанню необхідного технічного результату, такі - наявність спрямованого розряду на значній відстані 1 до оброблюваної деталі (3 5см) при напрузі між струмоводами 10 - 15кВ та частоті проходження розрядів 2 10Гц не дозволяє ефективно очистити нежорсткі сталеві пластини від технологічних відкладень У цьому випадку канал високовольтного розряду, де формується хвиля з максимальною амплітудою тиску Ра т а х , знаходиться на відстані 1 = 3 5см від деталі, що очищається Амплітуда тиску Р т на поверхні деталі, що очищається, розташованої на відстані 1 від каналу розряду, за умови сферичної симетрії може бути розрахована за залежністю Pm=1f1Bl 12,0Ом м) Пакет оброблюваних пластинчастих деталей 15 від зсувів у горизонтальних напрямках утримується штифтами 26, запресованими в контейнер 14 (див фіг 4) Позитивний електрод складається (див фіг 5, 6) з гнучкого струмопроводу 27, укладеного в ела 12 стичну ІЗОЛЯЦІЮ 28, наприклад, з вакуумної гуми і сполученого за допомогою болтового з'єднання 29 з електропровідними пластинами ЗО і 31 Пластини ЗО і 31 за допомогою болтового з'єднання 32 щільно приєднані до петльового загину ініціювального стрижня 33, виконаного у вигляді тонкого дроту Струмопровід 27 в еластичній ізоляції 28, з приєднаним до нього ініціювальним стрижнем 33, за допомогою пластин ЗО і 31 поміщені в розточці ізолятора 34, на одному КІНЦІ ЯКОГО нагвинчений наконечник 35, а на другому - втулка 36 3 боку гнучкого струмопроводу 27 на втулку 36 нагвинчений ковпак 37, навпроти конічної розточки якого на еластичній ізоляції 28 струмопроводу 27 виконане швидко знімне, ущільнювальне та обмежувальне багатошарове кільце 38 з клейкої стрічки На ЗОВНІШНІЙ поверхні втулки 36 виконана виточка, в яку входять виступи кругових скоб 39, що мають можливість повороту навколо осі пальця 40, закріпленого в розточці тримача 41 електрода Кругові скоби 39 стягнуті одна з одною болтами 42 Електрод занурений значною частиною ізолятора 34 в робочу рідину 25 При цьому відстань від торця та ініціювального стрижня 33 до сітки або технологічної пластини 7 є робочим електроіскровим проміжком 49988 1р Установка для реалізації способу очищення за першим варіантом працює наступним чином На платформу 11 встановлюють контейнер 14 з пружною прокладкою 16, на який укладають об'єкт 15 очистки - нежорстку пластинчасту деталь За ручки 22 повертають раму 17 з сіткою 7 навколо осі шарнірів 18 і прикріплюють и до контейнера 14 фіксаторами 21 При цьому між сіткою 7 і оброблюваною деталлю 15 встановлюють відстань І = (2 - 8) a, a розмір вічка h сітки 7 обирають дорівнюючим h = (5 - 10) а, де а - товщина оброблюваної деталі Платформу 11 опускають в бак 9 з водою 25 Механізм переміщення платформи 11 на кресленні не показаний Переміщенням каретки 12 по траверсі 13 та переміщенням самої траверси 13 поздовжніми напрямними бака 9 позитивний електрод встановлюють у вихідне положення - над одним з кутів оброблюваної деталі 15 Включають низьковольтне устаткування 8 При цьому замикаються контакти високовольтного блокування 2, блока 3 захисту та системи вентиляції розрядника 4 Включають ГІС 1, на блоці управління (на кресленні не показаний) розрядника 4 встановлюють частоту проходження розрядів до 50Гц і подають імпульси управління на розрядник 4 По черзі переміщають позитивний електрод 5 відносно поверхні деталі 15, що очищається, уздовж та впоперек неї ВІДПОВІДНО ПОЗДОВЖНІМ рухом траверси 13 і поперечним рухом каретки 12 по траверсі 13 Поперечна подача на кожний поздовжній прохід електрода 5 відносно деталі 15 не перевищує розмір зони ефективної ОЧИСТКИ ВІД К Ж О О ВИСОКОВОЛЬТНОГО О НГ розряду Після ОЧИСТКИ відключають ГІС 1 і низьковольтний блок 8 Піднімають платформу 11 з бака 9, за ручки 22 піднімають раму 17 з сіткою 7 і знімають деталь 15 з контейнера 14 13 Установка для реалізації способу очищення за другим варіантом працює наступним чином Нежорсткі пластинчасті деталі 15 у КІЛЬКОСТІ N штук щільно укладають в контейнер 14 у вигляді пакета між штифтами 26 Зверху пакета оброблюваних деталей 15 встановлюють технологічну пластину 7 Платформу 11 опускають в бак 9 з водою 25 Переміщенням каретки 12 по траверсі 13 поздовжніми напрямними бака 9 позитивний електрод встановлюють у вихідне положення над одним з кутів пакета оброблюваних деталей 15 Включають низьковольтне устаткування 8 Після вибору частоти проходження розрядів подають імпульси управління на розрядник 4 По черзі переміщають позитивний електрод відносно поверхні технологічної пластини 7 на впоперек неї Після закінчення очистки відключають ГІС 1 і низьковольтний блок 8 Піднімають платформу 11 з бака 9 Знімають технологічну пластину 7 і оброблювані деталі 15 з контейнера 14 Позитивний електрод при роботі установки працює наступним чином Високовольтний розряд в рідині на робочому проміжку 1р між ініціювальним стрижнем 33 і негативним електродом 7 (сітка або технологічна пластина) супроводжується комплексом фізичних явищ (ударна хвиля, пдропотік, квазістатичний тиск та ш) Гідропотік, окрім дії на оброблювану деталь, лине у круговий зазор між наконечником 35, ізолятором 34, втулкою 36 та, ініціювальним стрижнем 33 у напрямку до еластичної ізоляції 2 Однак проникнення робочої рідини 25 в зону ковпака 37 попереджається ущільнювальним кільцем 38, яке перед початком роботи електрода щільно стиснуте конічною поверхнею ковпака 37, нагвинчуванням його на втулку 36 Цим виключене попадання робочої рідини на скоби 39 та попереджається можливий високовольтний пробій через скоби 39 та тримач 41 електрода Мале падіння напруги в рознімному з'єднанні гнучкого струмовода 27 та ініціювального стрижня 33 забезпечується щільним сполученням їх за допомогою стискання пластин ЗО і 31 болтовими з'єднаннями 29 і 32 Це призводить також до зниження передпробивних втрат високовольтного розряду і забезпечує ефективну роботу електрода та його високу надійність Застосування тонкого дроту як ініціювальний стрижень 33, що особливо важливо при роботі з малою енергією розряду (0,5 - 1кДж), зменшує поверхню виступаючих з наконечника 35 частини стрижня електрода і дозволяє при цьому збільшувати відстань Іог між торцями наконечника 35 та ініціювального стрижня 33, що призводить до збільшення ДОВГОВІЧНОСТІ наконечника 35 (див Поздеев В А , Царенко П И , Бутаков Б И и др Электроразрядные генераторы упругих колебаний, - Київ Наукова думка, 1985 - 176стор) та підвищення надійності електрода При зменшенні в результаті електроерозм довжини Іог ініціювального стрижня 33 на величину більш допустиму (це може призвести до руйнування наконечника 35) стрижень 33 висувають шляхом гнучкого струмопроводу 27 з еластичною ІЗОЛЯЦІЄЮ 28 Для цього викручують ковпак 37, 49988 14 видаляють кільце 38 змотуванням клейкої стрічки, переміщають в ізоляторі 34 гнучкий струмопровід 27 разом з пластинами ЗО і 31 та ініціювальним стрижнем 33 на величину електроерози і встановлюють необхідну довжину Іог виступаючої частини стрижня, потім утворюють кільце 38 з клейкої стрічки впритул до торця втулки 36 і закручують ковпак 37 Таким чином зменшуються передпробивні втрати і підвищується ефективність роботи електрода та його надійність і ВІДПОВІДНО ефективність та якість очищення і, як наслідок цього продуктивність процесу обробки Приклад здійснення способу електрогідравлічного очищення нежорсткої пластинчастої деталі За оброблювану деталь була узята пластина «Альфа-Лаваль» глиноземного виробництва Пластина має товщину а = 1,2мм, довжину та ширину ВІДПОВІДНО 2000 і 800мм Вона виготовляється з нержавіючої сталі і має складний профіль гофра в обох взаємо перпендикулярних напрямках Висота хвилі гофра складає 10мм Розрахунок власної частоти ^власн пл) згинальних коливань пластини «Альфа-Лаваль» за залежностями ВІДПОВІДНО ДО робіт Ландау Л Д , Лифщиц Е М Теория упругости, - М Наука, 1965 - 204с (стор 150 - 151), Справочник по судовой акустике под редакцией И И Клюева и И И Боголепова, - Л Судостроение, 1978 - 422с (стор 21 - 23), Прочность, устойчивость, колебания Справочник в 3-х томах Том 2 под редакцией И А Биргера и Я Г Пановко, - М Машиностроение, 1968 - 464с (стор 145 - 147) показав, що fE^acH пл - 28Гц Однак з врахуванням навколишньої води ця частота знижується на 40%, тобто fE^acH пл - 20Гц Частоту проходження електричних розрядів встановлюють 20Гц Зарядну напругу беруть дорівнюючою 50кВ, а ємність С конденсаторів - 0,5мкФ Розмір h вічка сітки беруть дорівнюючим 7,5 а, тобто h = 9мм, а відстань 1 від сітки до оброблюваної деталі 1 = 5 а = 6мм Приклад здійснення способу електрогідравлічного очищення нежорстких пластинчастих деталей за другим варіантом За оброблювальні деталі були узяті пластини фірми «Альфа-Лаваль» глиноземного виробництва Пластина має також товщину а = 1,2мм, довжину та ширину ВІДПОВІДНО 2000 і 800мм Висота хвилі гофра складає ~ 10мм Розрахунок власної частоти ^власн пл) згинальних коливань пластини «Альфа-Лаваль» за залежностями ВІДПОВІДНО ДО робіт Ландау Л Д , Лифшиц Е М Теория упругости, - М Наука, 1965 - 204с (стор 150 - 151), Справочник по судовой акустике под редакцией И И Клюева й И И Боголепова, - Л Судостроение, 1978 - 422с (стор 21 - 23), Прочность, устойчивость, колебания Справочник в 3-х томах Том 2 под редакцией И А Биргера и Я Г Пановко, - М Машиностроение, 1968 - 464с (стор 145 - 147, 187 - 210) показав, що fE^acH пл У пакеті незначно залежить від КІЛЬКОСТІ N пластин в пакеті Для пластин «Альфа-Лаваль» з N = 2 - ЗО з встановленою на нього технологічною пластиною fвлacн пл коливаються від 18 до 9Гц КІЛЬКІСТЬ пластин в пакеті беруть мінімальною Nmm - 2 - якщо технологічні відкладення на пластинах більш МІЦНІ, І навпаки, Nmm 15 49988 = ЗО - при відкладеннях, які більш легко видаляються у процесі очистки Частоту проходження електричних розрядів встановлюють 18Гц, зарядну напругу Uo беруть дорівнюючою 50кВ, а ємність С конденсаторів 0,5мкФ Як технологічну пластину використовують остаточно забраковані пластини «Альфа-Лаваль» через наявність на них тріщин, отриманих у процесі експлуатації Якщо за технологічну пластину беруть одну пластину «Альфа-Лаваль», то інтенсивність очистки більш висока, але ДОВГОВІЧНІСТЬ технологічної пластини, обмежена появою у процесі очистки в ній залишкових деформацій, дозволяє якісно очистити 4 - 5 пакетів пластин Якщо ж як технологічну пластину застосовують дві брако 16 вані пластини «Альфа-Лаваль», сполучені між собою контактним зварюванням, то у цьому випадку вдається очистити до 100 пакетів пластин Обробка пластин «Альфа-Лаваль» з вищевказаними режимами привела до якісного очищення пластин (на 95 - 100%) від алюмосилікатних та залізистих відкладень Очищенню за другим варіантом способу піддавалися пластини «АльфаЛаваль» з більш крихкими технологічними відкладеннями, ніж за першим варіантом, тобто такі, які більш легко очищаються електрогідравлічним методом Усього очищенню із застосуванням способів за першим та другим варіантами піддано 10000 пластин, які визнані придатними до подальшої експлуатації s з Фіг 4 17 49988 18 вид 8 ФІГ.6 35 Фіг 5 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electro-hydraulic cleaning of non-rigid plate-like details and plant for embodiment thereof
Автори англійськоюButakov Borys Ivanovych, Meshyn Vitalii Veniaminovych, Vaschylenko Vasyl Ivanovych, Kovalenko Yevhen Petrovych, Stoliar Mykhailo Borysovych, Dovhaniuk Serhii Ivanovych, Vlasov Pavlo Yevhenovych, Aleksandrov Viktor Mykhailovych, Butakova Halyna Serhiivna, Onopchenko Oleksandr Serhiiovych, Rura Anatolii Volodymyrovych, Pitinov Mykola Hryhorovych
Назва патенту російськоюСпособ электрогидравлической очистки нежестких пластинчатых деталей и установка для его осуществления
Автори російськоюБутаков Борис Иванович, Мешин Виталий Вениаминович, Ващиленко Василий Иванович, Коваленко Евгений Петрович, Столяр Михаил Борисович, Довганюк Сергей Иванович, Власов Павел Евгеньевич, Александров Виктор Михайлович, Бутакова Галина Сергеевна, Онопченко Александр Сергеевич, Рура Анатолий Владимирович, Питинов Николай Григорьевич
МПК / Мітки
МПК: B22D 29/00
Мітки: спосіб, установка, електрогідравлічного, очищення, здійснення, пластинчатих, деталей, нежорстких
Код посилання
<a href="https://ua.patents.su/9-49988-sposib-elektrogidravlichnogo-ochishhennya-nezhorstkikh-plastinchatikh-detalejj-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення</a>
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 34020
Опубліковано: 15.02.2001
Автори: Бутакова Галина Сергіївна, Бутаков Борис Іванович, Столяр Михайло Борисович, Довганюк Сергій Іванович, Мешин Віталій Веніамінович, Власов Павло Євгенович, Александров Віктор Михайлович, Рура Анатолій Володимирович, Горбіков Юрій Моісеевич, Козин Костянтин Васильович, Коваленко Євген Петрович, Великоречанин Олександр Васильович
МПК: B22D 33/00, B22D 29/00
Мітки: деталей, спосіб, пластинчатих, установка, здійснення, очищення, нежорстких, електрогідравлічного
Текст:
...води, що проникає між деталями, не відбиває хвилю стиску, що надходить із технологічної пластини в деталі,що оброблюються, і не може суттєво вплинути на їхню власну частоту та амплітуду коливань, що вигинаються. Тим часом найтонші струми води, які виникають між пластинами при їхній вібрації, ефективно виносять з зазорів між ними від'ємні від деталей технологічні відкладення. При цьому на деталях, що очищуються, відсутні припіки від...
Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Олександров Віктор Михайлович, Великоречанин Олександр Васильович, Мальцев Анатолій Саватійович, Велигин Валерій Олександрович, Козин Костянтин Васильович, Коваленко Євген Петрович, Власов Павло Євгенович, Бутаков Борис Іванович, Ващиленко Василь Іванович, Онопченко Олександр Сергійович, Довганюк Сергій Іванович, Мешин Віталій Веніамінович
МПК: B22D 29/00
Мітки: здійснення, електрогідравлічної, спосіб, деталей, нежорстких, очистки, пристрій, пластинчатих
Формула / Реферат:
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку...
Спосіб адсорбційного очищення олії і установка для його здійснення
Номер патенту: 30469
Опубліковано: 15.11.2000
Автори: Хусточка Едуард Миколайович, Шіхабутінова Оксана Володимирівна, Костенко Ніна Володимирівна
Мітки: установка, олії, спосіб, адсорбційного, очищення, здійснення
Формула / Реферат:
1. Спосіб адсорбційного очищення олії, який включає попереднюгідратацію, нагрів олії, відстоювання, фільтрацію та видалення осадку, який відрізняється тим, що нагрів олії ведуть у швидкісному високотурбулентному акустично вихровому потоці гарячого газу з добавкою пару з частотою самозбуджених коливань 6-13 Гц з одночасною її постадійною обробкою сорбентом у вигляді активованих глин крупністю 2,0-1,0 мм на першій стадії і 1,0-0,5 мм - на...
Спосіб очищення газів з використанням піноутворюючого реактиву та установка для його здійснення
Номер патенту: 32516
Опубліковано: 15.02.2001
Автор: Бертхольд Герман
МПК: B01D 47/04, B01D 53/34
Мітки: використанням, здійснення, спосіб, піноутворюючого, реактиву, установка, газів, очищення
Текст:
...газ. 7. Способ по любому из пп. 1-6, отличающийся тем, что плотную пену отводят из реакционной камеры и подают во вводимый в реакционную камеру неочищенный газ 8 Способ по любому из пп. 1-7, отличающийся . тем, что шлам, осаждающийся в процессе реакции с реактивом газов, имеющих температуру выше 60°С, подвергают высушиванию в ярусном сушильном аппарате путем транспортирования его в этом аппарате вертикально сверху вниз и одновременного...
Спосіб очищення стічних вод та установка для його здійснення
Номер патенту: 11138
Опубліковано: 25.12.1996
Автори: Карпенко Надія Петрівна, Якушко Сергій Іванович, Дрожина Данія Нурівна, Циганков Сергій Петрович, Зінченко Марія Георгіївна, Семененко Іван Васильович
МПК: C02F 3/30
Мітки: спосіб, очищення, стічних, вод, установка, здійснення
Формула / Реферат:
(57) 1. Способ очистки сточных вод, включающий коагуляцию, отстаивание, аэрацию, фильтрацию и отдувку аммиака, отличающийся тем, что коагуляцию осуществляют путем электрокоагуляции с использованием железных электродов, аэрацию осуществляют струйной аэрацией после отдувки аммиака в две стадии, на первой из которых поверхность контакта воздуха с очищаемой водой создают посредством иловодянойсмеси, распределение которой по рабочему объему...
Попередній патент: Електролізер для одержання магнію та хлору
Наступний патент: Система керування вогнем танка
Випадковий патент: Ампутаційний тримач